Результат интеллектуальной деятельности: Способ лазерной или лазерно-дуговой сварки труб
Вид РИД
Изобретение
Изобретение относится к стыковой сварке металлопродукции, в частности к сварке продольных швов труб большого диаметра, кольцевых швов трубопроводов, а также швов трубопроводных изделий (отводов, тройников и т.д).
Лазерная или лазерно-дуговая сварка характеризуется большими скоростями охлаждения сварного шва, способствующими образованию мартенситной микроструктуры. Мартенситная микроструктура характеризуется высокой твердостью и низкой пластичностью и может быть склонна к хрупким разрушениям.
Из уровня техники известен способ сварки (патент РФ №,2047446, опубл. 10.11.95 г.), при котором осуществляют воздействие высокоэнергетическим тепловым лучом на подлежащие соединению участки свариваемых деталей и подачу в зону сварки инертного газа. Свариваемые участки охлаждают за счет подачи в зону сварки охлажденного инертного газа. Температуру охлаждения выбирают в диапазоне (-200-0°С). Недостатком известного способа является невысокая скорость сварки и качественные изменения микроструктуры (межкристаллитное окисление, рост кристаллов) металла свариваемой трубы из-за нагрева в результате непрерывного лазерного излучения всей массы металла свариваемой трубы.
Наиболее близким техническим решением к заявляемому способу является способ лазерной сварки тонкостенных труб (патент РФ №2533572 опуб. 20.07.14 г.), при котором осуществляют воздействие лазерным лучом на подлежащие соединению кромки свариваемых труб. Свариваемые трубы во время процесса сварки охлаждают по всей их массе до температуры (-200°С) путем подачи и непрерывной циркуляции в контуре кондуктора сжиженного азота, причем скорость лазерной сварки труб выбирают в зависимости от их толщины и времени глубокого проплавления металла при воздействии лазерного луча. Известный способ лазерной сварки позволяет получать высокопрочные сварные швы без выпуклости, в которых легко восстанавливается первичная структура свариваемого металла с его свойствами.
Однако охлаждение сварного шва жидким азотом приводит к практически 100% содержанию мартенсита в металле, и как следствие к снижению вязко-пластических свойств при низких температурах, так как охлаждение идет до температур ниже начала образования мартенсита (Ms). Кроме того, выполнение этой технологической операции является сложным технологическим процессом и дорогостоящим из-за того, что форма трубной заготовки под сварку может быть далека от идеальной. Кромки могут быть изогнуты винтообразно, что затрудняет точную подачу жидкого азота в требуемую область.
Заявляемый способ лазерной или лазерно-дуговой сварки труб решает проблему повышения качества сварного соединения.
Техническим результатом, обеспечиваемым заявляемым изобретением является улучшение микроструктуры сварного шва.
Указанный технический результат заявляемого изобретения достигается тем что, в способе лазерной или лазерно-дуговой сварки труб осуществляют воздействие лазерным лучом на подлежащие соединению участки свариваемых труб до полного их проплавления, а далее охлаждение зоны сварки, согласно изобретению охлаждение выполняют от температуры Ms, где Ms - температура начала образования мартенсита, и до температуры Mf, где Mf - температура завершения образования мартенсита, затем повторный нагрев до температуры Ms(+100…300°C) и дальнейшее окончательное охлаждение. При этом окончательное охлаждение выполняют естественным путем на воздухе, либо принудительно водой или водовоздушной смесью. Повторный нагрев выполняют индукционным или иным способом.
Сущность заявляемого технического решения поясняется графиками:
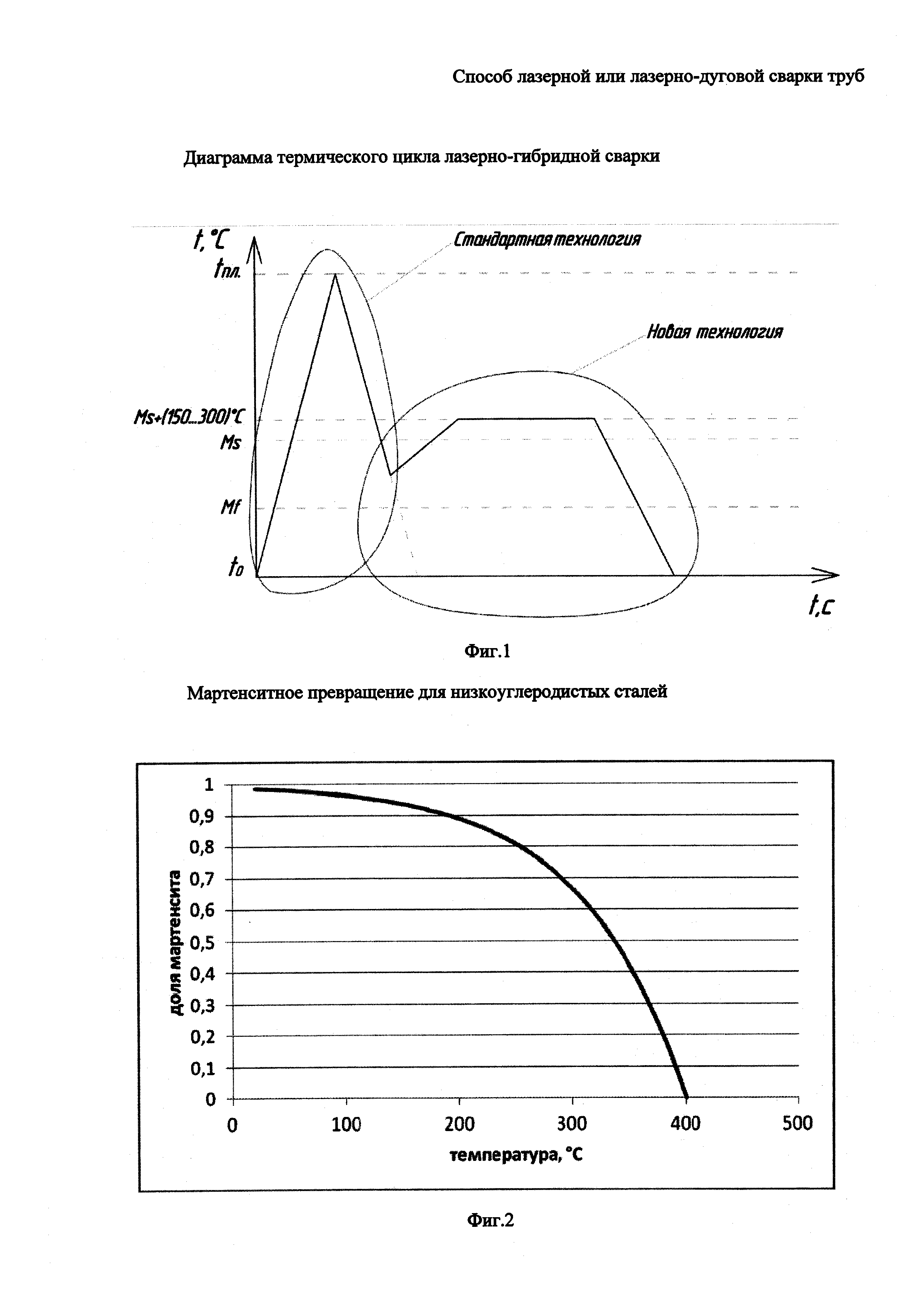
Фиг. - 1 - диаграмма термического цикла лазерно-гибридной сварки. На данной диаграмме показан происходящий процесс по известной технологии и процесс по заявляемому способу.
