Результат интеллектуальной деятельности: Способ вырезной электроэрозионной обработки изделия
Вид РИД
Изобретение
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионной обработке (ЭЭО) изделий на автоматизированных вырезных станках с ЧПУ.
Из уровня техники известны способы управления процессом электроэрозионной обработки, включающие определение коэффициента использования рабочих импульсов (Кии), сравнение его с заданным значением и изменение скорости подачи инструмента в зависимости от результатов сравнения (Авторское свидетельство СССР №366955, опубл. 23.01.1973; Авторское свидетельство СССР №1776505, опубл. 23.11.1992; Гуткин Б.Г. Автоматизация электроэрозионных станков / Л.: Машиностроение. 1971, с. 147).
Основным недостатком приведенных аналогов является сложность адекватной оценки коэффициента использования рабочих импульсов (Кии). Предлагаемые схемы регистрации импульсов должны содержать дискриминаторы, счетчики импульсов, временные селекторы (Кравец А.Т. Электронный анализатор и интегратор импульсов. Сб. «Электроимпульсная обработка металлов» / М.: ЦИНТИмаш. 1960. Вып. 1). Для увеличения информативности Кии необходимо увеличивать измерительные интервалы, что ведет к повышению инерционности (Коренблюм М.В. и др. Адаптивное управление электроэрозионными станками. Обзор / М.: НИИМАШ. 1977. с. 80). Таким образом, регистрация Кии сопряжена с достаточно сложной схемотехникой и не гарантирует точности получаемого результата, поскольку при увеличении концентрации продуктов эрозии в межэлектродном промежутке (МЭП) значительное количество рабочих импульсов расходуют свою энергию на разрушение продуктов эрозии. В то же время эти импульсы, оцениваемые по параметрам тока и напряжения, считаются рабочими. Это приводит к искажению информации о состоянии МЭП и снижает качество регулирования.
Наиболее близким к предлагаемому способу по количеству общих существенных признаков и достигаемому техническому результату - прототипом - является способ вырезной электроэрозионной обработки изделия, включающий подачу рабочего напряжения на проволочный электрод-инструмент (ЭИ) и обрабатываемое изделие, прокачку рабочей жидкости через межэлектродный зазор и подачу электрода-инструмента относительно обрабатываемого изделия с установленной скоростью с одновременной регистрацией эффективной амплитуды высокочастотных вибраций в зоне обработки (патент РФ №2572678 С1, опубл. 20.01.2016).
Основным недостатком известного технического решения является то, что информация, содержащаяся в эффективной амплитуде высокочастотных вибраций, не используется для регулирования межэлектродного промежутка (МЭП) в процессе обработки, а применяется только для позиционирования ЭИ.
Задачей изобретения является упрощение и повышение качества процедуры настройки МЭП на режим наибольшей производительности за счет информации, поступающей в процессе обработки вместе с эффективным значением амплитуды высокочастотных вибраций.
Техническим результатом является повышение производительности процесса электроэрозионной обработки.
Кроме того, заявленное техническое решение позволяет уменьшить вероятность обрыва ЭИ и упростить технологические настройки.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе вырезной электроэрозионной обработки изделия, включающем подачу рабочего напряжения на проволочный электрод-инструмент и обрабатываемое изделие, прокачку рабочей жидкости через межэлектродный зазор и подачу электрода-инструмента относительно обрабатываемого изделия с установленной скоростью с одновременной регистрацией эффективной амплитуды высокочастотных вибраций в зоне обработки, в процессе обработки при регистрации изменения эффективной амплитуды высокочастотных вибраций скорость подачи электрода-инструмента корректируют с ее уменьшением до начала уменьшения эффективной амплитуды высокочастотных вибраций и последующим увеличением до завершения возрастания эффективной амплитуды высокочастотных вибраций, при этом целесообразно коррекцию скорости подачи осуществлять при регистрации не менее пятипроцентного изменения эффективной амплитуды высокочастотных вибраций, а периодическое выключение рабочего напряжения с увеличением межэлектродного промежутка и эвакуацией продуктов эрозии осуществлять при тридцатипроцентном и более снижении скорректированной скорости подачи относительно установленной, кроме того, рекомендовано в процессе обработки периодически выключать рабочее напряжение, увеличивать межэлектродный промежуток перемещением электрода-инструмента от обрабатываемого изделия на величину, превышающую диаметр электрода-инструмента, и осуществлять эвакуацию продуктов эрозии увеличением давления прокачиваемой рабочей жидкости, после чего включать рабочее напряжение, восстанавливать давление рабочей жидкости и устанавливать подачу электрода-инструмента относительно обрабатываемого изделия.
Изобретение поясняется изображениями, где представлены:
на Фиг. 1 - схема системы регулирования МЭП на вырезном электроэрозионном станке с установленным датчиком вибраций;
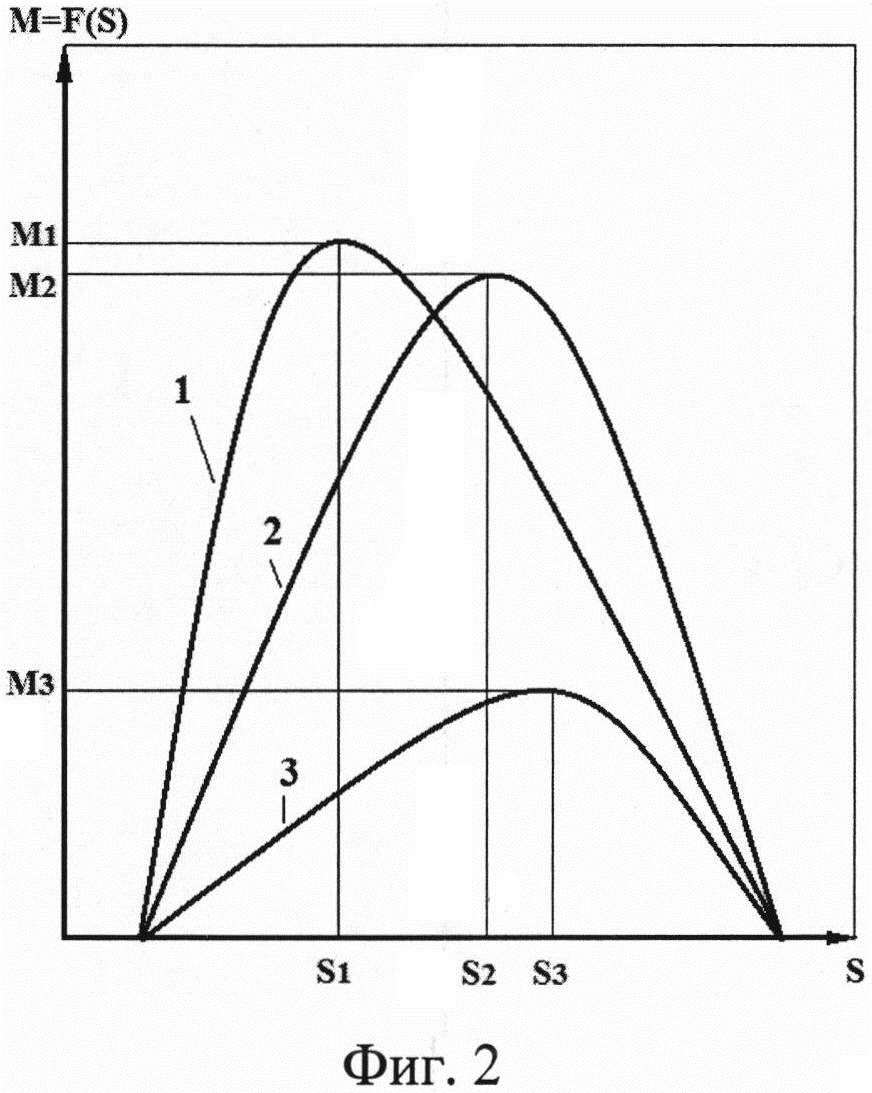
на Фиг. 2 - примеры зависимостей производительности электроэрозионной обработки «М» от величины МЭП «s» при разной концентрации продуктов эрозии;
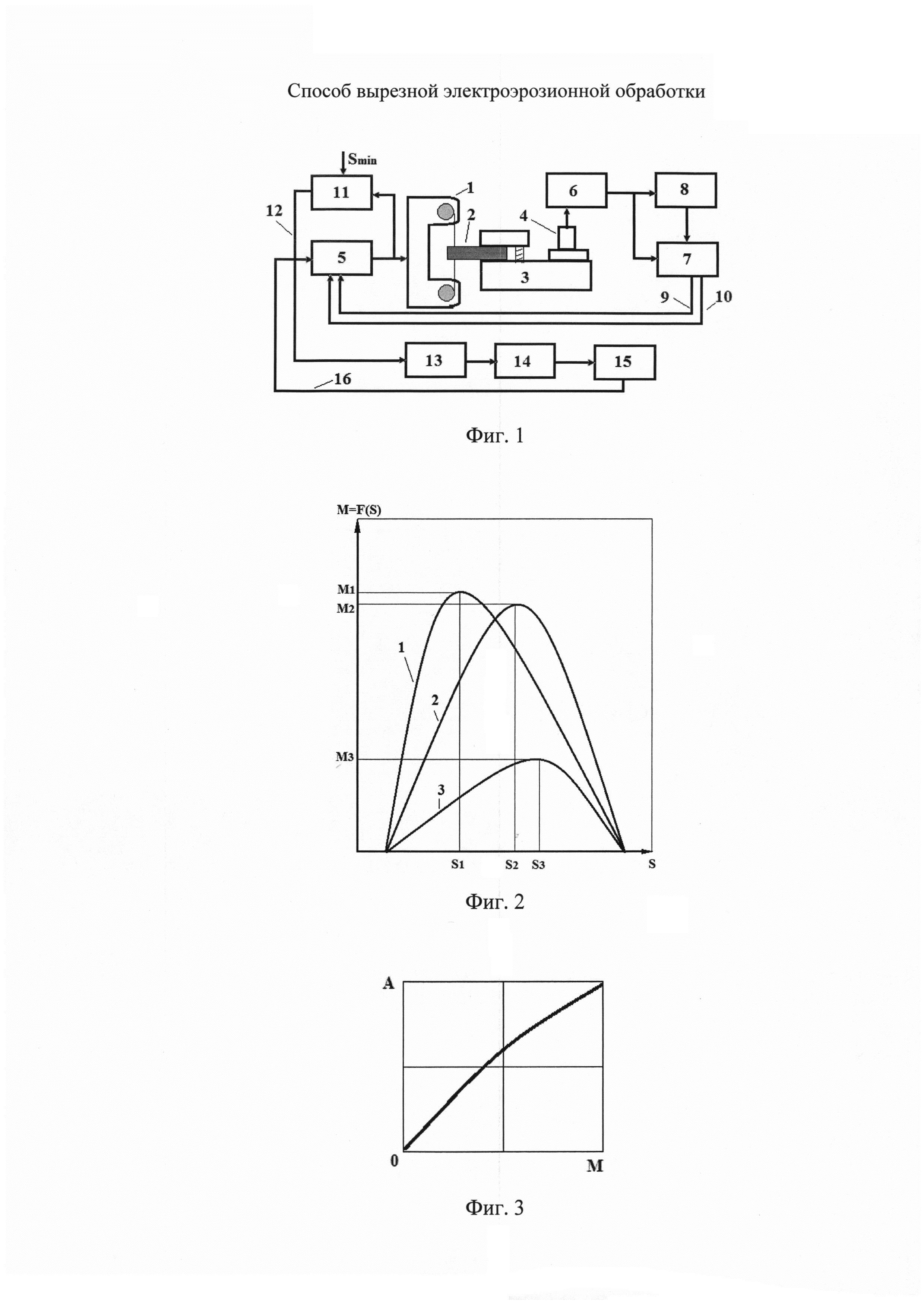
на Фиг. 3 - пример зависимости эффективной амплитуды высокочастотных вибраций от производительности подаваемых импульсов.
