Результат интеллектуальной деятельности: СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к способам упрочнения деталей, рабочих органов машин и инструмента методом индукционной наплавки твердых сплавов, и может быть использовано при изготовлении и ремонте деталей машин и оборудования сельского хозяйства, горнодобывающей, дорожно-строительной и других отраслей.
Известен способ индукционной наплавки (аналог), включающий нанесение на упрочняемую поверхность детали слоя наплавочной шихты, состоящей из порошка твердых сплавов и флюса, введение упрочняемой поверхности детали с шихтой в индуктор для нагрева токами высокой частоты (ТВЧ), нагрев поверхности детали токами высокой частоты и расплавление шихты. После отключения индуктора ТВЧ деталь остужают, наплавленный слой на поверхности детали кристаллизуется, затвердевает и образует слой заданной толщины [Индукционная наплавка износостойких сплавов: сб. статей / Под общ. ред. Ткачева В.Н. - Ростов-на-Дону: ОНТИ, 1963. - С. 41-42]. Недостатком указанного способа - аналога является то, что расплав на поверхности детали образует упрочняющее покрытие, неравномерное по толщине, утончаемое к периметру поверхности детали из-за влияния сил поверхностного натяжения в расплаве, что не обеспечивает равномерности износа наплавленного покрытия на детали.
