Результат интеллектуальной деятельности: Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ
Вид РИД
Изобретение
Изобретение относится к электрофизическим и электрохимическим методам обработки, а именно, к электроэрозионной (ЭЭ) обработке на автоматизированных вырезных станках с ЧПУ, в частности, к определению моментов возникновения коротких замыканий между электродом-инструментом и электродом-заготовкой.
Из уровня техники известны способы определения момента возникновения короткого замыкания электродов на ЭЭ станке, заключающиеся в том, что анализируют импульсы тока и напряжения, возникающие на межэлектродном промежутке (МЭП). Когда амплитуда импульсов тока становится большой, а амплитуда импульсов напряжений приближается к нулю, принимают решение о возникновении короткого замыкания электродов и прекращают обработку (Авторское свидетельство СССР №366955, опубл. 23.01.1973; Артамонов Б.А., Волков Ю.С. «Анализ моделей процессов электрохимической и электроэрозионной обработки) - М.: ВНИИПИ. 1991, с. 144).
Известные решения широко применяются при ЭЭ обработке металлов и сплавов, но неприменимы при обработке современных керамических (токопроводящих) композиций. Такие керамические композиции обладают повышенным электрическим сопротивлением по сравнению с металлами. При соприкосновении такой заготовки с электродом-инструментом разрядный ток хотя и возрастает, но не столь значительно, как в случаях с металлическими изделиями, при этом напряжение не падает до нуля. В результате ситуация короткого замыкания идентифицируется в системе управления станком как текущий рабочий эпизод и сближение электродов продолжается. Прохождение тока по электроду-заготовке, обладающей большим электрическим сопротивлением, приводит к ее разогреву, ведущему к появлению трещин и сколов.
Известен способ предотвращения обрывов проволочного электрода-инструмента, заключающийся в том, что контролируют чередование полярности импульсов тока или напряжения на участках проволочного электрода-инструмента между токоподводами. Нарушение чередования полярности импульсов в течение заданного промежутка времени должно свидетельствовать о локализации разрядов в небольшой зоне обработки, что грозит обрывом проволочного электрода (Патент РФ №2034684, опубл. 10.05.1995).
Основным недостатком способа является то, что он рассчитан на обработку проволочным электродом-инструментом деталей большой толщины, где локализация разряда по ширине среза выражается более отчетливо. Однако чаще приходится иметь дело с деталями малых размеров с небольшой шириной среза, где применение подобного способа не сможет дать надежных результатов.
Известен способ, заключающийся в том, что в процессе обработки контролируют механические вибрации на приспособлении для крепления заготовки, выделяют из сигнала вибраций эффективные значения в высокочастотном диапазоне и сравнивают их с заданным значением в пороговом блоке. Если значение сигнала вибраций оказывается ниже заданного значения в тот период, когда по управляющей программе должна быть обработка, принимается решение о поломке инструмента (Авторское свидетельство СССР №973245, опубл. 15.11.1982).
Основным недостатком способа является то, что при его использовании и определении моментов возникновения коротких замыканий электродов на ЭЭ станках, пониженные эффективные значения сигнала высокочастотных вибраций могут наблюдаться при увеличенном МЭП, при загрязнении МЭП продуктами эрозии и т.п., что приводит к некорректной интерпретации измеренных значений и, как следствие, существенно сужает технологические возможности способа.
Задачей изобретения является обеспечение эффективного выявления моментов возникновения коротких замыканий, имеющих место в процессе ЭЭ обработки на вырезных ЭЭ станках деталей из токопроводящей керамики, предотвращения повышенного нагрева заготовки и электрода-инструмента, вызывающего трещины и сколы на обрабатываемой поверхности, обрыв электрода-инструмента.
