Результат интеллектуальной деятельности: Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при изготовлении медной катанки в совмещенном процессе литья и прокатки.
Известен способ литья заготовки в пятироликовой роторной литейной машине, включающий формирование литейного желоба между центральным колесом машины и охватывающей лентой и заливку жидкого металла на вход этого желоба; при этом вход в литейный желоб расположен горизонтально (см. статью «Полосовые литейно-прокатные агрегаты для производства полос из цветных металлов». А.В. Чеботарев, А.Ю. Шевченко, А.В. Самсонов. Тяжелое машиностроение. 5/1997. Стр. 10. Позиция 1 на рисунке).
Недостаток пятироликовой машины - ее большая масса и стоимость.
Известен способ литья алюминиевой заготовки в двухроликовой литейной машине, включающий формирование литейного желоба между нижним колесом и охватывающей лентой (см. статью «Литейно-прокатные агрегаты для производства алюминиевой и медной катанки». А.Ю. Шевченко, В.А. Чеботарев и др. Тяжелое машиностроение 5/1997. Стр. 12. Позиция 1 на рисунке).
Достоинство известного способа - меньше вероятность попадания газовых пузырьков в жидкий металл в процессе литья.
Недостаток известного технического решения - вероятность появления поперечных температурных трещин посередине нижнего основания поперечного сечения литой заготовки.
Технический результат от использования изобретения - ликвидация брака по поперечным трещинам посередине нижнего основания трапециевидного поперечного сечения заготовки, а также исключение обрывов заготовки по этим трещинам в процессе ее литья и последующей прокатки заготовки за счет местного снижения температуры заготовки в местах локализации этих трещин благодаря увеличению интенсивности процесса охлаждения заготовки в указанной области.
