Результат интеллектуальной деятельности: Штамп для вытяжки крупногабаритных деталей
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к листовой штамповке, и может быть использовано при вытяжке различных деталей из листовых материалов, преимущественно для штамповки крупногабаритных деталей сложной формы, в том числе кузовных автомобильных, сельхозтехники, бытовой техники и т.п.
Известен штамп с пневматическим приводом рычажного устройства для подъема и сброса штампованной детали. Наиболее эффективно использовать пневматический привод при штамповке сложных пространственных и особенно крупных деталей для их удаления из рабочей зоны (Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. - М.: Машиностроение, 1972, с. 101-102, рис. 81).
Недостатком известного штампа является ограниченная область применения, т.к. не всегда удается в нижней части штампа разместить пневматический привод рычажного устройства для подъема и сброса штампованной детали. Такая конструкция сбрасывателя применима для штампов обрезки, вытяжки и других в тех случаях, когда конструкция детали позволяет выполнить освобождение в нижней части штампа.
Известен штамп для вытяжки крупногабаритных деталей кузовов автомобилей или им подобных деталей, содержащий пуансон, матрицу с перетяжными ребрами и прижим с пружинными отлипателями. С нижней части штампа деталь приподнимают пружинными отлипателями, а из штампа удаляют механической рукой (Нефедов А.В. Конструирование и изготовление штампов. - М.: Машиностроение, 1973, с. 71-72, рис. 52).
Недостатком известного штампа является ограниченная область применения, низкая производительность штамповки и невысокая надежность, так как пружинные отлипатели для подъема детали, расположенные в нижнем прижиме, находятся при загрузке листовой заготовки выше уровня прижима, что уменьшает производительность штамповки и нередко приводит к поломке подобных пружинных отлипателей. Штамп применим только на прессах, оснащенных механическими руками для удаления отштампованных деталей.
Известен штамп для обработки штучных заготовок, имеющий вал, сбрасыватель, тягу, собачку и ловитель, отличающийся тем, что ловитель смонтирован с возможностью перемещения вдоль оси давления, подпружинен в этом направлении и снабжен фиксатором. В нижней части штампа выполнено освобождение для возможности установки и работы сбрасывателя. Такая конструкция сбрасывателя применима для штампов обрезки, вытяжки и других в тех случаях, когда конструкция детали позволяет выполнить освобождение в нижней части штампа (Штамп для обработки штучных заготовок, АС СССР SU №1133011).
Недостатком известного штампа является ограниченная область применения для деталей относительно простой формы, конструкция которых позволяет выполнить освобождение в нижней части штампа.
Известен способ изготовления коробчатых деталей путем вытяжки центральной заготовки с радиальным растяжением и тангенциальным сжатием ее фланцевой части, в котором осуществляют дифференцированное тангенциальное растяжение фланцевой части заготовки за счет дополнительного деформирования фланца заготовки перетяжными ребрами (Способ изготовления коробчатых деталей, АС СССР 1542664).
Недостатком известного способа является ограниченная область применения для деталей относительно простой формы, конструкция которых позволяет выполнить освобождение в нижней части штампа для установки механизма сбрасывателя.
Технической задачей изобретения является разработка новой конструкции штампа для вытяжки крупногабаритных деталей, повышающего надежность работы и расширяющего технические возможности.
Технический результат заключается в повышении надежности работы вытяжных штампов, а также для расширения технических возможностей.
Поставленная задача решается за счет того, что предлагается новая конструкция штампа для вытяжки крупногабаритных деталей, содержащего пуансон, матрицу с перетяжными ребрами, прижим с выемками под перетяжные ребра и механизм для удаления отштампованных вытянутых полуфабрикатов из штампа, отличающегося тем, что продольные рейки механизма сбрасывателя расположены за пределами прижимной поверхности штампа, а поперечные рейки механизма сбрасывателя расположены в пазах, выполненных в выемках прижима под перетяжные ребра, осуществляющих дополнительное тангенциальное растяжение фланца заготовки. Перетяжные ребра в матрице и соответственно пазы под перетяжные ребра в прижиме располагают параллельно направлению течения металла заготовки, или же под прямым углом к направлению удаления отштампованных вытянутых полуфабрикатов из штампа.
Штамп для вытяжки характеризуется графическими материалами, представленными на фиг. 1-6.
