Результат интеллектуальной деятельности: ОПТИМИЗАЦИЯ ПРОИЗВОДСТВА УПАКОВОЧНЫХ ПРОДУКТОВ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка испрашивает приоритет предварительной заявки на патент США № 61/359,753, озаглавленной «Оптимизация конструкции упаковки в реальном времени», поданной 29 июня 2010 г., которая включена в данный документ в своем полном объеме.
УРОВЕНЬ ТЕХНИКИ
С увеличением доступности товаров, продуктов и других изделий не только локально, но и через мировой рынок, требования к надлежащей упаковке таких материалов для транспортировки и доставки важны как никогда. К счастью, имеющиеся системы упаковки могут быть использованы в настоящее время для получения по существу любого стиля упаковки.
Пожалуй, единственным самым важным фактором в производстве упаковки для продукта является то, что упаковка должна быть выполнена так, чтобы по возможности точно соответствовать содержащемуся продукту. Благодаря более точному соответствию не только уменьшается вероятность повреждения содержащегося изделия или продукта, но и уменьшается и возможно устраняется необходимость внутренней упаковки. В частности, когда упаковочные материалы, такие как гофрированный картон, используют для создания коробки или другой конструкции упаковки, материалы загибают и складывают по возможности под прямым углом. Загибание и складывание под прямыми углами увеличивает прочностные характеристики упаковочных материалов (по существу по экспоненциальному закону), тем самым придавая полученной в результате коробке соответственно увеличенную стойкость к повреждению при укладке.
Для удовлетворения конкретных ограничивающих условий по размерам может быть создано множество различных стилей коробок. Каждый из различных стилей коробок может иметь различные достоинства и недостатки. Например, некоторые стили коробок могут быть более приятными с эстетической точки зрения, а другие могут обладать более высокими защитными особенностями. Одни стили коробок могут быть быстрее произведены и/или собраны, тогда как другие могут требовать меньше материала для производства или меньше материала для сборки, запечатывания или другого манипулирования заготовкой коробки.
Вследствие очень большого числа типов коробок и других упаковочных материалов, которые могут быть произведены, каждый со своими собственными положительными и отрицательными особенностями, человеку, не знакомому с конкретным стилем коробки, может быть очень трудно идентифицировать, когда некоторые стили могут быть использованы. Даже при обеспечении информации о типах стилей, для человека, производящего или собирающего коробку, возможно, будет сложно и/или потребуется много времени, для того чтобы рассмотреть каждый доступный вариант выбора и выбрать предпочтительный вариант выбора. Кроме того, в некоторых условиях, могут оказывать влияние факторы производства в реальном времени, когда должна быть использована конкретная коробка. Например, если имеется задолженность производства, то может быть желательно увеличить производительность посредством производства коробок с меньшим временем производства, даже если производимые коробки обладают менее привлекательными с точки зрения эстетики или более низкими защитными свойствами, или требуют больше материалов для производства или сборки. В других случаях, информация в реальном времени может указывать, что существуют неиспользуемые производственные мощности, так что другим соображениям придают более высокий приоритет.
КРАТКАЯ СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способам, машинам, системам и компьютерным программным продуктам для оптимизации производства упаковочных продуктов. Компьютерная система принимает информацию о производстве упаковки для производства упаковочного продукта. Информация о производстве упаковки по меньшей мере задает размер упаковочного продукта. Компьютерная система осуществляет доступ ко множеству различных конструкций упаковки. Каждая из множества различных конструкций упаковки указывает значения для комбинации характеристик производства упаковки. Указанные значения для комбинации характеристик производства упаковки должны быть использованы при производстве упаковочного продукта в соответствии с конструкцией упаковки.
Компьютерная система выбирает конструкцию упаковки из множества различных конструкций упаковки для производства упаковочного продукта. Выбор основан на пригодности выбранной конструкции упаковки для производства упаковочного продукта в соответствии с информацией о производстве упаковки. Компьютерная система отправляет инструкции для производства упаковочного продукта в машину производства упаковки. Инструкции инструктируют машине производства упаковки использовать доступные исходные материалы, достаточные для заданного размера и в соответствии с выбранной конструкцией упаковки.
Данная сущность изобретения обеспечена для введения выбора концепций в упрощенной форме, которые дополнительно описаны ниже по тексту в подробном описании. Данная сущность изобретения не предназначена для идентификации ключевых признаков или существенных признаков заявленного объекта изобретения и не предназначена для использования в качестве помощи в определении объема заявленного объекта изобретения.
Дополнительные признаки и преимущества изобретения будут изложены в приведенном ниже по тексту описании и частично будут очевидны из данного описания или могут быть выяснены в процессе реализации изобретения на практике. Признаки и преимущества изобретения могут быть реализованы и получены посредством инструментов и комбинаций, конкретно указанных в прилагаемой формуле изобретения. Эти и другие признаки настоящего изобретения станут более понятными из приведенного ниже по тексту описания и прилагаемой формулы изобретения или могут быть выяснены в процессе реализации изобретения на практике, как изложено ниже по тексту.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для того чтобы описать, каким образом могут быть получены вышеупомянутые и другие преимущества и признаки настоящего изобретения, будет представлено более подробное описание изобретения, кратко описанного выше по тексту, посредством ссылки на конкретные варианты его осуществления, которые показаны в прилагаемых чертежах. Подразумевая, что данные чертежи показывают только типичные варианты осуществления изобретения и поэтому не должны рассматриваться как ограничивающие его объем, изобретение будет описано и объяснено с дополнительной конкретизацией и подробно посредством использования прилагаемых чертежей, из которых:
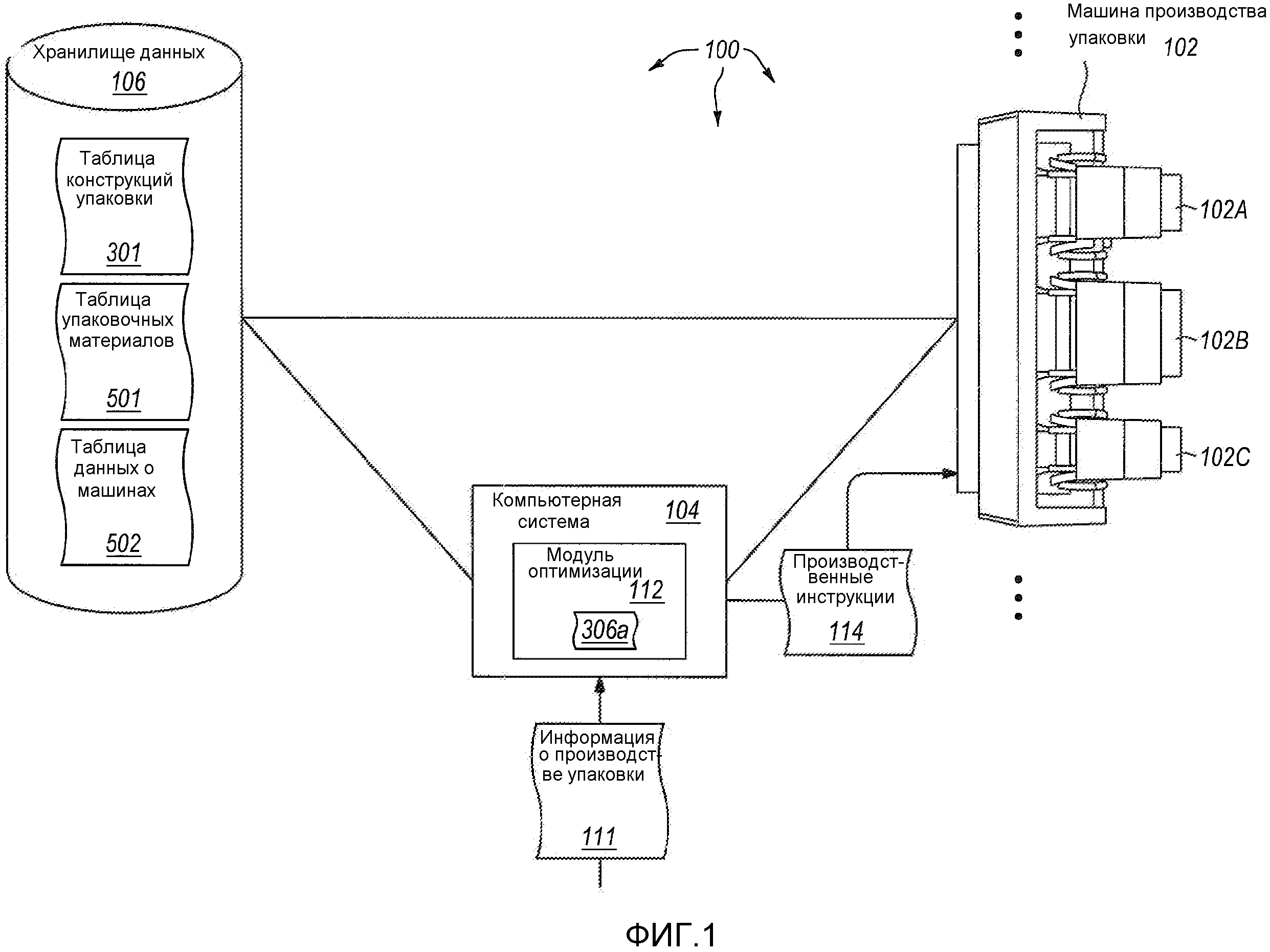
Фиг. 1 показывает примерную производственную архитектуру, которая обеспечивает оптимизацию производства упаковочных продуктов.
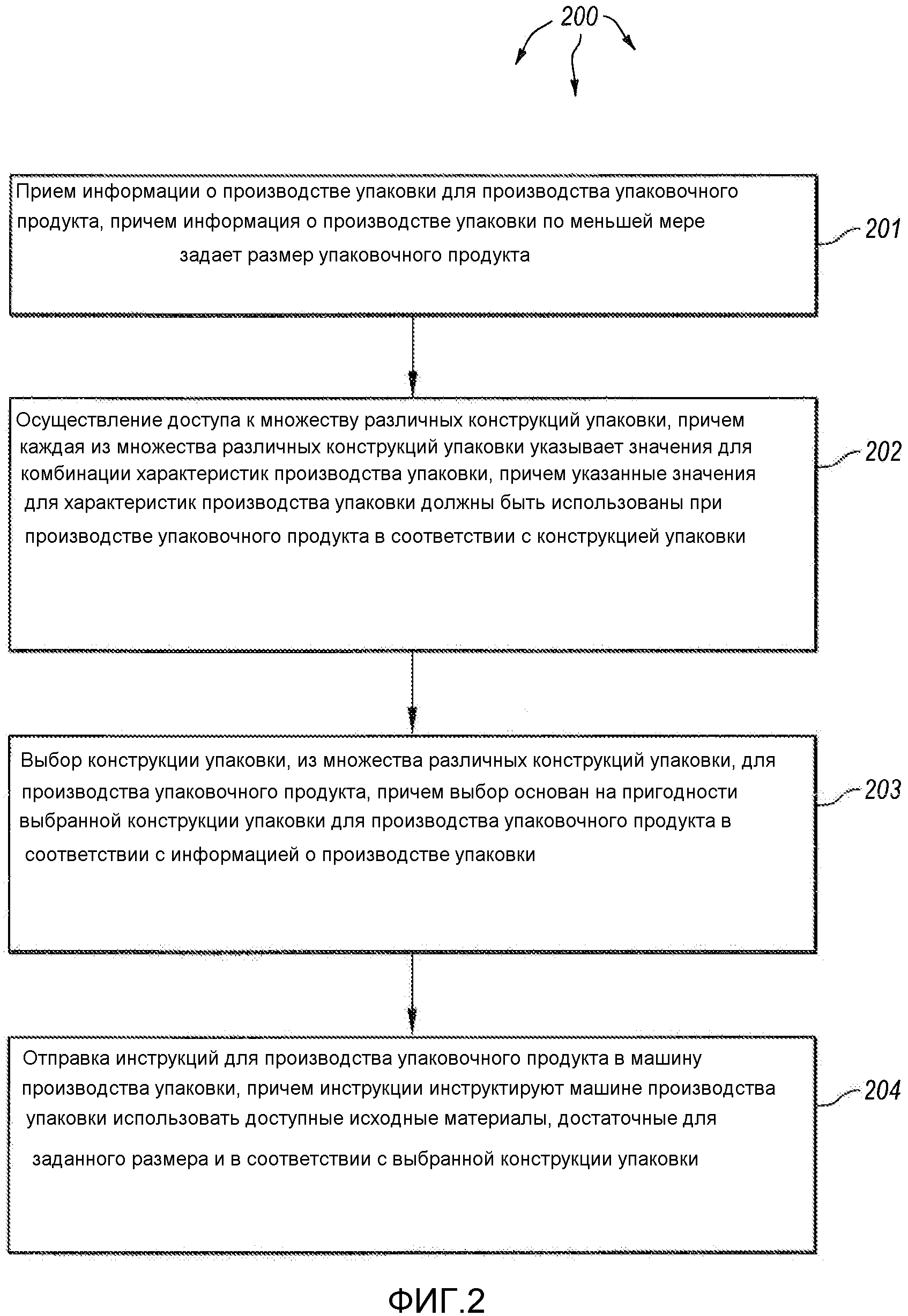
Фиг. 2 показывает блок-схему последовательности операций примерного способа для оптимизации производства упаковочных продуктов.