Для обеспечения равномерной толщины наплавляемого упрочняющего слоя на поверхностях деталей сложной формы производят формирование технологических элементов в виде буртов, канавок и т.п. Таким, наиболее близким к предлагаемому по технической сущности способом, принятым за прототип, производят упрочнение индукционной наплавкой клапанов газораспределения двигателей внутреннего сгорания [Ткачев В.Н. и др. Индукционная наплавка твердых сплавов. - М.: Машиностроение, 1973. - С. 11-12]. Упрочняемую поверхность клапана перед наплавкой протачивают по контуру износа фаски клапана, шихту формируют в пресс-форме в виде кольцеобразной заготовки, поверхность, проточенную под наплавку, офлюсовывают, кольцо из шихты устанавливают в проточку фаски клапана, а наплавку осуществляют последовательно двумя ТВЧ-генераторами на частотах 2,5 кГц и 10 кГц. Использование генераторов с двумя частотами позволяет вначале расплавить флюс в наплавочном кольце и заполнить им проточку на фаске клапана, а затем ТВЧ-генератором 10 кГц нагреть упрочняемую поверхность, расплавить шихту кольца и создать упрочняющее покрытие, после чего генераторы выключают и осуществляют процесс направленной кристаллизации.
Недостатком способа по прототипу является применение сложного оборудования, длительность процесса наплавки, большая трудоемкость подготовки детали к наплавке и кольца из шихты, невозможность применения способа для индукционной наплавки торцевых поверхностей деталей, низкое качество покрытия.
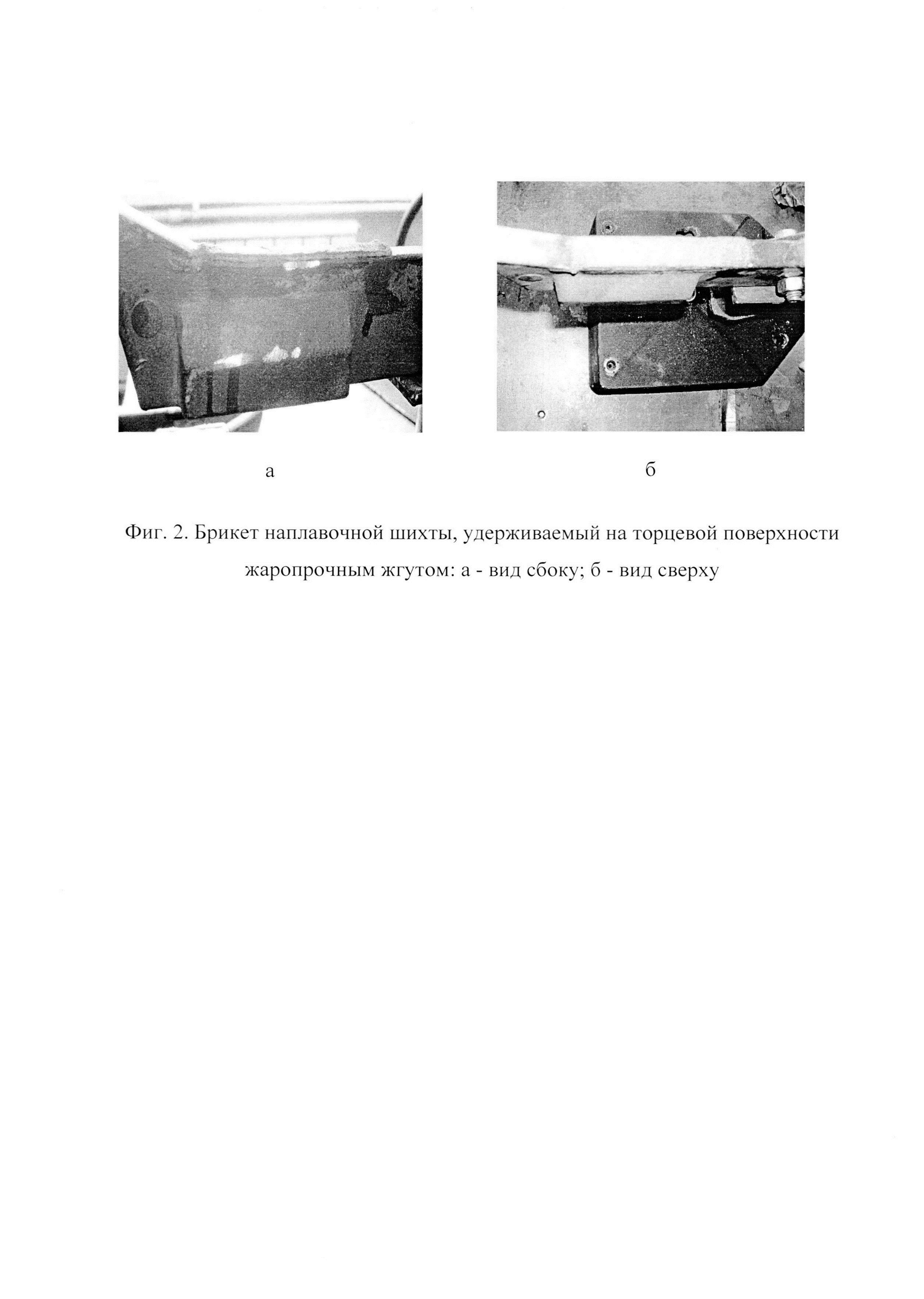