Фиг. 2 - мартенситное превращение для низкоуглеродистых сталей,
Отличительными признаками заявляемого технического решения являются охлаждение от температуры начала образования мартенсита (Ms) и до температуры, не ниже завершения образования мартенсита (Mf), а затем повторный нагрев до температуры начала образования мартенсита (Ms).
Совокупность существенных признаков заявляемого изобретения позволяет обеспечить качественное сварное соединение за счет улучшенных характеристик микроструктуры материала.
Осуществление изобретения.
На подлежащие соединению участки свариваемых труб осуществляют воздействие лазерным лучом до полного их проплавления. После образования ванны жидкого металла происходит охлаждение сварного соединения естественным путем за счет теплопроводности металла кромок, сопровождающееся сначала кристаллизацией металла шва, а затем выполняют охлаждение от температуры начала образования мартенсита (Ms) до температуры, не ниже окончания образования мартенсита (Mf). Температуру охлаждения контролируют пирометрами или иными способами.
При понижении температуры ниже температуры Ms происходит мартенситное превращение. Степень мартенситного превращения зависит от температуры охлаждения и характеризуется мартенситной кривой. Превращение будет развиваться, если будет непрерывное понижение температуры. (См. фиг 1 - известная технология).
При охлаждении в интервале температур Ms-Mf мартенситное превращение не завершается и помимо мартенсита в структуре будет присутствовать остаточный аустенит. Мартенсит является пересыщенным твердым раствором углерода в α-железе и термодинамически не стабилен. При прерывании охлаждения происходит диффузия углерода в аустенит из мартенсита. В результате аустенит обогащается углеродом и стабилизируется. Образуется смешанная структура мартенсита и остаточного аустенита. Стабилизированный аустенит дает возможность реализовать повышение ударной вязкости, равномерное удлинение и трещиностойкость за счет TRIP-эффекта (TRIP - Transformation Induced Plasticity - пластичность наведенная превращением). На фиг. 2 показан пример графического описания мартенситного превращения для низкоуглеродистой стали.
При повторном нагреве сварного шва до температуры начала образования мартенсита Ms(+100-300°C) в структуре металла сварного шва активизируется процесс диффузии атомов углерода из мартенсита в остаточный аустенит. Насыщение аустенита углеродом повышает его стабильность. Далее следует окончательное охлаждение сварного шва при температуре окружающей среды, где происходит стабилизация микроструктуры металла (См. фиг. 1 - предлагаемая технология).
И в зависимости от химического состава стали при окончательном охлаждении возможно образование дополнительной порции мартенсита, что может использоваться для дальнейшего упрочнения.
В результате исследований авторами установлено, что заявляемый способ позволяет создать условия для более равномерного охлаждения сварного соединения и в результате получить высокую прочность при хороших характеристиках пластичности и ударной вязкости.
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ подготовки стыка кромок трубной заготовки под лазерную сварку
Способ сварки продольных швов труб
Способ гибридной лазерно-дуговой сварки
Способ сварки стыковых соединений
Стан для сборки и сварки прямошовных труб
Способ лазерно-дуговой сварки
Способ лазерной сварки продольного шва трубы (варианты)
Способ сварки сформованной трубной заготовки с индукционным подогревом
Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм
Способ изготовления двухшовных труб большого диаметра
Стан для сборки и сварки прямошовных труб
Сборочно-сварочный стан для производства труб
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерной-дуговой сварки стальной сформованной трубной заготовки
Способ лазерной очистки поверхности
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера