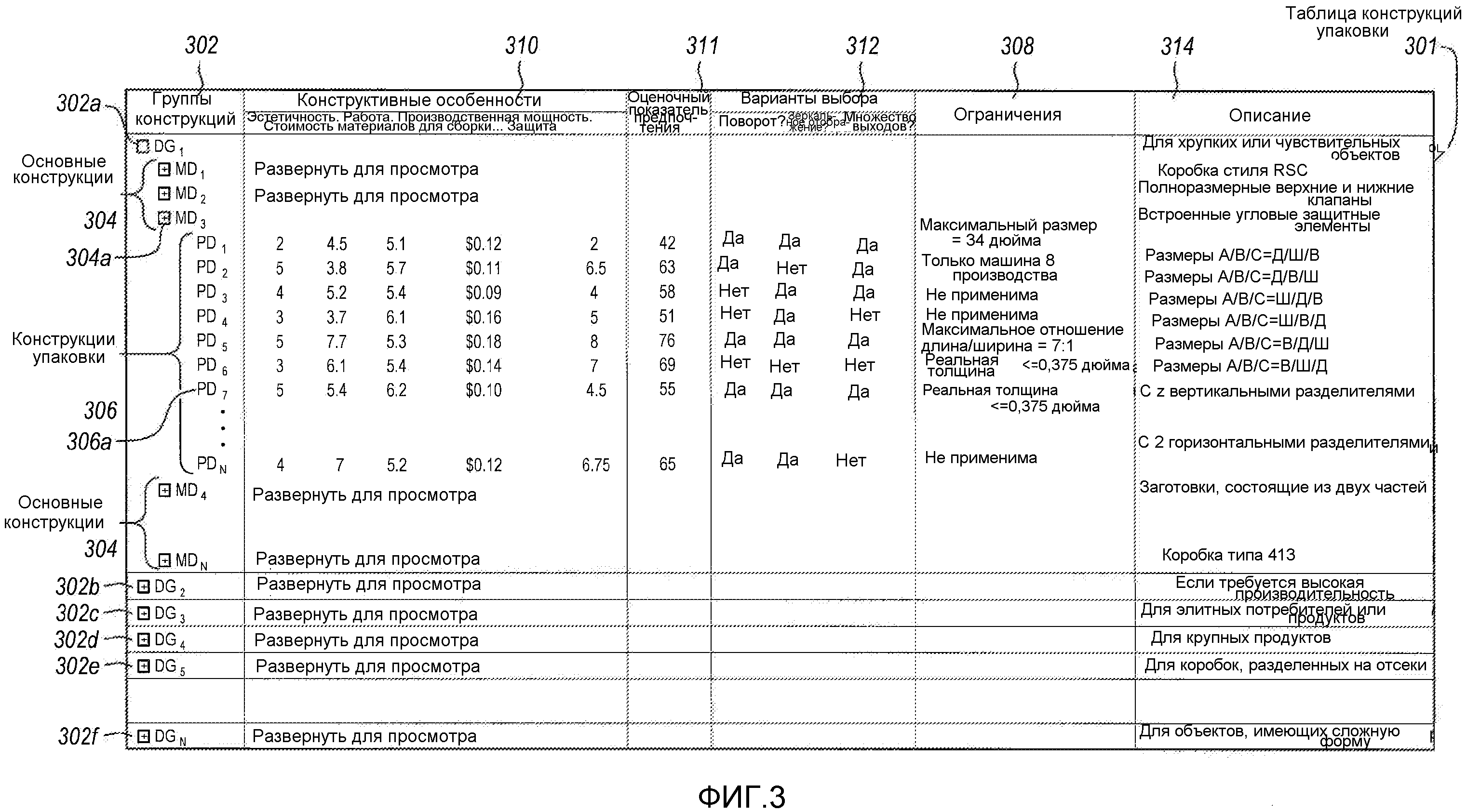
Фиг. 3 показывает примерную таблицу информации об упаковке.
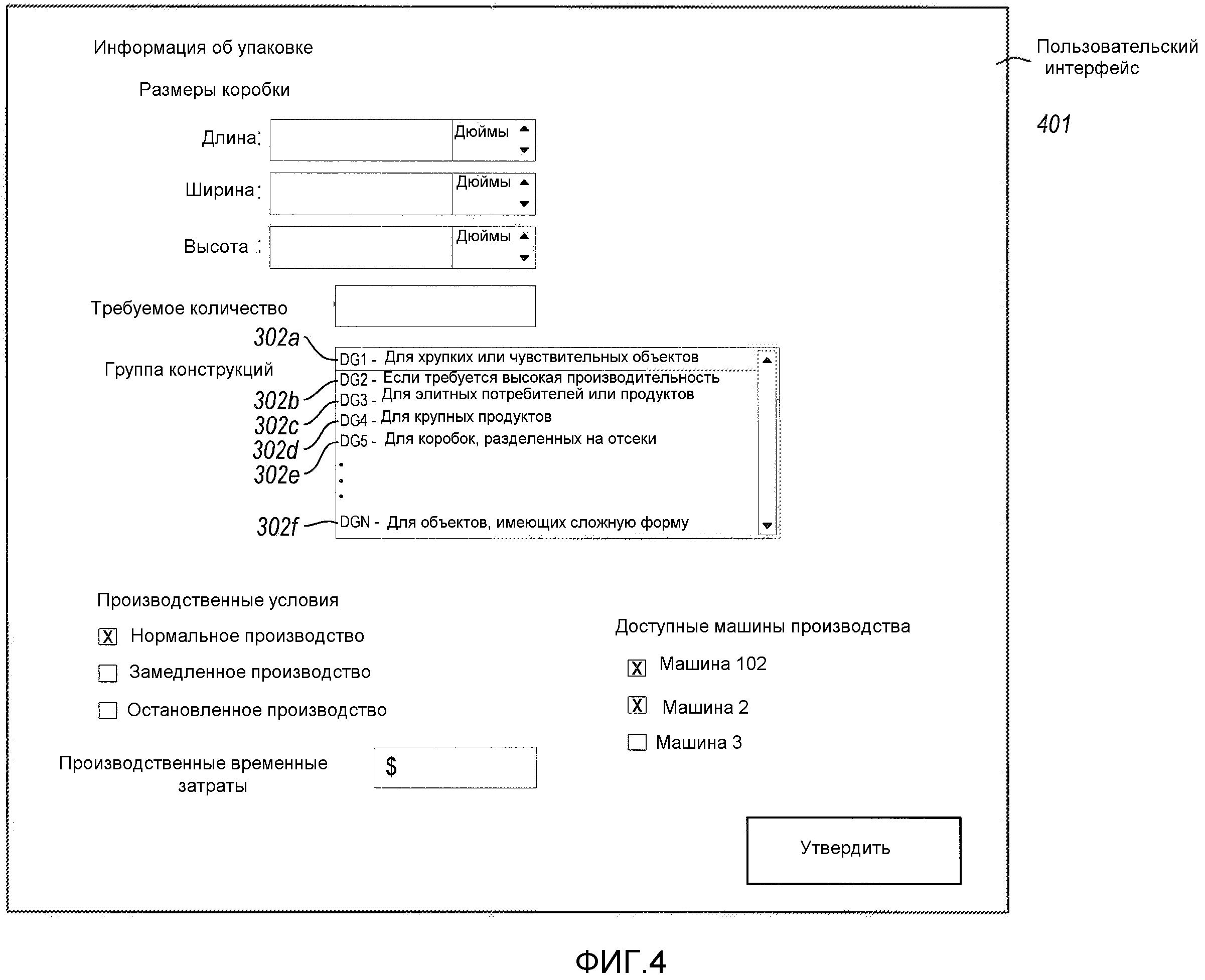
Фиг. 4 показывает примерный пользовательский интерфейс для осуществления доступа к информации о производстве упаковки.
