Результат интеллектуальной деятельности: СПОСОБ ЭКСПЛУАТАЦИИ ВАКУУМНОГО ПЛАВИЛЬНОГО АГРЕГАТА И ЭКСПЛУАТИРУЕМЫЙ ЭТИМ СПОСОБОМ ВАКУУМНЫЙ ПЛАВИЛЬНЫЙ АГРЕГАТ
Вид РИД
Изобретение
Изобретение касается способа эксплуатации вакуумного плавильного агрегата. Кроме того, изобретение касается эксплуатируемого этим способом вакуумного плавильного агрегата.
В вакуумном плавильном агрегате полученный, например, в предыдущем шаге в дуговой электрической печи стальной расплав подвергается дополнительной обработке для устранения еще содержащихся нежелательных примесных элементов. Такого рода вакуумные плавильные агрегаты, в зависимости от того, применяется ли в качестве технологического газа исключительно инертный газ или дополнительно кислород, называются агрегатами VD (Vacuum Decarburization, вакуумного обезуглероживания) или, соответственно, VOD (Vacuum Oxygen Decarburization, вакуумно-кислородного обезуглероживания). Продолжительность процесса, т.е. период времени до достижения желаемого содержания вредных примесных элементов, существенно зависит от скорости, с которой технологические газы вдуваются в стальной расплав. Слишком низкая скорость подачи может привести к тому, что температура стального расплава еще до достижения желаемого содержания вредных примесных элементов опустится так низко, что потребуется дополнительный нагрев стального расплава в ковше или полная дополнительная обработка расплава. Высокая скорость подачи может, однако, в частности при вакуумном рафинировании кислородом, привести к перебросу или, соответственно, переливанию через край пены расплава, которое связано со значительными и отнимающими много времени дополнительными издержками по очистке.
При этом настройка скорости, с которой технологический газ подается в стальной расплав, осуществляется вручную, в то время как оператор посредством камеры наблюдает изображение поверхности расплава и вместе с тем высоту вспененного шлака в ковше и таким образом управляет скоростью подачи. Соответственно этому управление технологическим процессом зависит от опыта и внимательности оператора, так что невозможно надежно избежать неправильного или неэффективного управления технологическими процессами. Кроме того, неправильные рабочие состояния, которые, например, возникают вследствие неплотностей вакуумного агрегата, распознаются только с большим трудом или очень поздно.
Поэтому в основе изобретения лежит задача, предложить способ эксплуатации вакуумного плавильного агрегата для металлургической обработки стального расплава, с помощью которого улучшается технологическая надежность. Кроме того, в основе изобретения лежит задача, предложить эксплуатируемый этим способом вакуумный плавильный агрегат.
В отношении способа вышеназванная задача решается с помощью способа с признаками п. 1 формулы изобретения. В соответствии с этими признаками с помощью по меньшей мере одного датчика корпусного шума, опосредствованно или непосредственно акустически связанного с ковшом, в котором помещается стальной расплав, принимаются создаваемые в ковше акустические сигналы и используются для определения высоты или толщины вспененного шлака, находящегося в ковше над ванной стального расплава.
Благодаря этой мере может своевременно распознаваться опасность переброса расплава, и таким образом, могут приниматься контрмеры, препятствующие перебросу, например уменьшение или прерывание подачи технологического газа.
При этом изобретение основано на рассуждении о том, что акустические сигналы, возникающие при эксплуатации вакуумного плавильного агрегата, в частности при вдувании технологического газа в ковш, в зависимости от места возникновения шумоизлучения и связанных с ним путей распространения до датчика шума, обладают характерными свойствами, которые позволяют получать по этим акустическим сигналам информацию о рабочем состоянии вакуумного плавильного агрегата.
Под высотой вспененного шлака ниже следует понимать положение верхнего уровня вспененного шлака относительно некоторой неподвижной точки отсчета вакуумного плавильного агрегата. Это может быть, например, расстояние между дном ковша и верхним уровнем. При этом высота вспененного шлака существенно определяется его толщиной, так как высота собственно стального расплава практически постоянна.
Такой переброс или перелив через край пены может, в частности, надежно предотвращаться тогда, когда определяется дифференциальное отношение к времени высоты или толщины вспененного шлака. Таким образом своевременно распознается быстрый подъем высоты вспененного шлака.
В одном из особенно предпочтительных вариантов осуществления изобретения определенная высота или, соответственно, толщина и/или их дифференциальное отношение к времени используются для регулирования высоты вспененного шлака путем управления подачей технологического газа в ковш. Таким образом может соответственно стабилизироваться весь процесс дополнительной обработки, протекающий в вакуумном агрегате.
В другом предпочтительном варианте осуществления акустические сигналы используются также для обнаружения неплотности в вакуумном плавильном агрегате.
В отношении вакуумного плавильного агрегата задача в соответствии с изобретением решается с помощью вакуумного плавильного агрегата с признаками п. 5 формулы изобретения. В соответствии с этими признаками вакуумный плавильный агрегат включает в себя по меньшей мере один опосредствованно или непосредственно акустически связанный с ковшом датчик корпусного шума для приема создаваемых в ковше акустических сигналов, а также устройство управления и аналитической обработки, имеющее реализованный в нем алгоритм для определения высоты или толщины и/или дифференциального отношения к времени этой высоты или, соответственно, толщины вспененного шлака, находящегося в ковше над ванной расплава, по акустическим сигналам, принятым от датчика корпусного шума или датчиков корпусного шума.
Когда указанный по меньшей мере один датчик корпусного шума зафиксирован на ковше, возникающие внутри ковша шумовые сигналы могут регистрироваться с высокой чувствительностью.
Особенно точное определение высоты или, соответственно, толщины шлака может осуществляться тогда, когда указанный по меньшей мере один датчик корпусного шума расположен в верхней области ковша.
Другие предпочтительные варианты осуществления вакуумного плавильного агрегата указаны в других зависимых пунктах формулы изобретения.
Описанные выше свойства, признаки и преимущества этого изобретения, а также способ их достижения становятся яснее и отчетливее понятны в контексте последующего описания примеров осуществления, которые поясняются подробнее на чертежах.
Для дальнейшего описания изобретения ссылаемся на пример осуществления на фигуре, изображенный на схематичном принципиальном эскизе.
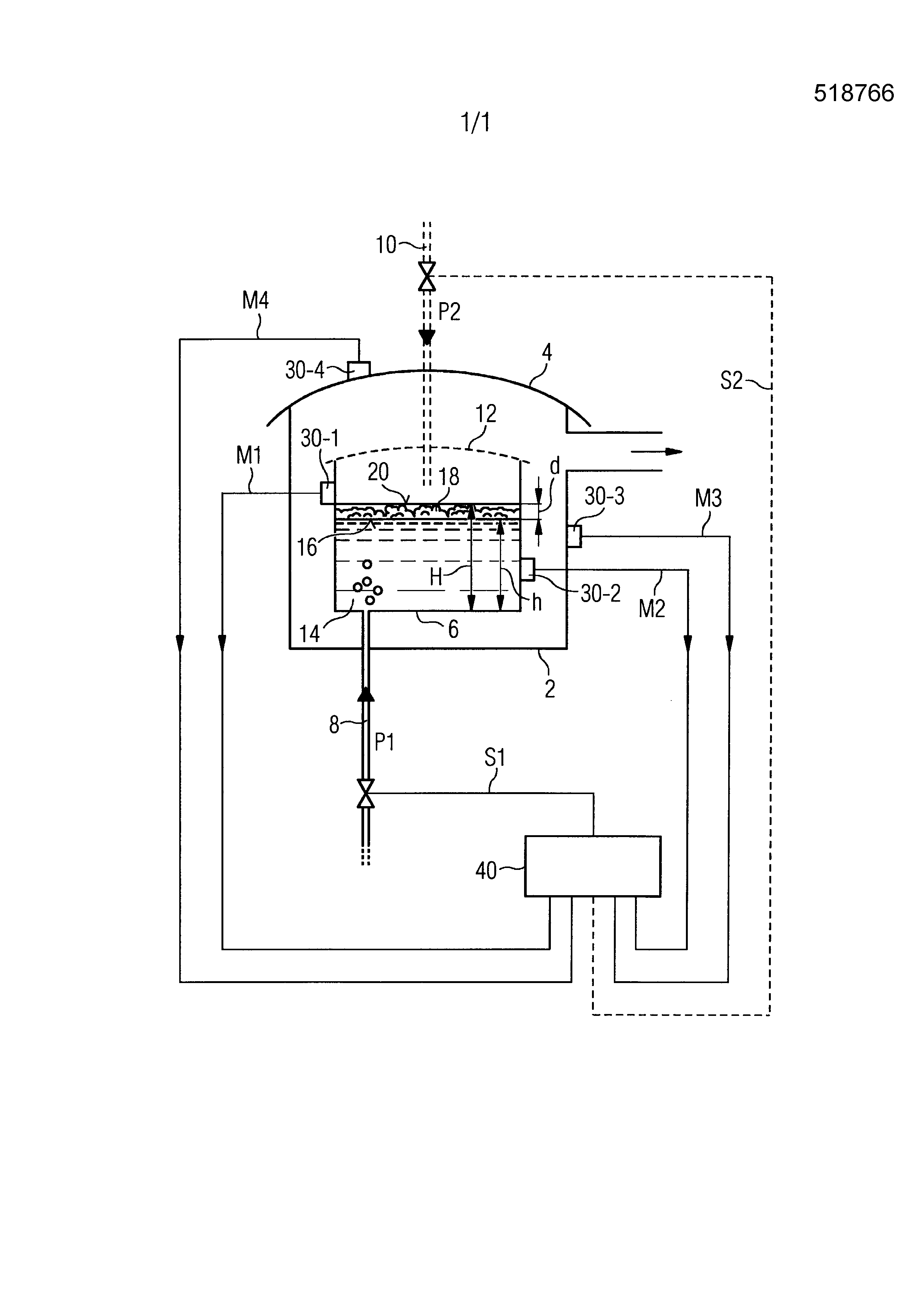
В соответствии с фигурой вакуумный плавильный агрегат включает в себя вакуумный ресивер 2, который закрыт крышкой 4. В этот вакуумный ресивер 2 помещен наполненный стальным расплавом ковш 6, к нижней стороне которого подключены множество трубопроводов 8 для подачи газа для подачи технологического газа Р1, из которых на фигуре в целях наглядности изображен только один. Вакуумный ресивер 2 и крышка 4 образуют, таким образом, часть агрегата, окружающую ковш 6.
Штриховыми линиями на чертеже показан вариант осуществления так называемого вакуумного плавильного агрегата VOD, у которого в ковш 6 по другому трубопроводу 10 для подачи газа в качестве другого технологического газа Р2 может вводиться кислород. В этом варианте осуществления ковш 6 дополнительно покрыт защитной крышкой 12, с помощью которой может снижаться выброс шлака при переливе пены через край.
В ковше 6 находится стальной расплав, состоящий из жидкой ванны 14 расплава, зеркало 16 которой находится на расстоянии h от дна ковша 6, и находящегося над ним вспененного шлака 18, толщина которого составляет d, так что его верхний уровень 20 находится на высоте H=h+d над дном ковша 6.
Как на наружной стенке ковша 6, так и на стенке вакуумного ресивера 2, а также на крышке 4 вакуумного ресивера 2 расположены датчики 30-1, 30-2, 30-3 и 30-4 корпусного шума, с помощью которых принимаются акустические сигналы, создаваемые внутри и вокруг ковша 6, например, вакуумным насосом.
Предоставленные каждым из датчиков 30-1, 30-2, 30-3 и 30-4 корпусного шума сигналы M1, М2, М3 или, соответственно, М4 измерения передаются устройству 40 управления и аналитической обработки, в котором они аналитически обрабатываются и используются для определения высоты H или, соответственно, толщины d вспененного шлака.
Предпочтительно жестко инсталлированные на вакуумном ресивере 2 или на крышке 4 датчики 30-3, 30-4 корпусного шума могут быть также расположены внутри вакуумного ресивера 2. Они акустически не связаны непосредственно со стенкой ковша 6. Более того, создаваемые в ковше 6 акустические сигналы передаются через соответствующие каркасы на стенку вакуумного ресивера 2 или, соответственно, на крышку 4.
Расположенные на наружной стенке ковша 6 и акустически непосредственно связанные со стенкой ковша 6 датчики 30-1, 30-2 корпусного шума являются съемными, т.е. зафиксированы на ковше с возможностью отсоединения, и только после вставления ковша 6 в вакуумный ресивер 2 присоединяются к ковшу 6 быстродействующими замками.