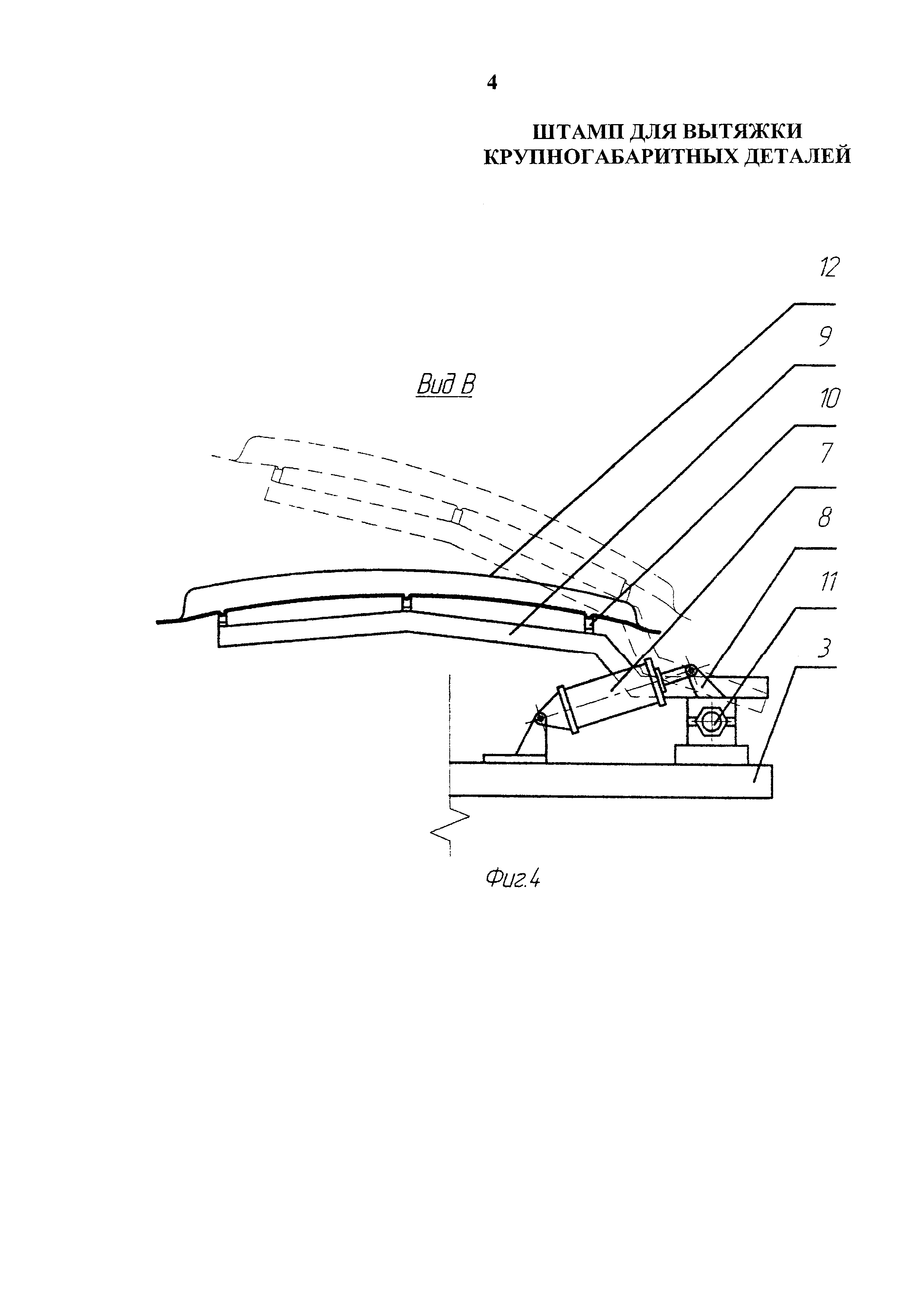
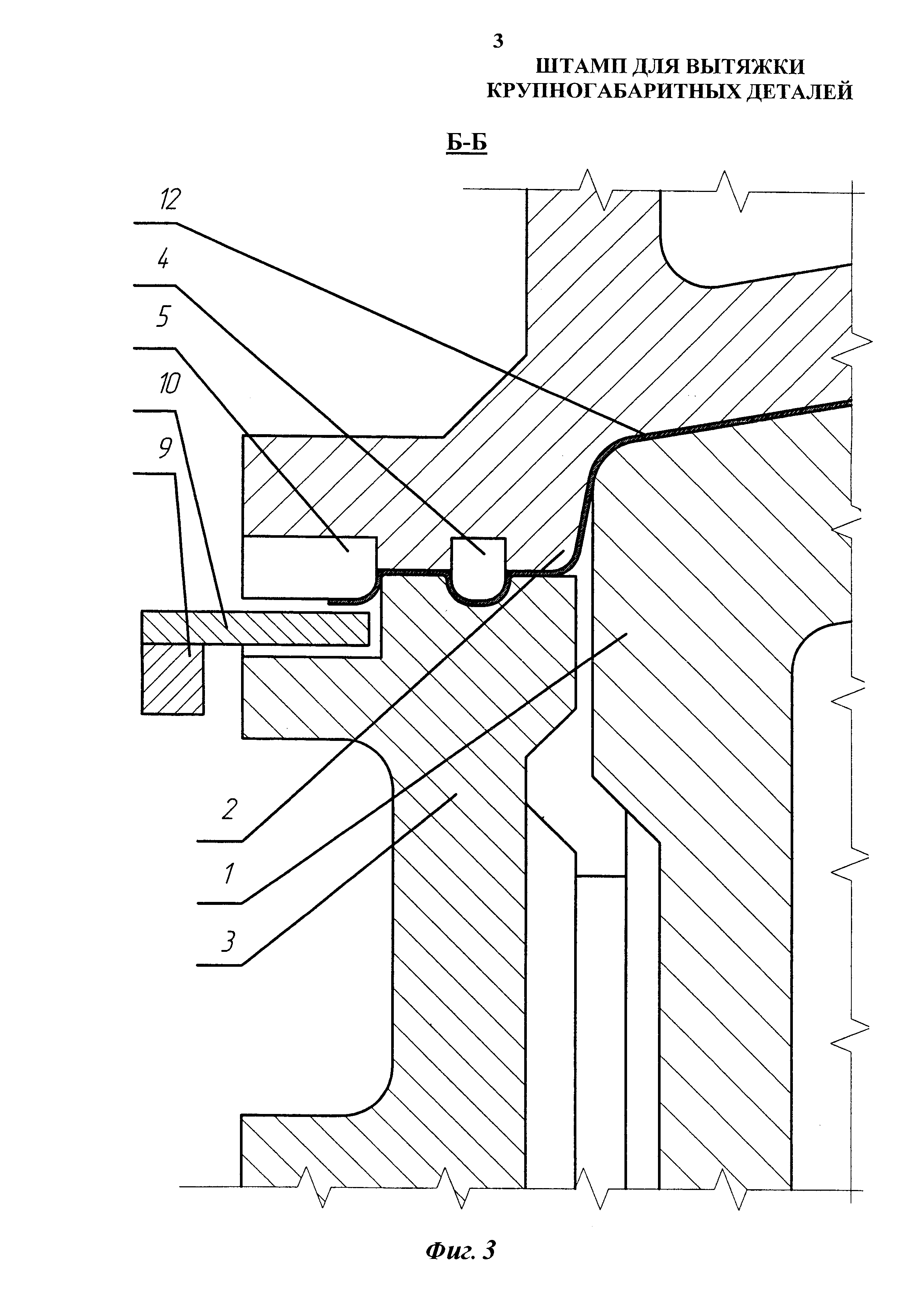
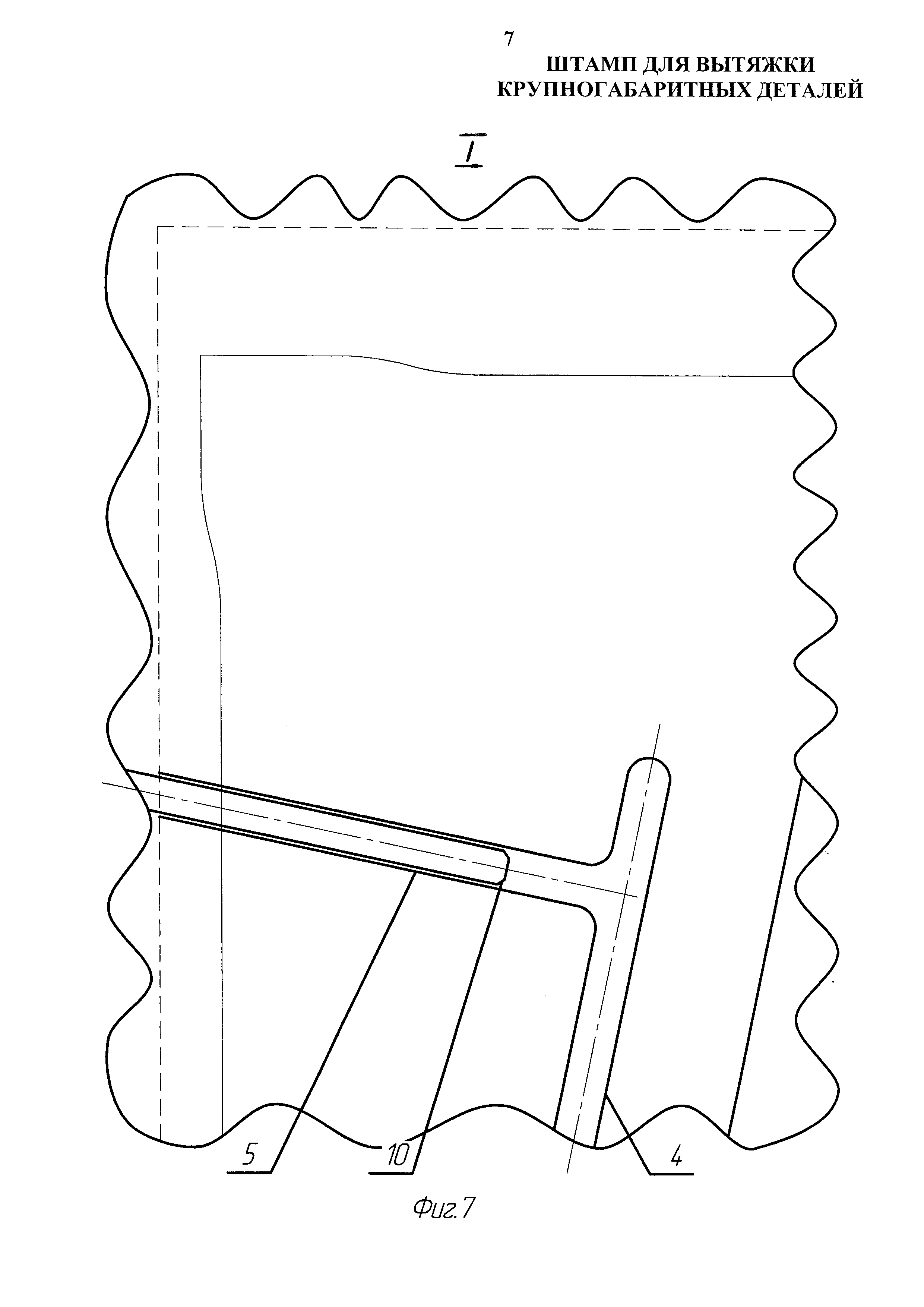
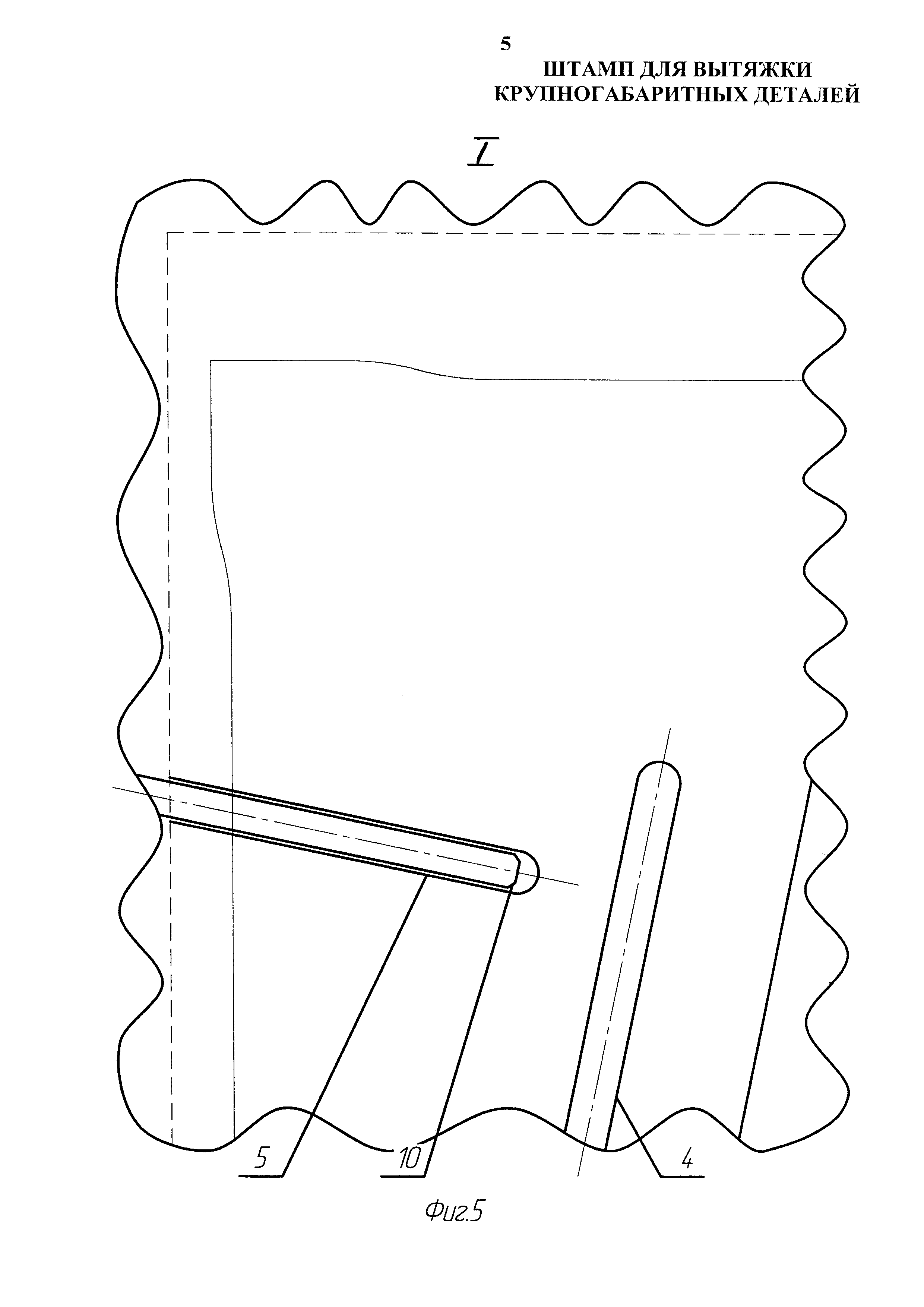
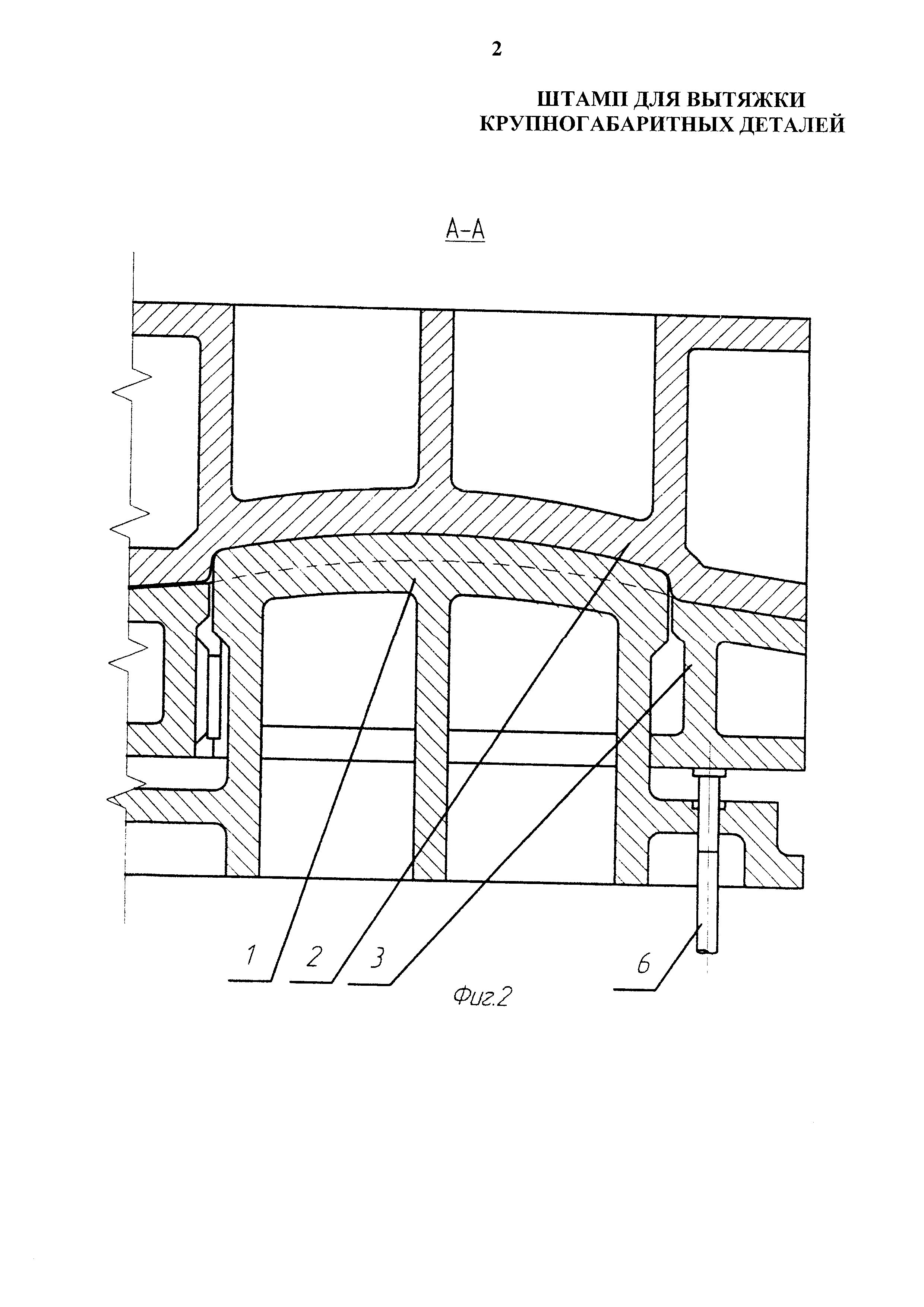