Техническим результатом является расширение технологических возможностей способа за счет возможности эффективной электроэрозионной обработки деталей из токопроводящей керамики проволочным электродом-инструментом.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ, включающем электроэрозионную обработку заготовки детали проволочным электродом-инструментом, при которой контролируют вибрации на приспособлении для крепления заготовки, причем из сигнала вибраций выделяют эффективные значения в высокочастотном диапазоне и сравнивают их с пороговым значением вибраций, дополнительно контролируют эффективные значения сигналов разрядного тока и сравнивают их с пороговым значением тока, определяемым как Iп=k×Iкз, где Iкз - эффективное значение тока короткого замыкания, при котором разряды переходят в дугу; k - коэффициент запаса, k=0,7-0,9, а пороговое значение вибраций соответствует значению, превышающему в 1,4-2,0 раза эффективное значение вибраций во фрикционном контакте электрода-инструмента и детали, при этом при одновременном падении эффективного значения сигнала вибраций ниже порогового значения вибраций и превышении эффективным значением сигнала разрядного тока порогового значения тока выключают подачу тока и отводят электрод-инструмент от детали, целесообразно в процессе отвода электрода-инструмента от детали сравнивать эффективное значение сигнала вибраций с эффективным значением естественного фона вибраций, а при достижении эффективным значением сигнала вибраций эффективного значения естественного фона вибраций возобновлять подачу тока и подвод электрода-инструмента к детали.
Изобретение поясняется изображениями, где:
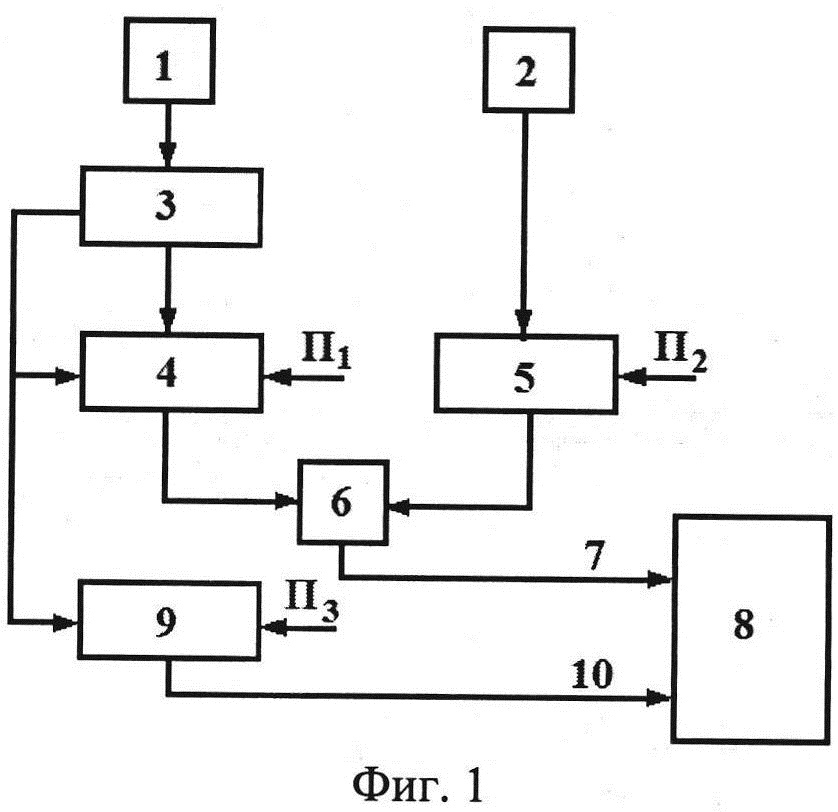
Фиг. 1 - схема реализации способа;
