Результат интеллектуальной деятельности: Устройство для контактной точечной сварки прутков
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно для контактной точечной сварки прутков и других заготовок между собой.
Известны устройства для контактной точечной сварки с охлаждением электродов в виде держателей с размещенными в них (на) электродами пальчикового или колпачкового типов (см. ГОСТ 25444-90).
Их недостаток: ограниченная площадь рабочей поверхности электродов не позволяет сваривать между собой прутки значительных диаметров и большой длины.
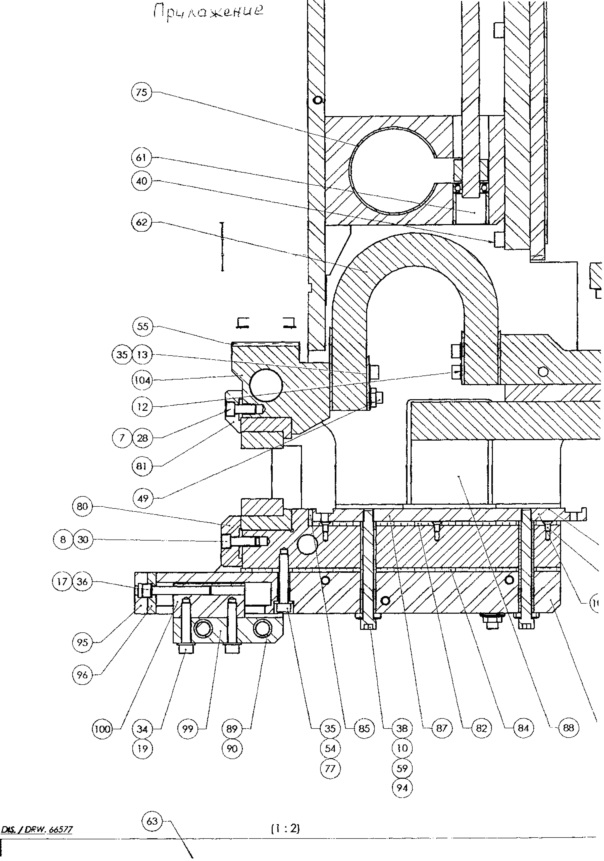
Известно другое для этой цели устройство, содержащее призматические держатель и электрод, соединенные между собой крепежом, причем первый закреплен в сварочной машине прижимом (см. позиции 80 и 81 приложения к итальянской автоматической сварочной установке TNL 816/25ʺ для производства криволинейных изделий).
Его недостаток: значительный нагрев неохлаждаемого электрода и поэтому малая стойкость его.
Задачей предлагаемого является повышение надежности электрода.
Технический результат от предлагаемого: снижение нагрева электрода и повышение его стойкости.
Вышеуказанное в предлагаемом устройстве для контактной точечной сварки прутков, содержащем соединенные крепежом с контактом торцевыми поверхностями неохлаждаемые призматические держатель и электрод, достигается тем, что в нем новым является выполнение на торце держателя N четных продольных закрытых канавок, разделенных N-1 стенками, не соединенными своими концами с ним, кроме средней, не соединенной с держателем одним концом; в крайние канавки открыты по окну подвода хладагента и отвода его из них, разделенные между собой средней стенкой, соединенной здесь другим концом с держателем; по внешнему периметру канавок и в зоне соединения конца этой стенки с держателем образовано под уплотнительную прокладку понижение, отделенное стенками от его периметра; на торце держателя могут быть выполнены и поперечные закрытые канавки, попарно разделенные стенкой, кроме ее конца, не соединенного с ним и удаленного от окна подвода (отвода) хладагента в крайнюю канавку пары; при этом не соединенный с держателем конец средней стенки размещен со стороны этих окон; понижение под эту прокладку, имеющееся в зоне соединения этой стенки с ним и по внешнему периметру канавок, образовано также и в остальных зонах соединения концов стенок с держателем.
Образованием на торце держателя N четных продольных закрытых канавок, которые разделены стенками в количестве N-1, не соединенными концами с ним, создаются каналы под циркулирующий по ним хладагент, отводящий тепло от нагреваемого при сварке электрода и повышающий его стойкость.
Выполнением в держателе окон под хладагент, выходящих в крайние продольные или поперечные канавки, обеспечивается через одно окно подвод его в них и отвод из них через другое окно за пределы держателя нагретого хладагента сварочным теплом, полученным электродом.
Разделением этих окон средней стенкой, которая соединена у их выхода своим концом с держателем, обеспечивается отвод подводимого хладагента от начала одних крайних канавок к их концам, а затем к концам других крайних канавок из-за отсутствия соединения конца средней стенки с держателем; далее по этим канавкам он поступает к их началу, после чего нагретый хладагент через другое окно отводится из держателя.
Созданием по внешнему периметру канавок и в зоне соединения конца средней стенке с держателем или в зонах соединения концах остальных стенок с ним понижения под уплотнительную прокладку, отделенного своими стенками от периметра держателя, обеспечивается совместно с ней и торцом электрода герметичность зоны циркуляции хладагента по продольным или поперечным канавкам держателя.
Формированием на торце держателя поперечных закрытых канавок под циркулирующий хладагент, попарно разделенных между собой своей стенкой, не соединенной с ним одним из своих концов, обеспечивается циркуляция хладагента из одной канавки в другую и т.д. от окна его подвода в одну крайнюю канавку до окна отвода из другой крайней канавки нагретого хладагента за пределы держателя.
Сравнительный анализ предлагаемого устройства с известными сейчас решениями свидетельствует, что оно ново, существенно отличается от них, пригодно для производства и поэтому полностью соответствует критерию изобретение.
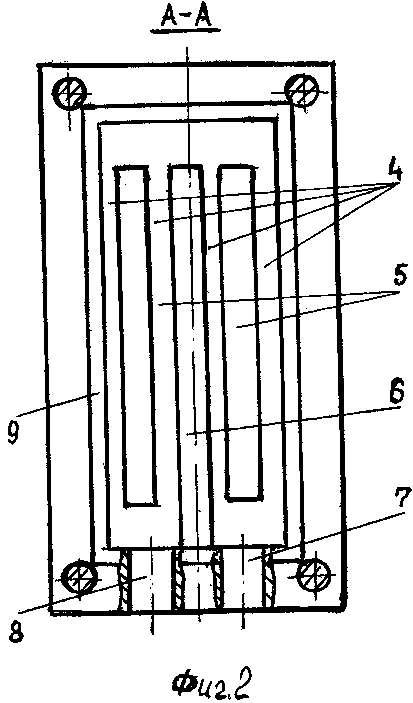
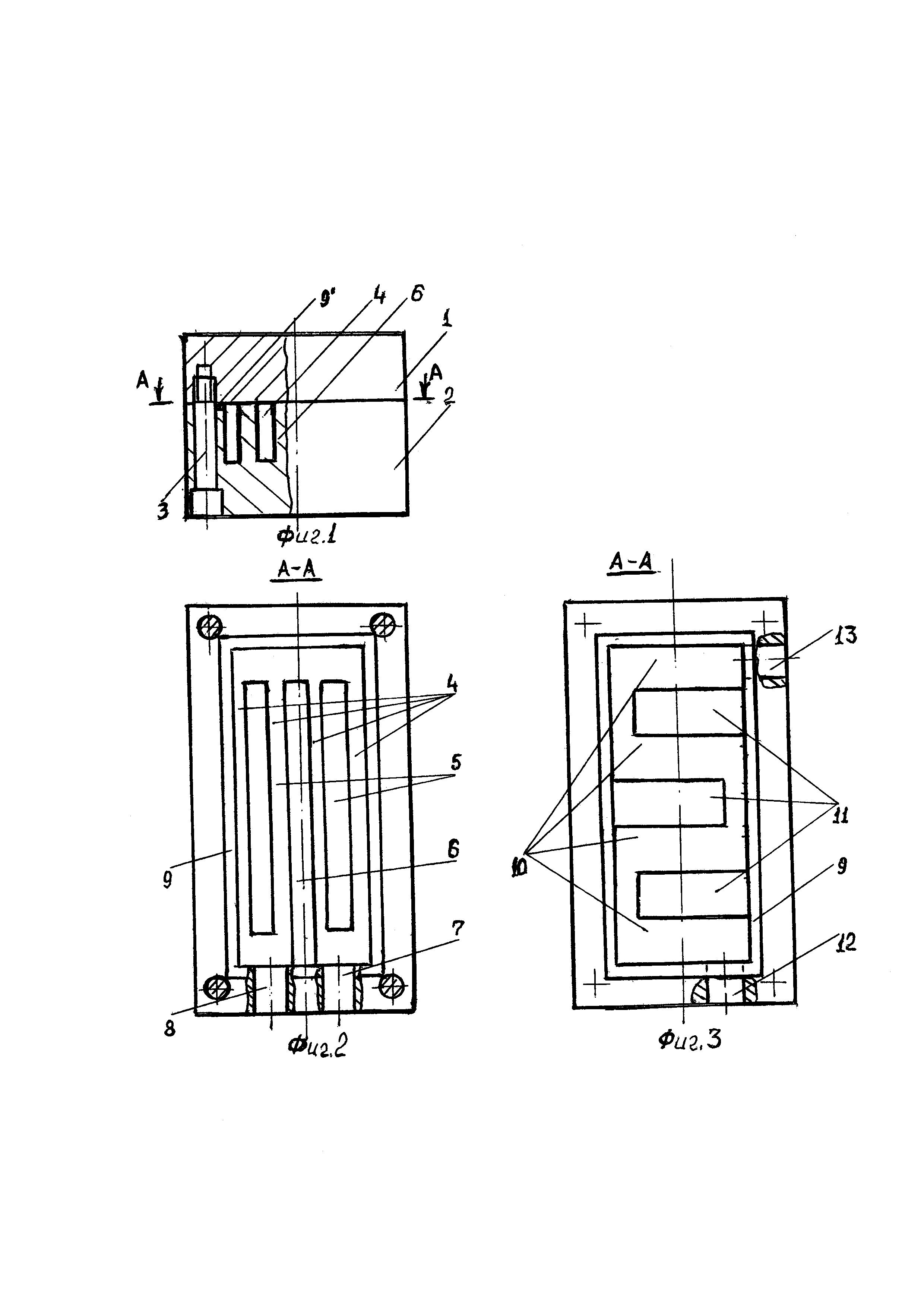
Предлагаемое решение представлено чертежами, где на фиг. 1 показаны торец и часть поперечного сечения устройства, на фиг. 2 и фиг. 3 - вид сверху держателя с выполненными в его торце продольными или поперечными канавками соответственно с понижением по их внешним периметрам.
Оно содержит призматической формы электрод 1 и держатель 2, соединенные крепежом 3 с контактом между собой своими торцевыми поверхностями; на торце держателя образованы продольные закрытые канавки 4, разделенные расположенными между ними стенками 5 и 6; при этом стенки 5 не соединены концами с держателем, а средняя стенка 6 одним концом соединена с последним со стороны поперечных окон его подвода в крайние канавки хладагента и отвода его из них; по периметру канавок 4 и в зоне соединения с держателем конца средней стенке 6 выполнено отделенное стенками от его периметра понижение 9 под уплотнительную прокладку 9 для герметизации зоны циркуляции хладагента в устройстве (фиг. 1 и 2).