Данный технический результат достигают тем, что используют роторную литейную машину для получения медной заготовки в литейно-прокатном агрегате, включающую раму, в которой установлены два колеса: верхнее натяжное и нижнее калиброванное литейное, охваченные бесконечной подвижной лентой, которая совместно с калибром, нарезанным в литейном колесе, образуют подвижный кристаллизатор, имеющий в радиальном сечении форму трапеции с верхним широким и нижним узким основаниями, причем на входе в кристаллизатор подвижная лента прижата к калибру, выполненному в литейном колесе, с помощью прижимного ролика, узкое основание трапеции выполнено выпуклым в виде равнобедренного треугольника; при этом горизонтальная ось прижимного ролика совмещена с горизонтальной осью литейного колеса, а трапеция с выпуклым узким нижним основанием, представляющая собой радиальное сечение калибра в литейном колесе, характеризуется тем, что в ручье калиброванного литейного колеса вокруг вершины равнобедренного треугольника выполнена впадина, очерченная радиусом r.
Для иллюстрации предлагаемого технического решения используются чертежи.
Фиг. 1. Схема роторной машины, вид сбоку.
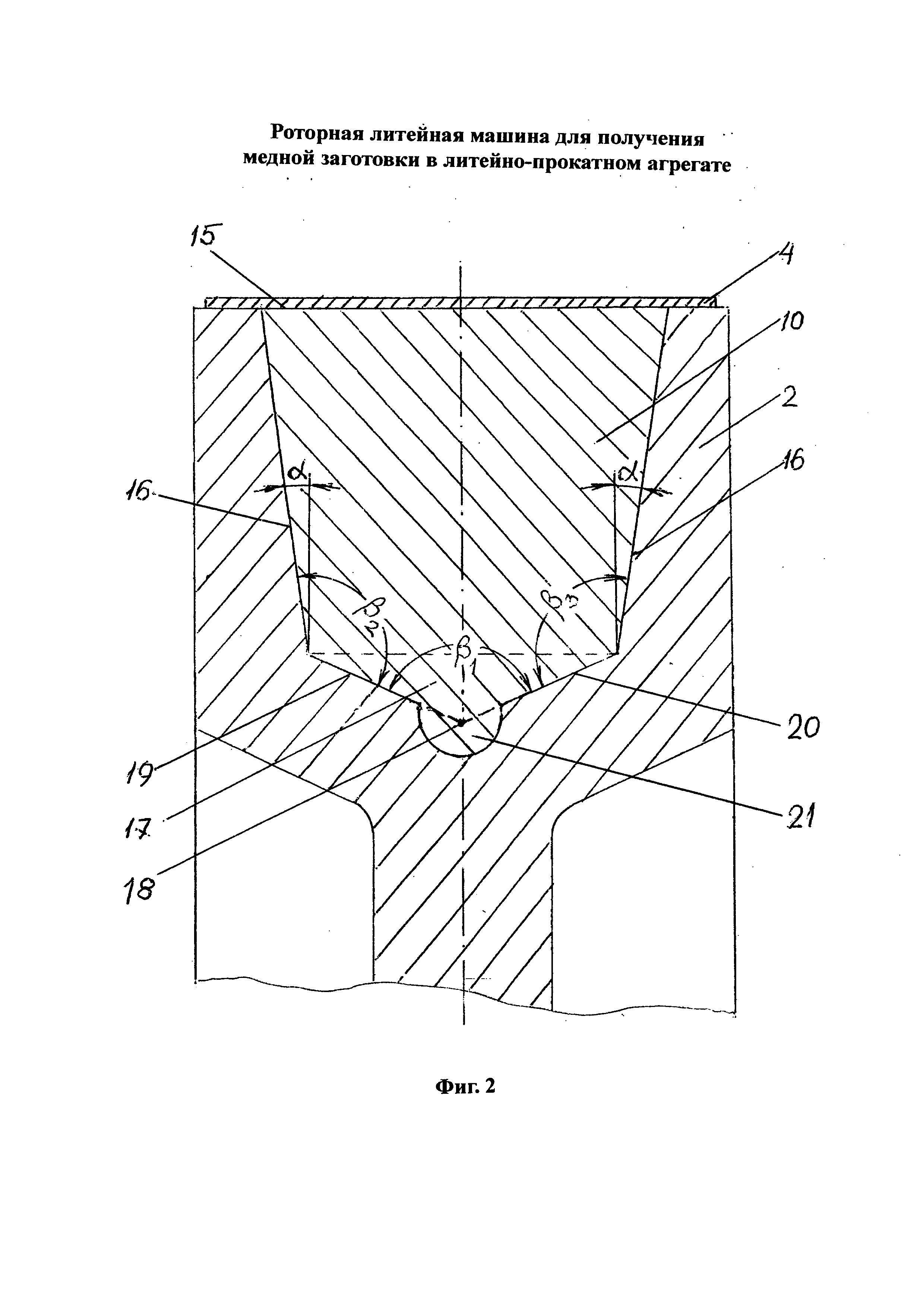
Фиг. 2. Радиальное сечение (А-А на фиг. 1) ручья в литейном колесе роторной литейной машины вместе с отливаемой заготовкой.
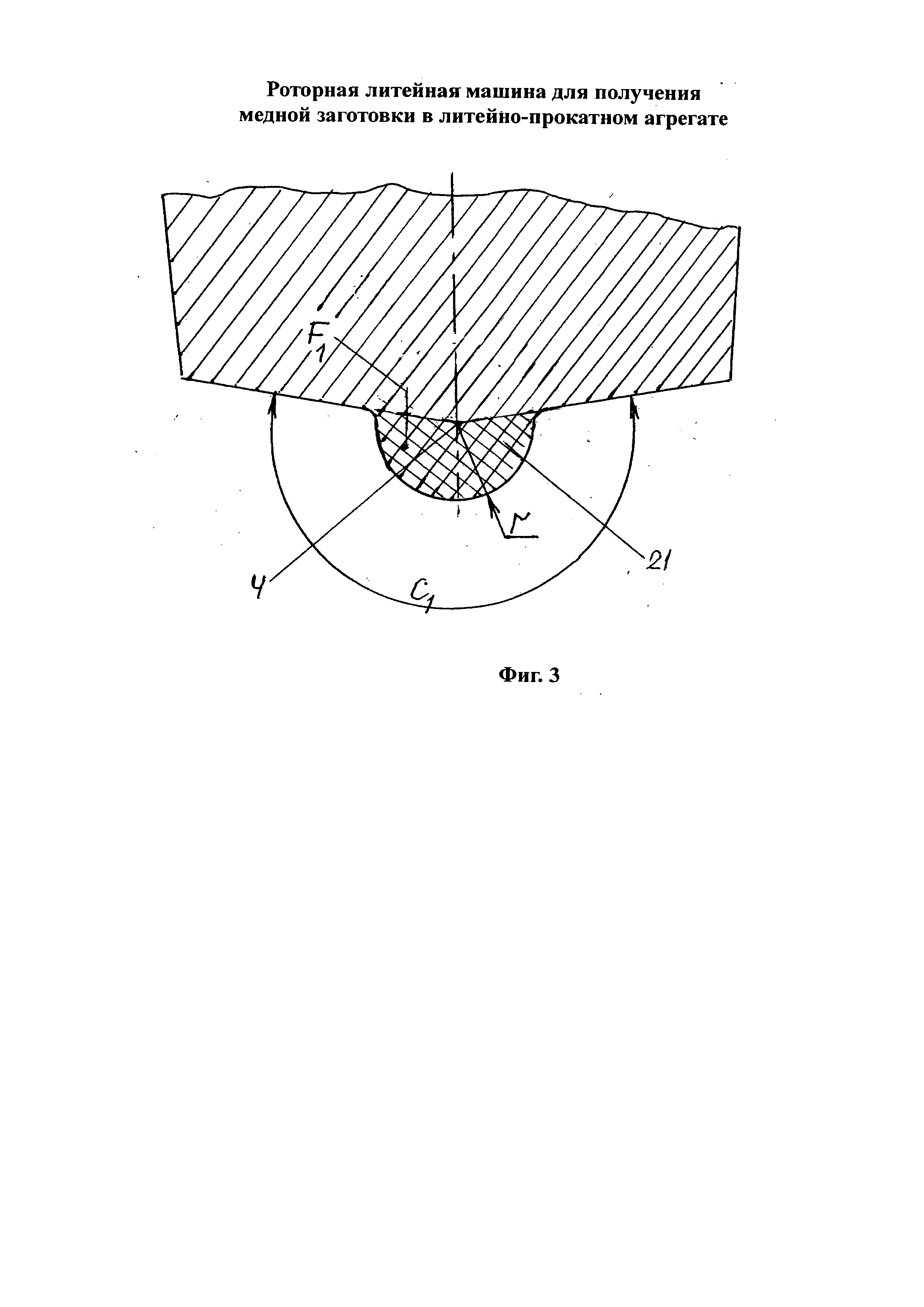
Фиг. 3. Нижнее основание трапециевидного поперечного сечения отливаемой заготовки.
Литейная машина включает: раму 1 (фиг. 1), на которой смонтированы литейное колесо 2 и натяжное колесо 3, охваченные бесконечной подвижной лентой 4, которая в сочетании с литейным колесом 2 образует подвижный кристаллизатор.