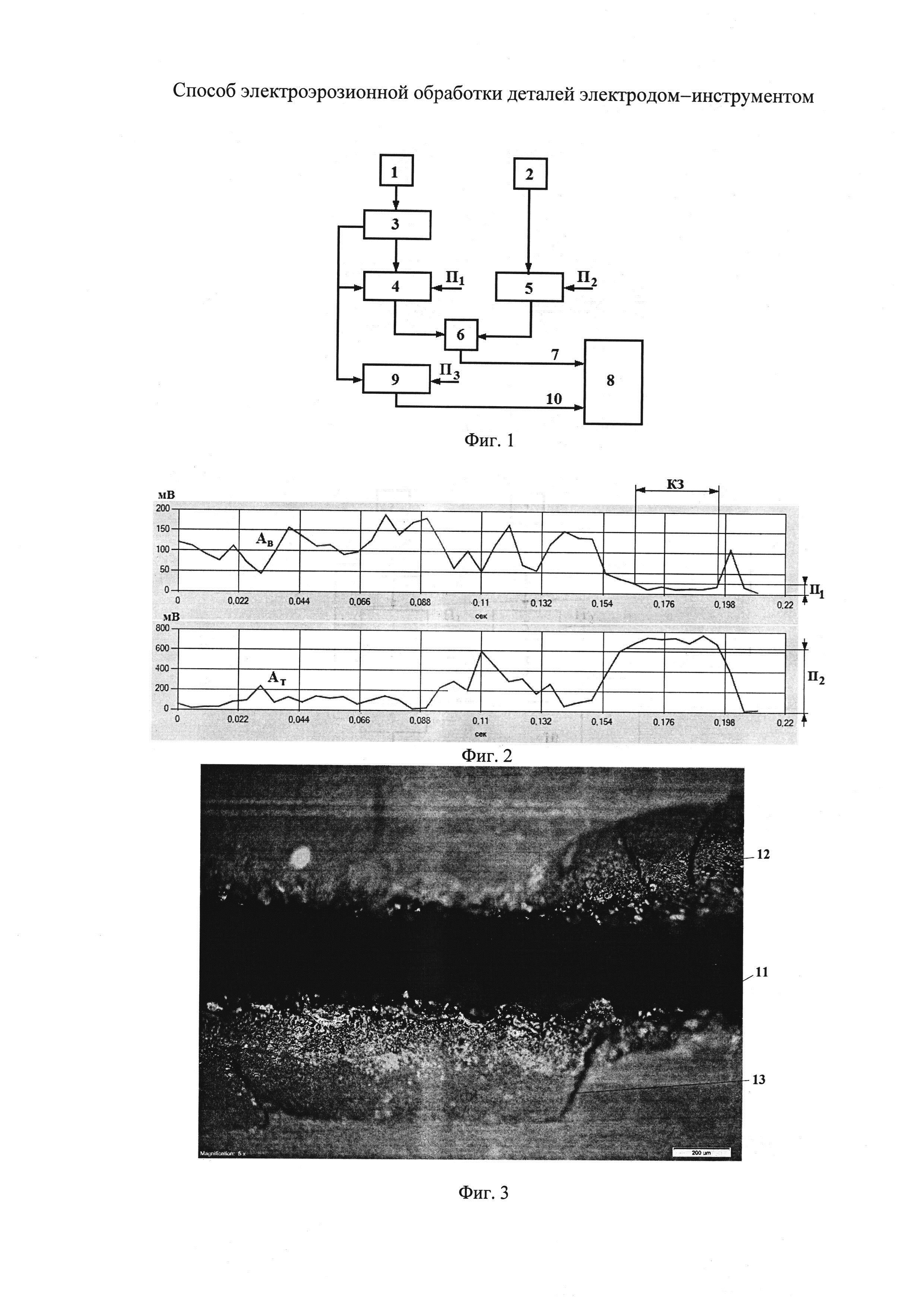
Фиг. 2 - пример изменения эффективных значений сигналов вибраций и тока при возникновении короткого замыкания во время обработки оксидной керамики ВОК 60;
Фиг. 3 - фотография участка заготовки из ВОК 60 со следами сколов и трещин, вызванных длительным коротким замыканием электродов.
Суть заявленного способа электроэрозионной обработки деталей электродом-инструментом заключается в следующем.
При нормальном протекании процесса ЭЭ обработки импульсы разрядного тока вызывают взрывное испарение рабочей жидкости и материала заготовки. В результате на поверхность детали действуют силовые импульсы отдачи от паров испаряемого материала и силовые импульсы ударных волн от испарения рабочей жидкости. Импульсное воздействие на поверхность детали порождает волновые процессы в упругой системе, включающей деталь и приспособление (зажим, стол и т.п.) для ее крепления. Волновые процессы создают колебания поверхностей, которые регистрируются устанавливаемым акселерометром в виде электрических сигналов, пропорциональных виброускорению этих колебаний. Соприкосновение электродов вызывает короткое замыкание, при котором исключается электрическое сопротивление рабочей жидкости, и прекращается импульсное воздействие на поверхность заготовки. При обычной обработке металлических изделий из-за резкого уменьшения сопротивления многократно возрастает ток короткого замыкания, по которому и определяют соприкосновение электродов. Но при обработке токопроводящей керамики, сопротивление которой в десятки раз больше по сравнению с различными металлами и сплавами, рост тока при коротком замыкании увеличивается, но не столь радикально по сравнению с металлами.