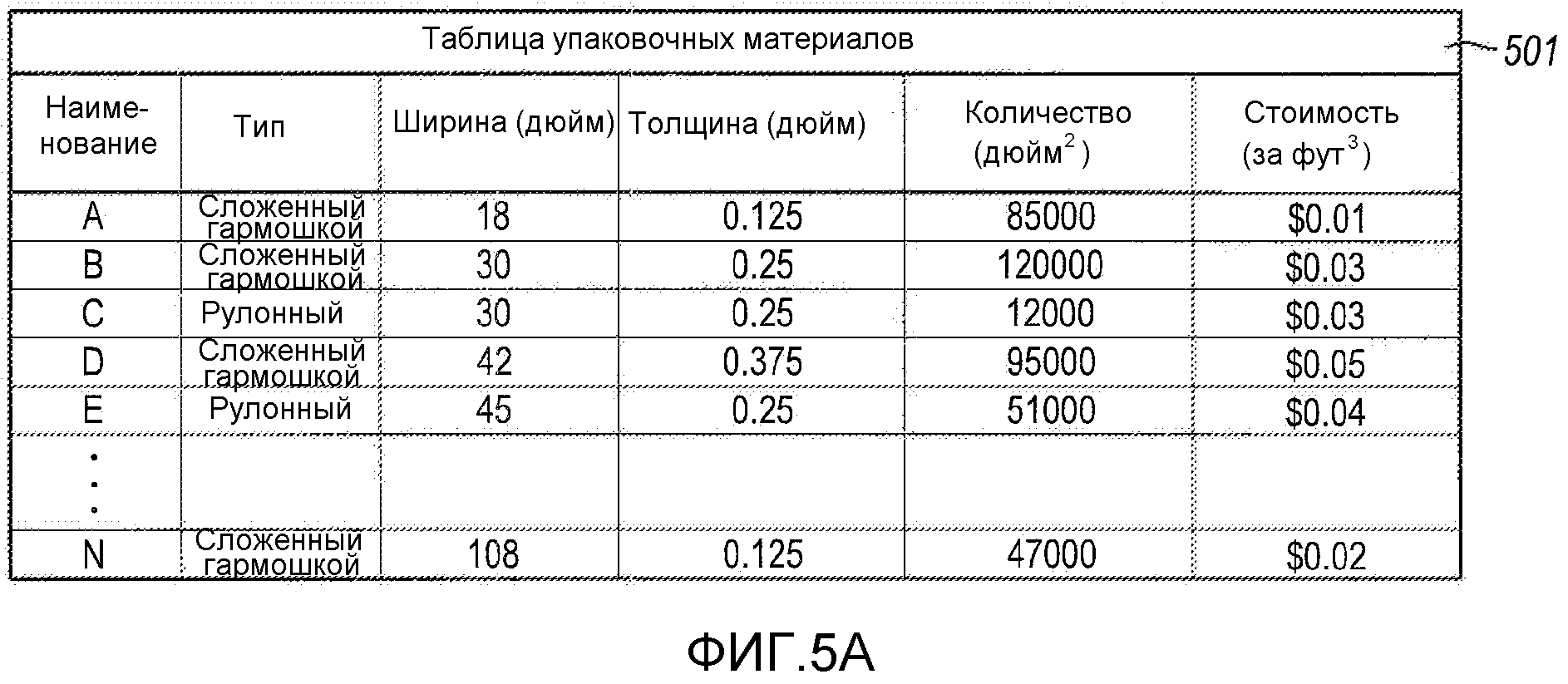
Фиг. 5А показывает примерную таблицу упаковочных материалов.
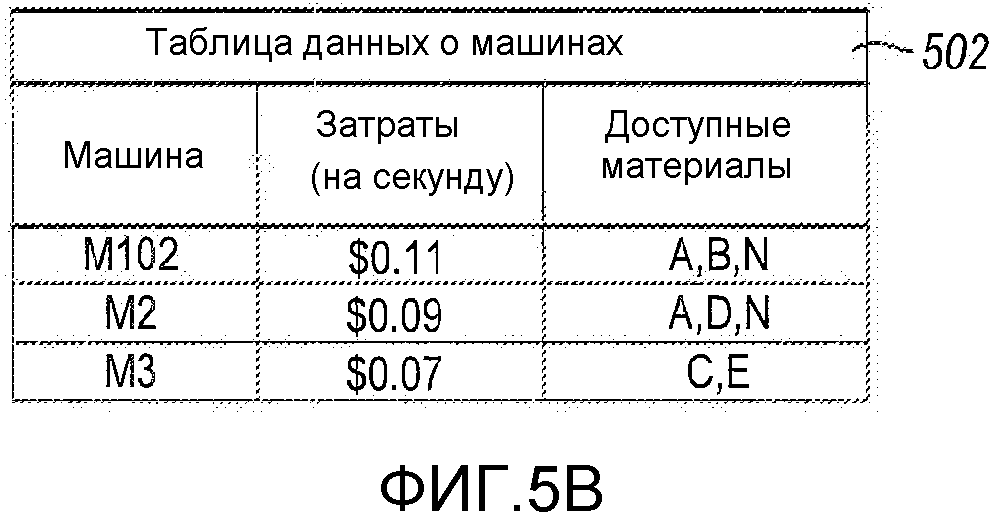
Фиг. 5В показывает примерную таблицу данных о машинах.
