Результат интеллектуальной деятельности: Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Вид РИД
Изобретение
Изобретение относится к литейному производству и может быть использовано для изготовления керамических оболочковых форм при литье по выплавляемым моделям для получения точных отливок из химически активных тугоплавких жаропрочных сплавов.
Известны способы изготовления литейных форм по выплавляемым моделям, для осуществления которых используются суспензии, содержащие в своем составе кремнезоль.
Из уровня техники известен способ изготовления форм по выплавляемым моделям, в котором использован щелочной кремнезоль, термореактивная смола и огнеупорный порошок (Патент JP 3106534, МПК В22С 1/16, В22С 9/04. Высокоточная форма для литья и способ ее изготовления / Tsukahara Takayaki, Kondou Masanori. - №19890245577; заявл. 21.09.1989).
К недостаткам указанного технического решения можно отнести:
- увеличение номенклатуры ингредиентов для приготовления суспензии (термореактивная смола);
- увеличение стоимости изготовления керамической формы, вызванное применением дополнительных ингредиентов в суспензии;
- снижение химической стойкости керамической формы к заливаемому расплаву.
Из уровня техники известен способ, согласно которому покрытие наносят окунанием модельного блока в керамическую суспензию, содержащую кремнезоль кислый, с последующей обсыпкой его зернистым материалом. Каждый слой подвергают отверждению - сушке. После окончательного формирования оболочковой формы вытапливают модельную массу в кипящей воде (Пат. РФ №2446910, опубл. 10.04.2012. Связующее для изготовления оболочковых форм в литье по выплавляемым моделям. МПК В22С 1/18, А.С. Максютин, Н.А. Зотов, Н.С. Петелькина).
Недостатком указанного технического решения является то, что применяются кислые кремнезольные связующие, обладающие промежуточным характером затвердевания, в связи с чем керамическая оболочка может разупрочняться в процессе вытопки модельной массы в горячей воде.
Наиболее близким по технической сущности является способ, когда на модельном блоке формируют оболочку с использованием кремнезольного связующего, огнеупорного наполнителя и обсыпочного материала (пат. РФ №2532583, опубл. 10.11.2014, Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям, МПК В22С 9/04, Е.В. Брюханова, О.Н. Голотенков). После этого проводят сушку слоев, вытопку модельного состава в горячей воде. Известное техническое решение имеет следующие существенные недостатки:
- длительный цикл формообразования, определяемый большой продолжительностью сушки водного раствора кремнезоля (4…5 ч), увеличение температуры сушки приводит к оплавлению восковых моделей и их браку;
- оксид кремния связующего, наполнителя и обсыпочного материала в химически несвязанном (свободном) состоянии является неустойчивым в условиях вакуумной заливки жаропрочных сплавов и приводит к появлению точечных дефектов на отливках;
- применяемый в прототипе для первых слоев кремнезоль кислый является дорогим, в его составе отсутствуют стабилизирующие коллоидный раствор ионы, что вызывает его агрегативную неустойчивость;
- наличие кремнеземного связующего, наполнителя и обсыпочного материала негативно сказывается на качестве отливок из жаропрочных сплавов, в том числе из нового поколения конструкционных материалов для деталей газотурбинных двигателей - интерметаллидных сплавов, например, системы «титан - алюминий».
Технический результат заявляемого изобретения заключается в ускорении цикла формообразования в литье по выплавляемым моделям и повышении термохимической устойчивости керамических оболочковых форм к заливаемым в вакууме жаропрочным сплавам, в том числе интерметаллидным сплавам системы «титан-алюминий».
Указанный технический результат достигается тем, что в способе изготовления керамических оболочковых форм для литья по выплавляемым моделям химически активных тугоплавких жаропрочных сплавов, включающем формирование на модельном блоке оболочки с использованием кремнезольного связующего, огнеупорного наполнителя и обсыпочного материала, сушку слоев оболочки, вытопку модельного состава и прокалку, согласно изобретению для всех слоев оболочки применяют только кремнезоль основной, а в качестве огнеупорного наполнителя и обсыпочного материала используют оксид иттрия, причем после нанесения каждого слоя осуществляют его пропитку водным раствором алюмоборфосфатного концентрата при одновременном воздействии на указанный раствор ультразвуком с интенсивностью 10…15 кВт/м2.
Взятый в качестве огнеупорного наполнителя и обсыпочного материала оксид иттрия при прокалке связывает кремнезем связующего в силикат иттрия и обеспечивает повышение термохимической устойчивости керамических форм к заливаемым в вакууме химически активным тугоплавким жаропрочным сплавам.
Кроме того, следует отметить, что водный раствор алюмоборфосфатного концентрата (АБФК) для пропитки каждого слоя является эффективным гелеобразователем кремнезоля основного. Он выступает также как высокотемпературный связующий материал. Его подготовка проста в осуществлении, не требует больших затрат времени, а сам получаемый раствор экологически безопасен.
Для пропитки каждого слоя используют раствор алюмоборфосфатного концентрата плотностью 1350…1400 кг/м3. При плотности раствора АБФК меньше чем 1350 кг/м3 не удается обеспечить последующего эффективного гелеобразования кремнезольного связующего в покрытии. Плотность раствора АБФК больше чем 1400 кг/м3 приводит к повышению вязкости и ухудшению его пропитывающей способности.
Обработка слоев кремнезольного покрытия водным раствором алюмоборфосфатного концентрата создает условия для протекания ускоренного гелеобразования связующего, повышения термопрочности керамических форм за счет образования в процессе прокалки тугоплавких продуктов, термохимически устойчивых к заливаемым в вакууме жаропрочным сплавам.
Проведение обработки водным раствором АБФК при одновременном воздействии на него ультразвуком интенсивностью 10…15 кВт/м2 обеспечивает разжижение раствора, повышение его смачивающей, пропитывающей и адгезионной способности. В результате этого увеличиваются скорость и глубина пропитки АБФК слоев кремнезольного покрытия, что приводит к формированию своеобразного каркаса из гелеобразователя во всем объеме отверждаемого слоя. Поэтому обеспечивается равномерность отверждения керамического покрытия на выплавляемых моделях, создающая условия для повышения скорости изготовления керамических оболочковых форм и увеличения их прочностных характеристик.
При интенсивности ультразвука меньше чем 10 кВт/м2 изменение физико-химических свойств раствора АБФК незначительно. Поэтому положительные эффекты при пропитке слоев кремнезольного покрытия в литье по выплавляемым моделям выражаются слабо. При интенсивности ультразвука более чем 15 кВт/м2 начинает проявляться тенденция к агрегации частиц АБФК, что вызывает некоторое повышение вязкости, ухудшение адгезионной и смачивающей способности раствора. Это во многом определяет затрудненные условия процесса пропитки при обработке слоев кремнезольного покрытия.
Продолжительность обработки ультразвуком зависит от толщины слоя наносимой суспензии. По ее окончании в результате ускоренного гелеобразования появляется возможность незамедлительно наносить последующие слои керамического покрытия.
При одновременном с обработкой в водном растворе АБФК воздействии ультразвука с оптимальным интервалом значений интенсивности 10…15 кВт/м2 возникает дополнительное импульсное давление, определяющее высокую скорость пропитки раствором АБФК кремнезольного покрытия. Поэтому при ускоренном гелеобразовании обеспечивается равномерность и полнота пропитки, которые создают условия для точности получаемых керамических форм и повышения качества изготовления литьем по выплавляемым моделям отливок ответственного назначения из химически активных тугоплавких жаропрочных сплавов.
Таким образом, указанные отличительные признаки ускоряют процесс формообразования и повышают физико-механические свойства керамических форм. Это приводит к улучшению качества производства литьем по выплавляемым моделям отливок ответственного назначения из жаропрочных сплавов.
Предлагаемые способ изготовления керамических оболочковых форм для литья по выплавляемым моделям иллюстрируется следующим примером.
Пример
На выплавляемую модель из массы модельно-воскового состава МВС-15 наносят кремнезольное покрытие. Оно состоит из суспензии на наполнителе - оксиде иттрия дисперсностью 10…50 мкм и связующем - кремнезоле основном, а также обсыпочного материала - оксида иттрия зернистостью 200…300 мкм. Обсыпка производится на нанесенный слой суспензии в кипящем слое.
Параллельно готовят раствор АБФК (ТУ 113-08-606-87) плотностью 1350 кг/м3 и осуществляют пропитку им кремнезольного покрытия в ультразвуковом поле.
Нанесение кремнезольного покрытия и его пропитку в подготовленном водном растворе АБФК при воздействии ультразвука циклически повторяют для формирования четырехслойной керамической формы.
В ходе испытаний варьируют интенсивность ультразвука: 10; 13; 15 кВт/м2 при частоте 22 кГц (такая частота является оптимальной с позиций наличия явления кавитации для этих систем и активации пропитывающего раствора, а также инициации акустических течений). Продолжительность обработки - 60 с (зависит от толщины слоя наносимой суспензии).
Влияние интенсивности ультразвука на свойства раствора АБФК для пропитки кремнезольного покрытия представлено в таблице 1.
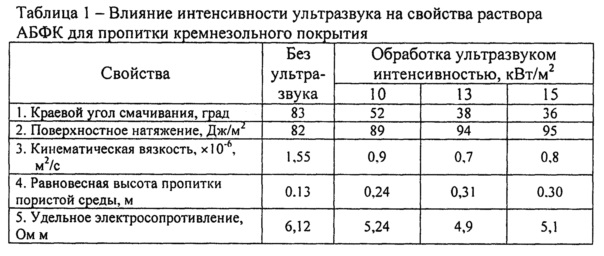
Краевой угол смачивания фиксировали проецированием капли на экран, поверхностное натяжение - методом отрыва кольца. Вязкость определяли по капиллярному вискозиметру ВПЖ-2. Для оценки пропитывающей способности использовали известную методику капиллярной пропитки раствором смеси кварцевого песка и пылевидного кварца, взятых в соотношении 3:1 по массе, в трубке диаметром 5 мм.