Возле рамы 1 установлен миксер 5 (а точнее, на фиг. 1 позицией 5 обозначена точка, относительно которой осуществляют опрокидывание миксера) с ванной 6 и трубкой-питателем 7. Со стороны входа в подвижный кристаллизатор бесконечная лента 4 прижата к литейному колесу 2 с помощью прижимного ролика 8, приводимого в действие пневмоцилиндром 9. Выходящая из подвижного кристаллизатора литая заготовка 10 (фиг. 2) показана штрихпунктирной линией 11 в виде траектории ее движения.
Прижимной ролик 8 предназначен для того, чтобы обеспечивать правильную форму поперечного сечения отливаемой заготовки 10. Для этой цели его горизонтальная ось совмещена с горизонтальной осью литейного колеса 2.
Работает установка для литья заготовки следующим образом.
Жидкий металл заливают в миксер 5, из которого ее подают в ванну 6 и далее трубкой-питателем 7 дозированно направляют на вход подвижного кристаллизатора. На рабочей длине L кристаллизатора при вращении литейного колеса 2 по часовой стрелке (см. стрелку 12) жидкий металл затвердевает, и на выходе 13 из кристаллизатора получают заготовку с поперечным сечением (фиг. 2) в виде трапеции с выпуклым узким нижним основанием, представляющим собой радиальное сечение калибра в литейном колесе 2, и характеризующимся тем, что все три нижних угла в нем равны между собой. Непрерывно выдвигаясь из кристаллизатора, заготовка движется по криволинейной траектории 11 и на выходе из литейной машины имеет вид заготовки 14, разогнутой в прямую линию.
Радиальное сечение калибра в литейном колесе 2, имеющее вид трапеции с выпуклым узким нижним основанием и представленное на фиг. 2, характеризуется равенством углов β1=β2=β3=β.
Для построения математического выражения, вычисляющего величину угла β, воспользуемся следующей системой уравнения:
Δβ=(β1-90°)-α
Δβ=(180°-β2)/2
Δβ1=β2,
где Δβ - промежуточный параметр.