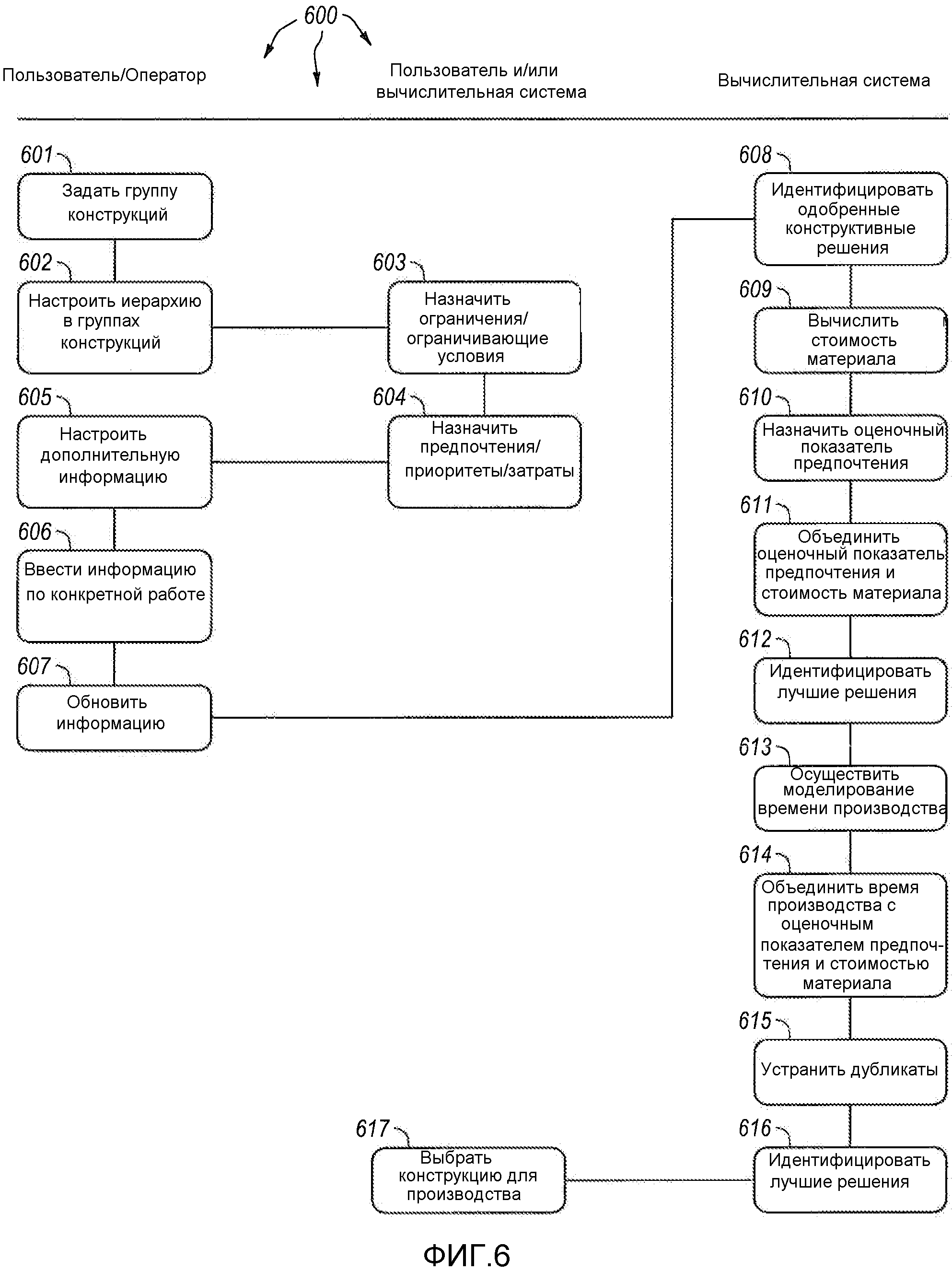
Фиг. 6 показывает блок-схему последовательности операций примерного способа для выбора конструкции для упаковочного продукта.
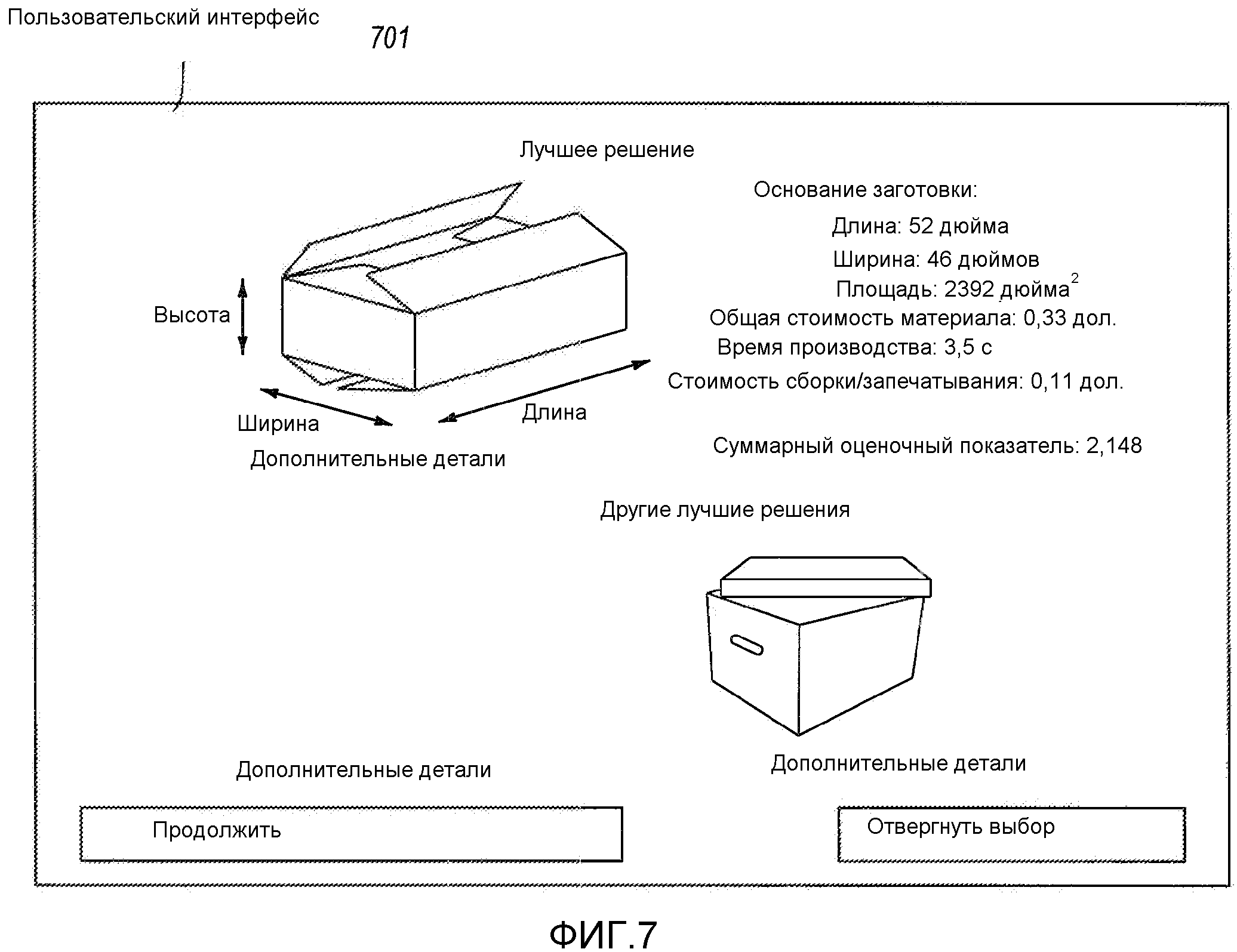
Фиг. 7 показывает примерный пользовательский интерфейс для представления конструкций упаковки.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение относится к способам, машинам, системам и компьютерным программным продуктам для оптимизации производства упаковочных продуктов. Компьютерная система принимает информацию о производстве упаковки для производства упаковочного продукта. Информация о производстве упаковки по меньшей мере задает размер упаковочного продукта. Компьютерная система осуществляет доступ ко множеству различных конструкций упаковки. Каждая из множества различных конструкций упаковки указывает значения для комбинации характеристик производства упаковки. Указанные значения для комбинации характеристик производства упаковки должны быть использованы при производстве упаковочного продукта в соответствии с конструкцией упаковки.
Компьютерная система выбирает конструкцию упаковки из множества различных конструкций упаковки для производства упаковочного продукта. Выбор основан на пригодности выбранной конструкции упаковки для производства упаковочного продукта в соответствии с информацией о производстве упаковки. Компьютерная система отправляет инструкции для производства упаковочного продукта в машину производства упаковки. Упомянутые инструкции инструктируют машине производства упаковки использовать доступные исходные материалы, достаточные для заданного размера и в соответствии с выбранной конструкцией упаковки.
Варианты осуществления настоящего изобретения могут содержать или использовать специализированный или универсальный компьютер, включающий в себя аппаратное обеспечение компьютера, такое как, например, один или более процессоров и системная память, как более подробно описано ниже по тексту. Варианты осуществления в пределах объема настоящего изобретения включают в себя также физические и другие считываемые компьютером носители для выполнения или хранения исполняемых компьютером инструкций и/или структур данных. Такие считываемые компьютером носители могут представлять собой любые доступные носители, к которым может быть осуществлен доступ посредством универсальной или специализированной компьютерной системы. Считываемые компьютером носители, которые хранят исполняемые компьютером инструкции, представляют собой компьютерные носители данных (устройства). Считываемые компьютером носители, которые содержат исполняемые компьютером инструкции, представляют собой передающие среды. Таким образом, только в качестве примера, а не ограничения, варианты осуществления настоящего изобретения могут содержать по меньшей мере два совершенно разных типа считываемых компьютером носителей: компьютерные носители данных (устройства) и передающие среды.
