Результат интеллектуальной деятельности: Система автоматического управления электрическим режимом плавильного агрегата с двумя источниками электронагрева с использованием интеллектуального датчика контроля агрегатного состояния расплавляемого металла
Вид РИД
Изобретение
Изобретение относится к электрометаллургии и решает задачу управления режимом работы печного агрегата, содержащего в себе графитированный электрод, пропущенный через свод корпуса, подовый электрод, пропущенный через корпус, нагреватели сопротивления, встроенные в футеровку, источник электропитания электрически связанный с регулятором тока, графитированным и подовым электродами. Данный плавильный агрегат может быть использован для переплава металлического лома в виде слитков цветных сплавов (в частности алюминия).
Известна система автоматического управления на базе регулятора режима дуговой печи, содержащий элемент измерения режима, элемент сравнения, задающий элемент, усилительный элемент, исполнительный двигатель, механизм перемещения электрода дуговой электропечи, состоящей из ванны с шихтой и электрода. Система также снабжена измерителем промежутка между торцом электрода и шихтой в печи, элементом выделения направления движения электрода, блоком умножения, сумматором, элементом задания ползучей скорости, ключевым элементом и пороговым элементом (Регулятор режима дуговой печи, патент на полезную модель №110582 U1 МПК Н05В 7/148, G05F 1/02, опубликовано 20.11.2011 Бюл. №32).
Известна система автоматического управления на базе регулятора температуры электропечи сопротивления, содержащая задатчик температуры, соединенный выходом с суммирующим входом элемента сравнения, подключенного выходом через регулирующее устройство с информационным входом регулятора напряжения. Выход регулятора напряжения соединен с нагревателями электропечи сопротивления, снабженной датчиком температуры, связанным выходом с вычитающим входом элемента сравнения, причем силовой вход регулятора напряжения подключен к источнику питания переменного тока. Между источником питания и силовым входом регулятора дополнительно введен датчик тока, подключенный через пороговый элемент к первому входу сумматора, соединенного своим выходом с вычитающим входом элемента сравнения, причем второй вход сумматора соединен с выходом датчика температуры (Регулятор температуры электропечи сопротивления, патент на полезную модель №98602 U1, МПК G05D 23/19, опубликовано 20.10.2010 Бюл. №29).
Системы автоматического управления построенные по структуре, указанной выше, не позволяют определить момент расплавления всей садки и как следствие синхронизировать два источника электронагрева заявленного плавильного агрегата.
Технический результат заключается в том, что повышается пластичность металла при плавке печи с двумя источниками электронагрева за счет того, что нагрев металла с помощью дуги прекращают в момент полного расплавления металлического лома и в дальнейшем нагрев металла с момента расплавления металлического лома до температуры разливки металла производят исключительно нагревателями сопротивления, что исключает процесс насыщения расплава атомарным кислородом дуги.
Для достижения технического результата предлагается система автоматического управления электрическим режимом плавильного агрегата, имеющего источник дугового нагрева и нагреватели сопротивления, содержащая контур управления источником дугового нагрева, включающий источник электропитания, выполненный с возможностью подачи напряжения на сводовый и подовый электроды через регулятор тока и токопроводы, и контур управления нагревателями сопротивления, включающий тиристорный регулятор напряжения, подключенный к нагревателям сопротивления, устройство видеофиксации изображения поверхности расплавляемого металла с датчиком контроля его агрегатного состояния и микропроцессорный блок, выполненный с возможностью отключения контура управления источником дугового нагрева в момент полного расплавления шихты по сигналу с упомянутого датчика контроля и подключения контура управления нагревателями сопротивления.