В соответствии с изобретением на фиг. 1 показана схема регулирования МЭП на вырезном электроэрозионном станке, реализующая предлагаемый способ, где головка с проволочным ЭИ 1, сближается с электродом-заготовкой 2, закрепленным на приспособлении 3. На этом же приспособлении закреплен датчик вибраций (акселерометр) 4. Скорость подачи ЭИ 1 задается с помощью блока 5. Выделение высокочастотной составляющей сигнала вибраций, поступающего с акселерометра 4, и формирование его эффективного значения осуществляется с помощью блока 6, представляющего полосовой фильтр с функцией детектирования. Сигнал из блока 6 поступает на входы блока сравнения 7 и линию задержки 8. Линия задержки 8 нужна для передачи сигнала с выхода блока 6 на вход блока сравнения 7 с задержкой на один шаг. Размер шага подбирается в процессе эксплуатации и составляет 0,1-1,5 секунды. В блоке сравнения 7 сравнивается текущее значение эффективной амплитуды сигнала вибраций с аналогичным значением на предыдущем шаге. Если текущее значение сигнала вибраций оказывается больше или меньше значения на предыдущем шаге (оптимально - на 5% и более - установлено экспериментально), блок 7 подает команду 9 в блок 5 на уменьшение скорости подачи на одну дискрету. Значение дискреты устанавливается заранее в пределах от 1-го до 5 процентов от номинальной скорости подачи Snom для конкретного материала детали и инструмента (Snom в большой степени соответствует установочной/оптимальной скорости подачи). Если на последующих шагах амплитуда вибраций будет увеличиваться, то команда 9 сохранится, уменьшая скорость подачи на каждом шаге на одну дискрету. При отсутствии изменения амплитуды вибраций или при ее уменьшении подается команда 10 на увеличение скорости подачи (на уменьшение МЭП). Команда 10 сохраняется на последующих шагах при условии, что амплитуда вибраций от шага к шагу увеличивается. Когда рост амплитуды вибраций прекратится, сигналы с блока 7 в блок 5 не подаются совсем, скорость подачи поддерживается постоянной. Цикл уменьшения скорости подачи с ее последующем увеличением возобновляется при возникновении отличия в значении амплитуды вибрации на одном из шагов по сравнению с предыдущим шагом. Результирующее значение скорости подачи ЭИ, формируемое в блоке 5, поступает на вход порогового блока 11, где сравнивается с минимально допустимым значением скорости подачи Smin, который определяется заранее на основании экспериментальных данных (практически для всех случаев вырезной ЭЭО Smin соответствует 70% от номинального/оптимального значения скорости подачи, т.е. при тридцатипроцентном снижении последней). Как только текущее значение скорости подачи окажется меньше Smin - предельное «засорение» МЭП достигнуто - блок 11 подает команду 12 в блок ЧПУ 13, который выдает команду в блок 14 на отключение рабочего напряжения, реверс ЭИ на расстояние, превышающее диаметр ЭИ, увеличение давления рабочей жидкости для промывки МЭП и удаления накопившихся продуктов эрозии (операция релаксации). После окончания операции релаксации блок 14 выдает команду на вход блока 15 о завершении релаксации, блок 15 выдает команду на включение рабочего напряжения и давления рабочей жидкости и подает команду 16 на вход блока 5 на возобновление описанного выше цикла регулирования МЭП за счет изменения скорости подачи.
На фиг. 2 приведены графики изменения производительности процесса электроэрозионной обработки от величины МЭП при разных концентрациях продуктов эрозии в рабочей жидкости. Показаны три графика, соответствующие трем значениям концентрации «γ» продуктов эрозии. При этом γ1<γ2<γ3 Для соответствующих графиков (Гуткин Б.Г. Автоматизация электроэрозионных станков / Л.: «Машиностроение». 1974. С. 28-30; Григорьев С.Н., Козочкин М.П. Виброакустическое диагностирование электрофизических процессов как метод повышения качества обработки // Вестник машиностроения. 2015. №8. С. 3-7). На графиках видно, что с ростом концентрации продуктов эрозии максимальная производительность достигается при все больших значениях «s». При этом само значение экстремальной производительности уменьшается по мере роста «γ», что будет выражаться в снижении скорости подачи ЭИ. Если изменение скорости подачи не сделать своевременно, будут возникать короткие замыкания электродов, ведущие к ухудшению качества получаемой поверхности и увеличению вероятности обрыва проволочного ЭИ. Тенденция к смещению оптимального значения МЭП с ростом концентрации продуктов эрозии в сторону его увеличения и заставляет в алгоритме самонастройки МЭП начинать регулирование скорости подачи с ее уменьшения. Поскольку процессы накопления и эвакуации продуктов эрозии во многих отношениях случайны, то в алгоритме саморегулирования приходится заставлять ЭИ сканировать свое положение в поиске меняющегося экстремума относительно производительности.