Компьютерные носители данных (устройства) включают в себя запоминающие устройства с произвольной выборкой (random access memory - RAM), постоянные запоминающие устройства (read only memory - ROM), электрически стираемые программируемые постоянные запоминающие устройства (electrically erasable programmable read-only memory - EEPROM), компакт-диски, доступные только для чтения (compact-disk read-only memory - CD-ROM), твердотельные накопители (solid state drives - SSD), (например, на основе RAM), флэш-память, память с изменением фазы (phase-change memory - PCM), другие типы памяти, другие запоминающие устройства на оптических дисках, запоминающие устройства на магнитных дисках или другие магнитные запоминающие устройства или другие носители, которые могут быть использованы для хранения желаемых средств программного кода в форме исполняемых компьютером инструкций или структур данных, и к которым может быть осуществлен доступ посредством универсального или специализированного компьютера.
«Сеть» задается как один или более каналов передачи данных, которые обеспечивают перемещение электронных данных между компьютерными системами и/или модулями и/или другими электронными устройствами. Когда информация передается или обеспечивается по сети или другому соединению связи (или проводному, беспроводному, или комбинации проводного и беспроводного) в компьютер, компьютер соответственно рассматривает соединение как передающую среду. Передающие среды могут включать в себя сеть и/или каналы передачи данных, которые могут быть использованы для перемещения либо требуемых программных кодовых средств в форме исполняемых компьютером инструкций, либо структур данных, и к которым может быть осуществлен доступ посредством универсального или специализированного компьютера. Комбинации вышеупомянутых средств должны быть также включены в объем считываемых компьютером носителей.
Кроме того, при достижении различных компонентов компьютерной системы, средства программного кода в виде исполняемых компьютером инструкций или структур данных могут автоматически переноситься из передающих сред в компьютерные носители данных (устройства) (или наоборот). Например, исполняемые компьютером инструкции или структуры данных, принимаемые по сети или каналу передачи данных, могут быть буферизированы в RAM в модуле сетевого интерфейса (например, «NIC») и затем в конечном итоге перенесены в RAM компьютерной системы и/или в менее энергозависимые компьютерные носители данных (устройства) в компьютерной системе. Таким образом, необходимо понимать, что компьютерные носители данных (устройства) могут быть включены в компоненты компьютерной системы, которые также (или даже главным образом) используют передающие среды.
Исполняемые компьютером инструкции содержат, например, инструкции и данные, которые, при исполнении в процессоре, побуждают универсальный компьютер, специализированный компьютер или специализированное устройство обработки выполнять некоторую функцию или группу функций. Исполняемые компьютером инструкции могут представлять собой, например, двоичный код, промежуточные инструкции форматирования, такие как язык ассемблера, или даже исходный код. Хотя объект изобретения описан на языке, характерном для структурных признаков и/или методологических этапов, необходимо понимать, что объект изобретения, заданный в прилагаемой формуле изобретения, необязательно ограничен описанными признаками или этапами, описанными выше по тексту. Точнее, описанные признаки и этапы раскрыты как примерные формы реализации формулы изобретения.
Для специалистов в данной области техники будет понятно, что настоящее изобретение может быть реализовано на практике в сетевых вычислительных средах при самых разных типах конфигураций компьютерной системы, включающих в себя персональные компьютеры, настольные компьютеры, ноутбуки, процессоры для обработки сообщений, ручные устройства, многопроцессорные системы, бытовую электронику на базе микропроцессоров или программируемую бытовую электронику, сетевые персональные компьютеры, миникомпьютеры, универсальные компьютеры, мобильные телефоны, персональные цифровые помощники, пейджеры, роутеры, коммутационные устройства, машины производства упаковки и др. Настоящее изобретение может быть также осуществлено на практике в распределенных системных средах, в которых локальная и удаленная компьютерные системы, которые связаны (либо посредством проводных каналов передачи данных, беспроводных каналов передачи данных, либо посредством комбинации проводных и беспроводных каналов передачи данных) через сеть, обе выполняют задачи. В распределенной системной среде программные модули могут быть расположены как в локальных, так и в удаленных запоминающих устройствах памяти.
Варианты осуществления изобретения могут эффективно и автоматически определять и выбирать оптимальные конструкции упаковки для производства упаковочных продуктов, таких как, например, заготовки коробок. Определение и выбор конструкций упаковки могут быть основаны на информации об упаковочном продукте и заданных конструкциях упаковки, и в некоторых вариантах осуществления наряду с одним или более из: данных о машинах производства, данных об упаковочном материале и факторов реального времени производственной среды. Затем машине производства упаковки может быть инструктировано производство упаковочных продуктов в соответствии с выбранными конструкциями упаковки.
На фиг. 1 показана примерная производственная архитектура 100, которая обеспечивает оптимизацию производства упаковочных продуктов. Ссылаясь на фиг. 1, производственная архитектура 100 включает в себя машины 102 производства, компьютерную систему 104 и хранилище 106 данных. Каждый из показанных компонентов и машин соединен с другим посредством (или является частью) сети, такой как, например, локальная сеть (local area network - LAN), широкомасштабная сеть (wide area network - WAN) и даже Интернет. Следовательно, каждая из показанных компьютерных систем, а также любые другие соединенные компьютерные системы, машины и их компоненты, могут создавать данные, связанные с сообщением, и обмениваться по сети данными, связанными с сообщением (например, дейтаграммами Интернет-протокола (Internet Protocol - IP) и другими протоколами более высокого уровня, которые используют дейтаграммы IP, такими как протокол управления передачей (Transmission Control Protocol - TCP), протокол передачи гипертекста (Hypertext Transfer Protocol - HTIP), простой протокол передачи почты (Simple Mail Transfer Protocol - SMTP) и др.).
Как показано, машина 102 производства упаковки включает в себя производственные линии 102А, 102В и 102С. Каждая из производственных линий 102А, 120В и 102С может быть загружена исходными упаковочными материалами, такими как, например, сложенный гармошкой или рулонный гофрированный картон. Как показано, каждая из производственных линий 102А, 102В и 102С имеет разную максимальную ширину для исходных материалов. Когда производственные линии 102А, 102В и 102С производят упаковочные продукты (например, заготовки коробок), машина 102 производства упаковки может поддерживать локальное хранилище данных об использовании. Машина 102 производства упаковки может включать в себя NIC для связи по сети. Время от времени или с желаемыми интервалами машина 102 производства упаковки может передавать данные об использовании из локального хранилища в компьютерную систему 104 и/или хранилище 106 данных. Вертикальные троеточия выше и ниже машины 102 производства упаковки показывают, что в производственную архитектуру 100 может быть включена одна или более дополнительных машин производства упаковки.
Хранилище данных 106 обычно может хранить различные типы информации для оптимизации производства упаковочных продуктов. Например, хранилище 106 данных может хранить информацию для одной или более машин производства упаковки, таких как, например, машина 102 производства упаковки. Хранимая информация для машин производства упаковки может включать в себя: типы машин производства упаковки, стоимость эксплуатации машин производства упаковки, типы исходных материалов, доступные в машинах производства упаковки, и группы конструкций, используемые для оптимизации производства упаковки в машинах производства упаковки. Как показано в производственной архитектуре 100, хранилище 106 данных, более конкретно, включает в себя таблицу 301 конструкций упаковки, таблицу 501 упаковочных материалов и таблицу 502 данных о машинах.
Компьютерная система 104 включает в себя модуль 112 оптимизации. Модуль 112 оптимизации в общем сконфигурирован для оптимизации производства упаковочных продуктов. В некоторых вариантах осуществления модуль 112 оптимизации включает в себя функциональность конструирования упаковочного продукта в реальном времени. Когда упаковочный продукт должен быть произведен, модуль 112 оптимизации может обращаться к данным в хранилище 106 данных, для того чтобы определять каким образом оптимизировать производство упаковочного продукта. Когда оптимизация определена, модуль 112 оптимизации может отправлять инструкции в машину производства упаковки. Инструкции инструктируют машине производства упаковки производить упаковочный продукт в соответствии с определенной оптимизацией.
В некоторых вариантах осуществления, компьютерная система 104 и/или машина 102 производства упаковки используют всю или некоторую часть информации из хранилища 106 данных, для того чтобы оптимизировать, каких типов и/или размеров заготовки упаковки должны быть произведены машиной 102 производства. В некоторых вариантах осуществления, компьютерная система 104 и/или машина 102 производства упаковки также оптимизируют, какая линия упаковочных материалов должна быть использована для производства упаковочного продукта.
Кроме того, хотя машина 102 производства упаковки, компьютерная система 104 и хранилище 106 данных показаны раздельно, компоненты и данные, показанные в машине 102 производства, компьютерной системе 104 и хранилище 106 данных могут быть объединены. Например, компьютерная система 104 может быть физически объединена в одно целое с машиной 102 производства упаковки. Аналогичным образом, хранилище 106 данных может быть физически объединено в одно целое с компьютерной системой 104 и/или машиной 102 производства упаковки.
В некоторых вариантах осуществления, упаковочный продукт представляет собой заготовку коробки. Заготовка коробки может быть подвергнута дополнительным манипуляциям, например, сложена, и края могут быть соединены вместе, чтобы сформировать коробку. Для разных проектов могут быть использованы или желательны разные типы коробок или другой упаковки. Размер коробки может быть изменяться в зависимости от того, что размещается в коробке. При определении, какого типа и/или размера коробка потребуется для конкретного использования или применения, могут также учитываться другие типы особенностей. Например, размещение тяжелого или хрупкого объекта может требовать использования коробки, выполненной из некоторого типа материала или имеющей улучшенные защитные характеристики (например, клейкие клапаны, встроенные угловые защитные элементы, полноразмерные клапаны и др.).
