Результат интеллектуальной деятельности: Способ выплавки синтетического высокопрочного чугуна в индукционных печах
Вид РИД
Изобретение
Изобретение относится к черной металлургии, а именно к литейному производству, и может быть использовано при производстве чугунов различного функционального назначения.
Из уровня техники известен способ выплавки чугуна с применением карбюризатора для науглероживания (Авторское свидетельство СССР №1018976, опубл. 23.05.1983. Карбюризатор для науглероживания синтетического чугуна / Г.О. Нейгебауэр, В.И. Андреев, А.А. Тюменцев, Н.В. Мельничук), который предполагает использовать в качестве науглероживателя синтетического чугуна обезвоженных «хвостов» от флотации угольной «пены». Указанное изобретение позволяет только повысить содержание углерода в расплаве.
Известен также способ выплавки чугуна (Авторское свидетельство СССР №697568, опубл. 12.06.1979. Раскислитель для чугуна / В.П. Кутузов, B.C. Шумихин, Ю.Т. Соколюк и др.), согласно которому раскислитель для чугуна состоит из смеси карбида кремния или его шлама и извести, а также дополнительно содержит шунгит. Указанная смесь позволяет только повысить степень восстановления железа и увеличить в чугуне концентрацию углерода и кремния.
Известен способ выплавки чугуна с применением брикетов (Пат. РФ №2247155, 27.02.2005. Брикет, используемый при производстве чугуна (варианты) / А.Д. Подольчук, М.И. Гасик, В.В. Сербин и др.), содержащих карбид кремния металлургический, углеродкремнистую смесь и связующее - цемент. Применение указанного брикета предполагает использование его при завалке в составе шихты, что повышает требования к стабильности химического состава шихтовых материалов. В результате необходима последующая доводка расплава по кремнию и углероду. При этом в техническом решении по данному патенту не учитываются начальные и заданные концентрации кремния и углерода в расплаве, что очень важно при выплавке железоуглеродистых сплавов.
Наиболее близким по технической сущности и достигаемому результату является способ выплавки железоуглеродистых сплавов в индукционных печах, включающий завалку металлической части шихты, плавление и легирование расплава комплексной смесью, содержащей кремний и углерод (Пат. РФ №2395589, 27.07.2010. Способ выплавки железоуглеродистых сплавов в индукционных печах / А.Д. Подольчук, М.И. Гасик, В.В. Сербин и др.). Известное техническое решение позволяет улучшить технологический процесс производства отливок из синтетических чугунов за счет одновременного донауглероживания и графитизирующего модифицирования.
Вместе с тем прототип имеет следующие существенные недостатки:
- комплексная смесь прототипа имеет плотность, значительно меньшую, чем у чугуна, и при ее введении на зеркало расплава существенно снижает коэффициент усвоения кремния и углерода;
- способ выплавки прототипа не обеспечивает сфероидизирующее модифицирующее воздействие на расплав чугуна;
- не создаются условия для эффективного рафинирования расплава от неметаллических включений;
- выплавленные по способу прототипа чугуны не обладают сочетанием повышенных физико-механических и литейных свойств.
В основу изобретения положена техническая задача - создание способа выплавки синтетического высокопрочного чугуна в индукционных печах, который обеспечил бы комплексное легирующее, рафинирующее, графитизирующее, модифицирующее (сфероидизирующее) воздействие на расплав и за счет этого повышение физико-механических и литейных свойств высокопрочного чугуна.
Указанная задача решается таким образом, что в способе выплавки синтетического высокопрочного чугуна в индукционных печах, включающем завалку металлической части шихты, плавление и легирование расплава комплексной смесью, содержащей кремний и углерод, согласно изобретению комплексную смесь готовят путем перемешивания оксида магния, карбида кальция и отходов возвратной шихты электродного производства, состоящей из карбида кремния и графита, затем засыпают подготовленную просушенную смесь на дно индукционной печи, присыпают ее чугунной дробью и производят завалку металлической шихты, расплавляют ее и доводят температуру расплава до 1390…1420°C, при которой его вакуумируют до остаточного давления 3…13 Па.
Комплексная смесь из оксида магния, карбида кальция и отходов возвратной шихты электродного производства обеспечивает сфероидизирующее модифицирование чугуна магнием и кальцием, а также его легирование кремнием и углеродом до заданного состава.
Засыпка смеси на дно индукционной печи и присыпка ее чугунной дробью создают условия для максимального усвоения чугунами продуктов взаимодействия компонентов комплексной смеси.
Температура расплава 1390…1420°C и его вакуумирование с остаточным давлением 3…13 Па обеспечивают прохождение реакций между компонентами комплексной смеси с выделением атомарного магния, который вызывает образование глобулярного графита в чугуне, причем без пироэффекта. Кроме того, за счет вакуумирования удается максимально рафинировать расплав от неметаллических включений.
В результате комплексного рафинирования, легирования и сфероидизирующего модифицирования осуществляется выплавка синтетического высокопрочного чугуна, обладающего повышенными физико-механическими и литейными свойствами.
Способ выплавки синтетического высокопрочного чугуна в индукционных печах осуществляется следующим образом. Сначала готовится комплексная смесь путем перемешивания оксида магния, карбида кальция и отходов возвратной шихты электродного производства, состоящей из карбида кремния (50 мас. %) и графита (50 мас. %). Затем засыпают подготовленную просушенную смесь на дно вакуумной индукционной печи, присыпают ее чугунной дробью и производят завалку металлической части шихты (стальной лом, возврат, стальные отходы и т.д.). Далее шихту расплавляют и доводят температуру расплава до 1390…1420°C, при которой его вакуумируют до остаточного давления 3…13 Па.
Если температура расплава меньше чем 1390°C и остаточное давление при его вакуумировании более чем 13 Па, то восстановление магния из его оксида под действием карбида кальция и кремния комплексной смеси протекает крайне медленно и эффективность сфероидизирующего модифицирования снижается.
При температуре расплава больше чем 1420°C и его вакуумировании при остаточном давлении менее чем 3 Па значительно возрастают угар элементов и энергетические затраты на плавку.
Предлагаемый способ выплавки синтетического высокопрочного чугуна в индукционной печи иллюстрируется следующим примером.
Пример. Выплавку чугуна осуществляли в вакуумной индукционной плавильной печи ТПЧ-120-2,4 с кислой футеровкой. В качестве металлической части шихты применяли лом стали 1А, 2А (ГОСТ 2787-75), обрезь трансформаторной стали. Сначала на дно тигля засыпали подготовленную просушенную при 300…400°C комплексную смесь (2% от массы шихты), состоящую из оксида магния, карбида кальция и отходов возвратной шихты электродного производства. Затем присыпали ее чугунной дробью и производили завалку металлической части шихты. Далее шихту расплавляли и доводили температуру расплава до 1400°C, при которой его вакуумировали до различных значений остаточного давления: 3, 8 или 13 Па. Обработанный расплав заливали для получения проб в формы, которые были изготовлены из песчано-глинистой смеси влажностью 3,5%.
Определены: химический состав чугуна (C=3,5%; Si=2,5%; Mn=0,6%; P=0,08%; S=0,01%; Mg=0,07%), форма графита - глобулярная, металлическая матрица - ферритоперлитная. Согласно ГОСТ 3443-87 «Отливки из чугуна с различной формой графита. Методы определения структуры» по форме включения графита соответствуют ШГф5, по размеру графита ШГд15, распределение графита ПГр1; структура металлической матрицы П45(Ф55). Для оценки структуры и механических испытаний были получены цилиндрические пробы диаметром 30 мм и длиной 200 мм. Испытания на прочность проводили на разрывной машине INSTRON при скорости растяжения 2 мм/мин. Отбел определяли по клиновидной пробе, жидкотекучесть - по спиральной пробе (ГОСТ 16438-70). Для сравнения осуществляли выплавку чугуна в индукционной печи согласно прототипу.
Влияние рассматриваемых способов выплавки на свойства чугуна представлено в таблице.
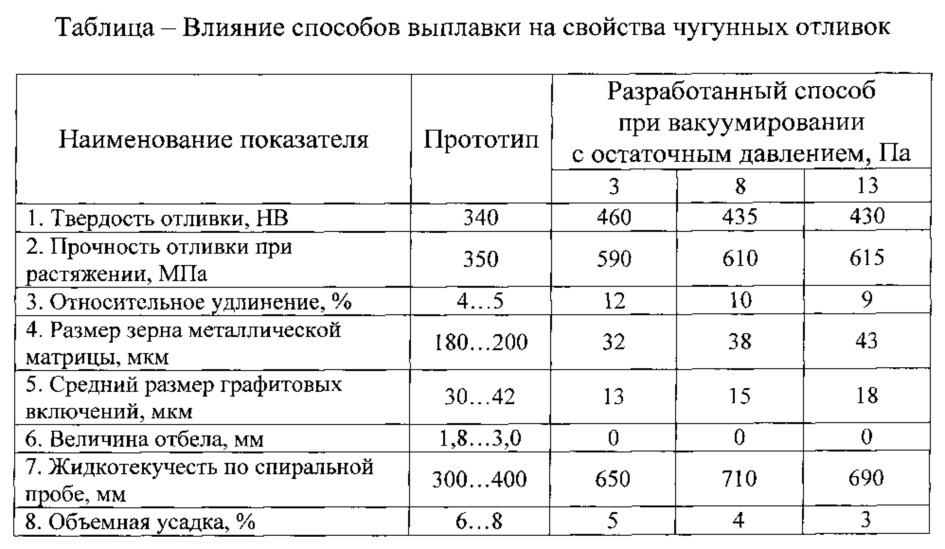
Таким образом, полученные результаты показывают, что разработанный способ обеспечивает улучшение физико-механических и литейных свойств чугуна за счет комплексного рафинирования, графитизирующего и модифицирующего (сфероидизирующего) воздействия на расплав смесью из оксида магния, карбида кальция и отходов возвратной шихты электродного производства при температуре 1390…1420°C и вакуумировании с остаточным давлением 3…13 Па.
Способ выплавки синтетического высокопрочного чугуна в индукционной печи, включающий завалку металлической части шихты, плавление и легирование расплава комплексной смесью, содержащей кремний и углерод, отличающийся тем, что комплексную смесь готовят путем перемешивания оксида магния, карбида кальция и отходов возвратной шихты электродного производства, состоящей из карбида кремния и графита, затем засыпают подготовленную просушенную упомянутую смесь на дно индукционной печи, присыпают ее чугунной дробью и производят завалку металлической шихты, которую расплавляют, доводят температуру расплава до 1390…1420°C и вакуумируют до остаточного давления 3…13 Па.Способ изготовления форм по выплавляемым моделям (варианты)
Способ приготовления бескремнеземного связующего для литья по выплавляемым моделям химически активных сплавов
Способ литья алюминиевых сплавов
Способ получения отливок по выплавляемым моделям
Способ литья алюминиевых сплавов
Способ модифицирования магниевых сплавов
Способ изготовления отливок литьем по газифицируемым моделям
Противопригарное покрытие для литья по газифицируемым моделям и способ его приготовления
Способ получения керамических форм методом электрофореза для литья по выплавляемым моделям химически активных сплавов
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ литья алюминиевых сплавов
Способ получения отливок по выплавляемым моделям
Способ литья алюминиевых сплавов
Способ модифицирования магниевых сплавов
Способ изготовления отливок литьем по газифицируемым моделям
Противопригарное покрытие для литья по газифицируемым моделям и способ его приготовления
Способ получения керамических форм методом электрофореза для литья по выплавляемым моделям химически активных сплавов
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ модифицирования чугуна
Способ воздействия на расплавленный металл