Одновременно при коротком замыкании электродов вибрации от импульсного воздействия прекращаются, но зато возникают вибрации от фрикционного контакта проволочного электрода-инструмента (он непрерывно перематывается с одной катушки на другую) с поверхностью заготовки. Сигнал вибраций от фрикционного контакта значительно меньше сигнала от импульсного воздействия, но заметно превышает амплитуду вибраций естественного фона, включающего электрические и механические помехи. Т.о., момент короткого замыкания при обработке токопроводящей керамики сопровождается относительно умеренным ростом тока и падением амплитуды вибраций до значений, соответствующих фрикционному контакту электродов. Эти физические явления и были положены в основу заявленного способа.
Изложенное поясняется приведенными изображениями, где блоки 1 и 2 (Фиг. 1) отображают датчик вибраций (акселерометр) и датчик тока (например, датчик Холла) соответственно. Блок 3 отображает полосовой фильтр высоких частот для сигнала с акселерометра, блоки 4 и 5 показывают первый и второй пороговые блоки для сигналов вибраций и тока с пороговыми значениями П1 и П2 соответственно. Блок 6 представляет собой логический элемент «И», который вырабатывает управляющий сигнал 7 в систему управления станком 8 при одновременной подаче на его входы сигналов с блоков 4 и 5. Пороговый блок 9 сравнивает текущее значение сигнала вибраций с пороговым значением П3, соответствующим эффективному значению амплитуды естественного фона вибраций, и выдает в систему управления 8 управляющий сигнал 10. По управляющему сигналу 7 система управления 8 отключает рабочий ток и включает реверсивную подачу электрода-инструмента, отводящую его от заготовки. Это движение продолжается до тех пор, пока эффективная амплитуда сигнала вибраций не станет ниже порогового значения П3. После этого в систему управления 8 подается управляющий сигнал 10, восстанавливающий рабочую подачу и включающий рабочий ток. Т.о., станок переводится в рабочее состояние и продолжает работу до повторения ситуации короткого замыкания. В схеме реализации способа присутствуют три пороговых блока. При выборе пороговых значений надо руководствоваться следующими соображениями. Значение порога П1 в блоке 4 должно ориентироваться на эффективное значение вибрации во фрикционном контакте электродов. Например, превышать это значение в 1,4-2,0 раза (быть больше на 3-6 дБ). Значение порога П2 в блоке 5 должно ориентироваться на эффективное значение тока короткого замыкания с некоторым коэффициентом запаса k=0,7-0,9 (быть меньше на 2-3 А). Значение порога П3 в блоке 9 ориентируется на фоновые помехи, присутствующие на станке, и снижение эффективной амплитуды вибраций заведомо ниже соответствующих значений при фрикционном контакте. Т.е. значение П3 может быть взято в 3-4 раза ниже значения П1 (ниже на 10-12 дБ).
На фиг. 2 показан пример изменения в течение 0,22 секунд эффективных значений вибраций (график Ав) и тока (график Ат) при ЭЭ обработке детали из оксидной керамики ВОК 60. Значения обоих сигналов показаны в милливольтах, поскольку они в таком виде регистрировались на выходах измерительных приборов. На графиках выделен участок «КЗ», где произошло короткое замыкание электродов. Участок был выделен на основании того, что амплитуда сигнала вибраций стала ниже порогового значения П1, а эффективное значение тока в тоже время было больше порогового значения П2. Поскольку система управления реального станка не смогла распознать ситуацию короткого замыкания, то из-за перегрева произошел обрыв проволочного электрода-инструмента. Об этом говорит всплеск сигнала вибраций и падение сигнала тока в конце показанных графиков.
На фиг. 3 показана фотография участка заготовки из ВОК 60, где показан паз 11, оставшийся от электрода-инструмента, и отмечены скол 12 и трещины 13 по краям прорезанного паза, вызванные локальным нагревом поверхности заготовки в результате длительного короткого замыкания.
Способ электроэрозионной обработки деталей электродом-инструментом осуществляется следующим образом.
