Результат интеллектуальной деятельности: СГИБАЕМАЯ ЗАГОТОВКА КОРОБКИ
Вид РИД
Изобретение
[0001] Настоящая заявка имеет приоритет заявки США Сер. №61/584,093 «Сгибаемая заготовка коробки», от 6 января 2012, и заявки США Сер. №61/597,896 «Сгибаемая заготовка коробки», от 13 февраля 2012, каждая из которых полностью включена в настоящее описание по ссылке.
1. Область техники
[0002] Примерные варианты выполнения изобретения относятся к упаковке. В частности, варианты выполнения изобретения относятся к заготовкам упаковки, которые могут быть собраны в коробку, не требуя склеивания заготовки упаковки.
2. Уровень техники
[0003] Во многих промышленных отраслях упаковочные материалы используются для доставки продуктов клиентам. Часто такие упаковочные материалы принимают форму коробок, в которые помещают продукты для доставки. Такие коробки могут иметь, безусловно, практически любой размер и конфигурацию. Таким образом, продукт может быть расположен непосредственно в коробке без какой-либо дополнительной защиты. В других случаях может быть обеспечена какая-либо дополнительная защита или амортизация. Например, пенные гранулы, надувные пакеты, пузырчатую обертку и тому подобные можно использовать для защиты хрупкого или другого продукта.
[0004] Когда изделие помещается непосредственно в коробку, то часто стараются выбрать коробку, измерения которой по существу соответствуют измерениям изделия, помещенного в коробку, так чтобы изделие плотно располагалось в коробке. Это может быть желательно для предотвращения излишнего перемещения изделия и, следовательно, сокращения встряхивания и перемещения изделия в нем. Измерения коробок стандартного размера, однако, часто не соответствуют размеру изделий, помещенных в них. В результате, обычным образом упакованные изделия неплотно располагаются в коробках стандартного размера. Для избегания излишнего перемещения упакованных изделий в таких случаях в коробке вокруг изделия часто располагают дополнительную амортизацию.
[0005] Упаковка изделий в коробках, слишком больших или требующих дополнительной амортизации, является дорогостоящей и неэффективной. Например, дополнительный материал, используемый в получении больших упаковок с амортизирующими изделиями, упакованными в них, увеличивает стоимость упаковки изделий. Кроме того, хранение большого ассортимента предварительно выполненных коробок может требовать значительное количество места для хранения, которое в другом случае можно устранить или использовать более эффективно. Кроме того, транспортировка слишком больших упаковок для конкретного изделия стоит дороже. На стоимость транспортировки часто влияет размер транспортируемой упаковки, и не только упаковки. Таким образом, сокращение размера упаковки изделия может сократить стоимость транспортировки изделия.
[0006] Для избегания таких затрат и неэффективности разработаны системы для получения коробок индивидуального размера. Такие системы образуют заготовки из плоскостного материала, которые можно сгибать для получения коробок. Указанные заготовки содержат участки, при сгибе образующие боковые стенки коробки. Указанные заготовки также содержат клапаны, при сгибе образующие верхние и нижние части коробок.
[0007] До сборки такой заготовки в коробку противоположные участки боковых стенок скрепляют вместе для удерживания заготовки в форме трубки по существу прямоугольной формы. Противоположные участки боковых стенок прикрепляют друг другу с помощью клеевого язычка. Указанный клеевой язычок часто выполнен за одно целое и продолжается от одного из участков боковых стенок. Клей наносят на клеевой язычок и/или противоположный участок боковой стенки, и прикрепляют клеевой язычок к противоположному участку боковой стенки. Затем клею дают застыть, после чего заготовке можно придать форму коробки, наполнить и транспортировать.
[0008] Хотя вышеуказанные коробки индивидуального размера могут сократить затраты и неэффективность, связанные с использованием коробок стандартного размера, все еще есть некоторые неудобства, связанные с такими коробками индивидуального размера. Например, клей и устройства для нанесения клея надо приобретать и хранить. Кроме того, клею необходимо дать время для застывания до сборки заготовки в коробку.
[0009] Следовательно, предпочтительно иметь заготовку коробки, которую можно собрать в коробку достаточно быстро, и которая имеет индивидуальный размер для вмещения упаковываемого изделия.
Сущность изобретения
[0010] Данное описание относится к сгибаемым заготовкам и способам выполнения из них коробок индивидуального размера. В частности, описание относится к сгибаемой заготовке коробки, которая не требует склеивания во время сборки и может иметь индивидуальный размер согласно конкретной необходимости.
[0011] В одном варианте выполнения сгибаемая заготовка для образования коробки содержит первый, второй, третий, четвертый и пятый сегменты. Каждый из сегментов имеет по существу прямоугольную форму, длину, ширину и несколько клапанов. Указанный первый сегмент и пятый сегмент расположены на противоположных сторонах сгибаемой заготовки. Сумма длин первого сегмента и пятого сегмента равна длине третьего сегмента. В некоторых вариантах выполнения длина первого сегмента отличается от длины пятого сегмента, в то время как в других вариантах выполнения длина первого сегмента по существу равна длине пятого сегмента.
[0012] В другом варианте выполнения сгибаемая коробка содержит верхнюю поверхность и нижнюю поверхность, каждая из которых образована двумя противоположными клапанами. Указанные два противоположных клапана верхней поверхности образуют шов, и два противоположных клапана нижней поверхности образуют шов. Швы верхней и нижней поверхностей могут быть по существу выровнены друг с другом. Сгибаемая коробка также содержит четыре боковые поверхности, продолжается между верхней и нижней поверхностями. Одна из боковых поверхностей образована двумя сегментами. Указанные два сегмента боковой поверхности образуют шов, смещенный от угла коробки. Указанный шов боковой поверхности также может быть смещен или выровнен со швами верхней и нижней поверхностей.
[0013] Еще один вариант выполнения включает способ выполнения коробки. Указанный способ включает обеспечение сгибаемой заготовки коробки, содержащей пять сегментов. Каждый сегмент имеет длину, ширину и один или более клапанов. Два из сегментов (например, концевые сегменты) расположены на противоположных концах сгибаемой заготовки коробки. Сумма длин двух противоположных концевых сегментов равна длине среднего сегмента. Указанный способ дополнительно включает сгибание заготовки коробки для образования верхней поверхности с двумя из клапанов, при этом указанные два клапана образуют шов. Дополнительно способ включает сгибание заготовки коробки для образования нижней поверхности с другими двумя клапанами. Указанные клапаны, образующие нижнюю поверхность, также образуют шов. Дополнительно способ включает сгибание заготовки коробки для образования четырех боковых стенок. Одна из боковых стенок образована двумя концевыми сегментами. Указанные два концевых сегмента, образующих боковую поверхность, образуют шов, смещенный от угла коробки. Указанный шов боковой поверхности может быть смещен или выровнен со швами верхней и нижней поверхностей.
[0014] В дополнительном варианте выполнения сгибаемая заготовка для образования коробки содержит несколько определяемых участков, расположенных в первом, втором, третьем, четвертом и пятом столбце и в первом, втором и третьем рядах. Каждый столбец имеет длину, и каждый ряд имеет ширину. Первый столбец, расположенный на первом конце заготовки, содержит верхний клапан в первом ряду, центральный участок во втором ряду и нижний клапан в третьем ряду. Второй столбец содержит верхний клапан в первом ряду, центральный участок во втором ряду и нижний клапан в третьем ряду. Указанный третий столбец содержит верхний клапан в первом ряду, центральный участок во втором ряду и нижний участок в третьем ряду. Четвертый столбец содержит верхний клапан в первом ряду, центральный участок во втором ряду и нижний клапан в третьем ряду. Пятый столбец, расположенный во втором конце заготовки, содержит верхний клапан в первом ряду, центральный участок во втором ряду и нижний клапан в третьем ряду. Длина третьего столбца по существу равна сумме длин первого и пятого столбцов.
[0015] Эти и другие объекты и признаки настоящего изобретения более понятны, исходя из описания и прилагаемой формулы, или могут быть выяснены при применении изобретения, как указано в дальнейшем.
Краткое описание чертежей
[0016] Для дополнительного прояснения вышеуказанных и других преимуществ настоящего изобретения, более подробное описание изобретения выполнено по ссылке на конкретные варианты выполнения, показанные на сопровождающих чертежах. Понятно, что на чертежах показаны только показанные варианты выполнения изобретения и, таким образом, они не являются ограничивающими его объем. Изобретение описано и раскрыто с дополнительной особенностью и более подробно при использовании сопровождающих чертежей, на которых:
[0017] Фиг. 1 - сгибаемая заготовка коробки по примерному варианту выполнения настоящего изобретения;
[0018] Фиг. 2 - сгибаемая заготовка коробки по Фиг. 1, частично согнутая в коробку по одному примерному способу выполнения коробки с использованием сгибаемой заготовки коробки по Фиг. 1;
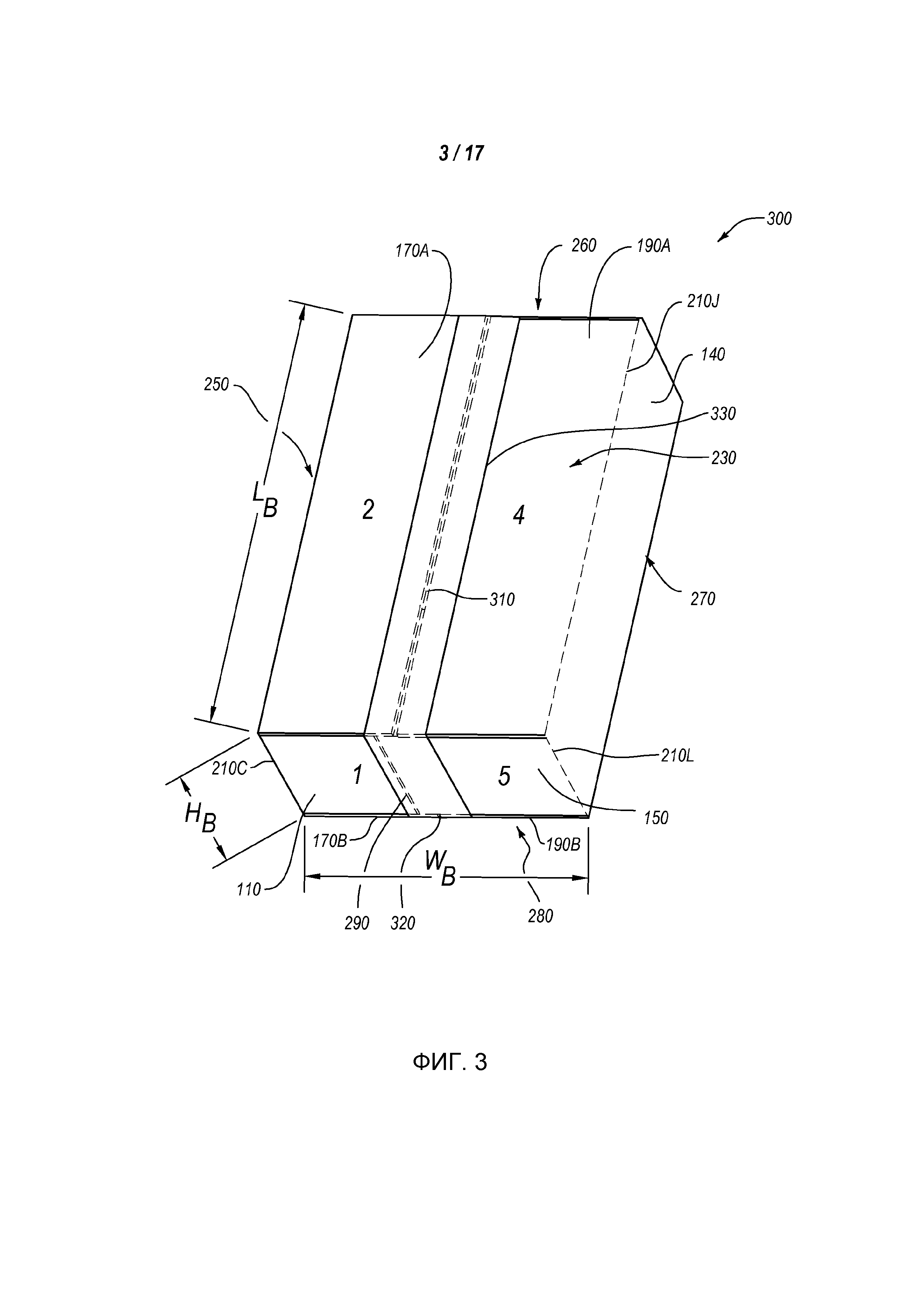
[0019] Фиг. 3 - полностью согнутая коробка, выполненная из сгибаемой заготовки коробки по Фиг. 1;
[0020] Фиг. 4-9 - другой примерный способ выполнения коробки с использованием сгибаемой заготовки коробки по Фиг. 1;
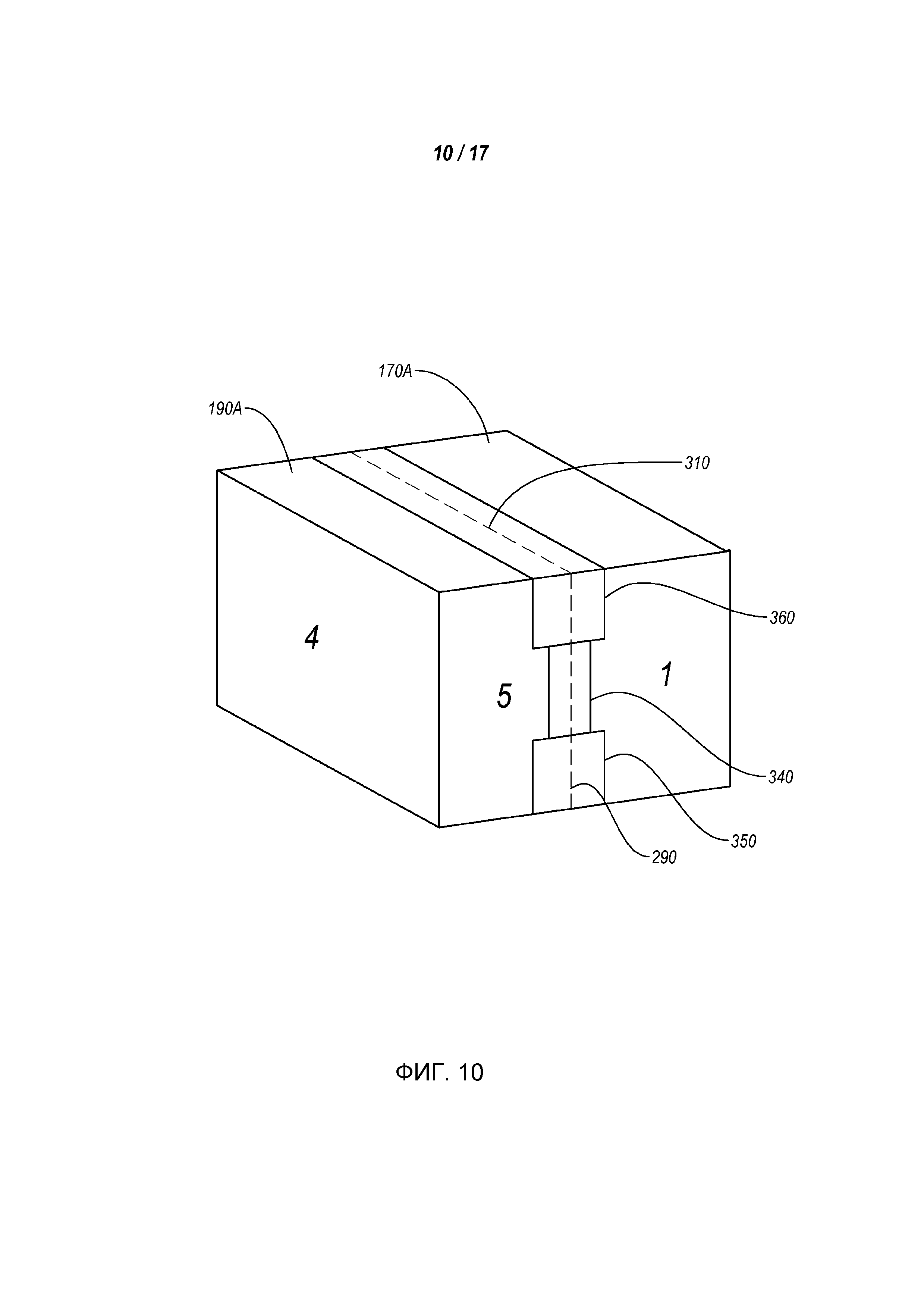
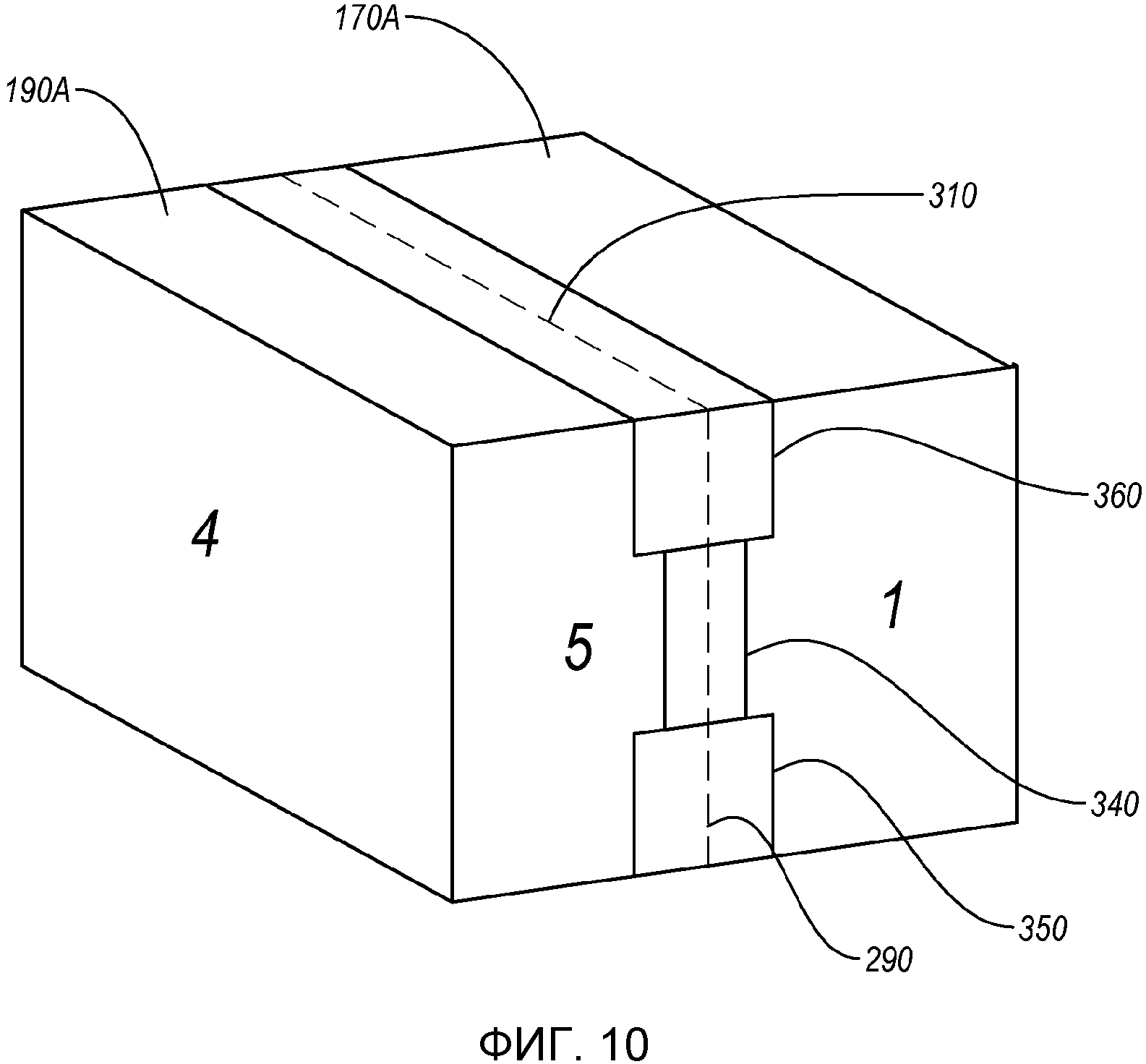
[0021] Фиг. 10 - коробка, выполненная из сгибаемой заготовки коробки по Фиг. 1 с использованием способа, показанного на Фиг. 4-9;
[0022] Фиг. 11-13 - примерный способ выполнения производственного соединения на заготовке коробки;
[0023] Фиг. 14 - примерная система измерения заклеиваемых лентой поверхностей заготовки коробки для выполнения частей ленты соответствующего размера для запечатывания заклеиваемых лентой поверхностей заготовки коробки; и
[0024] Фиг. 15-17 - примерный способ выполнения коробки с использованием системы по Фиг. 14.
Подробное описание предпочтительных вариантов выполнения
[0025] Описанные здесь варианты выполнения относятся к сгибаемой заготовке коробки, выполненной в сгибаемую коробку без необходимости приклеивания какой-либо части заготовки коробки к любой другой части заготовки коробки.
[0026] Как используется здесь, термин «заготовка» относится к плоскому основному материалу, который можно согнуть в коробку. Заготовка может иметь разрезы, выемки, вырезы, разделения и/или биги, позволяющие сгибать заготовку в коробку. Кроме того, заготовка может быть выполнена из любого подходящего материала, в общем известного специалистам в данной области. Например, картон или гофрированный картон можно использовать в качестве материала заготовки. Такие материалы заготовки могут иметь любую подходящую толщину и вес для возможности сгибания заготовки в коробку.
[0027] Как используется здесь, термин «биг» ссылается на линию, по которой можно сгибать любой участок заготовки. Например, биг может быть выемкой в материале заготовки, что может упростить сгибание участка заготовки, смежного бигу. Подходящая выемка может быть выполнена путем применения достаточного давления для сокращения толщины материала в желаемом положении и/или путем удаления некоторого материала вдоль желаемого положения, например, путем биговки.
[0028] Термины «выемка», «вырез» и «разрез» используются здесь взаимозаменяемым образом и ссылаются на форму, образованную путем удаления материала из заготовки или путем разделения участков материала заготовки, так что в заготовке выполняется надрез.
[0029] В то время как настоящее описание раскрыто подробно со ссылкой на конкретные конфигурации, описания являются демонстрирующими и не предусмотрены как ограничивающие описание. Возможны различные модификации показанных конфигураций без отхода от сути и объема изобретения, определенных формулой. Для лучшего понимания подобные компоненты обозначены сходными позициями на всех различных сопровождающих чертежах.
[0030] Все биги обозначены на чертежах прерывистой линией, а все выемки и надрезы обозначены жирной/сплошной линией. Хотя конкретные биги и выемки обозначены позициями 210A-210N и 220А-220Н соответственно, когда ссылка дается на биг или выемку, то обычно такой биг или выемка обозначены соответствующей позицией 210 или 220. Кроме того, некоторые клапаны обозначены как «верхние» клапаны и обозначены буквой «А» после цифровой позиции клапанного элемента, другие клапаны обозначены как «нижние» клапаны и обозначены буквой «В» после цифровой позиции клапанного элемента. Обозначения «верхний» и «нижний» произвольны и выполнены только в описательных целях. Соответственно, описанный «верхний клапан» можно понимать как «нижний клапан», «верхнюю поверхность» можно понимать как «нижнюю поверхность» или боковую поверхность и наоборот. Сходным образом, термины «длина», «ширина» и «высота» выбраны произвольно. Таким образом, описанную «длину» можно понимать как ширину или высоту, а описанную «высоту» можно понимать как длину или ширину. Подобные обозначения не предусмотрены для представления или обозначения любой конкретной ориентации или положения заготовки коробки, ее компонентов или выполненной с ее помощью коробки.
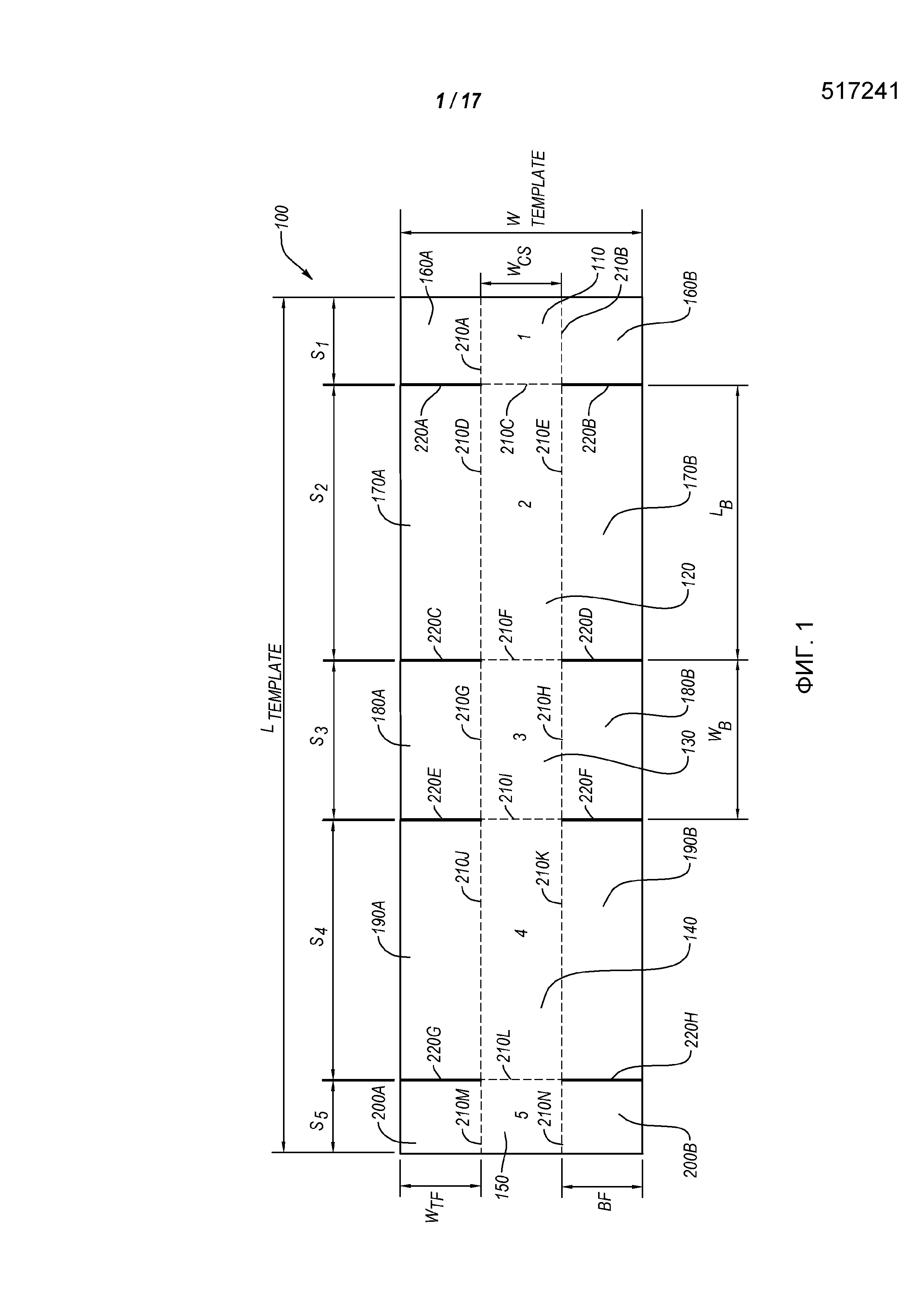
[0031] На Фиг. 1 показан примерный вариант выполнения сгибаемой заготовки 100 коробки. Указанная заготовка 100 коробки может иметь по существу прямоугольную форму и может содержать пять сегментов. Первый сегмент 1 содержит первый центральный участок 110, противоположные верхний и нижний клапаны 160А, 160В и частично образован длиной S1. Второй сегмент 2 содержит торой центральный участок 120, противоположные верхний и нижний клапаны 170А, 170В и частично образован длиной S2. Третий сегмент 3 содержит третий центральный участок 130, противоположные верхний и нижний клапаны 180А, 180В и частично образован длиной S3. Четвертый сегмент 4 содержит четвертый центральный участок 140, противоположные верхний и нижний клапаны 190А, 190В и частично образован длиной S4. Пятый сегмент 5 содержит пятый центральный участок 150, противоположные верхний и нижний клапаны 200А, 200В и частично образован длиной S5. Сумма длин S1, S2, S3, S4 и S5 может быть равна длине заготовки L template.
[0032] Каждый из сегментов 1-5 образован длиной, составляющей сумму ширин верхних клапанов WTF, нижних клапанов WBF и центральных участков WCS для каждого соответствующего сегмента. Например, ширина сегмента 1 составляет сумму ширин центрального участка 110, верхнего клапана 160А и нижнего клапана 160В. В показанном варианте выполнения ширины каждого из сегментов 1-5 по существу равны друг другу и ширине заготовки W template. В других вариантах выполнения, однако, некоторые сегменты могут иметь ширины, больше или меньше ширин других сегментов и/или ширины заготовки W template. Например, ширина одного сегмента может быть шире или уже другого сегмента в результате более широких или узких верхних и/или нижних клапанов.
[0033] Каждый центральный участок и/или противоположные клапаны сегмента могут иметь по существу прямоугольные формы и могут быть образованы одним или более бигов, разрезов и/или краев сгибаемой заготовки 100 коробки. Центральные участки могут быть образованы бигами 210 и для центральных участков 110 и 150, расположенных на противоположных концах сгибаемой заготовки 100 коробки, краем сгибаемой заготовки 100 коробки. Указанные клапаны могут быть образованы бигами 210, надрезами 220 и одним или более краев сгибаемой заготовки 100 коробки. Указанные биги 210 и надрезы 220 могут упростить сгибание смежных участков относительно друг друга для образования коробки из заготовки 100 коробки.
[0034] В частности, центральный участок 110 первого сегмента 1 образован бигами 210А, 210В, 210С и краем заготовки 100 коробки. Биг 210А отделяет центральный участок 110 от верхнего клапана 160А, биг 210В отделяет центральный участок 110 от нижнего клапана 160В, и биг 210С отделяет центральный участок 110 от центрального участка 120 второго сегмента 2. Надрез 220А отделяет верхний клапан 160А от верхнего клапана 170А сегмента 2 и надрез 220В отделяет нижний клапан 160В от нижнего клапана 170В сегмента 2.
[0035] Центральный участок 120 второго сегмента 2 образован бигами 210С, 210D, 210E и 210F. Как указано, биг 210С отделяет центральный участок 120 от центрального участка 110 сегмента 1. Кроме того, биг 210D отделяет центральный участок 120 от верхнего клапана 170А, биг 210Е отделяет центральный участок 120 от нижнего клапана 170В, и биг 210F отделяет центральный участок 120 от центрального участка 130 третьего сегмента 3. Как указано, надрезы 220А, 220В отделяют верхний и нижний клапаны 170А, 170В соответственно от верхнего и нижнего клапанов 160А, 160В сегмента 1. Дополнительно надрез 220С отделяет верхний клапан 170А от верхнего клапана 180А сегмента 3 и надрез 220D отделяет нижний клапан 170В от нижнего клапана 180В сегмента 3.
[0036] Центральный участок 130 третьего сегмента 3 образован бигами 210F, 210G, 210H и 210I. как указано, биг 210F отделяет центральный участок 130 от центрального участка 120 сегмента 2. Дополнительно биг 210G отделяет центральный участок 130 от верхнего клапана 180А, биг 210Н отделяет центральный участок 130 от нижнего клапана 180В, и биг 210I отделяет центральный участок 130 от центрального участка 140 четвертого сегмента 4. Как указано, надрезы 220С, 220D отделяют верхний и нижний клапаны 180А, 180В соответственно от верхнего и нижнего клапанов 170А, 170В сегмента 2. Дополнительно надрезы 220Е, 220F отделяют верхний и нижний клапаны 180А, 180В соответственно от верхнего и нижнего клапанов 190А, 190В сегмента 4.
[0037] Центральный участок 140 четвертого сегмента 4 образован бигами 210I, 210J, 210K и 210L. Как указано, биг 210I отделяет центральный участок 140 от верхнего клапана 190А, биг 210K отделяет центральный участок 140 от нижнего клапана 190В, и биг 210L отделяет центральный участок 140 от центрального участка 150 пятого сегмента 5. Как указано, надрезы 220Е, 220F отделяют верхний и нижний клапаны 190А, 190В соответственно от верхнего и нижнего клапанов 180А, 180В сегмента 3. Дополнительно надрезы 220G, 220H отделяют верхний и нижний клапаны 190А, 190В соответственно от верхнего и нижнего клапанов 200А, 200В сегмента 5.
[0038] Наконец, центральный участок 150 пятого сегмента 5 образован бигами 210L, 210M, 210N и краем заготовки 100 коробки. Как указано, биг 210L отделяет центральный участок 150 от центрального участка 140 сегмента 4. Кроме того, биг 210М отделяет центральный участок 150 от верхнего клапана 200А, и биг 210N отделяет центральный участок 150 от нижнего клапана 200В.
[0039] Как показано на Фиг. 1, первый сегмент 1 и пятый сегмент 5 расположены на противоположных концах сгибаемой заготовки 100 коробки. Третий сегмент 3 расположен в середине сгибаемой заготовки 100 коробки. Второй сегмент 2 расположен между первым сегментом 1 и третьим сегментом 3. Четвертый сегмент 4 расположен между третьим сегментом 3 и пятым сегментом 5.
[0040] Далее представлено краткое рассмотрение различных размерных соотношений между сегментами 1-5. Хотя раскрыты конкретные соотношения, понятно, что эти соотношения являются исключительно примерными, и что сгибаемые заготовки коробки по настоящему изобретению могут иметь размерные соотношения, отличающиеся от описанных ниже примерных соотношений.
[0041] В некоторых применениях, включая вариант выполнения по Фиг. 1, заготовка 100 коробки может быть согнута для образования в общем прямоугольной коробки, в которой противоположные стороны коробки имеют измерения, в общем равные друг другу. Например, когда заготовка 100 коробки согнута в коробку, центральные участки 120 и 140 образуют противоположные боковые поверхности коробки. Для получения в общем прямоугольной коробки центральные участки 120 и 140 могут быть выполнены с одинаковыми или идентичными измерениями. Путем примера длина S2 (например, длина сегмента 2) может быть в общем равна длине S4 (например, длине сегмента 4). Соответственно, выполнение сегментов 2 и 4 с длинами S2 и S4, в общем равных друг другу, позволяет полученной коробке иметь в общем постоянную длину. Другими словами, длины S2 и S4 могут быть по существу равными (одинаковыми) и могут быть длиной Lb коробки, выполненной из заготовки 100 коробки. Тем не менее, в других применениях длины S2 и S4 могут отличаться друг от друга.
[0042] Подобные центральные участки 120, 140 и, как описано более подробно ниже, центральный участок 130 сегмента 3 может образовывать боковую стенку коробки, выполненной из заготовки 100 коробки. Длина S3 сегмента 3 может быть равна ширине Wb коробки, выполненной из заготовки 100 коробки. Как также раскрыто более подробно ниже, боковая стенка, противоположная боковой стенке, образованной центральным участком 130, может быть образована центральными участками 110 и 150. В некоторых применениях сумма длин S1 и S2 (например, длин сегментов 1 и 5) может быть в общем равна длине S3. Например, длины S1 и S5 могут быть по существу равными (одинаковыми), и каждая из длин S1 и S5 может быть равна примерно половине длины S3. В других применениях одна из длин S1 и S5 может быть больше или меньше другой длины, но сумма длин S1 и S5 все еще может быть в общем равна длине S3. Например, в некоторых применениях длина центрального участка 110 может быть больше или меньше длины центрального участка 150, в то время как совмещенная длина центральных участков 110,150 в общем равна длине S3. В других применениях сумма длин S1 и S5 может превышать длину S3.
[0043] В зависимости от формы желаемой коробки длина S3 может быть равна, больше или меньше длины длин S2, S4. Следовательно, длина центрального участка 130 может быть равна, больше или меньше длины центрального участка 120 или центрального участка 140.
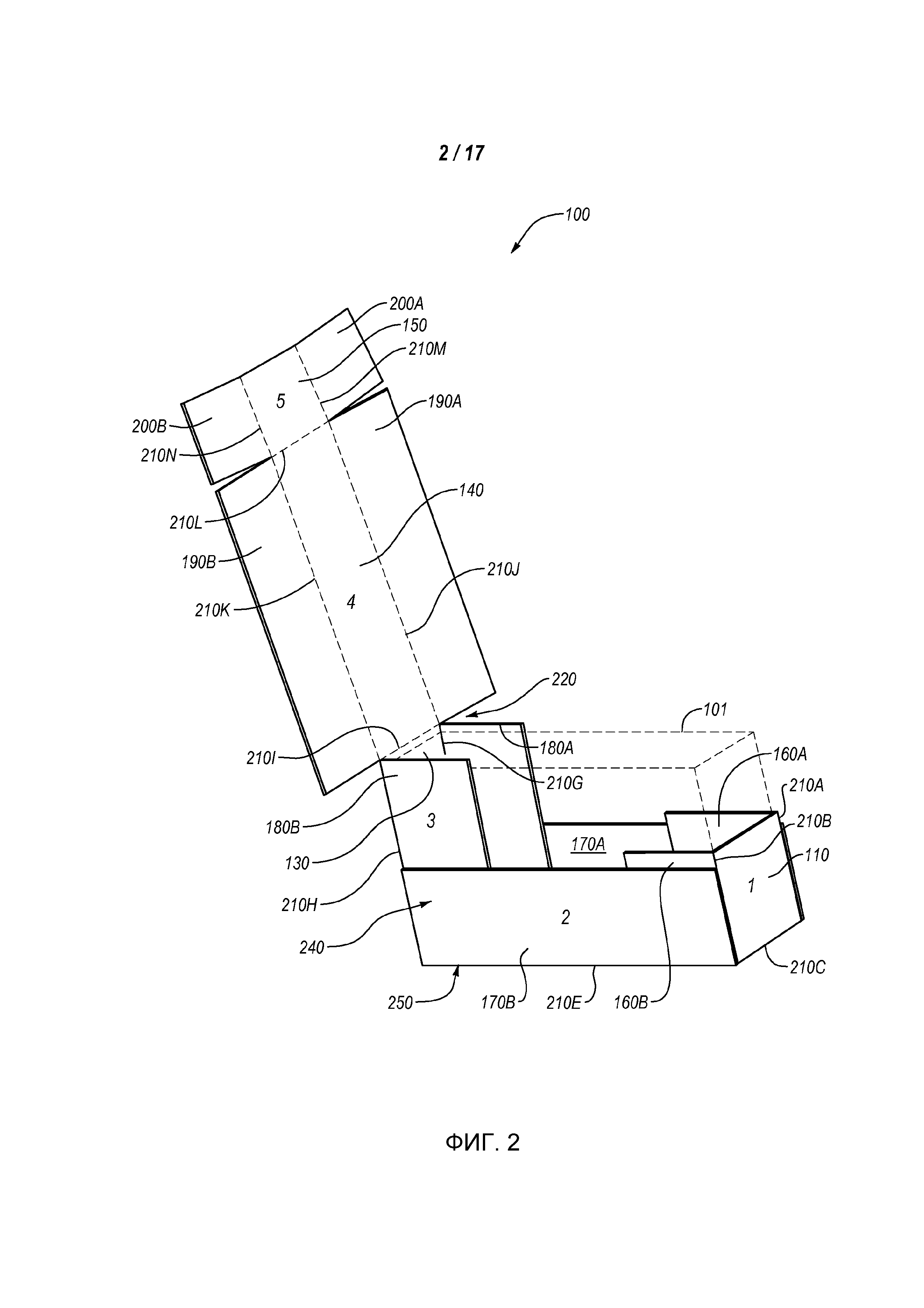
[0044] Как указано выше, различные клапаны и центральные участки сгибаемой заготовки 100 коробки могут быть согнуты вдоль бигов для получения коробки. На Фиг. 2 показана сгибаемая заготовка 100 коробки с некоторыми из центральных участков и клапанов, согнутых по одному примерному способу выполнения коробки с использованием заготовки 100 коробки. На Фиг. 3 показана полностью согнутая коробка 300, которая может быть выполнена из заготовки 100 коробки, как описано ниже. По Фиг. 2 и 3 последующее описание обеспечивает один примерный способ или последовательность этапов для образования коробки 300 из заготовки 100 коробки. Понятно, что последующее описание является примерным способом для образования коробки с использованием заготовки 100 коробки и не предусмотрено для ограничения описания. Для получения коробки с использованием заготовки 100 без отхода от сущности описания можно использовать другие способы.
[0045] В описании процесса выполнения коробки 300 из заготовки 100 коробки обозначения «верхняя поверхность», «нижняя поверхность» и «боковые стенки» используются только в целях иллюстрации. Таким образом, как обозначено здесь, описанную «боковую стенку» можно понимать как нижнюю поверхность или боковую стенку, и описанную «нижнюю поверхность» можно понимать как верхнюю поверхность или боковую стенку.
[0046] При выполнении коробки 300 из заготовки 100 коробки по настоящему способу изделие 101 можно поместить на верх заготовки 100 коробки, и заготовку 100 коробки можно согнуть вокруг изделия 101. В варианте выполнения по Фиг. 2, например, изделие 101 можно расположить наверху центрального участка 120 и остальную часть заготовки 100 коробки можно согнуть вокруг изделия 101, как описано ниже.
[0047] Первый участок 1 может быть согнут вдоль бига 210С, так что центральный участок 110 расположен против или смежно поверхности изделия 101, как показано на Фиг. 2. Верхний и нижний клапан 160А, 160В могут быть согнуты вдоль бигов 210А, 210В соответственно для расположения против или смежно противоположным поверхностям изделия 101, как показано также на Фиг. 2. При сгибании таким образом центральный участок 101 может быть ориентирован в общем перпендикулярно центральному участку 120, и верхний и нижний клапаны 160А, 160В могут быть ориентированы в общем параллельно друг другу и в общем перпендикулярно и центральному участку 110, и центральному участку 120.
[0048] Верхний и нижний клапаны 170А, 170В затем можно согнуть вдоль бигов 210D, 210E соответственно для по меньшей мере частичного покрывания верхнего и нижнего клапанов 160А, 160В и участков изделия 101. Согнутый верхний клапан 170А может образовывать участок верхней поверхности 230, и согнутый нижний участок 170В может образовывать участок нижней поверхности 240. Центральный участок 120 может образовывать первую боковую стенку 250 сгибаемой коробки 300.
[0049] Верхний и нижний клапаны 180А, 180В участка 3 затем сгибают вдоль бигов 210G, 210H соответственно и в общем перпендикулярно центральному участку 130. Центральный участок 130 затем можно сгибать вдоль бига 210F до расположения центрального участка 130 против или смежно поверхности изделия 101, как показано на Фиг. 2. Когда центральный участок 130 расположен таким образом, центральный участок 130 может быть в общем перпендикулярен центральному участку 120. В таком положении центральный участок 130 может образовывать вторую боковую стенку 260 сгибаемой коробки 300.
[0050] Когда центральный участок 130 согнут вдоль бига 210F, верхний клапан 180А может быть расположен между изделием 101 и верхним клапаном 170А, и нижний клапан 180В может быть расположен между изделием 101 и нижним клапаном 170В, как показано на Фиг. 2. При таком сгибании и расположении верхний и нижний клапаны 180А, 180В могут быть расположены в общем параллельно друг другу и в общем перпендикулярно как центральному участку 120, так и центральному участку 130. Верхний клапан 180А может также находиться в общем в той же плоскости, что и верхний клапан 160А, и нижний клапан 180В может находиться в общем в той же плоскости, что и нижний клапан 160В.
[0051] Центральный участок 140 затем можно складывать вдоль бига 210L, так что центральный участок 150 располагается против или смежно той же поверхности изделия 101, что и центральный участок 110. При сгибании таким образом центральный участок 150 может быть ориентирован в общем перпендикулярно центральному участку 140. Кроме того, когда центральный участок 150 согнут таким образом, центральный участок 150 может лежать в общем в той же плоскости или в общем параллельно центральному участку 110. Соответственно, центральные участки 110, 150 взаимодействуют для образования четвертой боковой стенки 280 сгибаемой коробки 300.
[0053] Как можно видеть на Фиг. 3, когда центральные участки 110, 150 согнуты для образования боковой стенки 280, центральные участки 110, 150 образуют по меньшей мере участок шва 290. Шов 290 может быть образован краями центральных участков 110, 150, которые касаются, примыкают или смежны друг другу. Кроме того, шов 290 также может быть образован по меньшей мере частично краями верхнего или нижнего клапанов 160А, 160В, 200А, 200В, которые касаются, примыкают или смежны друг другу. В некоторых вариантах выполнения центральные участки 110, 150 могут, по меньшей мере, частично накладываться друг на друга. В таком случае шов 290 может быть выполнен снаружи коробки 300 на открытом крае центрального участка 110 или центрального участка 150.
[0054]После выполнения боковой стенки 280 верхний и нижний клапаны 200А, 200В согнуты по бигам 210М, 210N соответственно для расположения против или смежно тем же противоположным поверхностям изделия 101, например, верхнему и нижнему клапанам 160А, 160В соответственно. При сгибании таким образом верхний и нижний клапаны 200А, 200В могут быть ориентированы в общем параллельно друг другу и в общем перпендикулярно и центральному участку 150, и центральному участку 140. Дополнительно верхний клапан 200 также может лежать в общем в той же плоскости, что и верхний клапан 160А, и нижний клапан 200В может лежать в общем в той же плоскости, что и нижний клапан 160В.
[0055] Верхний клапан 190А затем можно сгибать вдоль бига 210J и нижний клапан 190В можно сгибать вдоль бига 210К для, по меньшей мере, частичного покрывания верхних клапанов 160А, 180А и нижних клапанов 160В, 180В соответственно и участков изделия 101. Согнутый верхний клапан 190А может образовывать участок верхней поверхности 230, и согнутый нижний клапан 190В может образовывать участок нижней поверхности 240.
[0056] Как видно на Фиг. 3, когда верхние клапаны 170А, 190А согнуты для образования верхней поверхности 230, верхние клапаны 170А, 190А образуют шов 310. Шов 310 может быть образован краями верхних клапанов 170А, 190А, которые касаются, примыкают или смежны друг другу. Сходным образом, когда нижние клапаны 170В, 190В согнуты для образования нижней поверхности 240, нижние клапаны 170В, 190В образуют шов 320. Шов 320 может быть образован краями верхних клапанов 170В, 190В, которые касаются, примыкают или смежны друг другу. В некоторых вариантах выполнения верхние клапаны 170А, 190А могут, по меньшей мере, частично накладываться друг на друга, и нижние клапаны 170В, 190В могут, по меньшей мере, частично накладываться друг на друга. В таком случае швы 310, 320 могут быть образованы снаружи коробки 300 на открытых краях верхнего клапана 170А или верхнего клапана 190А и нижнего клапана 170В или нижнего клапана 190В.
[0057] В любом случае, верхний и нижний швы 310, 320 могут быть по существу выровнены друг с другом. Другими словами, как показано на Фиг. 3, верхний шов 310 может быть расположен вертикально над нижним швом 320. Выравнивание верхнего и нижнего швов 310, 320 может упростить надежное закрывание коробки 300 цельной лентой, как описано ниже. Лента, используемая в связи с закрыванием коробки, выполненной из заготовки 100, может быть любым подходящим видом адгезивной ленты, включая нажимную ленту или ленту, активируемую влагой, которую наносят удерживаемым в руке устройством для выдачи ленты или автоматизированной или полуавтоматизированной машиной для выдачи ленты.
[0058] Шов 290, образованный центральными участками 110, 150, может быть в общем выровнен со швами 310, 320 или может быть смещен от швов 310, 320. Например, когда длины S1 и S5(например, длины центральных участков 110, 150) по существу равными (одинаковыми), шов 290 может быть в общем выровнен со швами 310, 320 (сходно шву 290 по Фиг. 10). Однако, когда длины S1 и S5 отличаются друг от друга, шов 290 может быть горизонтально смещен от швов 310, 320. Например, как показано на Фиг. 3, длина центрального участка 110 превышает длину центрального участка 150. В результате, шов 290 расположен ближе к бигу 210I, чем к бигу 210С и смещен от швов 310, 320.
[0059] Смещение между швом 290 и швами 310, 320 может быть в общем равно разнице между длинами S1 и S5. В некоторых вариантах выполнения смещение достаточно мало для возможности запечатывания швов 290, 310, 320 одиночным куском ленты 330. В частности, одиночный кусок ленты 330 можно нанести через шов 310 для удержания верхних клапанов 170А, 190А вместе, через шов 290 для удержания центральных участков 110, 150 на месте и через шов 320 для удержания нижних клапанов 170В, 190В вместе.
[0060] В некоторых вариантах выполнения получение шва 290, смещенного от швов 310, 320, может обеспечивать структурную целостность коробки 300. Когда шов 290 смещен от швов 310, 320, верхний и нижний клапаны 190А, 190В продолжаются через шов 290, что может помочь предотвратить скручивание коробки 300.
[0061] Когда коробка 300 полностью выполнена из заготовки 100 коробки, как показано на Фиг. 3, коробка 300 имеет ширину WB,в общем равную длине S3 и, в случае, когда сумма длин S1 и S5 равна длине S3, сумме длин S1 и S5. Коробка 300 имеет длину LB, в общем равную длинам S2 и S4 соответствующих сегментов 2, 4. Также коробка 300 имеет высоту HB, в общем равную длине WCS.
[0062] На Фиг. 4-13, при их рассмотрении, также как дальнейшем рассмотрении Фиг. 1, показаны другие примерные способы выполнения коробки с использованием заготовки 100 коробки. Как в случае способа, раскрытого по Фиг. 2 и 3, следующие способы могут применяться для образования коробки, имеющей выровненные или смещенные швы.
[0063] Показанные в настоящем способы начинаются с выполнения «производственного соединения». Производственное соединении расположено в точке, где противоположные концы заготовки коробки прикреплены друг к другу, так что указанная заготовка может быть выполнена в форме в общем прямоугольной трубки. Как указано выше, это выполняется путем приклеивания клеевого язычка, продолжающегося от одного конца заготовки до участка боковой стенки на противоположном конце заготовки. Использование клеевого язычка для скрепления противоположных концов вместе таким образом образует производственное соединение, расположенное в углу полученной коробки. Наоборот, заготовка коробки, описанная здесь, предусматривает образование производственного соединения, смещенного от углов полученной коробки, в отношении способа, используемого для образования коробки с помощью раскрытой заготовки.
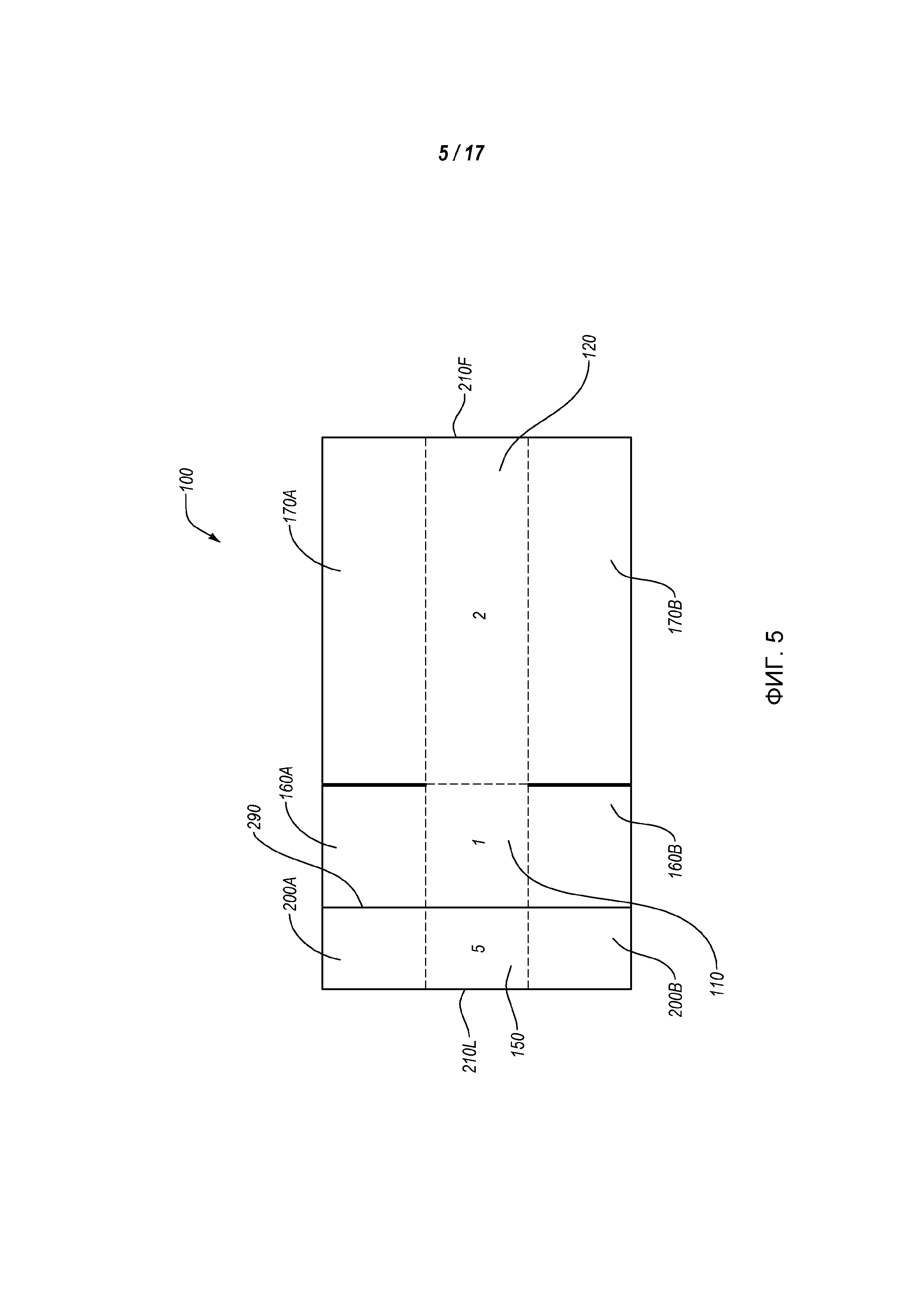
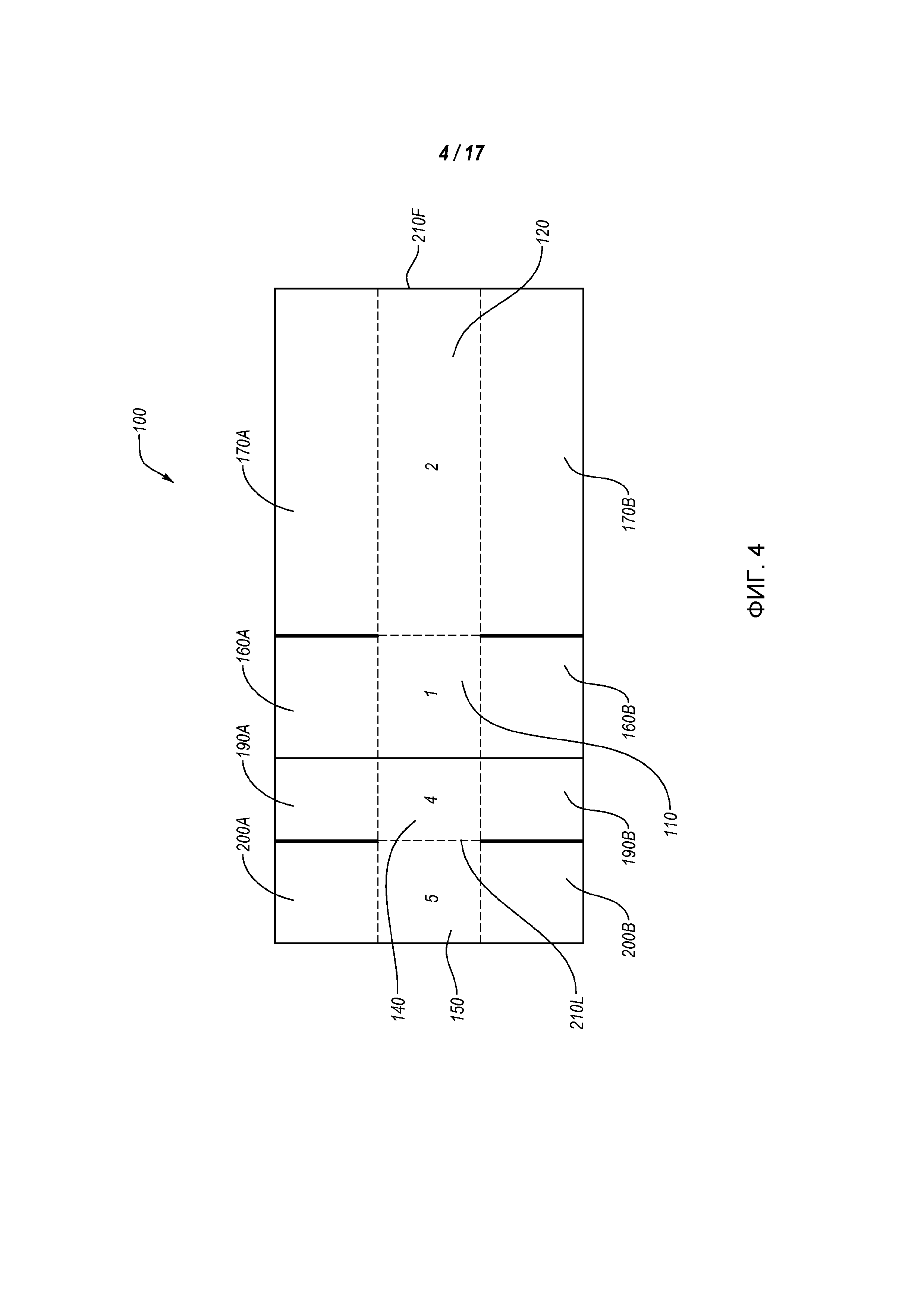
[0064] Выполнение производственного соединения по примерному способу показано на Фиг. 4-6. Как показано на Фиг. 4, заготовку 100 коробки сгибают вдоль бига 210F между сегментами 2, 3, так что сегменты 1, 2 располагаются наверху сегмента 3 и части сегмента 4. На Фиг. 4 также показано, что сегмент 5 и часть сегмента 4 остаются непокрытыми.
[0065] Следующий этап выполнения производственного соединения показан на Фиг. 5. В частности, сегмент 5 согнут вдоль бига 210L между сегментами 4, 5. Когда сегмент 5 согнут таким образом, сегмент 5 расположен на верху сегмента 4. Кроме того, свободные концы заготовки 100 расположены смежно или примыкают друг к другу, таким образом образуя шов 290.
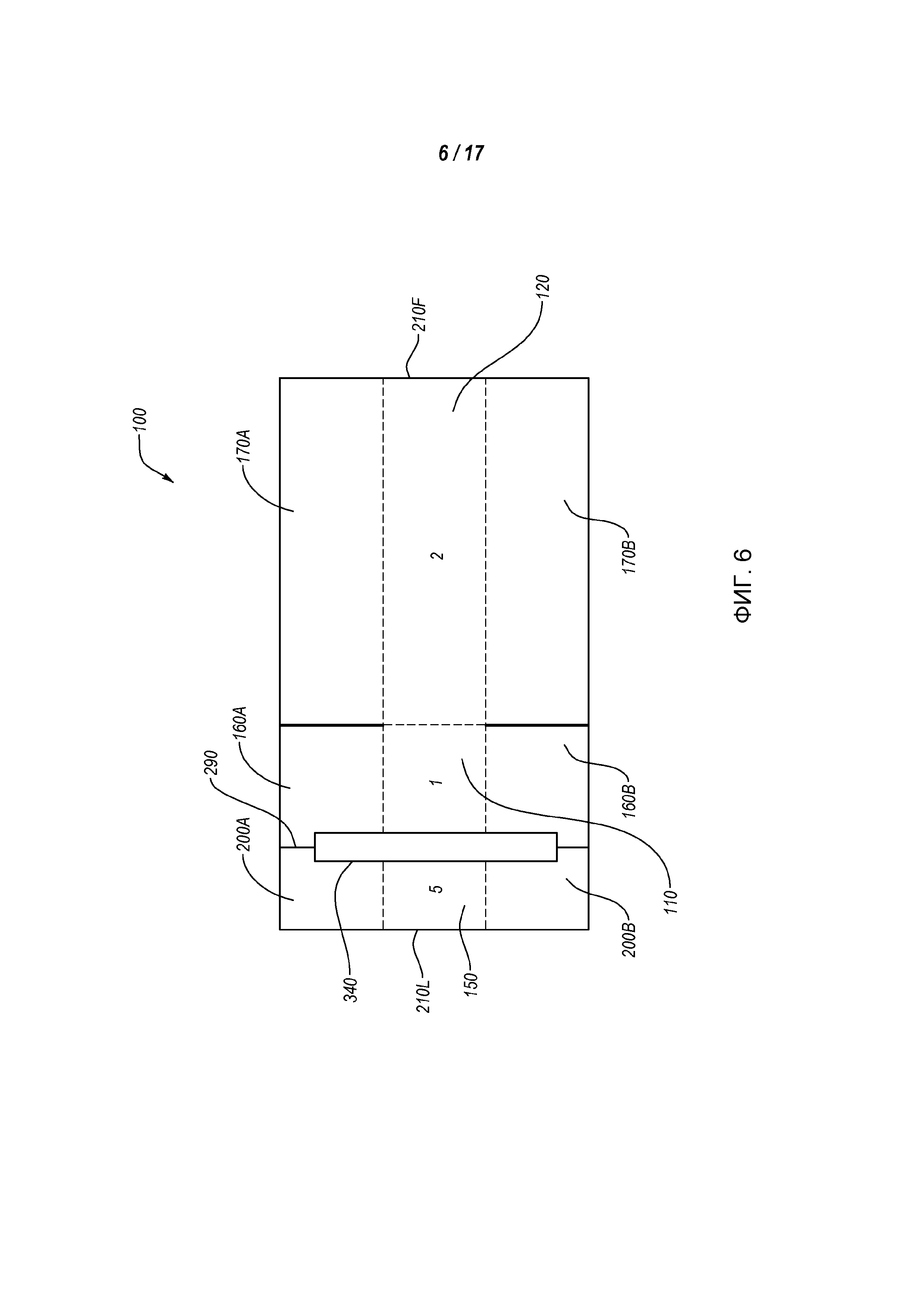
[0066] Когда шов 290 выполнен, сегменты 1, 5 могут быть закреплены вместе. Например, как показано на Фиг. 6, часть ленты 340 может быть нанесена через весь или участок шва 290. Путем неограничивающего примера лента 340 может быть нанесена на центральные участки 110, 150. Альтернативно, как показано на Фиг. 6, лента 340 может продолжаться через шов 290, так что лента 340 нанесена через центральные участки 110, 150 и через, по меньшей мере, участки верхних клапанов 160А, 200А и нижних клапанов 160В, 200В.
[0067] В частности, возможность нанесения ленты 340 через центральные участки 110, 150 и через, по меньшей мере, участки верхних клапанов 160А, 200А и нижних клапанов 160В, 200В упрощает выполнение производственного соединения. При традиционных заготовках коробки, склеенных вместе, следует уделять внимание только нанесению клея на клеевой клапан или на область, в клеевой прикреплен клеевой клапан (то есть противоположный центральный участок между верхним и нижним клапанами). Наоборот, заготовка 100 коробки позволяет наносить ленту 340 вдоль всего или участка шва 290. Другими словами, лента 340 может быть нанесена только на центральные участки 110, 150 или на центральные участки 110, 150 и одну или обе группы верхних клапанов 160А, 200А и нижних клапанов 160В, 200В. Конкретные положения, в которых начинается лента 340 и завершается вдоль шва 290, не являются определяющими, поскольку достаточно лены нанесено для удержания шва 290 вместе.
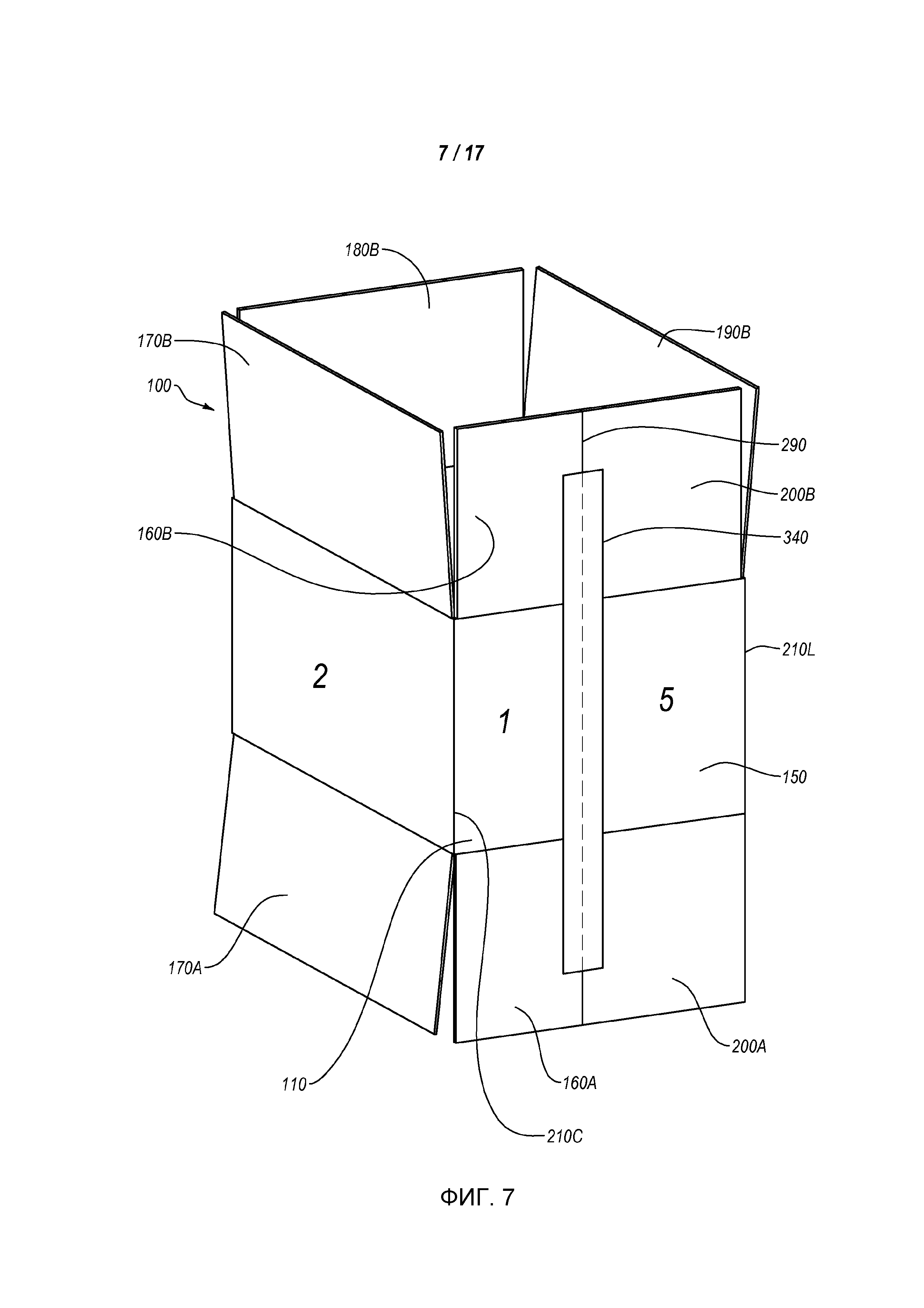
[0068] После выполнения производственного соединения заготовка 100 коробки может быть установлена в форму коробки относительно традиционным образом, как показано на Фиг. 7-10. Для установки заготовки 100 коробки в коробку заготовка 100 коробки выполнена в общем в прямоугольной трубке, как показано на Фиг. 7. Отмечается, что заготовка 100 коробки показана на Фиг. 7-9 с нижними клапанами 160В, 170В, 180В, 190В, продолжающимися вверх или расположенными наверху заготовки 100 коробки. Это выполняется для возможности сгибания нижних клапанов закрытыми для образования нижней части коробки. Когда нижняя часть коробки выполнена, заготовка коробки может быть перевернута и наполнена, и верхние клапаны могут быть согнуты закрытыми и запечатанными для образования верхней части коробки.
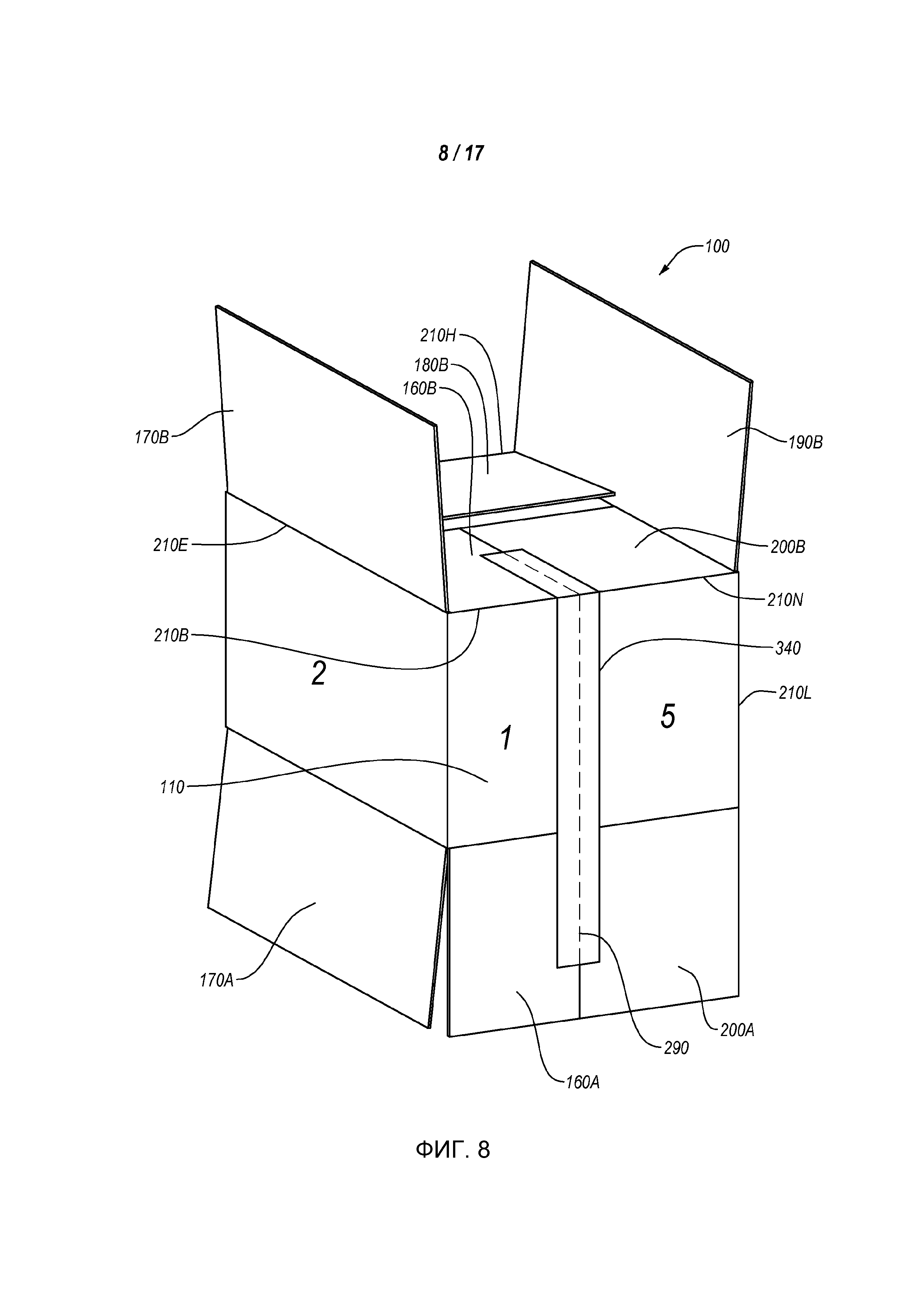
[0069] В частности, как показано на Фиг. 8, нижний клапан 180В согнут к внутренней части прямоугольной трубки вдоль бига 210H, и нижние клапаны 160В, 200В подобным образом согнуты вдоль бигов 210В, 210N соответственно к внутренней части прямоугольной трубки. Когда лента 340 продолжается через нижние клапаны 160В, 200В, как показано, нижние клапаны 160В, 200В могут сгибаться вместе скорее, чем сгибаться по отдельности. Другими словами, сгибание одного из клапанов 160В или 200В благодаря ленте 340 вызывает также сгибание другого клапана. Кроме того, продолжение ленты 340 от центральных участков 110, 150 и на клапаны 160В, 200В также увеличивает структурную целостность полученной коробки.
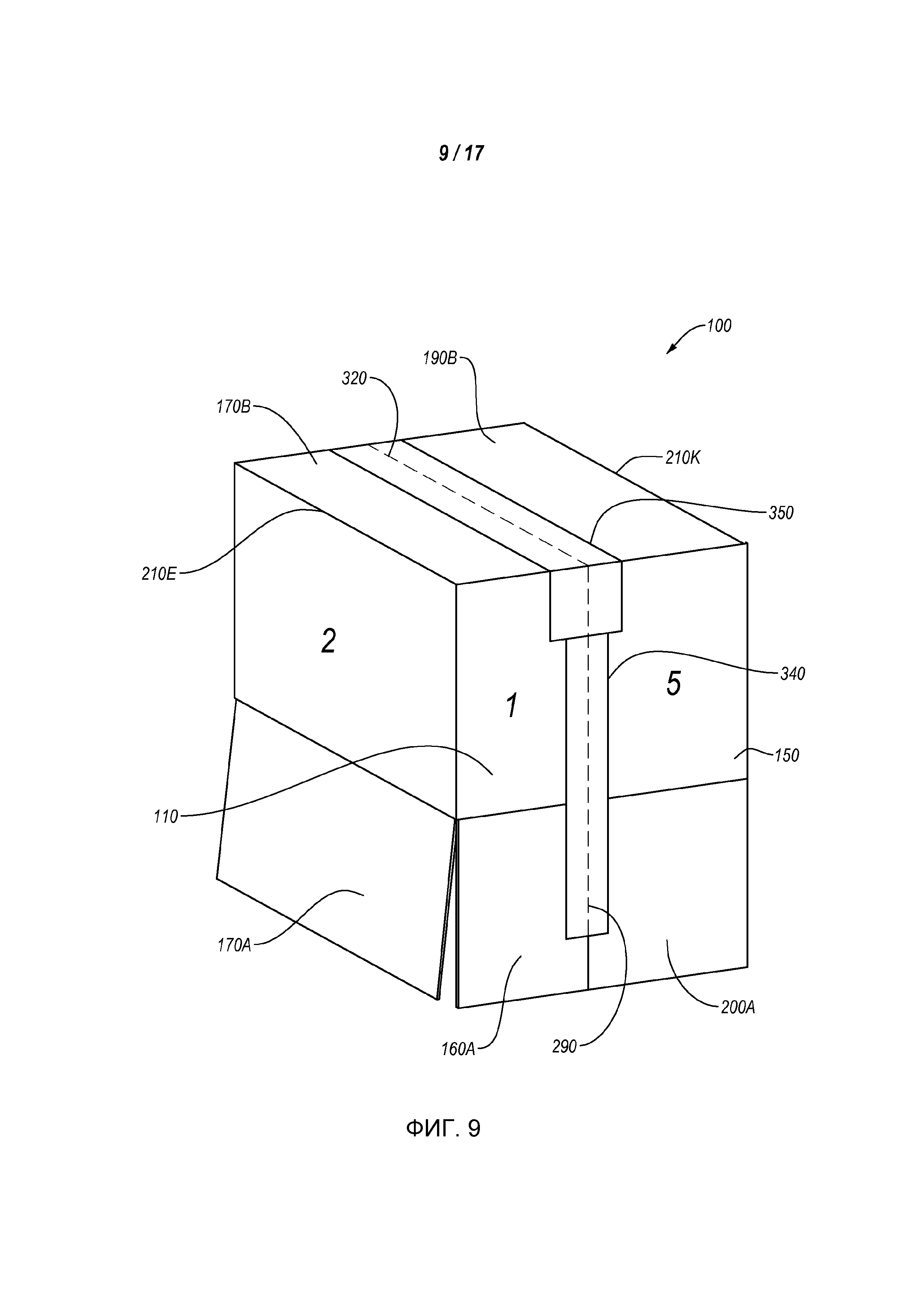
[0070] С клапанами 180В, 160В, 200В, согнутыми внутрь, нижние клапаны 170В, 190В затем сгибают к внутренней части заготовки 100, как показано на Фиг. 9. В частности, нижний клапан 170В сгибают вдоль бига 210Е, и нижний клапан 190В сгибают вдоль бига 210К. Когда клапаны 170В, 190В согнуты таким образом, свободные концы клапанов 170В, 190В расположены смежно или примыкают друг к другу, таким образом, образуя нижний шов 320. Часть ленты 350 затем может быть нанесена через шов 320 для удержания нижних клапанов 170В, 190В на месте. Как показано на Фиг. 9, лента 350 может также продолжаться на боковые поверхности коробки, образованные центральными участками 1, 5, 3. Лента 350 может также накладываться на ленту 340, как показано.
[0071] Когда нижняя часть коробки закрыта, как показано на Фиг. 9, частично сооруженная коробка может быть перевернута, так что верхние клапаны 160А, 170А, 180А, 190А, 200А продолжаются вверх. Изделие (изделия), подлежащие упаковке в коробку, могут затем быть расположены в ней, и верх коробки можно закрыть. При закрывании верха коробки можно использовать тот же процесс, используемый для закрывания нижней части коробки. То есть верхние клапаны 180А, 160А, 200А могут быть согнуты внутрь, затем верхние клапаны 170А, 190А согнуты внутрь. Верхние клапаны 170А, 190А могут образовывать шов 310, сходный со швом 320. Часть ленты 360 может быть нанесена через шов 310 и, по выбору, на боковые поверхности коробки, образованные центральными участками 1, 5, 3. Также как лента 350, лента 360 также может быть наложена на ленту 340, как показано.
[0072] Как показано на Фиг. 9 и 10, шов 290 в общем выровнен с верхним и нижним швами 310, 320. Выравнивание этих швов может быть достигнуто путем выполнения каждой из длин S1 и S5 в общем равными примерно половине длины S3. Как указано выше, однако, шов 290 может быть смещен от одного или обоих швов 310, 320. Это может быть достигнуто путем выполнения длин S1 и S5 отличными друг от друга.
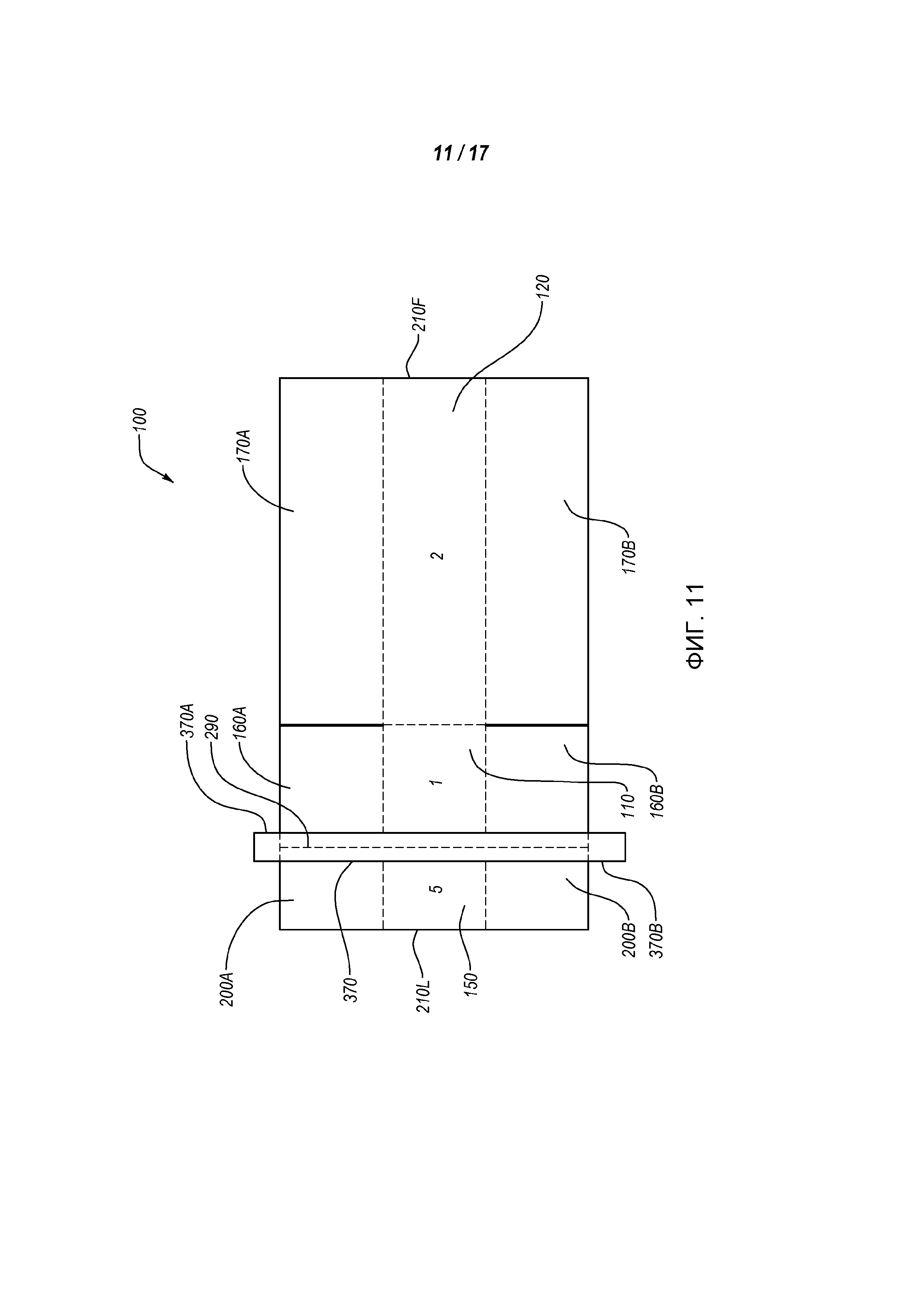
[0073] Выполнение производственного соединения по другому примерному способу частично показано на Фиг. 11-13. До этапов, показанных на Фиг. 11-13, заготовку 100 коробки сгибают способом, описанным по Фиг. 4 и 5. То есть заготовку 100 коробки сгибают так, что противоположные или свободные концы заготовки 100 расположены смежно или примыкают друг к другу, таким образом, образуя шов 290.
[0074] После образования шва 290 сегменты 1, 5 скрепляют вместе. Например, как показано на Фиг. 11, часть ленты 370 можно нанести через шов 290 на наружную поверхность заготовки 100 коробки. В показанном примере ленту 370 наносят через всю длину шва 290, так что лента 370 закрепляет все длины верхнего клапана 160А, центрального участка 110 и нижнего клапана 160В к полным длинам верхнего клапана 200А, центрального участка 150 и нижнего клапана 200В, соответственно.
[0075] Как показано на Фиг. 11, когда лента 370 нанесена на заготовку 100 коробки, лента 370 может продолжаться за пределы краев заготовки 100 коробки. Другими словами, лента 370 может быть длиннее ширины заготовки Wtemplate, так что концы 370А, 370В ленты 370 могут свешиваться с краев заготовки 100 коробки, когда лента 370 впервые нанесена на нее. Как писано ниже, свешивающиеся концы 370А, 370В ленты 370 могут использоваться для дополнительного увеличения прочности или структурной целостности производственного соединения.
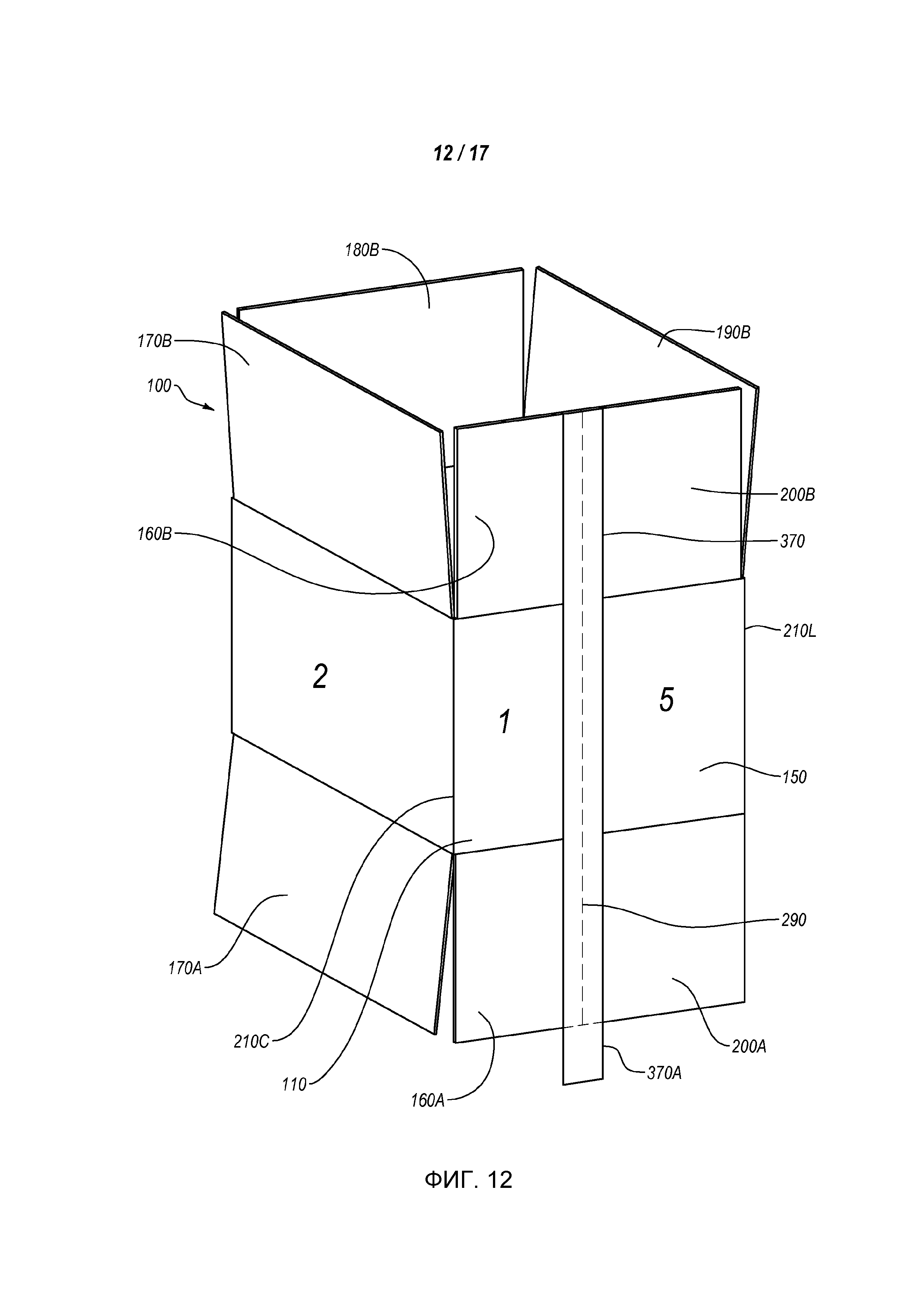
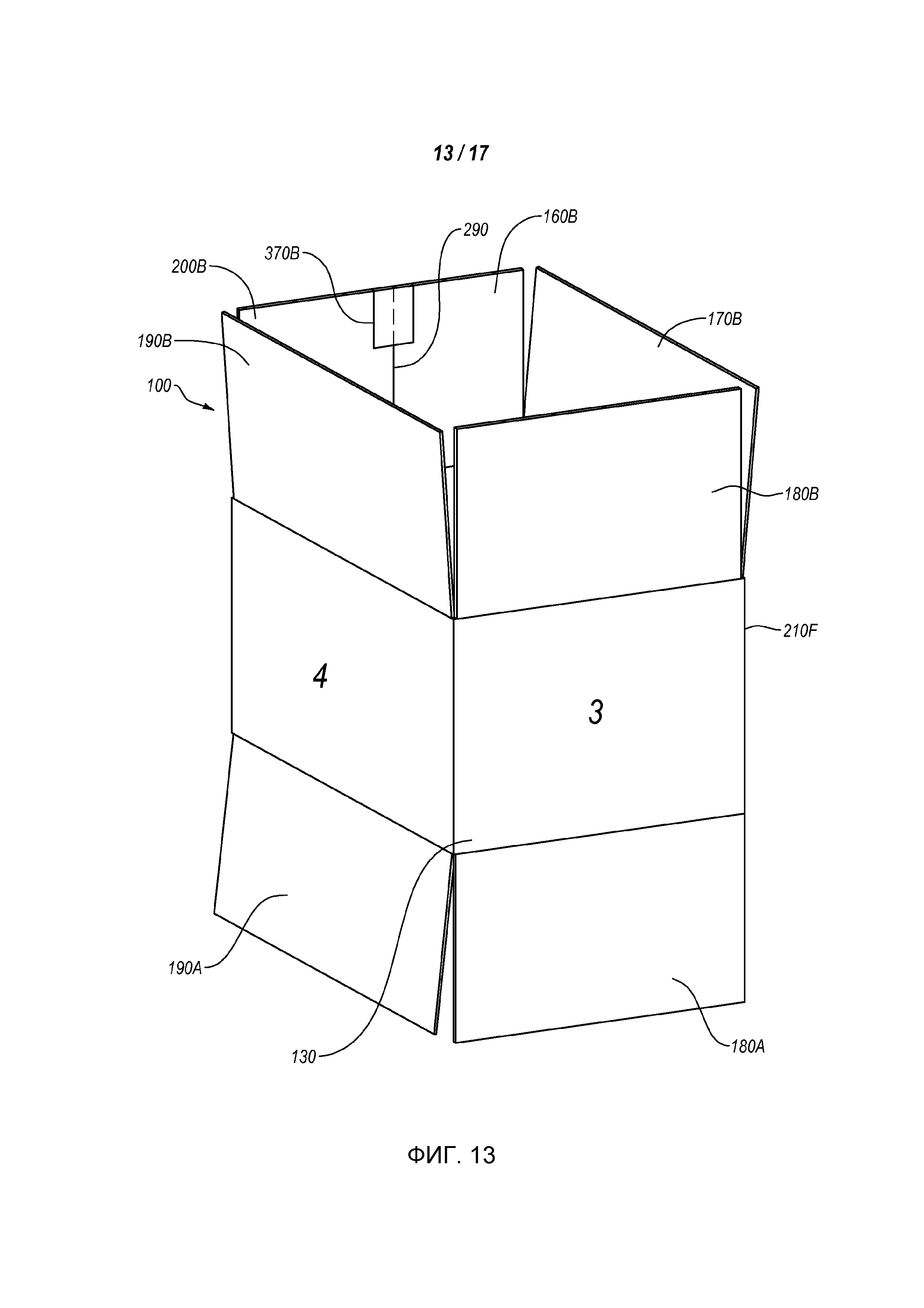
[0076] После нанесения ленты 370 через шов 290 заготовка 100 коробки может быть сооружена в коробку образом, сходным или идентичным способу, описанному выше по Фиг. 7-10. Например, заготовка 100 может быть сначала выполнена в общем в форме прямоугольной трубки, как показано на Фиг. 12. Однако до сгибания и закрепления верхнего и нижнего клапанов для образования верха ни низа коробки, концы 370А, 370В ленты 370 могут быть прикреплены к заготовке 100 коробки.
[0077] Например, в то время как заготовка 100 коробки выполнена в форме прямоугольной трубки, или после того, как заготовка 100 коробки выполнена в форме прямоугольной трубки, свешивающиеся концы 370А, 370В ленты 370 могут быть согнуты на края заготовки 100 коробки и нанесены на внутреннюю поверхность заготовки 100 коробки. Как показано на Фиг. 12 и 13, например, конец 370В согнут на крае заготовки 100 коробки и нанесен на внутренней поверхности нижних клапанов 160В, 200В. Конец 370А может быть подобным образом согнут на край заготовки 100 коробки и нанесен на внутренние поверхности верхних клапанов 160А, 200А.
[0078] Как можно видеть на Фиг. 12 и 13, когда конец 370В согнут на край заготовки 100 коробки и нанесен на ее внутреннюю поверхность, лента 370 покрывает шов 290 на наружной поверхности заготовки 100 коробки, край заготовки 100 коробки, смежный в том месте, где соединяются нижние клапаны 160В, 200В, и участок шва 290 на внутренней поверхности заготовки 100 коробки. Хотя это не показано, конец 370А также может быть согнут на крае заготовки 100 коробки и нанесен на ее внутреннюю поверхность, так что лента 370 покрывает край заготовки 100 коробки там, где верхние клапаны 160А, 200А соединяются, и внутренний участок шва 290, образованного верхними клапанами 160А, 200А. Другими словами, лента 370 может продолжаться от первой поверхности (например, наружной поверхности заготовки 100 коробки) поверх первого края и на вторую поверхность (например, внутреннюю поверхность заготовки 100 коробки), в общем параллельную первой поверхности. Лента 370 может также продолжаться от первой поверхности (например, наружной поверхности заготовки 100 коробки) поверх второго края и на вторую поверхность. В результате одиночная часть ленты 370 может покрывать весь или по существу часть шва 290 на наружной стороне или первой поверхности заготовки 100 коробки. Дополнительно одиночная часть ленты 370 может также продолжаться поверх противоположных краев заготовки 100 коробки для покрывания: (i) одного или более участков шва 290 н внутренней или второй поверхности заготовки 100 коробки и (ii) краев заготовки 100 коробки в точке, где соединяются сегменты 1, 5.
[0079] Такая конструкция обеспечивает различные преимущества. Например, наличие ленты 370, нанесенной через шов 290 как на внутренней, так и наружной поверхностях заготовки 100 коробки, помогает поддерживать относительное расположение прикрепленных клапанов (например, относительное расположение верхних клапанов 160А, 200А и относительное расположение нижних клапанов 160В, 200В). Такая конструкция может также по существу предотвращать непреднамеренное наложение или разделение друг от друга прикрепленных нижних клапанов. Кроме того, нанесение ленты 370 на заготовку 100 коробки, так что она продолжается от наружной поверхности поверх краев, где образован шов 290, и на внутреннюю поверхность, сокращает вероятность разрушения производственного соединения (например, в результате разрывания ленты вдоль шва 290 или отделения от обеих заготовок 100).
[0080] Нанесенной таким образом лентой 370 и завершенным производственным соединением может продолжаться сооружение заготовки 100 коробки. Сходно с процессом, описанным выше по Фиг. 7-10, нижние клапаны 180В, 200В могут быть согнуты внутрь, после чего нижние клапаны 170В, 190В могут быть согнуты внутрь для образования нижней части коробки. Затем лента может быть нанесена для закрепления нижних клапанов 170В, 190В вместе, как описано выше по Фиг. 9. Частично сооруженная коробка может быть затем перевернута, наполнена и закрыта. Для закрывания верха коробки верхние клапаны 180А, 160А, 200А могут быть согнуты внутрь, после чего верхние клапаны 170А, 190А сгибают внутрь. Затем ленту можно нанести для закрепления верхних клапанов 170А, 190А вместе.
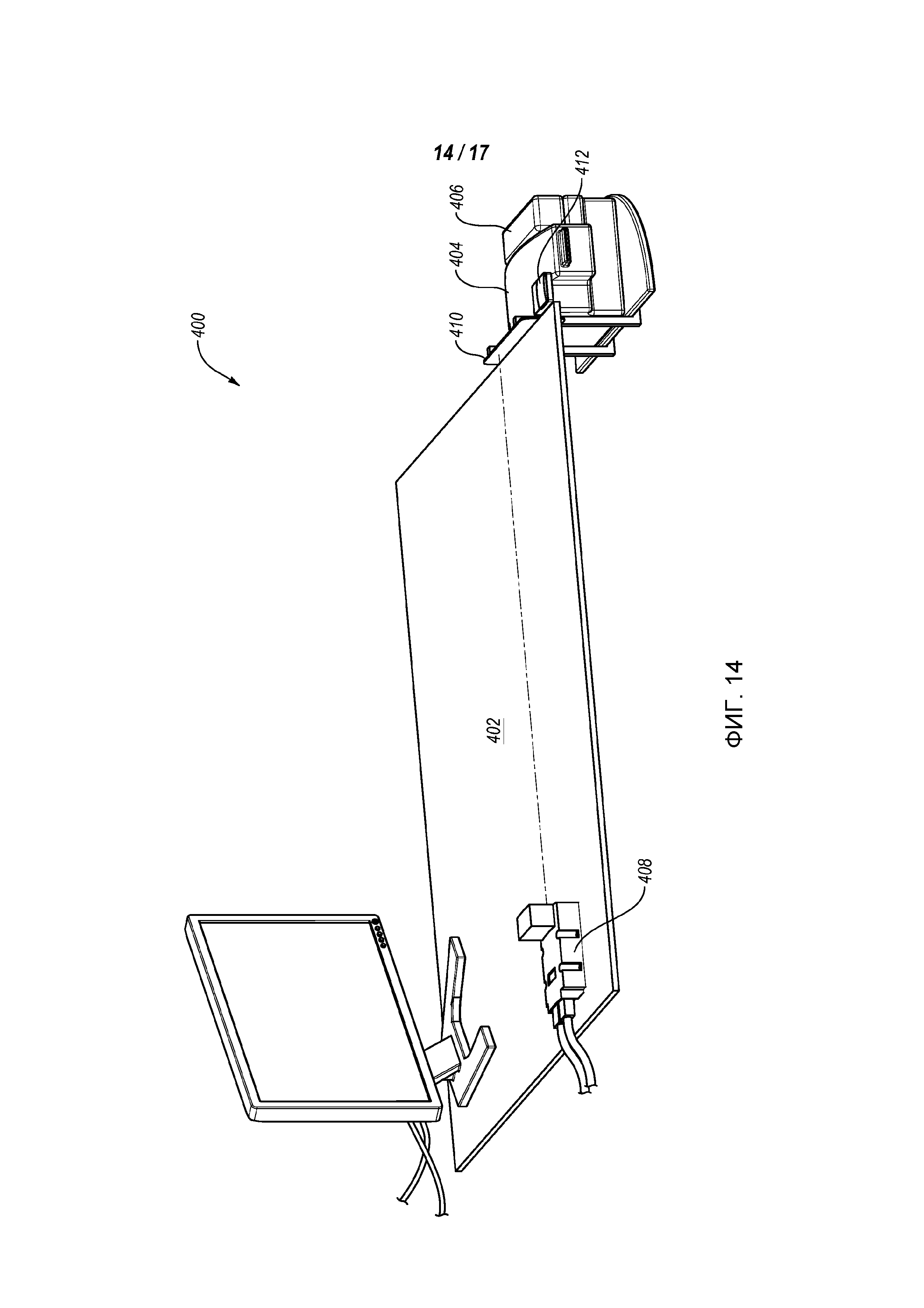
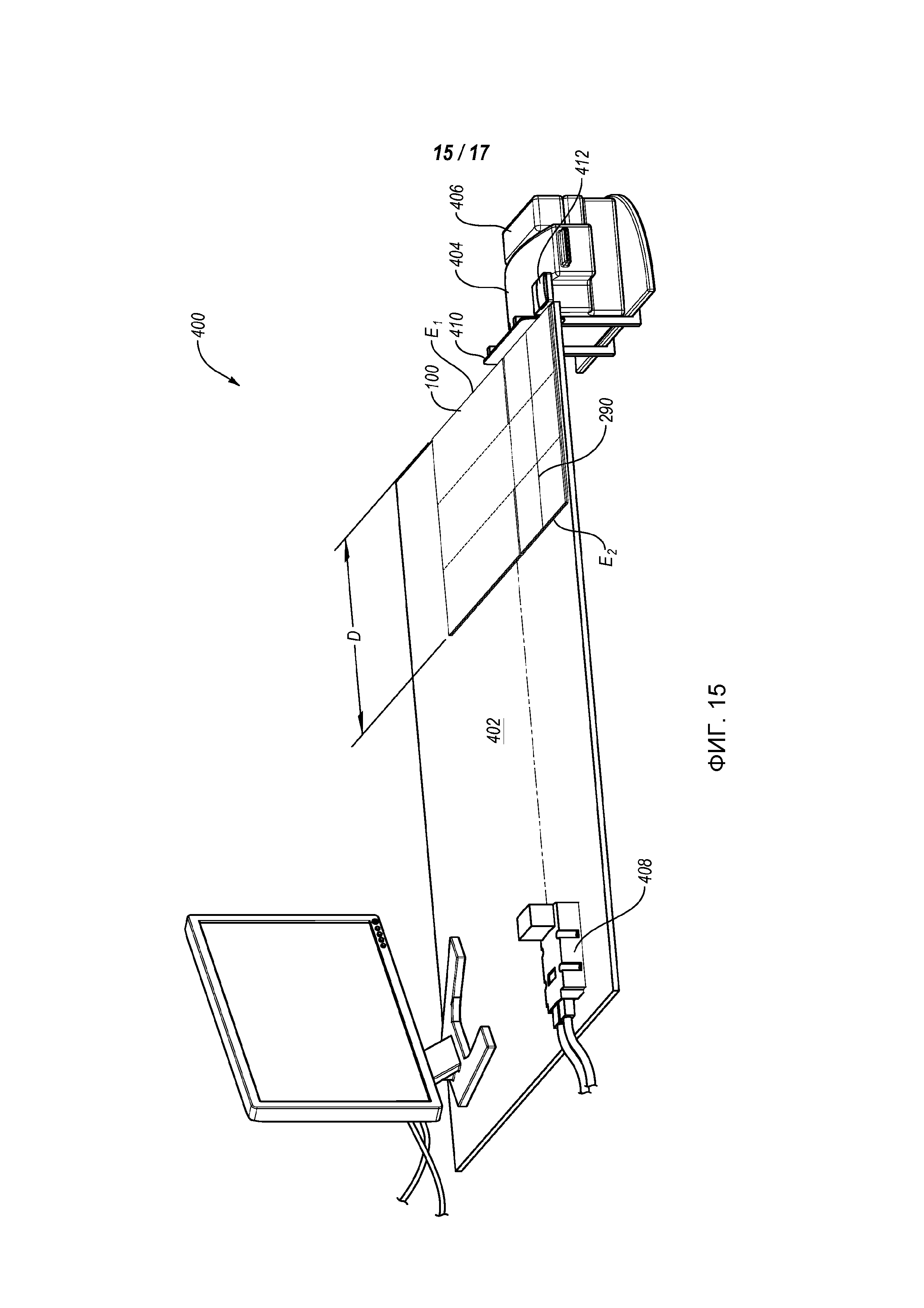
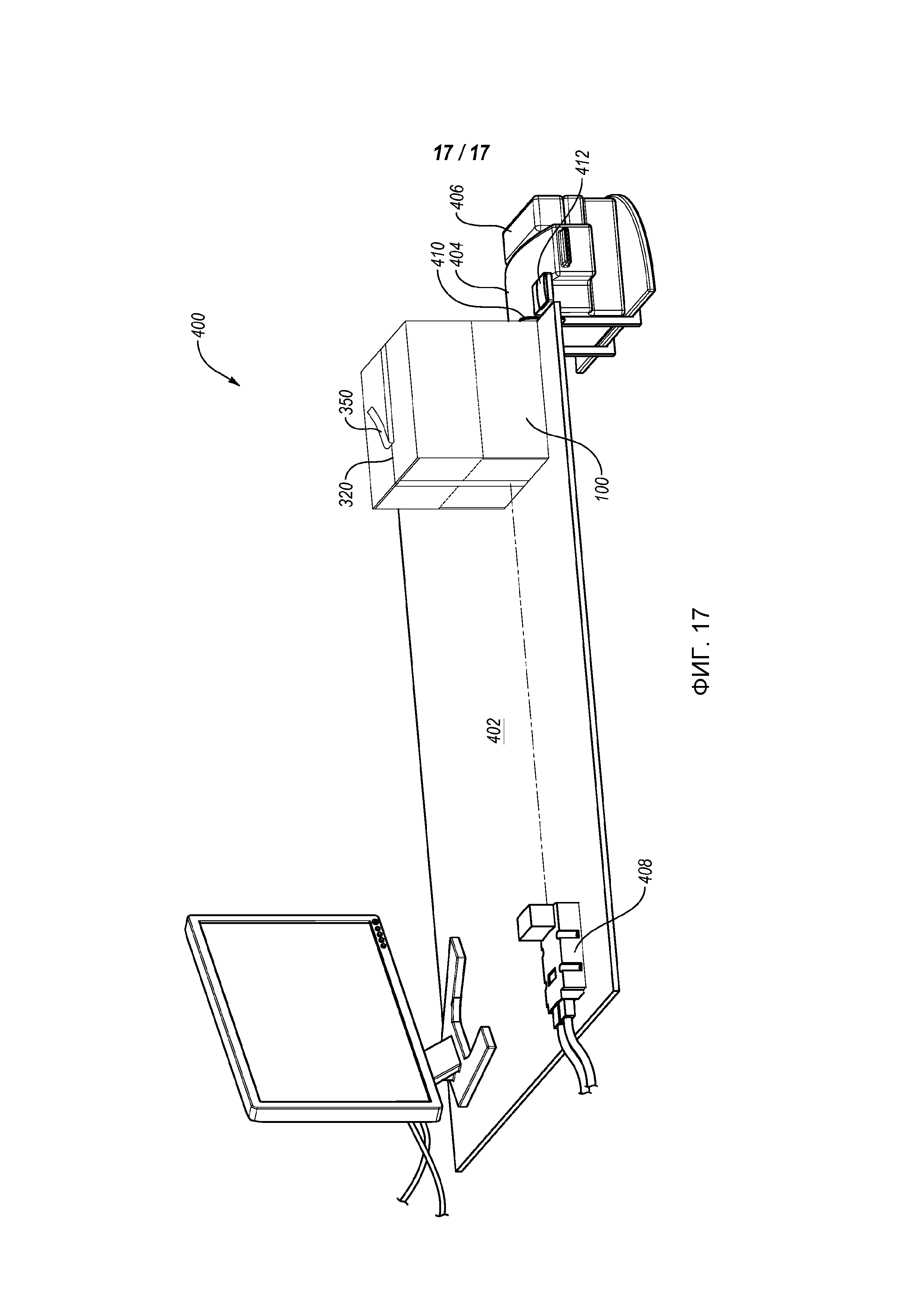
[0081] Далее по Фиг. 14-17, на которых показана одна примерная система 400 и способ для измерения подходящих длин ленты (например, частей ленты 340, 350, 360, 370) для запечатывания одного или более швов 290, 310, 320, описанных выше, по показанному варианту выполнения система 400 содержит опорную структуру 402 (например, стол, стойку, рабочую площадку), на которой, по меньшей мере, участок заготовки коробки может быть расположен во время процесса измерения ленты.
[0082] Система 400 также содержит устройство 404 для выдачи ленты, выполненное для выдачи адгезивной ленты для заклеивания коробки (например, швов 290, 310, 320). В показанном варианте выполнения устройство 404 для выдачи ленты является активируемым в воде устройством для выдачи ленты, но может быть выдачным устройством для ленты любого типа. Как показано, устройство 404 для выдачи ленты расположено на одной стороне и примерно на одном уровне, что и опорная структура 402. В других вариантах выполнения устройство 404 для выдачи ленты может быть расположено на, выше или ниже опорной структуры 402.
[0083] Активируемое в воде устройство 404 для выдачи ленты содержит емкость 406 для воды и ролик или другое средство подачи активируемой в воде адгезивной полоски (не показана). Например, активируемое в воде выдачное устройство 404 для ленты выполнено для выдачи выбранной длины увлажненной адгезивной полоски при возникновении такой потребности. Выбранная длина увлажненной адгезивной полоски затем может быть нанесена на одну или более поверхностей коробки для запечатывания, например, производственного соединения, как конца, так и обоих концов коробки в показанном варианте выполнения.
[0084] В одном варианте выполнения устройство 404 для выдачи ленты может быть функционирующим образом соединено со средствами измерения длины по меньшей мере одной заклеиваемой лентой поверхности коробки. Измерительное средство может, например, запрашивать выдачу длины ленты размера для запечатывания выбранной поверхности коробки у устройства 404 для выдачи ленты. Подходящие примеры средства для измерения длины по меньшей мере одной заклеиваемой лентой поверхности включают без ограничения оптический датчик, ультразвуковой датчик, датчик давления, автоматическое средство разрезания коробки, камеру и их комбинации.
[0084] В показанном примере средство измерения длины по меньшей мере одной заклеиваемой лентой поверхности коробки содержит ультразвуковой датчик 408 и пластинку 410. В показанном примере ультразвуковой датчик 408 и соответствующая пластинка 410 относительно расположены, и ультразвуковой датчик 408 настроен так, что ультразвуковой датчик 408 измеряет длину участка коробки, на который должна быть нанесена лента, как описано подробно далее. Ультразвуковой датчик 408 затем направляет устройство 404 для выдачи ленты для выдачи части ленты, имеющей измеренную длину. Ультразвуковой датчик 408 может автоматически направлять устройство 404 для выдачи ленты для выдачи ленты при измерении коробки, или утразвуковой датчик 408 может направлять устройство 404 для выдачи ленты, когда оператор нажимает переключатель (например, переключатель 412).
[0086] В показанном примере пластинка 410 расположена вдоль края опорной структуры 402 и продолжается вертикально выше верхней поверхности опорной структуры 402. Пластинка 410 действует как референтная точка для ультразвукового датчика 408. Если объект, такой как заготовка коробки, расположен против пластинки 410, ультразвуковой датчик 408 направляет устройство 404 для выдачи ленты для выдачи длины ленты, действующей как расстояние между участком заготовки коробки и пластинкой 410. Ультразвуковой датчик 408 может затем направлять устройство 404 для выдачи длины ленты, примерно равной определенному расстоянию.
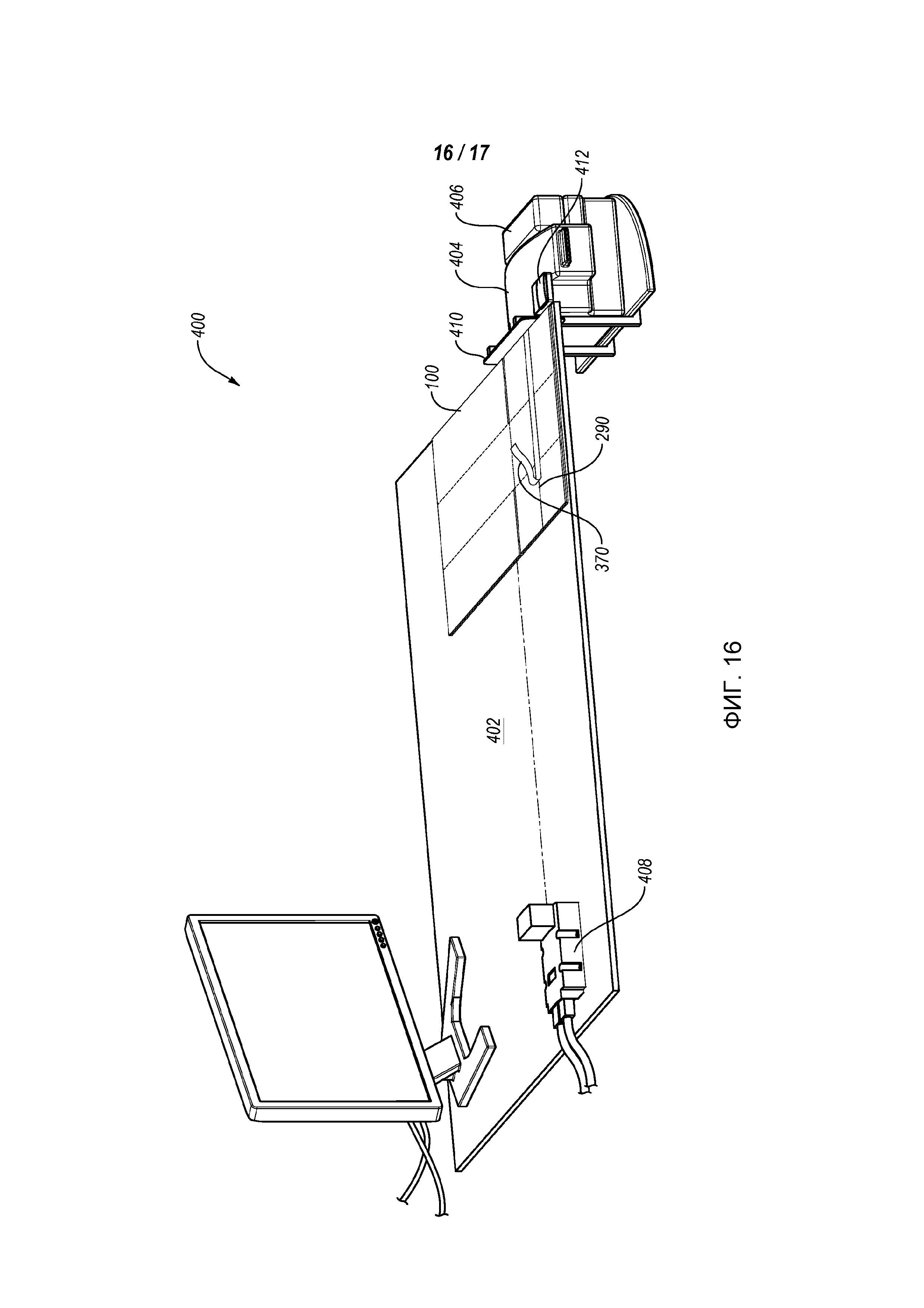
[0087] На Фиг. 15-17 показано более подробно использование системы 400 и этапы измерения примерных длин ленты для запечатывания одного или более швов коробки. Как показано на Фиг. 15, заготовка 100 коробки, согнутая как описано выше по Фиг. 5 (например, для образования шва 290), расположена на опорной структуре 402, так что первый край Е1 заготовки 100 коробки расположен против пластинки 410. Как можно видеть, второй край Е2 расположен между пластинкой 410 и ультразвуковым датчиком 408.
[0088] С заготовкой 100 коробки, расположенной как показано на Фиг. 15, ультразвуковой датчик 408 может измерять длину шва 290. В частности, ультразвуковой датчик 408 может определять положение второго края Е2 и рассчитывать расстояние между вторым краем Е2 и пластинкой 410. В зависимости от используемого датчика второй край Е2 может не быть непосредственно распознаваемым датчиком. В таком случае оператор может располагать его или ее руку или другой объект в выравнивании со вторым краем Е2, и ультразвуковой датчик 408 может определять положение руки или другого объекта оператора и, таким образом, положение второго края Е2. Расстояние D между вторым краем Е2 и пластинкой 410/первый край Е1, как рассчитано ультразвуковым датчиком 408, по существу равно длине шва 290. Таким образом, ультразвуковой датчик 408 может направлять устройство 404 выдачи ленты для измерения длины ленты, имеющей длину, измеренную пропорционально расстоянию D между первым краем Е1 и вторым краем Е2, так что выдается часть ленты, имеющая подходящий размер (то есть не слишком длинную и не слишком короткую) для запечатывания шва 290.
[0089] Как описано где-либо здесь длина ленты может быть по существу равна или короче действующей длины шва 290. Соответственно после подсчета расстояния D (то есть длины шва 290) ультразвуковой датчик 408 может направлять устройство 404 для выдачи ленты для измерения длины ленты, которая короче расстояния D, такого как часть ленты 340, описанной выше. Сходным образом, после подсчета расстояния D (то есть длины шва 290) ультразвуковой датчик 408 могут направлять устройство 404 для выдачи ленты для измерения длины ленты, которая длиннее расстояния D, такого как часть ленты 370, описанной выше.
[0090] В примерах, в которых ультразвуковой датчик 408 направляет устройство 404 для выдачи части ленты, которая длиннее или короче шва 290, разница между длиной ленты и длиной шва 290 может быть постоянной длиной или относительной длиной. Путем неограниченного примера ультразвуковой датчик 408 может направлять устройство 404 для выдачи ленты для выдачи части ленты, на шесть дюймов длиннее шва 290. Лишняя длина части ленты может быть согнута на внутреннюю поверхность согнутой заготовки коробки, как описано выше по Фиг. 11-13. Подобным образом, ультразвуковой датчик 408 может направлять устройство 404 для выдачи части ленты, которая на три дюйма короче шва 290, так что часть ленты покрывает большую часть, но не весь шов 290, сходно с частью ленты 340, описанной выше. Дополнительно ультразвуковой датчик 408 может направлять устройство 404 для выдачи части ленты, составляющей определенный процент (например, 80%, 90%, 110%, 120%) длины шва 290. Независимо от того, равна ли лента, короче или длиннее шва 290, измеренная часть ленты выдается устройством 404 для выдачи ленты и наносится на шов 290, как показано на Фиг. 16.
[0091] Поскольку система 400 измеряет расстояние между вторым краем Е2 и пластинкой 410/первым краем Е1, систему 400 можно использовать для измерения длины шва 290, имеющего различные размеры без необходимости повторной настройки системы 400. То есть, например, систему 400 можно использовать для сборки и запечатывания различных традиционных коробок для упаковки различных товаров без необходимости повторной настройки системы 400. Кроме того, поскольку система 400 обеспечивает, что часть ленты соответствующего размера выдается независимо от размера заготовки коробки, систему 400 проще использовать, и она является менее громоздкой, чем другие полуавтоматизированные или мануальные системы выдачи ленты (например, пистолет с клейкой лентой).
[0092] Далее по Фиг. 17 шов 290 заготовки 100 коробки запечатан, и заготовка 100 коробки частично сооружен для запечатывания первого конца. В показанном примере заготовка 100 коробки расположена на конце и выровнена с пластинкой 410, так что шов 320 продолжается по меньшей мере частично между пластинкой 410 и утразвуковым датчиком 408. С выровненной и расположенной таким образом заготовкой 100 коробки переключатель 412 может быть активирован для вызывания измерения ультразвуковым датчиком 408 длины шва 320. Ультразвуковой датчик 408 затем может направлять устройство 404 для выдачи ленты для измерения длины ленты, имеющей длину, имеющую размер, равный, короче или длиннее действующей длины шва 320. Например, как указано где-либо здесь, длина ленты может превышать длину шва 320, так что концы ленты могут продолжаться на противоположные стороны заготовки коробки. Соответственно, после расчета длины шва 320, ультразвуковой датчик 408 может направлять устройство 404 для выдачи ленты для измерения длины ленты, превышающей длину шва 320. Например, ультразвуковой датчик 408 может направлять устройство 404 для выдачи ленты для измерения длины ленты, превышающей на шесть дюймов длину шва 320, так что лента продолжается примерно на три дюйма на противоположных краях коробки.
[0093] Когда первый конец запечатан, заготовка 100 коробки затем можно перевернуть и наполнить продуктом через второй конец. Когда коробку наполнили, второй конец можно сгибать закрытым, и коробку 100 можно повторно выровнять с пластинкой 410. Второй конец затем можно запечатать с другой длиной ленты сходным образом с описанным для запечатывания первого конца.
[0094] Как указано выше, ультразвуковой датчик является только одним примером измерения длины заклеиваемой лентой поверхности на коробке. В других вариантах выполнения, например, опорная структура 402 может иметь один или более датчиков на верхней поверхности, выполненные для определения ширины Wtemplate заготовки коробки. Путем неограничивающего примера верхняя поверхность опорной структуры 402 может содержать группу переключателей давления, активируемых, когда заготовка коробки расположена на ней. Переключатели давления могут определять на основе количества активируемых переключателей давления ширину Wtemplate заготовки коробки. Когда ширина заготовки коробки определена, датчики могут направлять устройство для выдачи ленты для измерения длины ленты, пропорциональной ширине заготовки коробки.
[0095] Независимо от способа, используемого для образования коробки из заготовки 100 коробки, полученная коробка одержит боковую стенку, образованную двумя центральными участками от противоположных концов заготовки коробки. Дополнительно два центральных участка образуют шов в боковой стенке. Шов в боковой стенке может быть выровнен или смещен от швов вверху и/или внизу коробки. В любом случае, шов в боковой стенке смещен от угла коробки. Кроме того, два центральных участка, образующие шов в боковой стенке, может по выбору не накладываться друг на друга. В результате внутренняя часть полученной коробки может иметь более ровную форму, поскольку на внутренней стороне коробки нет клеевого язычка, и наружная часть коробки может иметь меньше краев, которые можно захватить при перемещении коробки или которые пересекаются с этикетками, расположенными на коробке.
[0096] Настоящее изобретение может быть выполнено в других конкретных формах без отхода от его сущности и объема. Описанные варианты выполнения следует понимать во всех отношениях только как иллюстрирующие и не ограничивающие. Объем изобретения, таким образом, обозначен прилагаемой формулой более, чем приведенным описанием. Все изменения в пределах значения и эквивалентности пунктов формулы должны быть включены в их объем.
Система подачи, машина для переработки с ее использованием и пакет фальцованного материала
Оптимизация производства упаковочных продуктов
Создание упаковки по требованию заказчика на основании сохраненных данных атрибутов
Способ одновременного управления крутящим моментом двигателя внутреннего сгорания и электрической машины в гибридном транспортном средстве
Способ переключения передач гибридного транспортного средства
Система привода для гибридного транспортного средства, оснащенная средством вычисления крутящего момента двигателя на основании крутящего момента электродвигателя
Способ приведения в движение гибридного транспортного средства в связи с запуском двигателя внутреннего сгорания этого транспортного средства
Мозаичное производство упаковочных материалов
Система привода и способ приведения в движение транспортного средства
Способ запуска двигателя внутреннего сгорания в гибридном транспортном средстве
Система подачи, машина для переработки с ее использованием и пакет фальцованного материала
Машина для склеивания коробок (варианты) и способ изготовления коробок
Оптимизация производства упаковочных продуктов
Создание упаковки по требованию заказчика на основании сохраненных данных атрибутов
Способ одновременного управления крутящим моментом двигателя внутреннего сгорания и электрической машины в гибридном транспортном средстве
Способ переключения передач гибридного транспортного средства
Система привода для гибридного транспортного средства, оснащенная средством вычисления крутящего момента двигателя на основании крутящего момента электродвигателя
Способ приведения в движение гибридного транспортного средства в связи с запуском двигателя внутреннего сгорания этого транспортного средства
Мозаичное производство упаковочных материалов
Система привода и способ приведения в движение транспортного средства