На фиг. 3 показан пример зависимости эффективной амплитуды сигнала высокочастотной вибрации, сопровождающего импульсное воздействие на поверхность детали, от производительности процесса. Производительность оценивалась в объеме извлеченного материала при импульсах различной мощности. Видно, что зависимость носит монотонный характер, позволяющий вести мониторинг производительности процессов импульсного воздействия при эрозионной и лазерной обработке по наблюдениям значений амплитуды высокочастотного сигнала вибраций.
Способ регулирования МЭП осуществляется следующим образом.
Из фиг. 2 видно, что из-за случайного изменения концентрации продуктов эрозии под влиянием новых поступлений шлама от процесса обработки и изменений условий его эвакуации оптимальное значение МЭП непрерывно меняется. Следовательно, меняется и положение максимума производительности. При оптимальном значении «s» небольшое изменение скорости подачи не будет вызывать заметного изменения амплитуды вибраций. Если значение «s» больше оптимального, то его увеличение за счет уменьшения скорости подачи ЭИ вызовет падение производительности и амплитуды вибраций, что заставит блок 7 (фиг. 1) сформировать команду 10 на увеличение скорости подачи, что равнозначно уменьшению зазора «s». Если значение «s» меньше оптимального, то его увеличение за счет уменьшения скорости подачи вызовет рост производительности и амплитуды вибраций, что заставит блок 7 сформировать команду 9 на дальнейшее уменьшение скорости подачи и увеличение «s». Т.о., система регулирования МЭП постоянно подстраивает скорость подачи под получение максимальной производительности при текущей концентрации продуктов эрозии. Распространенное регулирование МЭП по доли рабочих разрядных импульсов (таких импульсов, которые сопровождаются импульсами и тока, и напряжения) от общего количества импульсов, вырабатываемых генератором, обладает таким недостатком: при появлении в МЭП продуктов эрозии часть рабочих импульсов расходует всю или часть своей энергии на разрушение продуктов эрозии. При большой концентрации продуктов эрозии разрядный ток, проходящий через них, вызывает разогрев электродов, локализацию разрядов и обрыв (перегорание) проволочного ЭИ. Эффективная амплитуда высокочастотных вибраций гораздо точнее отображает реальную производительность процесса обработки (фиг. 3), поскольку энергия колебаний возбуждается только теми импульсами, которые достигают обрабатываемой поверхности. Эффективная амплитуда высокочастотных вибраций монотонно растет с ростом реальной производительности разрядных импульсов. Как показано на фиг. 3, зависимость амплитуды вибраций от производительности импульсов близка к линейной зависимости, что позволяет ориентироваться в переменной обстановке, возникающей в МЭП. Кроме этого регистрировать сигналы вибраций значительно проще, чем вести подсчет доли рабочих импульсов, что связано с применением сложных схем и увеличивает инерционность системы регулирования. Предложенный способ регулирования МЭП позволяет настраивать скорость подачи ЭИ на оптимальный МЭП при любой концентрации продуктов эрозии, но при этом результирующее значение скорости подачи с ростом концентрации будет уменьшаться. Это говорит о нарушении равновесия между скоростью притока продуктов эрозии и скоростью их эвакуации. Когда скорость подачи упадет ниже порогового значения (например, на 30% от номинального значения), система управления дает команду на релаксацию электродов, т.е. на остановку процесса обработки, разведение электродов и промывку МЭП. После релаксации процесс обработки восстанавливается, а регулирование МЭП возобновляется по описанному циклу. Таким образом, обеспечивается наивысшая производительность обработки без снижения ее качественных параметров и стойкости электрода-инструмента.
С учетом изложенного можно сделать вывод о том, что поставленная задача - упрощение и повышение качества процедуры настройки МЭП на режим наибольшей производительности за счет информации, поступающей в процессе обработки вместе с эффективным значением амплитуды высокочастотных вибраций - решена, а заявленный технический результат - повышение производительности процесса электроэрозионной обработки - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионной обработке на автоматизированных вырезных станках с ЧПУ;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке и/или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Пуансон для вытяжки полусферических деталей с плоским дном
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Способ автоматической регулировки технических характеристик в свч-приборах и комплекс средств для его осуществления
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ оценки массы транспортного средства с электроприводом постоянного тока
Способ лазерной обработки режущих пластин из оксидно-карбидной керамики
Способ получения полимерных композиционных материалов
Технологическая линия для изготовления композитной арматуры
Способ управления трением в парах трения
Устройство для лазерного спекания изделия из порошкообразных материалов
Способ выбора инструментального материала