Токопроводящая керамика характеризуется не только большим сопротивлением, но и неравномерностью распределения компонентов по объему материала заготовки. Снижение значений разрядного тока может вызываться не только увеличением МЭП, но и локальным повышением сопротивления материала заготовки. Система управления начинает уменьшать МЭП, замыкая электроды. Такое короткое замыкание не вызывает резкого роста тока из-за большого сопротивления материала заготовки, Система управления не предпринимает действий, свойственных явлению типового короткого замыкания при обработке металлических изделий, и продолжает сближение электродов, натягивая проволочный электрод-инструмент. В этот период времени идет разогрев электродов (материалов заготовки и инструмента), ведущий к обрыву проволоки и растрескиванию заготовки. В предложенном способе распознавание нетипичного короткого замыкания базируется на параллельном анализе сигналов вибраций и тока. При коротком замыкании прекращаются разрядные импульсы, что вызывает значительное снижение сигнала вибраций (в примере на фиг. 2 эффективное значение сигнала с датчика вибраций в момент короткого замыкания снижается в 10 раз). Эффективное значение сигнала тока при этом значительно возрастает (в примере на фиг. 2 это возрастание было в 5 раз). Т.о., в пороговом блоке 4 фиксируется снижение эффективного значения сигнала вибраций ниже П1, а в блоке 5 фиксируется превышение эффективным значением рабочего тока значения П2. Одновременное срабатывание блоков 4 и 5 приводит к срабатыванию блока 6 (логического элемента «И») и подаче управляющего сигнала 7, по которому система управления 8 должна отключить подачу рабочего тока, включить обратную подачу электрода-инструмента, увеличивающую МЭП, и начать сравнивать текущее эффективное значение вибраций с пороговым значением П3. После выключения тока сигнал вибраций определяется трением перематываемой проволоки электрода-инструмента о поверхность заготовки. При размыкании электродов в процессе реверса подачи сигнал вибраций от трения электродов исчезает совсем (точнее, снижается до уровня помех). Для случая, показанного на фиг. 2, после размыкания контактов сигнал вибраций снизился в 7,5 раз по сравнению с сигналом при трении. Снижение сигнала вибраций ниже порогового значения П3 (пороговое значение П3 в блоке 9 может устанавливаться ниже П1 на 10-12 дБ) фиксируется в пороговом блоке 9, который подает в систему управления 8 сигнал 10, предписывающий перевод ЭЭ станка в рабочее состояние: включение рабочего тока и восстановление рабочей подачи электрода-инструмента на сближение с заготовкой. Таким образом предложенный способ позволяет эффективно выявлять и предотвращать моменты возникновения коротких замыканий при электроэрозионной обработке проволочным электродом-инструментом деталей из токопроводящей керамики.
С учетом изложенного можно сделать вывод о том, что поставленная задача - обеспечение эффективного выявления моментов возникновения коротких замыканий, имеющих место в процессе ЭЭ обработки на вырезных ЭЭ станках деталей из токопроводящей керамики, предотвращения повышенного нагрева заготовки и электрода-инструмента, вызывающего трещины и сколы на обрабатываемой поверхности, обрыв электрода-инструмента - решена, а заявленный технический результат - расширение технологических возможностей способа за счет обеспечения эффективной электроэрозионной обработки деталей из токопроводящей керамики электродом-инструментом - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к электрофизическим и электрохимическим методам обработки, а именно, к электроэрозионной обработке на автоматизированных вырезных станках с ЧПУ, в частности, к определению моментов возникновения коротких замыканий между электродом-инструментом и электродом-заготовкой;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке и/или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Устройство для получения изделий из порошкообразных материалов
Способ формирования интерметаллидных покрытий системы ti-al на поверхностях из алюминиевых сплавов
Способ формирования на титановых сплавах приповерхностного упрочненного слоя
Способ изготовления изделий из жидкого токопроводящего материала в 3d-принтере
Способ изготовления крупногабаритных поковок полукорпусов шаровых кранов
Способ изготовления крупногабаритных поковок полукорпусов шаровых кранов
Штамп для канального углового прессования
Штамп для равноканального углового прессования
Способ комбинированного упрочнения режущего инструмента
Способ изготовления изделия из сплава х65нвфт
Способ вывода звуковой информации о технологическом процессе электронно-пучкового воздействия
Устройство для обработки диэлектрических изделий быстрыми атомами
Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой
Устройство для получения изделий методом селективного лазерного плавления
Магнетронное распылительное устройство
Пултрузионная установка для изготовления стержней из полимерных композиционных материалов
Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов