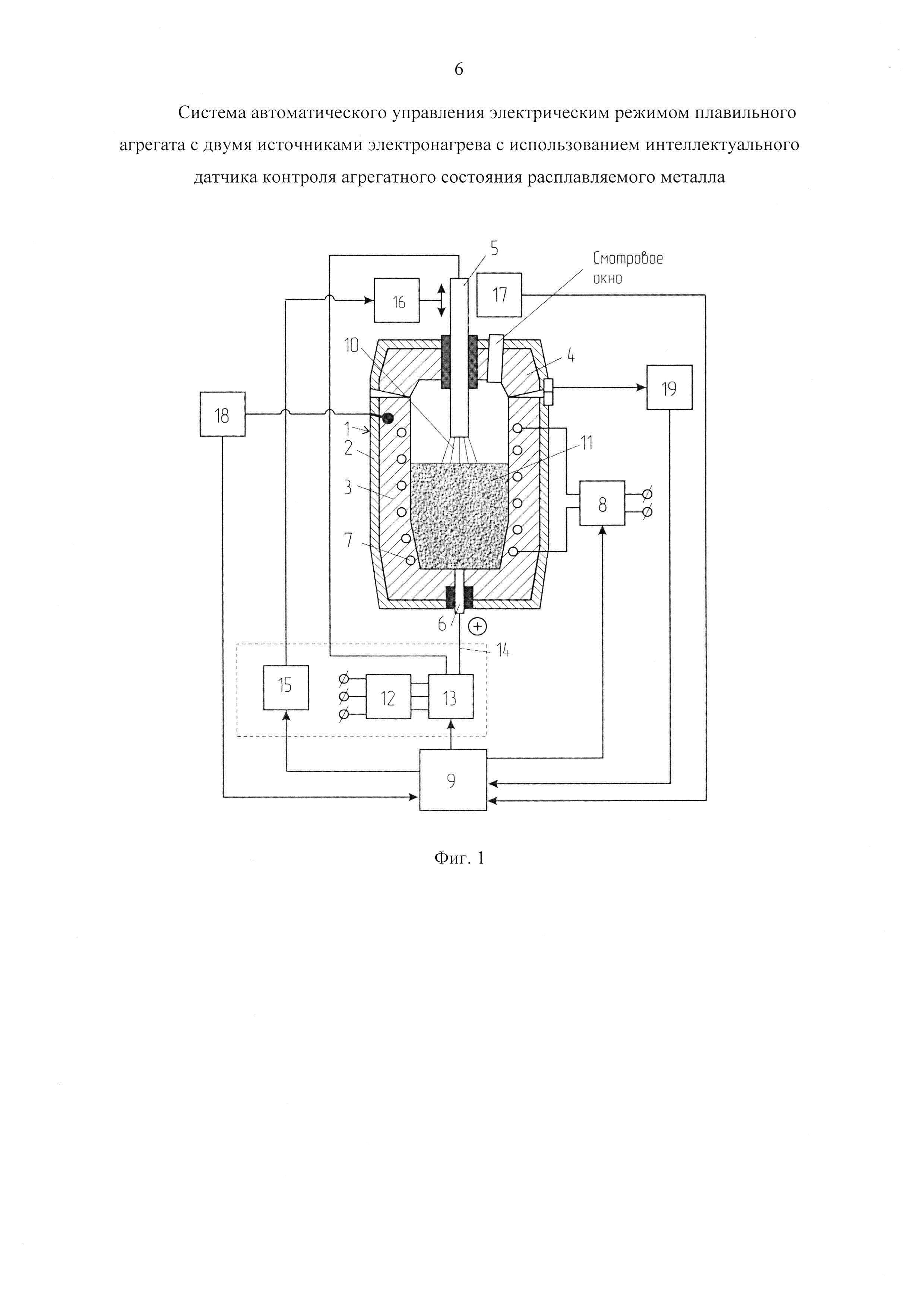
Изобретение поясняется чертежом, где на фиг. 1 показана функциональная схема установки.
Печь содержит корпус 1, образованный стальным кожухом 2, футерованный изнутри шамотной массой 3. Кожух крепится с возможностью наклона в опорах, положение его фиксируется конечными выключателями. Тигель печи герметично закрывается футерованной крышкой 4, через которую вдоль вертикальной оси перемещается в вакуумном уплотнении водоохлаждаемый стальной шток 5, на котором закреплен графитированный электрод с отверстием для подачи аргона. Стальной шток закреплен в кронштейнах и к нему подводится от выпрямителя минусовой потенциал.
В нижней части кожуха закреплен водоохлаждаемый подовый электрод 6 к которому подводится плюсовой потенциал от выпрямителя.
Также в футеровку печи 3 вмонтирован спиральный нагреватель из нихрома 7, допускаемая температура которого 1150°С. От однофазной сети напряжением 220 В питание на нагреватель поступает через однофазный тиристорный регулятор напряжения РНТО (8), который позволяет плавно менять мощность спирали. Заданная температура футеровки автоматически поддерживается тепловым регулятором ВРТ.
Определение агрегатного состояние расплавляемого материала осуществляется с помощью интеллектуального датчика 17, контролирующего текущее агрегатное состояние расплавляемого металла путем фиксации видеоизображения поверхности расплавляемого металла 11 и его обработки по разработанному специализированному алгоритму, основанному на анализе изменения морфологии поверхности металла. В процессе плавки слитки металла при переходе из твердого агрегатного состояния в жидкое агрегатное состояние изменяют свою форму (металл «растекается»). При полном расплавлении алюминий старается занять все пустоты и поверхность металла становится однородной.
Процесс обработки видеоизображения поверхности расплавляемого металла по разработанному специализированному алгоритму разделен на несколько шагов:
шаг 1: чтение двух последовательных изображений с устройства видеофиксации
шаг 2: получение разностного изображения
шаг 3: бинаризация разностного изображения по заданному порогу
шаг 4: подсчет масштаба области с выявленным изменением поверхности
шаг 5: оценка статичности изображения. Если изображение нестатично, то чтение изображения с устройства видеофиксации и переход к шагу 2, если изображение статично, то переход к шагу 6
шаг 6: формирование сигнала «Металл расплавился» и передача сигнала в контроллер.