Указанный недостаток прототипа устраняется тем, что в предлагаемом способе индукционной наплавки по контуру упрочняемой торцевой поверхности детали монтируют, например, приклеивают жаропрочный жгут диаметром в 1,1-1,6 раза больше требуемой толщины наплавляемого покрытия, в образуемое замкнутое пространство насыпают шихту, а наплавку осуществляют одним ТВЧ-генератором с частотой 66 кГц.
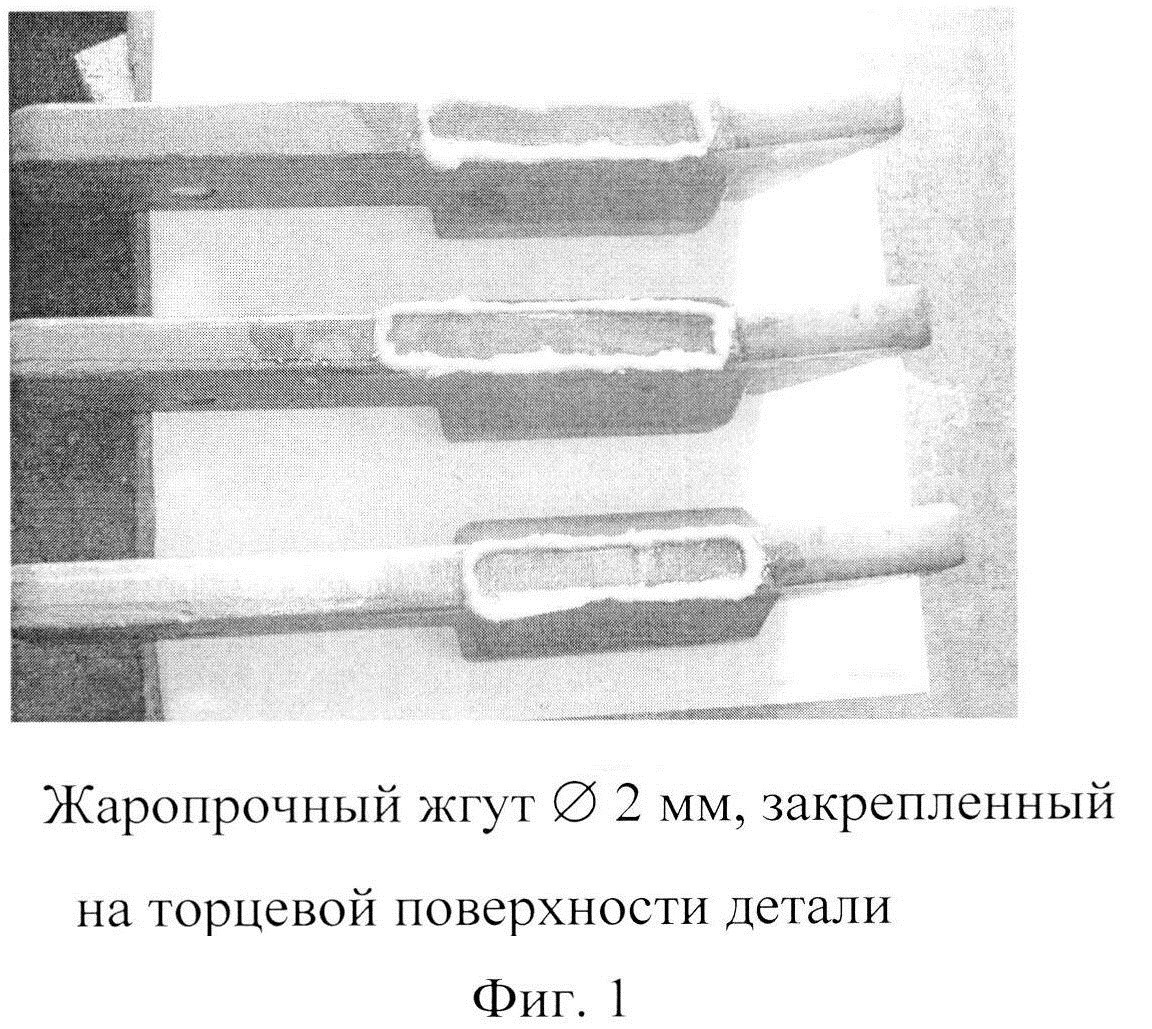
Изобретение поясняется следующими материалами. На фиг. 1 показана упрочняемая предлагаемым способом деталь - долото анкерного сошника посевного комплекса Primera DMC-9000 (фирма Amazone, Германия), по контуру торцевой поверхности которого приклеен жаропрочный жгут. На фиг. 2 показана заготовка упрочняемой детали с насыпанной шихтой. На фиг. 3 показано долото с выполненной наплавкой. На фиг. 4 показано изношенное долото, упрочненное по технологии производителя долот припайкой твердосплавных пластин. На фиг. 5 показано изношенное долото, упрочненное по предлагаемому способу и прошедшее такой же путь, как и долото на фиг. 4.
Реализация изобретения иллюстрируется следующими примерами.
Пример 1. Изготовление жаропрочного жгута
Для изготовления жаропрочного жгута, ограничивающего наплавляемую область торцевой поверхности детали, задающего толщину упрочняющего покрытия и удерживающего от расплыва шихту на поверхности детали, используют шнур асбестовый общего назначения марки ШАОН по ГОСТ 1779-83 и стекло натриевое жидкое марок А или Б по ГОСТ 13078-81.