Представленные данные свидетельствуют о том, что обработка ультразвуком раствора АБФК позволяет за счет снижения его краевого угла смачивания, уменьшения до 2 раз вязкости обеспечить значительное улучшение пропитывающей способности. При этом воздействие ультразвука вызывает мицеллярную перестройку указанного раствора и его ионизацию, о прохождении которой свидетельствует падение удельного электросопротивления (см. табл. 1).
Параллельно для получения сравнительных данных осуществляют изготовление керамических оболочковых форм согласно прототипу. При этом фиксируются физико-механические свойства изготовленных керамических форм: прочность при изгибе до прокалки и в горячем состоянии при температуре 900°C, точность геометрии, оцененная по отклонению размеров от номинальных, а также длительность формообразования и глубина видоизмененного слоя на отливках из жаропрочного сплава ВЖЛ12У-ВИ.
Подготовленные таким образом керамические формы применяли для изготовления отливок «колесо рабочее» из сплава ВЖЛ12У-ВИ. Изготовленные литьем по выплавляемым моделям, эти отливки отличались высоким качеством поверхности. Кроме того, было отмечено значительное снижение брака литья по засорам и неточности геометрии.
Влияние разработанного способа изготовления керамических оболочковых форм на их свойства представлено в таблице 2.
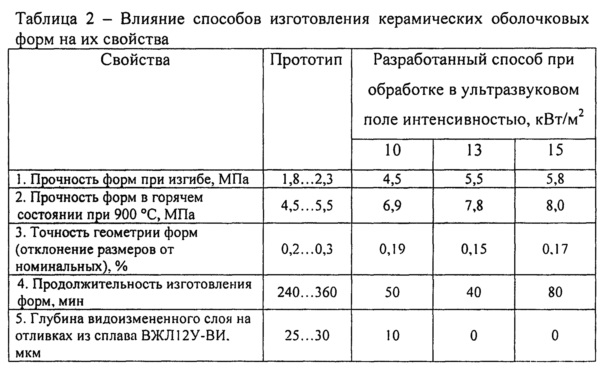
Результаты испытаний показывают, что по сравнению с прототипом заявленный способ обеспечивает увеличение более чем в 1,5 раза прочности после отверждения и в горячем состоянии, улучшение точности геометрии форм при значительном сокращении продолжительности их изготовления и термохимическую устойчивость форм к заливаемым в вакууме жаропрочным сплавам. При этом именно пропитка в ультразвуковом поле, вызывая снижение вязкости, повышение адгезионной и смачивающей способности раствора АБФК, создает условия для ускорения процесса формообразования и повышения физико-механических характеристик керамических оболочковых форм в литье по выплавляемым моделям.
Заявленный способ опробован на предприятии СКБ «Турбина» (г. Челябинск) при изготовлении литьем по выплавляемым моделям отливок ответственного назначения из сплава ВЖЛ12У-ВИ, показав улучшение их качества.
Учитывая повышенный комплекс физико-механических свойств керамических оболочковых форм, заявленный способ их изготовления для литья по выплавляемым моделям может быть использован в литье химически активных тугоплавких жаропрочных сплавов (титановых, никелевых, интерметаллидов системы Ti-Al) для деталей авиационной техники и силовых установок.
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям химически активных тугоплавких жаропрочных сплавов, включающий формирование на модельном блоке оболочки с использованием кремнезольного связующего, огнеупорного наполнителя и обсыпочного материала, сушку слоев оболочки, вытопку модельного состава и прокалку, отличающийся тем, что оболочки формируют с использованием в качестве кремнезольного связующего кремнезоля основного, а в качестве огнеупорного наполнителя и обсыпочного материала оксида иттрия, причем после нанесения каждого слоя осуществляют его пропитку раствором алюмоборфосфатного концентрата при одновременном воздействии на указанный раствор ультразвуком с интенсивностью 10…15 кВт/м.Способ и устройство для обработки руд, содержащих благородные металлы
Десерт плодово-ягодный взбитый замороженный с творожной сывороткой
Способ модифицирования магниевых сплавов
Роликовый центрователь
Способ определения места установки устройств секционирования воздушной линии напряжением 380 в
Способ изготовления отливок литьем по газифицируемым моделям
Способ приготовления соуса со жмыхом рапса
Способ выплавки синтетического высокопрочного чугуна в индукционных печах
Способ производства ржано-пшеничного хлеба
Майонез с функциональными свойствами
Способ модифицирования магниевых сплавов
Роликовый центрователь
Способ определения места установки устройств секционирования воздушной линии напряжением 380 в
Способ изготовления отливок литьем по газифицируемым моделям
Способ приготовления соуса со жмыхом рапса
Способ выплавки синтетического высокопрочного чугуна в индукционных печах
Способ производства ржано-пшеничного хлеба
Майонез с функциональными свойствами
Макаронные изделия
Компенсированная система электроснабжения удаленных потребителей электрической энергии