На основании непрерывного анализа полученных изображений интеллектуальный датчик выявляет момент перехода твердой шихты в расплавленное состояние и формирует сигнал "Металл расплавился". Контроллер (9) при получении данного сигнала отключает электрический контур дугового нагрева.
Рассматриваемая система автоматического управления, содержащая в себе автоматический тепловой регулятор, позволяет вывести печной агрегат на необходимый тепловой режим перед началом плавки. Далее с помощью энергии дуги постоянного тока расплавить металл и в момент перехода в жидкое агрегатное состояние, отключить дугу. Это позволит не допустить насыщение жидкого металла атомарным кислородом дуги. Это можно объяснить тем, что в момент плавки дугой металл прогревается равномерно по всему объему, в том числе в местах соприкосновения с футеровкой. После полного расплавления металла дугу отключают. До необходимой температуры металл доводят с помощью нагревателей сопротивления.
Алгоритм работы системы управления печи можно описать следующим образом. В первоначальный момент времени при закрытой сводовой крышке 4 подают питание на тиристорный регулятор напряжения 8, который подключен к нагревателям сопротивления 7. С помощью микропроцессорного блока 9 задают необходимую температуру для теплового регулятора 8 (выше температуры плавления металла), которая будет автоматически им поддерживаться.
После достижения заданной температуры тепловой регулятор 8 передает информацию микропроцессорному блоку 9 о завершении данной стадии, поле чего следует светозвуковой сигнал. Сигнал пропадает после поднятия сводовой крышки 4. На подину печи загружают металл (слитки). Слитки загружают так, чтобы они образовывали теплотехнически "толстое" тело. После опускания крышки 4, через сводовый электрод 5 со сквозным осевым отверстием подают поток газа в межэлектродный промежуток 10. Сводовый электрод опускают вниз до возникновения электрического контакта между ним и слитками металла 11. Включают источник электропитания 12 с подачей напряжения на сводовый и подовый электроды, через регулятор тока 13 и токопроводы 14, расположенные под подиной печи. Плавление шихты осуществляют дугой, возникающей при протекании тока через замкнутую электрическую цепь, включающую сводовый электрод 5, межэлектродный промежуток 10, шихту 11, образующийся расплав, подовый электрод 6, токопроводы 14, регулятор тока 13 и источник электропитания 12. Управление изменением тока на регуляторе тока осуществляется с помощью микропроцессорного блока 9. Также в задачу микропроцессорного блока входит управление длиной дуги путем формирования управляющего воздействия для управляемого реверсивного преобразователя 15, который подключен к электродвигателю механизма перемещения 16 электрода 5.
При плавке однокусковой шихты и подобранном токе дуги на поверхности слитка не образовывается жидкая ванна, т.е. вся шихта единовременно переходит в жидкое состояние. Момент перехода фиксируется с помощью интеллектуального датчика (17). Данные о моменте полного расплавления с интеллектуального датчика, поступают вход микропроцессорного блока 9.
Микропроцессорный блок 9 отключает подачу напряжения на сводовый и подовый электроды. Дальнейший нагрев металла до температуры разливки осуществляют с помощью нагревателей сопротивления.
Система автоматического управления электрическим режимом плавильного агрегата, имеющего источник дугового нагрева и нагреватели сопротивления, содержащая контур управления источником дугового нагрева, включающий источник электропитания, выполненный с возможностью подачи напряжения на сводовый и подовый электроды через регулятор тока и токопроводы, и контур управления нагревателями сопротивления, включающий тиристорный регулятор напряжения, подключенный к нагревателям сопротивления, устройство видеофиксации изображения поверхности расплавляемого металла с датчиком контроля его агрегатного состояния и микропроцессорный блок, выполненный с возможностью отключения контура управления источником дугового нагрева в момент полного расплавления шихты по сигналу с упомянутого датчика контроля и подключения контура управления нагревателями сопротивления.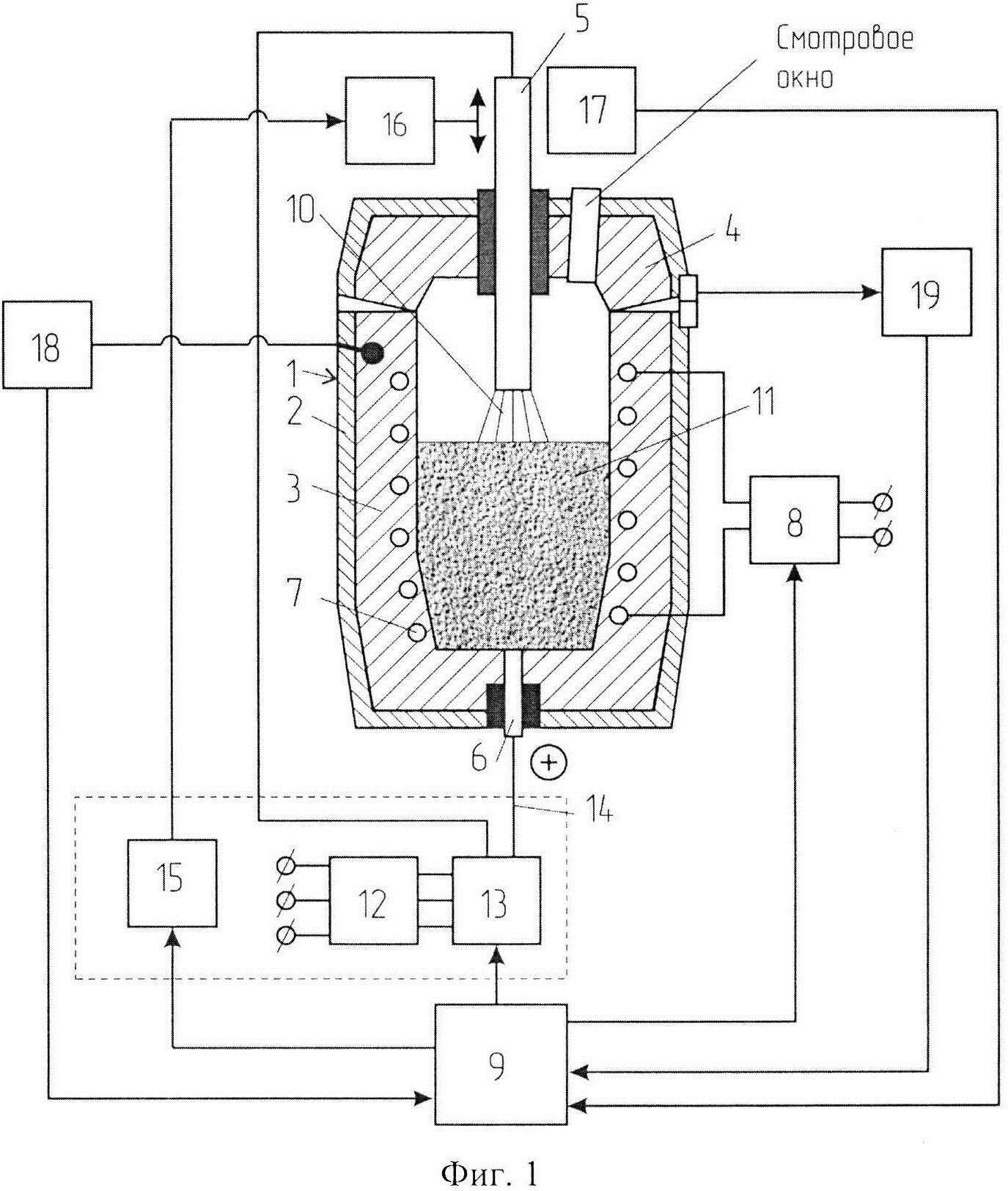
Способ получения тонколистового проката из бор-содержащего алюминиевого сплава
Способ получения слитков и тонколистового проката из бор-содержащего алюминиевого сплава
Линейка прошивного стана
Способ извлечения скандия из красных шламов
Композиционный материал с металлической матрицей и упрочняющими наночастицами и способ его изготовления
Способ подготовки заготовки к винтовой прокатке
Способ извлечения углеродных нанотрубок из дисперсного углерод-катализаторного композита
Узел безлопастного вентилятора для эвакуации газопылевых выбросов из промышленных агрегатов
Способ определения пластового давления метана и сорбционных параметров угольного пласта
Способ получения блочных изделий из неплавких полиимидов, состоящих из отходов производства полипиромеллитимидных пленок
Способ получения тонколистового проката из бор-содержащего алюминиевого сплава
Способ получения слитков и тонколистового проката из бор-содержащего алюминиевого сплава
Линейка прошивного стана
Способ извлечения скандия из красных шламов
Композиционный материал с металлической матрицей и упрочняющими наночастицами и способ его изготовления
Способ подготовки заготовки к винтовой прокатке
Способ извлечения углеродных нанотрубок из дисперсного углерод-катализаторного композита
Узел безлопастного вентилятора для эвакуации газопылевых выбросов из промышленных агрегатов
Способ определения пластового давления метана и сорбционных параметров угольного пласта
Способ получения блочных изделий из неплавких полиимидов, состоящих из отходов производства полипиромеллитимидных пленок