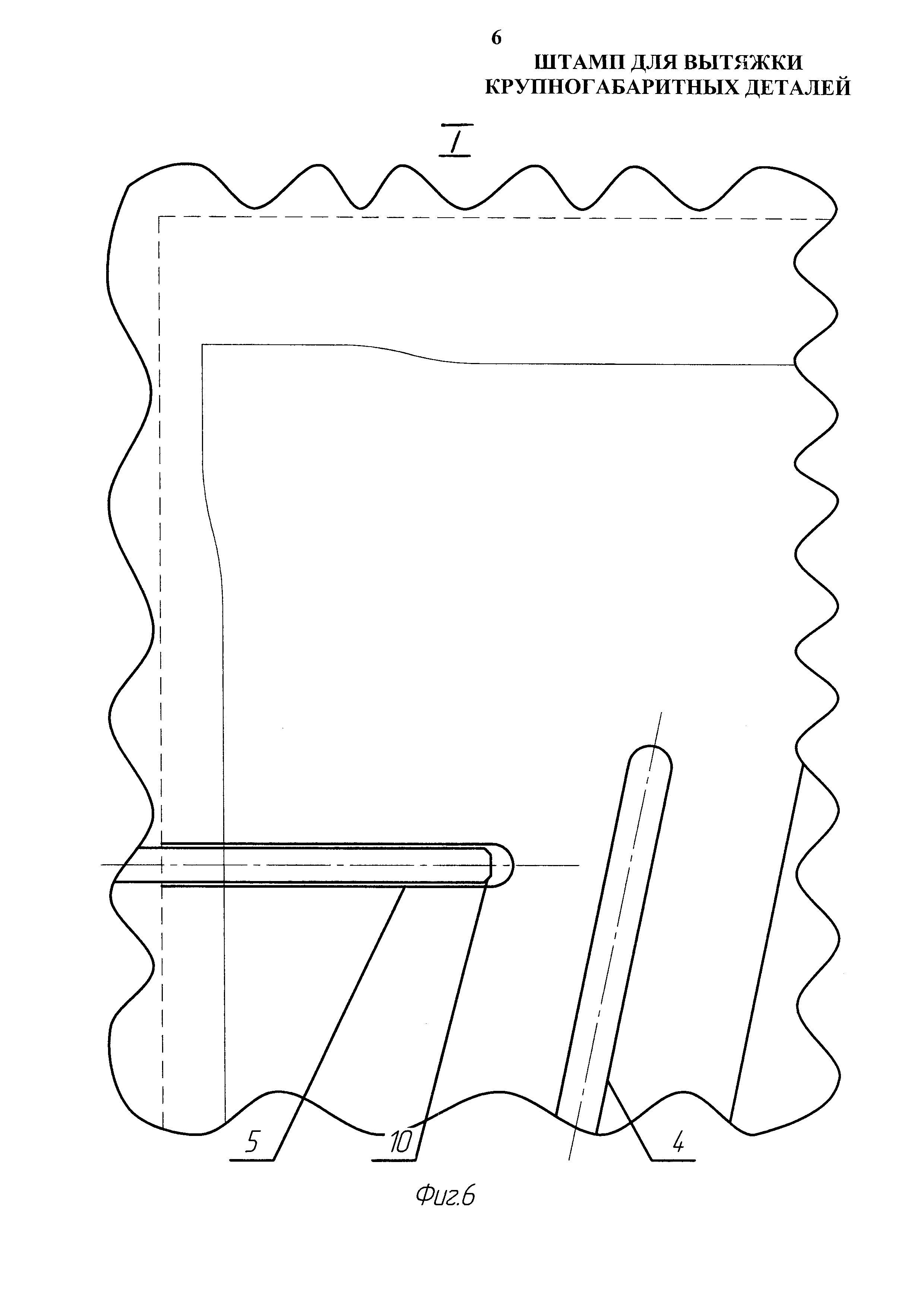
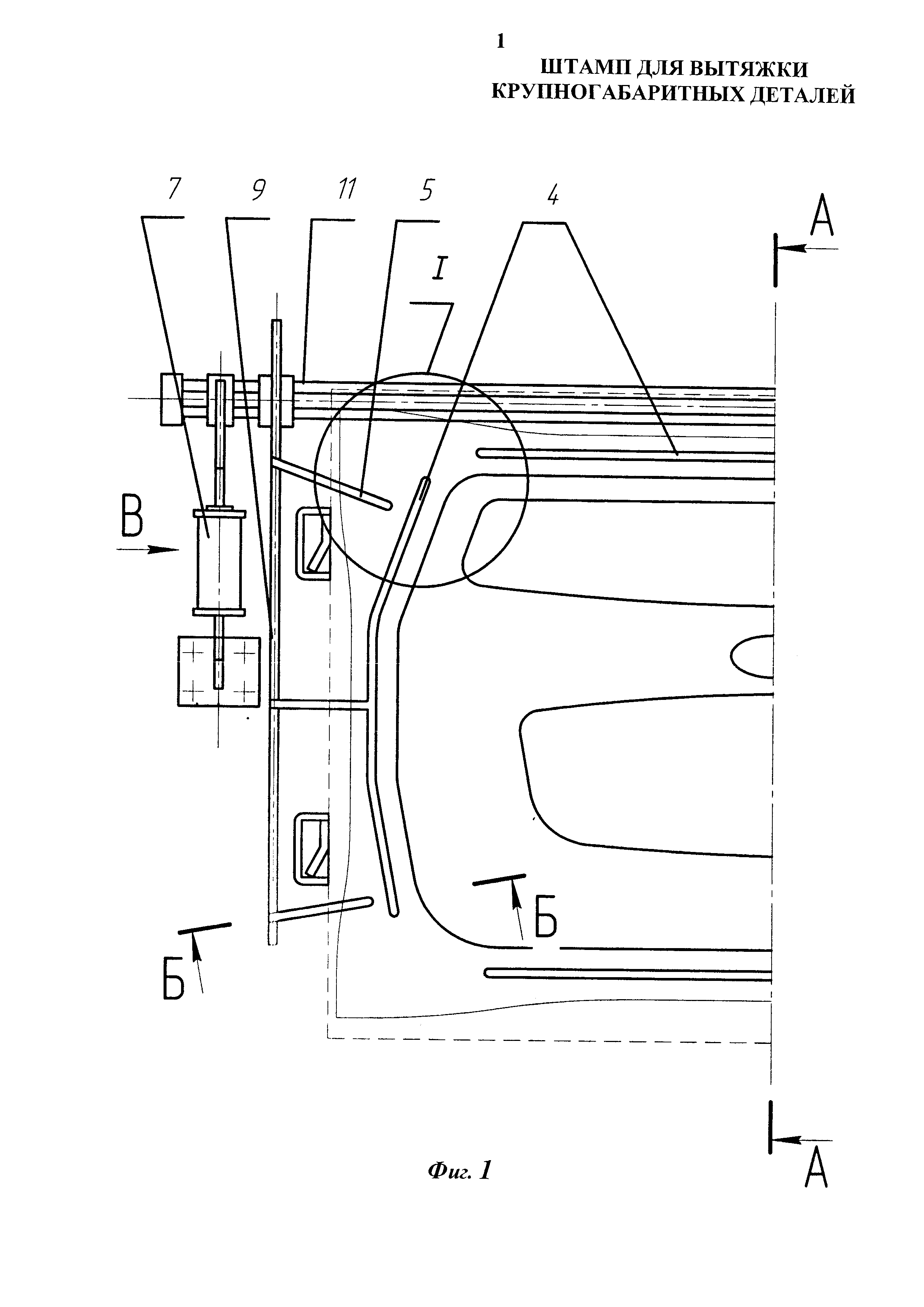
На фиг. 1 изображен план низа вытяжного штампа, на фиг. 2 - осевой разрез вытяжного штампа, на фиг. 3 - увеличенный разрез вытяжного штампа по перетяжным ребрам, осуществляющих дополнительное тангенциальное растяжение фланца заготовки, на фиг. 4 - вид на механизм для удаления отштампованных деталей из штампа, на фиг. 5 - увеличенный вид на прижим с выемками под перетяжные ребра, осуществляющие дополнительное тангенциальное растяжение фланца заготовки, расположенными параллельно направлению течения металла заготовки, на фиг. 6 - увеличенный вид на прижим с выемками под перетяжные ребра, осуществляющие дополнительное тангенциальное растяжение фланца заготовки, расположенными под прямым углом к направлению удаления отштампованных вытянутых полуфабрикатов из штампа, на фиг. 7 - увеличенный вид на прижим с выемками под перетяжные ребра, осуществляющие дополнительное тангенциальное растяжение фланца заготовки, сопряженными с периметральными перетяжными ребрами.
Штамп для вытяжки содержит пуансон 1, матрицу 2 с перетяжными ребрами 4 и 5, прижим 3 с выемками под перетяжные ребра, толкатели 6 и механизм для удаления вытянутых полуфабрикатов 12 из штампа, состоящий из пневматического цилиндра 7, кривошипа 8, продольных реек 9, поперечных реек 10 и штанги 11.
На чертежах показан предлагаемый штамп на примере вытяжки наружной панели двери задка автомобиля на прессе простого действия. Листовую заготовку загружают на поднятую перед вытяжкой рабочую поверхность прижима 3, при ходе ползуна пресса (на чертежах не показан) вниз листовую заготовку зажимают и тормозят в периферийных зонах между матрицей 2 и прижимом 3, который через толкатели 6 опирается на подушку пресса (на чертежах не показана). При дальнейшем ходе ползуна пресса (на чертежах не показан) вниз матрица 2 опускается и на периферийной части заготовки формуются перетяжные ребра 4 и 5. Перетяжные ребра 4 осуществляют торможение фланца заготовки в радиальном направлении, в результате чего величина радиальных растягивающих напряжений увеличивается. За счет дополнительного деформирования фланца заготовки перетяжными ребрами 5, создается дифференцированное растяжение металла на отдельных участках заготовки в тангенциальном направлении, вследствие чего предотвращаются потери устойчивости и образование гофр в этих зонах. Ребра 5 располагают параллельно направлению течения металла фланца заготовки для деталей, требующих сложной вытяжки, или же под прямым углом к направлению удаления отштампованных вытянутых полуфабрикатов из штампа для обеспечения более надежной работы механизма для удаления вытянутых полуфабрикатов 12 из штампа. Периметральные перетяжные ребра 4, осуществляющие торможение фланца заготовки в радиальном направлении, располагают обычно эквидистантно контуру проема матрицы. Перетяжные ребра 5, осуществляющие дополнительное дифференцированное растяжение металла фланца заготовки в радиальном направлении, выполняют раздельными, как показано на фиг. 5 и фиг. 6, или же спряженными с периметральными перетяжными ребрами, в зависимости от конструкции штампованных деталей и сложности процесса вытяжки. Центральная часть заготовки деформируется пуансоном 1, при смыкании рабочих поверхностей пуансона 1 и матрицы 2 через толщину листа заготовки происходит окончательное формообразование элементов вытянутого полуфабриката 12. После окончания процесса формообразования ползун пресса с матрицей 2 поднимается, одновременно поднимается прижим 3 с вытянутым полуфабрикатом 12 под действием толкателей 6. В момент окончания подъема матрицы 2 срабатывает механизм для удаления вытянутых полуфабрикатов 12 из штампа, расположенный на прижиме 3. Для этого воздух подается в пневматический цилиндр 7, который через кривошип 8 и штангу 11 воздействует на продольные рейки 9. Продольные рейки 9 расположены за пределами прижимной поверхности, на них закреплены поперечные рейки 10, которые удаляют отштампованный вытянутый полуфабрикат 12 из вытяжного штампа. Поперечные рейки 10 располагаются в пазах, выполненных в выемках прижима 3 под перетяжные ребра 5. Вытянутый полуфабрикат поступает в другие штампы с оформлением окончательной формы детали.
Таким образом, предложенная конструкция штампа, по сравнению с известным уровнем, обеспечивает повышение надежности вытяжных штампов и расширение технических возможностей.
Аналогично предлагаемый штамп реализуется при вытяжке крупногабаритных деталей сложной формы на прессах двойного действия.
Наиболее эффективно использование предложенного штампа для вытяжки крупногабаритных деталей сложной формы, в первую очередь -деталей кузовов автомобилей.
Устройство для фильтрации воздуха отопительно-вентиляционной системы транспортного средства
Способ работы скребкового очистителя
Система безопасности
Телескопический амортизатор
Способ вытяжки кузовных деталей сложной формы
Датчик крутящего момента вала
Задний бампер с установленными на нем световозвращателями
Устройство для гибки труб
Способ гибки труб
Головка центровально-подрезная
Способ испытания листовых материалов на осесимметричную вытяжку
Способ вытяжки сложного крупногабаритного пространственного полуфабриката (варианты)
Способ устранения царапин и задиров на листоштампованных деталях
Устройство для испытания листовых материалов (варианты)
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краев образца (варианты)
Способ правки и штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала
Штамп для вытяжки кузовных деталей
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при четырехугловой гибке с прижимом краев образца (варианты)
Способ испытания листового материала на растяжение, изгиб и пружинение (варианты)
Штамп-прибор для испытания и способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)