Решая эту систему уравнений, получаем рабочую формулу:
β=120°+0,67α
Если принять углы выпуска, например, α1=α2=α=9°, то углы β можно рассчитать следующим образом:
β=120°+0,67⋅9°=126°
Поперечное сечение отливаемой заготовки, показанное на фиг. 2, включает: верхнее основание 15, две боковые грани 16 и выпуклое нижнее основание в виде равнобедренного треугольника 17, вершина 18 которого разделяет нижнее основание на две самостоятельные зоны охлаждения 19 и 20.
Вокруг точки 18 как относительно центра полуокружности очерчен выступ 21 (фиг. 3), причем радиус полуокружности можно рассчитать по эмпирической формуле  ,
,
где F0 - площадь поперечного сечения отливаемой заготовки, мм2.
Определим отношение α0 охлаждаемой поверхности заготовки к охлаждаемому объему (точнее, охлаждаемого периметра к охлаждаемой площади).
Выполним это на численных примерах: в первом из них площадь поперечного сечения заготовки F0=1000 мм2, а во втором - F0=2500 мм2.
В первом примере охлаждаемой периметр
С0=4а0=4⋅31,5=125 мм
где а0=31,5 мм - сторона условного квадрата, которую находят как 
Отношение периметра к площади
α0=С0/F0=125/1000=0,125
Степень интенсивности охлаждения заготовки в целом
β0=α0=0,125
Радиус выступа на нижнем основании поперечного сечения заготовки

Охлаждающий периметр на выступе нижнего основания
С1=(πr)=3,14⋅4,0=12,5 мм
Охлаждаемая площадь сечения выступа 21 (фиг. 3)
F1=(πr2/2)=3,14⋅4,02/2=25,0 мм2
Отношение охлаждаемого периметра к охлаждаемой площади
α1=C1/(F1)=12,5/25,0=0,500
Степень интенсивности охлаждения выступа 21
β1=α1/К1=0,500/2=0,250
где К1-2 - коэффициент подпитки теплом извне.
Отношение интенсивности местного охлаждения выступа 21 к средней интенсивности охлаждения заготовки в целом
η=β1/β0=0,250/0,125=2,0
Во втором примере (F0=2500 мм2)

С1=3,14⋅5,0=15,7 мм
β1=0,400/2=0,200
С0=4⋅50=200 мм
α0=200/2500=0,080
β0=α0=0,080
F1=3,14⋅52/2=39,3 мм2
α1=15,7/39,3β0=α0=0,080
F1=3,14⋅52/2=39,3 мм2
α1=15,7/39,3=0,400
β1=0,400/2=0,200
η=0,200/0,080=2,5
Итак, интенсивность местного охлаждения на выступе 21 (фиг. 3) в 2,0…2,5 раза выше, чем в целом по заготовке. Это получается за счет того, что на дне калибра выполнена впадина с радиусом r; в результате охлаждаемый периметр увеличивается в  раза, а температура выступа 21 получается на 40…60°C ниже, чем в целом по заготовке 10.
раза, а температура выступа 21 получается на 40…60°C ниже, чем в целом по заготовке 10.
Это обеспечивает следующие преимущества:
а) ликвидируется опасность возникновения поперечных трещин посередине нижнего основания поперечного сечения заготовки, которые возникают в процессе ее разгибания после выхода из кристаллизатора;
б) как следствие, ликвидируются разрывы в заготовке, возникающие в процессе ее литья, а также при последующей ее прокатке; а это исключает аварийные ситуации в литейно-прокатном агрегате;
в) ликвидируются скрытые трещины в заготовке, а в последующем и в готовом прокате; а это исключает получение бракованной продукции.
Резцовый узел гратоснимателя сварочной машины
Способ зачистки электродов сварочной машины гратоснимателем
Резцовый гратосниматель сварочной машины
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Инструмент для прессования труб на вертикальном прессе
Контейнер пресса для изготовления крупногабаритных труб и профилей
Способ дуговой сварки полос в непрерывных металлургических агрегатах
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Линия штамповки изделий из цилиндрических реозаготовок
Смазочная шайба для прессования крупногабаритных стальных труб и профилей
Контейнер пресса для изготовления крупногабаритных труб и профилей
Сопло для производства аморфной ленты
Штамповочно-экструзионный гидравлический пресс
Гидравлический пресс
Устройство для формирования замкнутого контура ленточного магнитопровода распределительного трансформатора из блоков пакетов многослойных аморфных металлических лент
Машина непрерывного литья с роторным кристаллизатором
Дорн с управляемым профилем рабочей поверхности для кристаллизатора машины непрерывного литья полых заготовок
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб

