Результат интеллектуальной деятельности: СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ ПОЛОСОВОГО ИЗДЕЛИЯ С РЕГУЛИРОВАНИЕМ ЕГО ШИРИНЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное изобретение относится к способу совмещенной непрерывной разливки и прокатки полосового изделия с регулированием его ширины, в частности, перед горячей прокаткой, во время горячей прокатки и после горячей прокатки прокатываемого изделия в прокатном стане горячей прокатки.
При горячей прокатке металлическое прокатываемое изделие, например полосовое прокатываемое изделие из стали или алюминия, подвергают горячей пластичной деформации в очаге деформации прокатной клети.
А именно изобретение относится к способу, при этом прокатываемое изделие проходит через первый прокатный агрегат и второй прокатный агрегат без обрезания, имеющему следующие стадии способа:
- изготовления прокатываемого изделия с первой шириной B1, при этом прокатываемое изделие выходит из первого прокатного агрегата с шириной B=B1, и выходящее прокатываемое изделие с сохранением натяжения σ=σзадан. транспортируют в направлении транспортировки к второму прокатному агрегату;
- изготовления переходного участка прокатываемого изделия, при этом прокатываемое изделие выходит из первого прокатного агрегата с шириной В, при этом В1≤В≤В2;
- изготовления прокатываемого изделия со второй шириной В2, при этом прокатываемое изделие выходит из второго прокатного агрегата с шириной В=В2.
Кроме того, изобретение относится к способу оказания влияния на ширину полосового прокатываемого изделия, при этом прокатываемое изделие проходит через первый прокатный агрегат и второй прокатный агрегат без обрезания, и прокатываемое изделие прокатывается в первом прокатном агрегате и/или во втором прокатном агрегате, имеющему следующие стадии способа:
- изготовления прокатываемого изделия с первой шириной B1, при этом прокатываемое изделие выходит из первого прокатного агрегата с шириной B=B1, и выходящее прокатываемое изделие транспортируют ко второму прокатному агрегату;
- изготовления переходного участка прокатываемого изделия, при этом прокатываемое изделие выходит из первого прокатного агрегата с шириной В, при этом В1≤В≤В2;
- изготовления прокатываемого изделия со второй шириной В2, при этом прокатываемое изделие выходит из второго прокатного агрегата с шириной В=В2.
Уровень техники
Из уровня техники известно изменение ширины непрерывно создаваемого непрерывного сляба в установке непрерывной разливки посредством сдвига по меньшей мере одной узкой боковой стенки в кристаллизаторе. Кроме того, известно соединение установки непрерывной разливки последовательно со станом горячей прокатки, так что стан горячей прокатки может непосредственно выполнять горячую прокатку изготовленного в установке непрерывной разливки обрезанного или не обрезанного непрерывного сляба. Такое соединение разливочной машины со станом горячей прокатки называется установкой совмещенной непрерывной разливки и прокатки (на английском также Thin Slab Casting and Rolling Plant, сокращенно TSCR); работа без обрезания с прямым соединением установки совмещенной непрерывной разливки и прокатки называется бесконечной работой (endless operation). Примером установки совмещенной непрерывной разливки и прокатки, которая может очень хорошо работать бесконечно, является установка ESP (Endless Strip Production = бесконечное изготовление полосы) фирмы Arvedi.
Кроме того, известно изготовление с помощью установки совмещенной непрерывной разливки и прокатки прокатываемого изделия с различной шириной. При этом обычно ширина непрерывного сляба изменяется в кристаллизаторе, за счет чего изготавливается сужающийся или расширяющийся непрерывный сляб (называемый также переходным участком, соответственно клиновидным переходным участком) с определенной длиной (в зависимости от скорости разливки и скорости перемещения узкой боковой стенки). Затем непрерывный сляб с переходным участком прокатывают в прокатном стане совмещенной установки, за счет чего в любом случае изготавливается медленно сужающаяся или медленно расширяющаяся полоса.
Поскольку медленно изменяющаяся по ширине полоса обычно не может выдерживать допуски по ширине, то недостатком является то, что полосу с раскатанным переходным участком нельзя непосредственно продавать. Таким образом, желательно удерживать длину переходного участка возможно короткой. Это можно осуществлять посредством вырезания переходного участка либо из сляба, либо из прокатанной полосы, за счет чего в любом случае возникают значительнее потери извлечения. Кроме того, переходной участок можно обрубать, соответственно обрезать по кромкам, за счет чего можно несколько уменьшать потери извлечения. Очень быстрая перестановка узких боковых стенок в кристаллизаторе также отпадает, поскольку при этом легко могут происходить разрывы в тонкой оболочке непрерывного сляба.
Возможности дальнейшего уменьшения потерь извлечения и удерживания рабочей надежности на высоком уровне не следуют из уровня техники.
Сущность изобретения
Задачей изобретения является преодоление недостатков уровня техники (см., например, US 4651550 А или SU 995945) и создание способа совмещенной непрерывной разливки и прокатки, с помощью которого может быть уменьшена длина прокатанного переходного участка, который лежит вне допусков по ширине. За счет этого должны быть уменьшены потери извлечения.
Эта задача решена с помощью способа по настоящему изобретению, включающего
- изготовление прокатываемого изделия с первой шириной B=B1, при этом прокатываемое изделие выходит из направляющей сляба кристаллизатора разливочной машины, которое транспортируют к первому прокатному агрегату,
- прокатку упомянутого изделия в первом прокатном агрегате с получением переходного участка прокатываемого изделия с шириной В, которая соответствует условию B1≤B≤B2, и транспортировку упомянутого изделия ко второму прокатному агрегату,
- прокатку упомянутого изделия во втором прокатном агрегате с получением прокатываемого изделия со второй шириной В=В2, при этом
- прокатываемое изделие прокатывают в прокатной клети в первом прокатном агрегате и/или во втором прокатном агрегате без обрезания.
Заявленный способ отличается тем, что измеряют фактическую ширину Вфакт. прокатываемого изделия при выходе или после его выхода из второго прокатного агрегата и сравнивают ее с заданной шириной Взадан., а выпуклость по меньшей мере одного рабочего и/или по меньшей мере одного опорного валка прокатной клети устанавливают в зависимости от погрешности ширины е=Взадан.-Вфакт., при этом, если е>0, то выпуклость увеличивают, а если е<0, выпуклость уменьшают.
При прокатном стане в качестве первого и/или второго прокатного агрегата можно для оказания влияния на натяжение прокатываемого изделия устанавливать выпуклость рабочего или опорного валка прокатного стана в зависимости от погрешности е ширины, при этом при е>0 выпуклость валка увеличивается и при е<0 выпуклость валка уменьшается. Под выпуклостью следует здесь понимать центральную выпуклость (central crown), при этом при увеличении выпуклости толщина прокатываемого изделия уменьшается в центральной зоне, так что увеличивается уширение прокатываемого изделия при прокатке. С другой стороны, при отрицательной погрешности е ширины уменьшается центральная выпуклость, так что уменьшается уширение при прокатке. Установку выпуклости валка можно осуществлять, например, с помощью исполнительных механизмов изгиба валков или же с помощью оказания термического влияния (например, зависящего от зоны охлаждения) валка. Если при оказании термического влияния желательно увеличение выпуклости, то охлаждение краевых зон валка увеличивается сильнее, чем центральных зон. За счет этого центральная зона валка расширяется сильнее, чем краевые зоны, за счет чего увеличивается выпуклость. С другой стороны, выпуклость уменьшается, когда охлаждение в центральной зоне валка увеличивается сильнее, чем в краевых зонах.
Для не слишком сильного изменения геометрии прокатываемого изделия за счет установки выпуклости для оказания влияния на ширину, предпочтительно, когда оба прокатных агрегата имеют прокатную клеть, и главным образом в первом прокатном агрегате осуществляется изменение выпуклости валка. За счет этого достигается, что прокатываемое изделие после прокатки во втором прокатном агрегате имеет желаемую геометрию.
Также установку выпуклости в зависимости от погрешности ширины можно осуществлять управляемым или регулируемым образом, т.е. с учетом измеренной ширины Вфакт. прокатываемого изделия, например, при выходе из второго прокатного агрегата или после него в дополнительном месте.
В частности, при установке выпуклости очень предпочтительно учитывать время транспортировки прокатываемого изделия от первого прокатного агрегата, соответственно, от измерительного прибора для измерения фактической ширины Вфакт., до прокатной клети. За счет этого своевременно компенсируется ширина переходного участка в прокатной клети второго прокатного агрегата. Однако учет времени транспортировки можно применять также при установке натяжения для оказания влияния на ширину.
Поскольку обычно можно продавать полосы лишь определенной ширины, предпочтительно, когда заданная ширина Взадан. является скачкообразной функцией H(t) с B1 на В2 или с В2 на В1. В качестве альтернативного решения заданная ширина Взадан. может быть также ступенчатой пилообразной функцией R(t) с B1 на В2 или с В2 на B1. Естественно, возможны также другие функции.
В заявленном способе целесообразно, если кристаллизатор разливочной машины является кристаллизатором криволинейной разливочной машины или двухвалковой разливочной машины.
Также может предусматриваться, что первый прокатный агрегат является прокатной клетью, например, чернового прокатного стана.
В способе может быть дополнительно предусмотрена установка натяжения σ прокатываемого изделия при его транспортировке между первым прокатным агрегатом и вторым прокатным агрегатом, в зависимости от погрешности ширины е=Взадан.-Вфакт., при этом если е<0, то натяжение σ увеличивают до величины σ>σзадан., где σзадан. - заданное значение натяжения прокатываемого изделия.
Также целесообразно, что если е>0, то натяжение σ уменьшают до величины σ<σзадан..
Согласно изобретению определяется погрешность е ширины между заданной шириной ВЗадан. и фактической (измеренной) шириной В прокатываемого изделия и, при необходимости, устанавливается натяжение σ прокатываемого изделия между первым прокатным агрегатом и вторым прокатным агрегатов в зависимости от погрешности е ширины. При этом натяжение σ при отрицательной погрешности е ширины повышается до σ>σФакт., за счет чего ширина прокатываемого изделия при выходе из второго прокатного агрегата уменьшается. Этот принцип основывается на понимании того, что при прокатке полосы обычно происходит не только увеличение длины (так называемое удлинение), но также увеличение ширины (так называемая разгонка). Однако, когда полоса находится под натяжением, то увеличение ширины становится меньше, соответственно даже отрицательным. При этом следует отметить, что указанный принцип никоим образом не ограничивается прокатными станами, а применим к любым непосредственно соединенным агрегатам. Важным является лишь то, что натяжение прокатываемого изделия может быть установлено между обоими агрегатами.
Увеличение натяжения σ можно осуществлять, например, за счет увеличения приводного момента второго прокатного агрегата (при этом второй агрегат следует за первым агрегатом в направлении транспортировки). В качестве альтернативного решения, соответственно дополнительно к этому, можно уменьшать приводной момент первого прокатного агрегата. Это можно осуществлять, например, с помощью приводных электродвигателей в прокатной клети или в паре приводных роликов.
Для увеличения ширины прокатываемого изделия предпочтительно, когда натяжение σ при положительном е уменьшается до σ<σзадан.. При этом, при рассматривании абсолютных значений, натяжение σ может принимать даже отрицательные значения, т.е. что заданное напряжение в транспортировочном направлении является напряжением сжатия.
Уменьшение натяжения σ можно осуществлять, например, за счет уменьшения приводного момента второго прокатного агрегата. В качестве альтернативного решения, соответственно дополнительно к этому, можно увеличивать приводной момент первого прокатного агрегата. Это можно осуществлять, например, с помощью приводных электродвигателей в прокатной клети или в паре приводных роликов. Таким образом, в способе согласно изобретению можно компенсировать также положительные погрешности ширины по меньшей мере частично, предпочтительно полностью. При этом следует отметить, что на ширину полосы можно оказывать влияния также за счет применения петлеобразователей (looper) между двумя прокатными клетями, однако это в принципе исключается для положительных погрешностей ширины.
Первый и второй прокатный агрегат могут быть черновым прокатным станом и чистовым прокатным станом, или обобщенно зоной между двумя приводными роликами, при этом, однако, для обеспечения натяжения полосы между приводными роликами должна быть предусмотрена возможность независимого регулирования по меньшей мере приводного момента одного приводного ролика. Естественно, возможно также, что оба агрегата являются двумя следующими друг за другом прокатными клетями одного и того же прокатного стана.
Установка натяжения σ в зависимости от погрешности е ширины можно осуществлять управляемым или регулируемым образом, т.е. с учетом измеренной ширины Вфакт. прокатываемого изделия при выходе или после выхода из второго прокатного агрегата. Регулируемая установка имеет то преимущество, что фактическая ширина прокатываемого изделия после прокатки прокатываемого изделия учитывает другие влияния (такие как, например, температура горячей полосы).
Особенно предпочтительно, когда установка натяжения σ (которое может иметь также отрицательный знак и тем самым может быть сжатием) осуществляется с учетом математической модели сужения для прокатываемого изделия. Эта модель предпочтительно учитывает сопротивление пластичной деформации в зависимости от коэффициента деформации, скорости деформации и хода изменения температуры, а также фактического состояния структуры, зависящую от фактического состояния прокатываемого изделия текучесть, химический состав прокатываемого изделия, температуру прокатываемого изделия, а также, возможно, зависящий от температуры модуль упругости.
Особенно целесообразно, когда первый или второй агрегат является прокатной клетью, и прокатываемое изделие прокатывается в прокатной клети. При этом натяжение прокатываемого изделия можно просто устанавливать с помощью увеличенных, соответственно уменьшенных моментов прокатки, без необходимости для этого дополнительных расходов на оборудование.
В частности, при горячей прокатке в стане горячей прокатки целесообразно транспортировать прокатываемое изделие от первого прокатного агрегата ко второму прокатному агрегату по рольгангу. Однако изобретение ни в коем случае не ограничивается этим и может применяться также, например, при свободно свисающих петлях между двумя агрегатами.
Краткое описание чертежей
Другие преимущества и признаки данного изобретения следуют из приведенного ниже описания не имеющих ограничительного характера примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
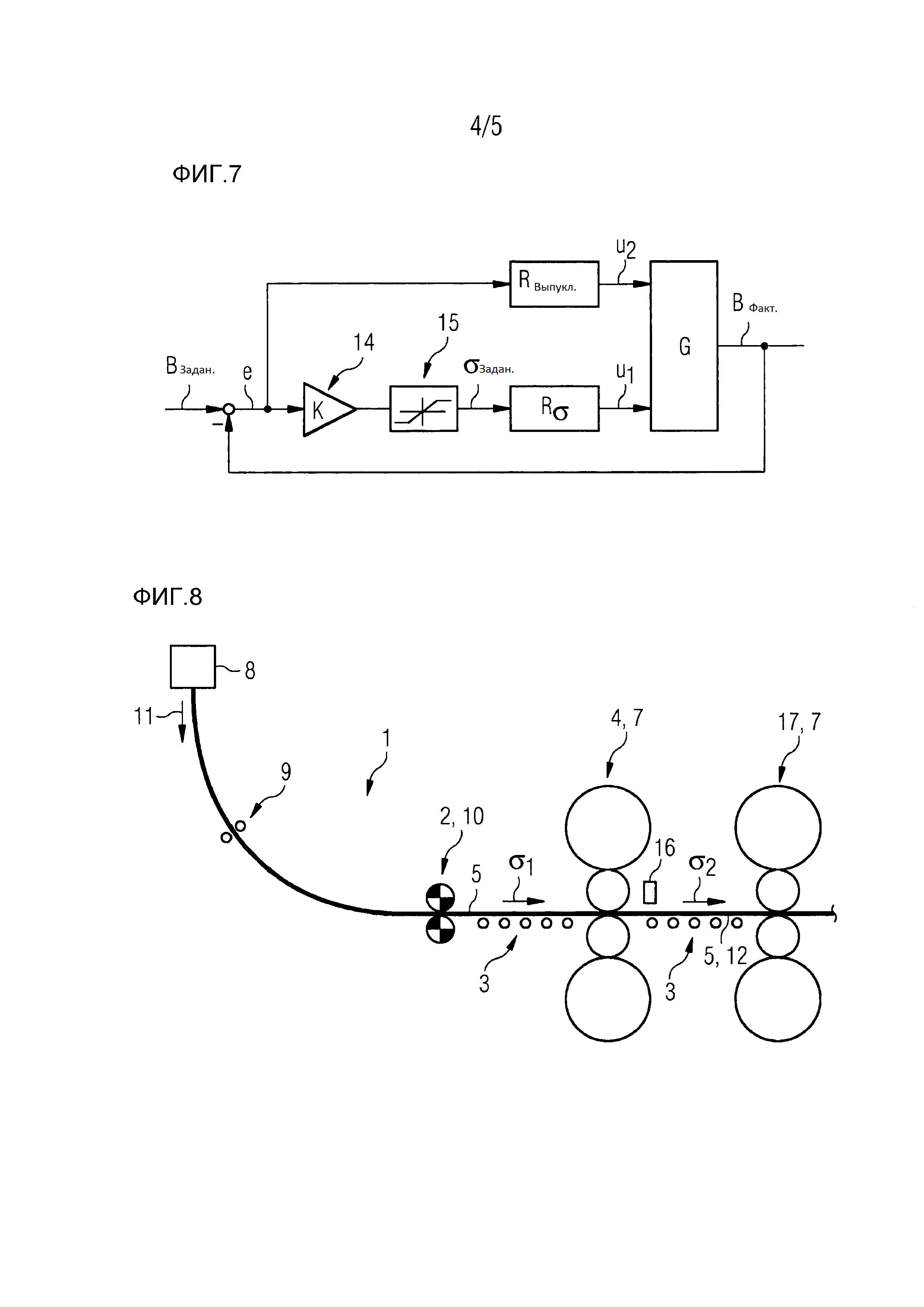
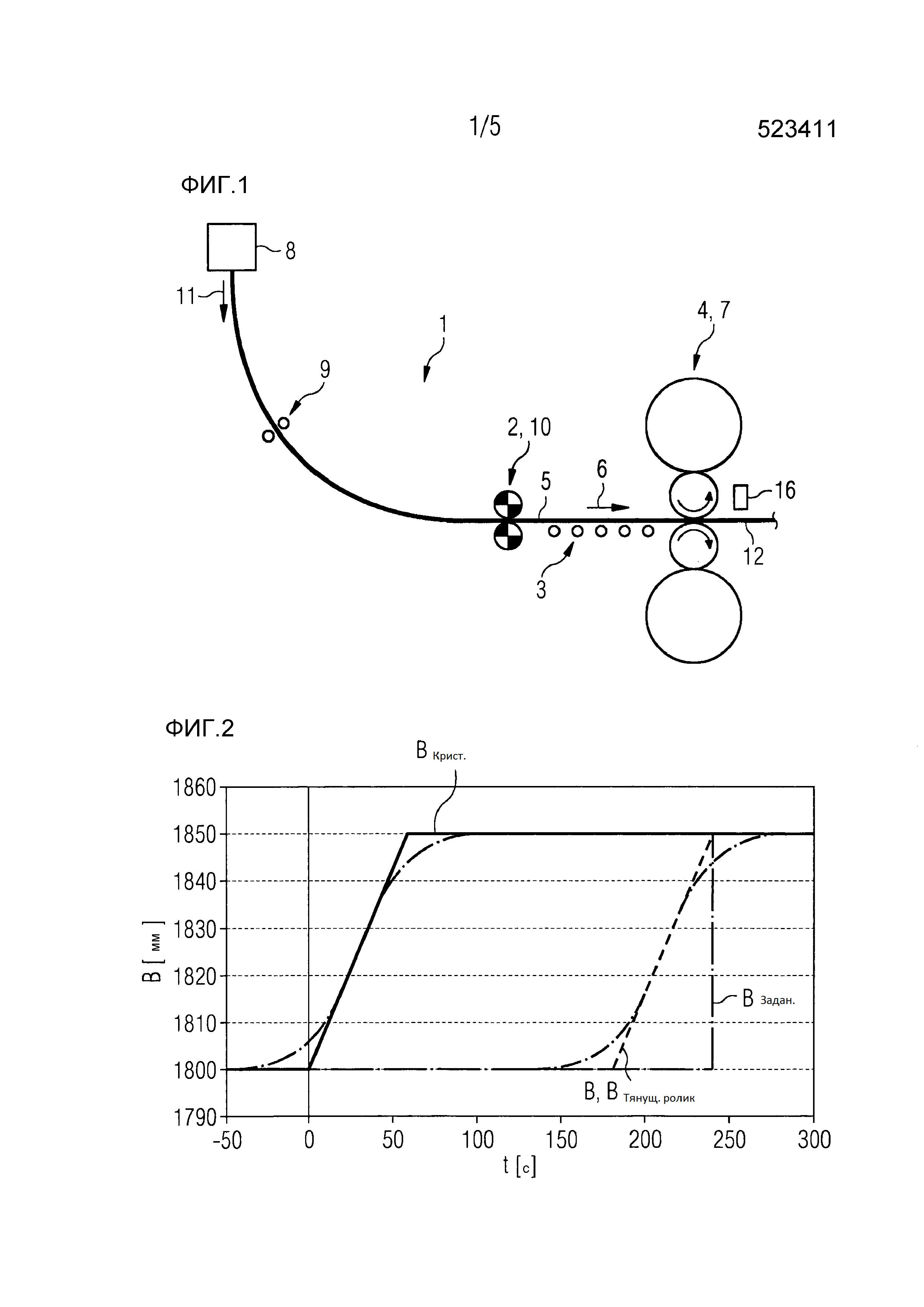
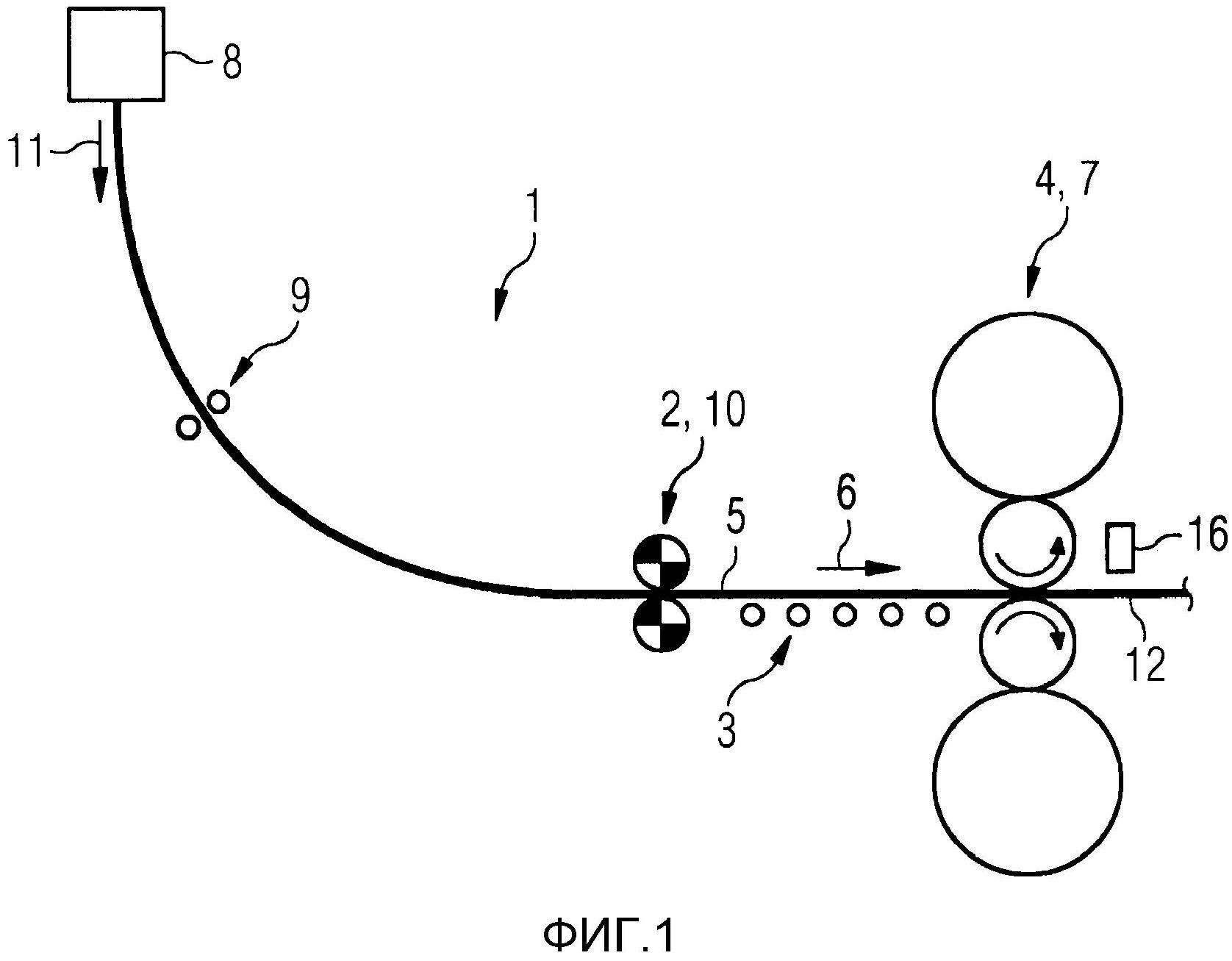
фиг. 1 и 8 - часть совмещенной разливочно-прокатной установки для выполнения оказания влияния на ширину полосового прокатываемого изделия между установкой непрерывной разливки и черновым прокатным станом;
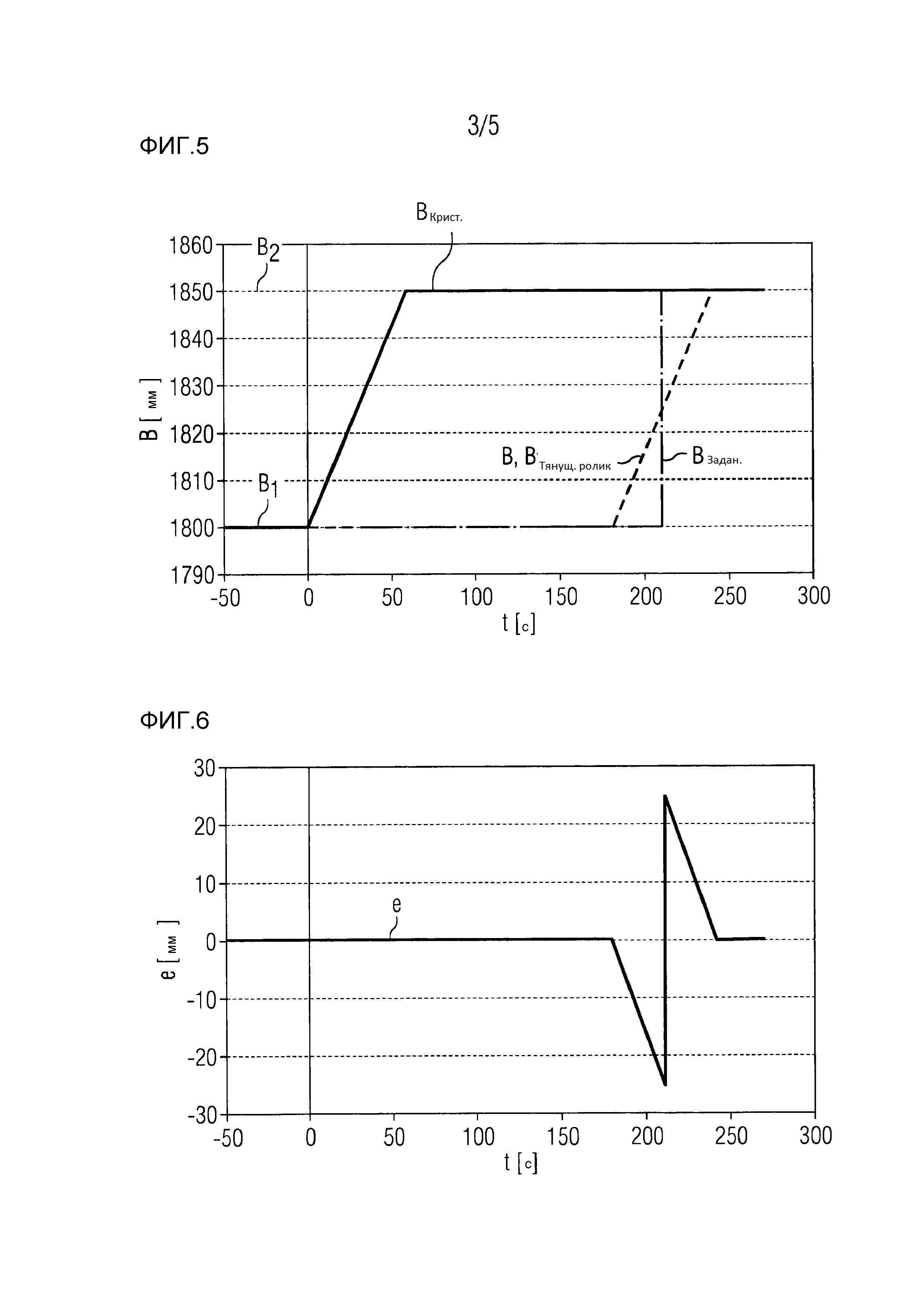
фиг. 2 и 5 - соответственно ширина Вкрист. прокатываемого изделия в кристаллизаторе, ширина Втянущ. ролик на приводном ролике и заданная ширина Взадан. в положении приводного ролика в зависимости от времени в варианте выполнения, согласно фиг. 1;
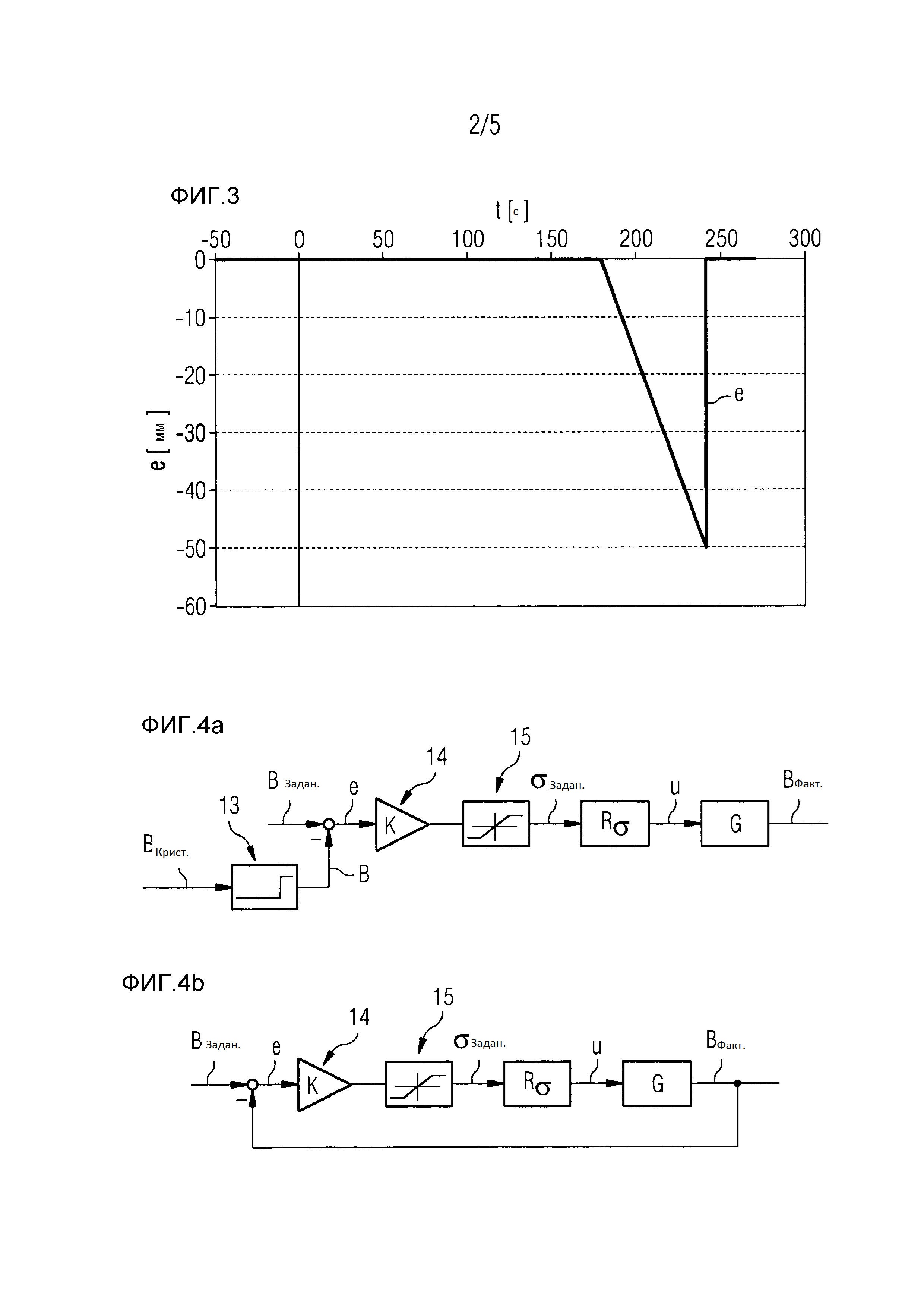
фиг. 3 и 6 - соответственно погрешность е ширины в зависимости от времени в положении приводного ролика в варианте выполнения согласно фиг. 1;
фиг. 4а - схема управления для выполнения способа согласно изобретению;
фиг. 4b, 7 и 10 - соответственно схема регулирования для выполнения способа согласно изобретению;
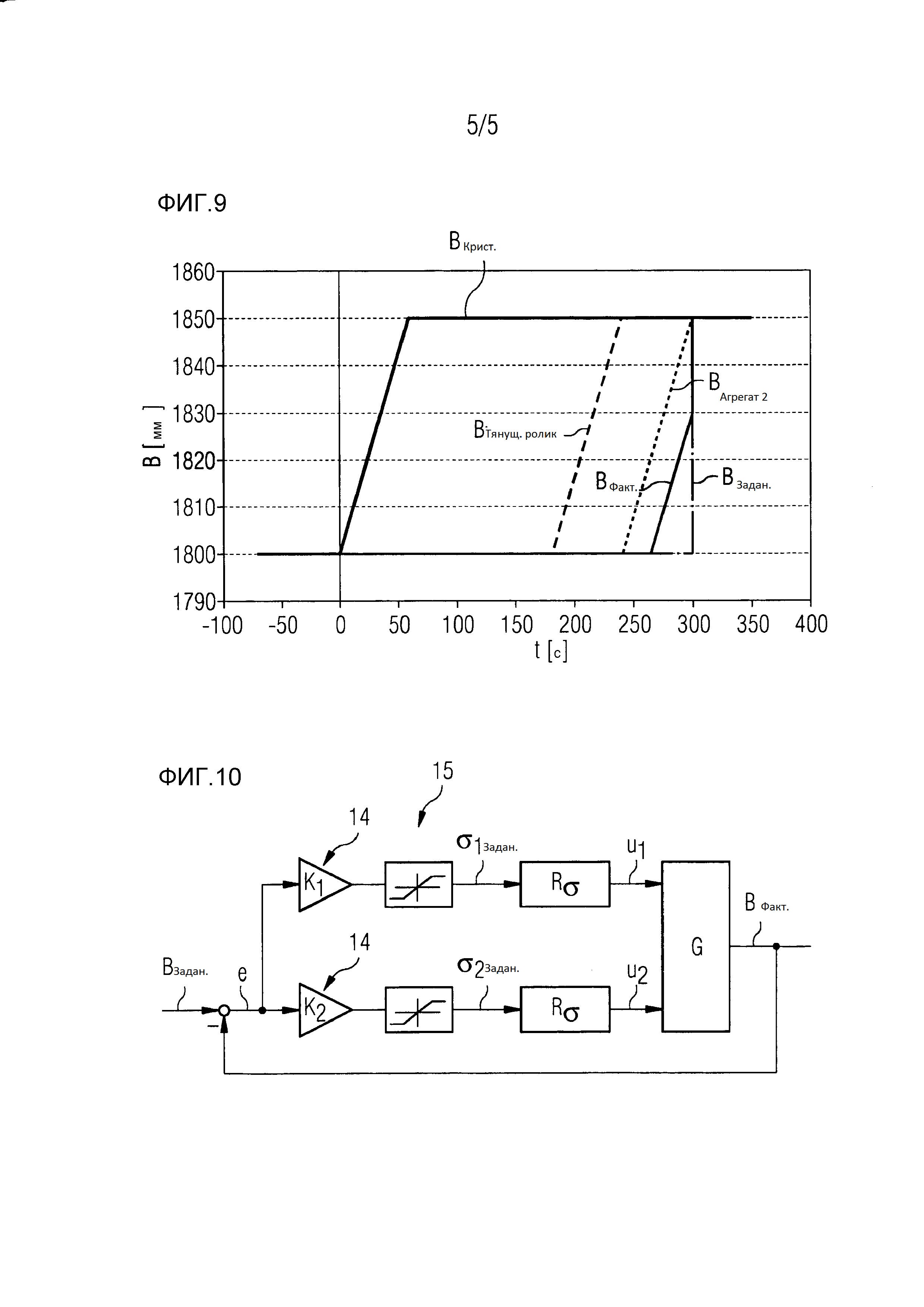
фиг. 9 - различные значения ширины в зависимости от времени в варианте выполнения согласно фиг. 8.
Описание вариантов выполнения
На фиг. 1 показана часть установки совмещенной непрерывной разливки и прокатки с криволинейной разливочной машиной 1 для непрерывной разливки стального расплава в тонкие слябы и с последующим, расположенным на одной линии прокатным станом. От прокатного стана показана лишь прокатная клеть 7 чернового прокатного стана: другие части установки не изображены. В кристаллизаторе 8 жидкая сталь непрерывно разливается в непрерывный тонкий сляб, при этом вначале ширина сляба B=B1=1800 мм и его толщина составляет 90 мм. Скорость 11 разливки составляет 5 м/мин; металлургическая длина машины 1 непрерывной разливки от кристаллизатора 8 до обоих приводных роликов 10 составляет 15 м. После кристаллизатора 8 непрерывный тонкий сляб опирается, направляется и подвергается дальнейшему охлаждению в направляющей 9 сляба, при этом сляб затвердевает в последней трети дугообразной направляющей 9 сляба. Направляющая 9 сляба обозначена двумя направляющими сляб роликами. Затвердевший непрерывный тонкий сляб выходит через приводные ролики 10 из машины 1 непрерывной разливки и представляет прокатываемое изделие 5. Пара приводных роликов 10 образует первый прокатный агрегат 2. Прокатываемое изделие 5 направляется в направлении 6 транспортировки от первого прокатного агрегата 2 без обрезания через рольганг 3 ко второму прокатному агрегату 4, при этом второй прокатный агрегат 4 образован прокатной клетью 7 чернового прокатного стана. Прокатываемое в прокатной клети прокатываемое изделие 5 называется прокатываемым продуктом 12.
Если желательна другая ширина прокатываемого продукта 12, то смещаются обе узкие боковые пластины кристаллизатора 8 поперек направления разливки. Например, обе узкие боковые пластины во время непрерывной работы установки совмещенной непрерывной разливки и прокатки смещаются со скоростью 50 мм/мин с B1=1800 мм до В2=1850 мм. За счет этого движения смещения после кристаллизатора 8 образуется изменяющийся по ширине клиновидный тонкий непрерывный сляб (называемый также переходным участком) в направляющей 9 сляба. Ширина Вкрист. тонкого непрерывного сляба на выходе из кристаллизатора 8, соответственно ширина Втянущ. ролик на выходе прокатываемого изделия 5 из первого прокатного агрегата 2 показаны на фиг. 2 сплошными линиями. За счет длины машины непрерывной разливки головная часть переходного участка выходит из второго прокатного агрегата 2 со временем задержки 3 мин относительно кристаллизатора 8.
Относительно перестановки ширины в кристаллизаторе следует отметить, что при изготовлении тонких слябов обычно узкие стороны кристаллизатора в начале переходного участка медленно наклоняются, затем наклоненные пластины смещаются, и в конечном итоге наклоненные пластины снова устанавливаются с их первоначальным наклоном. Это имеет то преимущество, что сляб лучше поддерживается стенками кристаллизатора. Значения ширины Вкрист. и Втянущ. ролик при таком способе изображены на фиг. 2 штрихпунктирной линией. Кроме того, на фиг. 2 показана заданная ширина Взадан. прокатываемого изделия 5, при этом заданная ширина может быть выражена математически в виде Взадан.=1800+50. Н(240), где скачкообразная функция H(t) Хевисайда прыгает при 240 с с нуля на единицу. Скачкообразная функция известна, например, из http://mathworld.wolfram.com./HeavisideStepFunction.html.
Принцип изобретения основывается на том, что в зависимости от погрешности ширины е, где е=Взадан.-Вфакт., изменяется натяжение прокатываемого изделия 5 между первым прокатным агрегатом 2 (конкретно, парой приводных роликов 10) и вторым прокатным агрегатом 4 (прокатной клетью 7 чернового прокатного стана), при этом при отрицательном е натяжение σ прокатываемого изделия в направлении транспортировки увеличивается. Таким образом, за счет натяжения прокатываемое изделие 5 сужается, за счет чего уменьшается ширина прокатываемого изделия 5, соответственно прокатываемого продукта 12.
Погрешность е ширины показана на фиг. 3. Изображение погрешности е ширины для показанных на фиг. 2 штрихпунктирными линиями значений ширины не приводится.
Схема управления для реализации способа согласно изобретению показана на фиг. 4а. А именно погрешность е ширины определяется с помощью разницы между заданным значением ширины Взадан. и ширины В, при этом В определяется шириной тонкого непрерывного сляба на выходе кристаллизатора 8 с учетом времени задержки 3 мин за счет звена 13 задержки. Затем погрешность ширины усиливается с помощью усилительного звена 15 и удерживается с помощью ограничительного звена 15 внутри допустимых минимальных и максимальных предельных значений. Результат σзадан. подается в регулятор Rσ натяжения для прокатной клети 7, где устанавливается соответствующее натяжение σ прокатываемого изделия 5. Регулирующее воздействие u подается на регулировочный участок G, при этом регулировочный участок G на выходе выдает фактическую ширину Вфакт. прокатываемого продукта 12 при выходе из второго прокатного агрегата 4.
Существенное различие между схемой управления на фиг. 4а и схемой регулирования на фиг. 4b состоит в том, что фактическая ширина Вфакт. прокатываемого продукта 12 измеряется непосредственно после выхода из второго агрегата 4 с помощью прибора 16 измерения ширины (см. фиг. 1) и подается обратно в регулировочный контур, так что может быть значительно увеличена точность оказания влияния на ширину.
Естественно, можно также выбирать другую функцию для заданной ширины Взадан., например, как показано на фиг. 5. Однако такой выбор приводит при одинаковых значениях ширины В к положительным и отрицательным значениям для погрешности е ширины, так что управление в соответствии с фиг. 4а или регулирование в соответствии с фиг. 4b при положительных значениях е приводит к сплющиванию прокатываемого изделия 5. За счет сплющивания увеличивается ширина прокатываемого изделия 5.
В любом случае, за счет способа согласно изобретению фактическая ширина Вфакт. прокатываемого продукта 12 удерживается ближе к заданной ширине Взадан., так что могут лучше выдерживаться допуски по ширине.
Дополнительно к оказанию влияния на натяжение σ для оказания влияния на ширину прокатываемого изделия 5 можно также устанавливать выпуклость рабочего и/или опорного валка прокатной клети 7 в зависимости от погрешности е ширины. Для этого применяется, например, показанная на фиг. 7 схема регулирования. Отличие от схемы на фиг. 4b состоит в том, что погрешность е ширины дополнительно подается в регулятор RBalligk для оказания влияния на выпуклость рабочего и/или опорного валка прокатной клети 7, который через регулирующее воздействие u2 оказывает влияние на выпуклость валка. Таким образом, на участок G регулирования оказывают влияние два регулирующих воздействия u1, u2, при этом регулируемой величиной является ширина Вфакт. прокатываемого изделия 5 после второго агрегата 4 (конкретно, прокатной клети 7). Регулирующее воздействие u1 соответствует регулирующему воздействию u из фиг. 4b. Как показано на фиг. 1, фактическая ширина Вфакт. измеряется прибором 16 измерения ширины на выходе второго агрегата 4 и подается в регулировочный контур.
На фиг. 8 показана, так же как на фиг. 1, часть установки совмещенной непрерывной разливки и прокатки с машиной 1 непрерывной разливки, первым агрегатом в виде пары приводных роликов 10, вторым агрегатом 4 в виде прокатной клети 7 и дополнительно третьим агрегатом 17 в виде другой прокатной клети 7. Для достижения более высоких сил натяжения, соответственно, удерживания, первый прокатный агрегат 2 может содержать, естественно, также несколько приводных роликов 10. Второй прокатный агрегат 4 вместе с третьим агрегатом 17 образует черновой прокатный стан установки совмещенной непрерывной разливки и прокатки. На фиг. 8 прокатываемое изделие 5 транспортируется с помощью приводных роликов 10 из машины 1 непрерывной разливки с толщиной 90 мм, затем прокатывается во втором прокатном агрегате 4 на толщину 50 мм, и наконец, в третьем агрегате 17 на толщину 30 мм. Ширина Вкрист. сляба после кристаллизатора 8, ширина Втянущ. ролик сляба у приводных роликах 10, заданная ширина Взадан. и ширина BAggregat 2 сляба без применения способа согласно изобретению и ширина Вфакт. сляба при применении способа согласно изобретению на выходе из второго агрегата 4 показаны на фиг. 9. Фактическая ширина прокатываемого изделия 5, соответственно, прокатываемого продукта 12 измеряется снова непосредственно после первого прокатного агрегата 4 с помощью прибора 16 измерения ширины. Как показано на фиг. 9, фактическая ширина Вфакт. прокатываемого продукта 12 за счет применения способа остается значительно длительнее внутри допуска ширины, так что уменьшаются потери извлечения.
Схема регулирования для фиг. 8 и 9 показана на фиг. 10. В отличие от схемы регулирования на фиг. 4b, погрешность ширины е=Взадан.-Вфакт. применяется для регулирования первого натяжения σ1 между первым прокатным агрегатом 2 и вторым прокатным агрегатом 4 и для регулирования второго натяжения σ2 между вторым прокатным агрегатом 4 и третьим агрегатом 17, при этом результирующие регулирующие воздействия u1, u2 совместно воздействуют на регулировочный участок G. При необходимости, как коэффициенты K1 и K2 усилительного звена 14, ограничения ограничительных звеньев 15, так и регуляторы Rσ для первой ветви для оказания влияния на натяжение σ1 и для второй ветви для оказания влияния на натяжение σ2 могут быть выбраны различными.
Хотя изобретение подробно иллюстрировано и пояснено с помощью предпочтительных примеров выполнения, изобретение не ограничивается раскрытыми примерами, и специалисты в данной области техники могут выводить другие варианты, без выхода за объем защиты изобретения.
Перечень позиций
1 Машина непрерывной разливки
2 Первый прокатный агрегат
3 Рольганг
4 Второй прокатный агрегат
5 Прокатываемое изделие
6 Направление транспортировки
7 Прокатная клеть
8 Кристаллизатор
9 Направляющая сляба
10 Приводной ролик
11 Скорость разливки
12 Прокатываемый продукт
13 Звено задержки
14 Усилительное звено
15 Ограничительное звено
16 Прибор измерения ширины
17 Третий агрегат
В Ширина
Вфакт. Фактическая ширина
Взадан. Заданная ширина
Вкрист. Ширина сляба при выходе из кристаллизатора
Втянущ. ролик Ширина прокатываемого изделия на выходе из первого BAggregat 2 прокатного агрегата
B1 Первая ширина
В2 Вторая ширина
е Погрешность ширины
G Регулировочный участок
R Регулятор
Rσ Регулятор натяжения
σ Натяжение
t Время
u, u1, u2 Регулирующие воздействия
Способ подогрева загружаемого материала в плавильной установке, а также подогреватель загружаемого материала и плавильная установка
Способ управления для прокатного стана
Подъемно-поворотное устройство для крышки печи, печная установка и способы для загрузки и обслуживания такой печной установки
Способ и устройство для определения местоположения точки захвата объекта в установке
Флотационное устройство, способ эксплуатации флотационного устройства, а также применение
Устройство и способ позиционирования, по меньшей мере, одного из двух литейных роликов в непрерывном процессе литья для получения металлической полосы
Способ управления прокатным станом
Способ получения металлосодержащих ценных веществ из содержащего металлосодержащие ценные вещества суспензионного массового потока
Способ, а также прокатный стан для прокатки изготовленного методом разлива в слитки прокатного материала, устройство управления и/или регулирования для прокатного стана, машинно-считываемый программный код для устройства управления и/или регулирования, а также запоминающая среда
Способ управления непрерывным прокатным станом, устройство управления и/или регулирования для непрерывного прокатного стана, машиночитаемый программный код, носитель записи и непрерывный прокатный стан
Способ подогрева загружаемого материала в плавильной установке, а также подогреватель загружаемого материала и плавильная установка
Способ управления для прокатного стана
Подъемно-поворотное устройство для крышки печи, печная установка и способы для загрузки и обслуживания такой печной установки
Способ и устройство для определения местоположения точки захвата объекта в установке
Флотационное устройство, способ эксплуатации флотационного устройства, а также применение
Устройство и способ позиционирования, по меньшей мере, одного из двух литейных роликов в непрерывном процессе литья для получения металлической полосы
Способ управления прокатным станом
Способ получения металлосодержащих ценных веществ из содержащего металлосодержащие ценные вещества суспензионного массового потока
Способ, а также прокатный стан для прокатки изготовленного методом разлива в слитки прокатного материала, устройство управления и/или регулирования для прокатного стана, машинно-считываемый программный код для устройства управления и/или регулирования, а также запоминающая среда
Способ управления непрерывным прокатным станом, устройство управления и/или регулирования для непрерывного прокатного стана, машиночитаемый программный код, носитель записи и непрерывный прокатный стан