На фиг. 3 показаны поперечные закрытые канавки 10 держателя 2; между каждой парой их размещена стенка 11, соединенная одним концом с держателем и отделенная другим концом от него; в крайние канавки 10 открыты поперечные окна 12 и 13 для подвода хладагента в эти канавки и отвода нагретого хладагента из них; они могут выполняться с торцевой или передней стороны держателя или с той и другой сторон с обеспечением удобства эксплуатации предлагаемого устройства; по внешнему периметру канавок 4 образовано свое понижение 9 под уплотнительную прокладку 9, имеющееся также и в зонах соединения концов стенок 11 с держателем 2.
Электрод 1 охлаждается так: хладагент подводится по окну 8 в начало канавок 4 и по ним, разделенным между собой стенкой 5, к их концам, из которых по поперечным каналам-зазорам между концами стенок 5 и 6 и держателем 2 в другие канавки 4, по которым устремляется к окну отвода 7 нагретого теплом электрода 1 хладагента.
При перемене направления течения (вдоль одних крайних канавок 4, поперек стенок 5 и 6 и вдоль других крайних канавок 4) хладагент перемешивается, чем разрушается его пограничный тепловой слой и этим самым интенсифицируется отвод тепла от нагретого при сварке электрода к хладагенту.
Расход хладагента на охлаждение электрода определяется поступлением тепла в него при сварке, влияющим на нагрев охлаждаемой и нагреваемой поверхностей электрода, и отводимого хладагента из зоны охлаждения его. При этом целесообразнее использовать проточное охлаждение с установившимся к следующему началу сварки нагревом охлаждаемой поверхности электрода не более 100°С; тогда хладагент из этого устройства будет отводиться с температурой, меньшей этого значения.
В этом случае установившийся к следующему началу сварки, например, прутков уровень нагрева рабочей поверхности этого электрода больше указанного значения примерно на 5°С, если принять осредненную по циклу сварки плотность теплового потока q=100000 вт/м2, толщину стенки dn=0,02 м медного электрода с коэффициентом теплопроводности λ=385 вт/м⋅°С, а при плотности теплового потока, большей на порядок указанного значения, уровень нагрева возрастает также на эту величину (см. уравнение теплопроводности Фурье для плоской стенки).
В используемом на выше указанной установке штатном электроде температура нагрева его рабочей поверхности при сварке стальных заготовок достигает порядка 700-750°С, а установившаяся температура к началу сварки не менее 250°С, что в 2,5 раза выше приведенного ранее первого нагрева охлаждаемого электрода; следовательно, стойкость предлагаемого охлаждаемого электрода возрастет как минимум в 1,5-2 раза.
При выполнении четных канавок (продольных или поперечных) в держателе в количестве N=2=2⋅2=4, стенок между ними будет 2⋅N-1=4-1=3, причем их вершины являются опорными поверхностями для заднего торца электрода, особенно средняя (вторая) стенка в держателе с первыми канавками.
Она при сварке между собой прутков своей вершиной воспринимает сварочное усилие и этим самым исключает деформацию стенок электрода, в средней части которого располагается один из свариваемых между собой прутков.
Поэтому их ширина соизмерима с шириной и глубиной продольных или поперечных канавок, параметры которых выбираются исходя из размера проходного под хладагент сечения штуцера для подвода (отвода) хладагента в соответствующие канавки держателя.
Материалом уплотнительной прокладки, герметизирующей зону охлаждения электрода, должна быть теплостойкая резина соответствующей толщины, выбираемой из глубины понижения под прокладку у держателя.
Омыванием ее внутреннего периметра циркулирующим по канавкам хладагентом исключается перегрев такой прокладки; следовательно, гарантируется ее стойкость и в целом надежность предлагаемого устройства.
Таким образом, использованием жидкостного охлаждения в сварочном устройстве снижается как минимум в 2 раза нагрев электрода и повышается примерно во столько же раз его стойкость.
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под заготовку-диск
Устройство для стыковой контактной сварки прутков
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