Шум, возникающий в ковше 6 вследствие вдувания технологического газа P1, Р2 в стальной расплав, распространяется внутри ванны 14 расплава и внутри вспененного шлака 18 в направлении стенки, при этом вспененный шлак 18 действует, подавляя шум. Другими словами, толщина d вспененного шлака 18 и его высота Н или, соответственно, положение внутри ковша 6 существенно влияет на звуковой сигнал, принятый, в частности, датчиком 30-1 корпусного шума, расположенным в верхней области ковша 6.
Создаваемые сигналы M1, М2, М3 и М4 измерения подвергаются анализу в устройстве 40 аналитической обработки и с помощью самообучающейся физической модели определяется высота вспененного шлака. Для этого сигналы M1, М2, М3 и М4 измерения, например, подвергаются быстрому преобразованию Фурье. Полученные таким образом частотные спектры сравниваются с частотными спектрами, которые на предыдущей фазе обучения были измерены при различных рабочих состояниях вакуумного плавильного агрегата, в частности, при различном давлении в вакуумном ресивере 2, различной скорости подачи технологических газов P1, Р2, а также различных, определенных путем съемки с помощью камеры высотах вспененного шлака. Затем с помощью алгоритмов обучения и распознавания образов путем сравнения реального измеренного частотного спектра с частотными спектрами, полученными на фазе обучения, могут определяться высота Н и, в частности, толщина d вспененного шлака 18 или, соответственно, их дифференциальное отношение к времени dH/dt или, соответственно, dd/dt, без необходимости для этого наблюдения с помощью камеры.
В устройстве 40 управления и аналитической обработки в зависимости от определенной высоты H или, соответственно, толщины d и предпочтительно от определенных дифференциальных отношений к времени создаются управляющие сигналы S1 и S2, с помощью которых осуществляется управление скоростью подачи технологических газов P1, Р2 для регулирования высоты вспененного шлака 18 на постоянное значение или же по меньшей мере предотвращения переливания через край пены вспененного шлака 18.
В изображенном примере осуществления предусмотрено множество датчиков корпусного шума как на ковше 6, так и на вакуумном ресивере 2. Однако в принципе, предлагаемый изобретением способ может также осуществляться с одним единственным, расположенным предпочтительно в верхней области ковша датчиком 30-1 корпусного шума.
Путем анализа акустических сигналов может, кроме того, своевременно распознаваться наступление рабочих состояний, обусловленных неплотностями, например неправильно закрытой крышкой 4, и, следовательно, быстро устраняться соответствующие недостатки. В этом случае также на фазе обучения перед собственно пусконаладкой настраиваются различные рабочие состояния, например эксплуатация вакуумного агрегата с правильно и неправильно закрытой крышкой, намеренная настройка утечек, и записываются соответствующие сигналы корпусного шума. Частотные спектры полученных на этой фазе обучения сигналов M1, М2, М3 и М4 измерения закладываются в качестве характерных образов, так что путем сравнения частотного спектра, измеренного при реальной эксплуатации, с заложенными образами может устанавливаться наступление и причина, т.е. место неплотности.
Хотя изобретение было проиллюстрировано и описано в деталях на предпочтительном примере осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
Способ и устройство для изготовления металлических прокатных изделий
Способ эксплуатации дуговой электрической печи и плавильный агрегат, оснащенный эксплуатируемой этим способом дуговой электрической печью
Способ совмещенной непрерывной разливки и прокатки полосового изделия с регулированием его ширины
Способ управления воздействием на геометрию прокатываемого материала и управляющее устройство для этого.
Регулировочное устройство для блока гидравлического цилиндра с оптимизированной линеаризацией
Основанная на моделировании травильной линии оптимизация последовательности подвергаемых травлению полос
Регулировка ширины в чистовой группе клетей
Устройство подъема ковша и способ вертикального перемещения ковша ванны жидкого металла
Подъемное устройство для металлургического ковша и устройство обработки для жидкого металла
Способ и устройство для изготовления металлических прокатных изделий
Способ эксплуатации дуговой электрической печи и плавильный агрегат, оснащенный эксплуатируемой этим способом дуговой электрической печью
Способ совмещенной непрерывной разливки и прокатки полосового изделия с регулированием его ширины