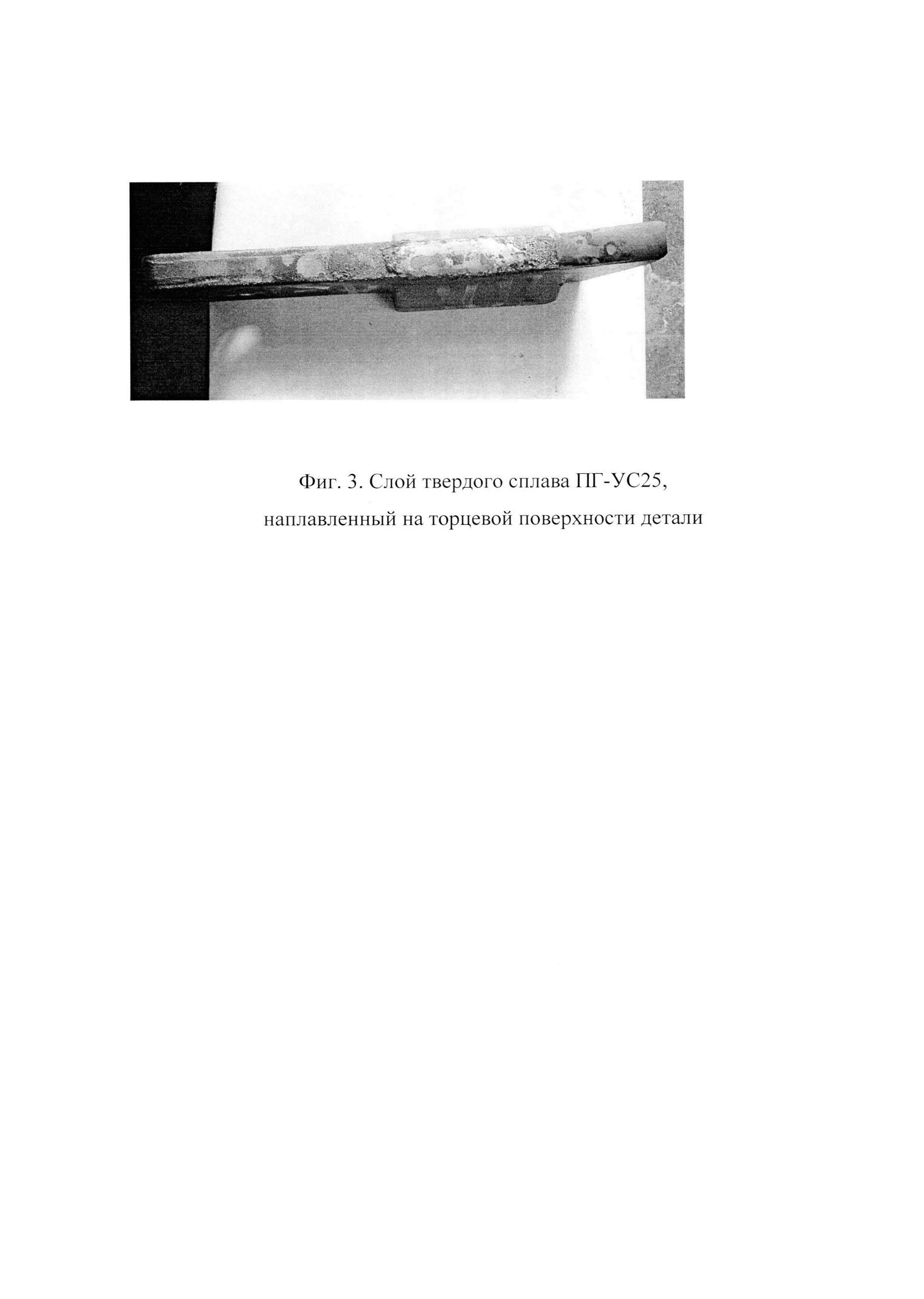
Для получения заданной толщины покрытия диаметр шнура определяют, руководствуясь таблицей 1.
Приготовление шнура. Шнур ШАОН требуемого диаметра (см. табл. 1) помещают в раствор жидкого стекла, разведенного водой в соотношении 1:1, и выдерживают в нем 10-15 мин. Затем излишнюю влагу из шнура отжимают, помещают шнур на сетку и подсушивают на воздухе при температуре 20-25°С в течение 30-45 мин. Подсушенный шнур помещают в 5% спиртовой раствор канифоли на 3-5 мин, вновь отжимают и сматывают в бухту, присыпая каждый слой бухты тальком или стеаратом кальция.
Полученные таким образом бухты хранят при температуре не выше 45°С в плотной водонепроницаемой упаковке без потери клеящих свойств в течение 1-2 мес.
Пример 2. Приготовление наплавочной шихты. Наплавочную шихту готовят из смеси порошков твердого сплава из группы высокохромистых белых чугунов (материалы марок ПС, ПГС, ПГ-УС) и плавленого боратного флюса для индукционной наплавки марки П-0,66, взятых в соотношении, мас.%:
|
Для приготовления наплавочной шихты порошок твердого сплава марки ПГ-УС25 по ГОСТ 21448-75 просеивают на вибростоле через набор сит №07, 05 по ГОСТ 6613-86, отбирая фракцию с размером частиц порошка 0,5-0,7 мм, задерживающуюся на сите №05.
Флюс марки П-0,66 плавят при температуре 400-450°С в муфельной печи до прекращения выделения паров воды и газов, расплав выливают на металлический противень и дают остыть, полученный плав измельчают вначале в щековой дробилке, затем в шаровой мельнице и просеивают через сито №03, отбирая фракцию с размером частиц <0,3 мм.
Полученные порошки твердых сплавов и флюса смешивают в соотношении, мас.%: ПГ-УС25 - 85; П-0,66 - 15 в шаровой мельнице без шаров в течение 30-45 мин или в биконусном смесителе в течение 10-15 мин. Полученную таким образом шихту хранят в герметичных стальных банках до 6 мес.
Пример 3. Упрочнение торцевой поверхности долота анкерного сошника сеялки Primera DMC-9000, выполненного из стали S355 (стандарт EN 10025). Подлежащую упрочнению торцевую поверхность долота тщательно очищают, обезжиривают уайт-спиритом или бензином Б-70, дают подсохнуть, затем нагревают долото в муфельной печи до температуры 150-200°С. Горячее долото извлекают из печи и по периметру наплавляемой поверхности надавливанием монтируют жаропрочный жгут, выполненный по примеру 1 (см. фиг. 1). Жгут фиксируется на поверхности долота благодаря клеящей способности расплавленной канифоли.
Затем на поверхность долота в пространство, ограниченное жаропрочным жгутом, насыпают наплавочную шихту, приготовленную по примеру 2. Излишки шихты удаляют шпателем (см. фиг. 2). Далее долото с шихтой помещают в односторонний индуктор, подключенный к высокочастотному инверторному преобразователю ЭЛСИТ-66/100, и осуществляют индукционную наплавку ТВЧ с частотой 66 кГц при мощности генератора 80-100 кВт в течение 45-55 сек. Деталь извлекают из индуктора, подстуживают на воздухе до температуры 700-750°С и закаливают в воде или 5-10% водном растворе жидкого стекла.
После выполнения всех операций на торцевой поверхности долота формируется твердосплавное покрытие толщиной в 1,1-1,6 раз меньше диаметра выбранного термостойкого шнура (см. фиг. 3).
Техническим результатом реализации изобретения является упрощение применяемого оборудования, снижение трудоемкости подготовки детали и процесса наплавки, повышение качества покрытия индукционной наплавкой торцевых поверхностей деталей.
Получаемое по предлагаемому способу покрытие не требует зачистки, шлак и остатки термостойкого шнура удаляют с детали в процессе ее подстуживания и закалки, покрытие получает равномерную по сечению толщину.
Возможность применения способа для индукционной наплавки торцевых поверхностей деталей достигается за счет применения термостойкого жгута, приклеиваемого на упрочняемую поверхность и удерживающего на ней наплавочную шихту от плавления флюса до расплавления порошка твердого сплава, его кристаллизации и формирования упрочняющего покрытия.
Равномерная толщина покрытия и отсутствие стекания наплавляемого материала с краев поверхности детали (см. фиг. 3) обеспечивается применением термостойкого шнура. А требуемая толщина покрытия обеспечивается применением шнура с диаметром, превышающим требуемую толщину покрытия в 1,1-1,6 раза, и тем самым повышенным объемом порошка шихты для компенсации усадки шихты при ее плавлении, а также компенсации разрушения и выгорания части шнура при наплавке.
Долота анкерных сошников, торцевая поверхность которых была упрочнена по предлагаемому способу твердым сплавом ПГ-УС25 в полевых испытаниях на посевном комплексе Primera DMC-9000, показали наработку на одно долото 70-75 га, что в 1,5-2 раза больше в сравнении с серийными долотами, упрочненными напайкой твердосплавных пластин.

Многофункциональная зажигалка
Способ лечения, профилактики маститов и стимуляции лактации коров и устройство для его осуществления
Модульная установка с инфракрасным, ультрафиолетовым облучением тонкого слоя и ультразвуковой обработкой жидкости в децентрализованных системах теплоснабжения
Роликовый сепаратор для отделения корнеклубнеплодов и луковиц от почвенных комков
Устройство для выкапывания лука
Способ улучшения низкотемпературных свойств нефтепродуктов, в том числе дизельного топлива и рабочих жидкостей гидросистем
Молотильно-очистительное устройство для селекционных работ
Механизированная установка для бесконтактной тепловизионной видеоцифровой диагностики заболеваний животных
Солнечный модуль с асимметричным параболоцилиндрическим концентратором и фотоприемником с треугольным профилем
Автоматизированная система поточного измерения урожайности зерна
Способ определения деформаций, напряжений, усилий и действующих нагрузок в элементах эксплуатируемых металлических конструкций
Способ измерения деформаций, напряжений и усилий в арматуре эксплуатируемых железобетонных конструкций
Способ получения борированных сталей в индукционных печах
Устройство для ускоренных испытаний образцов на износостойкость
Способ определения глубины проникновения электромагнитного поля в металл
Электрод для износостойкой электродуговой наплавки