Таким образом, как описано в основном, компоненты производственной архитектуры 100 могут быть использованы для оптимизации производства упаковочных продукций на основе любого числа различных особенностей или факторов. Для того чтобы обеспечить использование производственной архитектуры 100 в определении надлежащей упаковки для объекта, может быть рассмотрено некоторое число различных конструкций или типов упаковки. Каждый тип или конструкция упаковки может иметь разную форму, стиль или другую особенность. Например, одна конструкция упаковки может иметь верхние и/или нижние клапаны, которые составляют приблизительно половину ширины готовой коробки. Для других конструкций коробки, верхние и/или нижние клапаны могут доходить до полной ширины коробки. Эти или другие типы коробок могут также включать в себя клейкие или сшиваемые скобками клапаны для сборки, иметь выполненные как одно целое угловые защитные элементы, встроенные в верхние и/или нижние клапаны, или содержать другие особенности или их любое сочетание.
На фиг. 2 показана блок-схема последовательности операций примерного способа 200 для оптимизации производства упаковочных продуктов. Способ 200 будет описан с учетом компонентов и данных компьютерной архитектуры 100. При описании способа 200 будут также сделаны ссылки на фиг. 3, 4, 5А и 5В.
Способ 200 включает в себя этап приема информации о производстве упаковки для производства упаковочного продукта, причем информация о производстве упаковки по меньшей мере задает размер упаковочного продукта (этап 201). Например, компьютерная система 104 может принимать информацию 111 о производстве упаковки. Информация 111 о производстве упаковки может задавать размер упаковочного продукта (например, коробки). Информация 111 о производстве упаковки может также включать в себя другую информацию, которую может использовать модуль 112 оптимизации, для того чтобы определять каким образом оптимизировать производство упаковочного продукта. Например, упомянутая другая информация может включать в себя: некоторое количество коробок для производства, выбранную группу конструкций, производственные условия, доступные машины производства упаковки и производственные временные затраты.
В некоторых вариантах осуществления, информация 111 о производстве упаковки составляется автоматически в другой компьютерной системе или даже в другом модуле компьютерной системы 104. В других вариантах осуществления, пользователь-человек вводит информацию 111 о производстве упаковки через пользовательский интерфейс, например, предусмотренный в компьютерной системе 104 или в каком-либо другом местоположении сети. Ссылаясь кратко на фиг. 4, пользовательский интерфейс 401 показывает различные элементы управления пользовательского интерфейса для ввода информации о производстве упаковки. Оператор или другой пользователь может использовать пользовательский интерфейс 401 для того, чтобы вводить размерность коробки, количество коробок для производства, выбор группы конструкций, указывать производственные условия, выбирать доступные машины производства и указывать производственные временные затраты. Например, через пользовательский интерфейс 401 пользователь может выбирать группу 302а конструкций и указывать, какая машина 102 производства упаковки является доступной. Информация о производстве упаковки, введенная через пользовательский интерфейс 401, может быть включена в информацию 111 о производстве упаковки.
Способ 200 включает в себя этап осуществления доступа к множеству различных конструкций упаковки, причем каждая из множества различных конструкций упаковки указывает значения для комбинации характеристик производства упаковки, причем указанные значения для комбинации характеристик производства упаковки должны быть использованы при производстве упаковочного продукта в соответствии с конструкцией упаковки (этап 202). Например, компьютерная система 104 может осуществлять доступ к таблице 301 конструкций упаковки. Ссылаясь на фиг. 3, таблица 301 конструкций упаковки содержит столбцы, включающие в себя группы 302 конструкций, конструктивные особенности 310, оценочный показатель 311 предпочтения, варианты 312 выбора, ограничения 308 и описание 314.
Группы 302 конструкций включают в себя некоторое число групп 302а, 302b, 302с, 302d, 302е, 302f и др. конструкций. Каждая группа конструкций может включать в себя одну или более основных конструкций. Например, группа 302а конструкций включает в себя основные конструкции 304. Каждая основная конструкция может быть связана с конкретным алгоритмом или другой конструкцией, которая может быть оценена, выражена численно или как-то иначе соотнесена с другими основными конструкциями в соответствующей группе конструкций.
В группах конструкций может быть установлена иерархия. Например, основная конструкция 304а имеет множество конструкций 306 упаковки, заданных в ней. Каждая конструкция 306 упаковки связана с основной конструкцией 304а, частью которой она является. Однако каждая из конструкций 306 упаковки включает в себя по меньшей мере одно отличное значение или отличный вариант выбора в конструктивных особенностях 310, оценочном показателе 311 предпочтения, вариантах 312 выбора и ограничениях 308, которое отличает ее от других конструкций 306 упаковки. Например, разные конструкции 306 упаковки могут относиться к одной и той же основной конструкции с взаимозаменяемыми размерами по длине, ширине и высоте, добавленными карманами и разделителями в конструкции, или к другим особенностям или аспектам, общим для основной конструкции.
В некоторых вариантах осуществления, основная конструкция 304а может соответствовать разным типам коробок. Например, основная конструкция 304а может соответствовать коробкам, имеющим конструкции RSC, коробкам с полностью перекрывающимися клапанами, коробкам с встроенной защитой углов, коробкам с конструкцией нижней крышки с отдельным дном и компонентами крышки. Другие основные конструкции 304 соответствуют другим типам конструкций упаковки. Каждая конструкция упаковки может иметь одну или более связанных формул, которые могут быть использованы для производства конструкции. Например, если основная конструкция используется для производства прямоугольной коробки, то формула может содержать требуемую длину, ширину и высоту собранной коробки. Заготовка коробки производится на основе основной конструкции. Заготовка коробки может быть сложена, чтобы получить коробку, имеющую конкретную длину, ширину и высоту, и которая также обладает другими характеристиками или особенностями конкретной основной конструкции.
Таким образом, различные конструкции 306 упаковки могут рассматриваться как подчиненные конструкции в пределах основной конструкции 304а. Каждая из конструкций 306 упаковки может использовать аналогичную или даже по существу одинаковую формулу с некоторым изменением.
При необходимости компьютерная система 104 может также осуществлять доступ к одной или более таблицам 501 упаковочных материалов и таблицам 502 данных о машинах. Ссылаясь на фиг. 5А, таблица 501 упаковочных материалов указывает аспекты одного или более упаковочных материалов, которые являются доступными в производственной архитектуре 100, некоторая часть из которых может быть доступной в машине 102 производства упаковки. Например, таблица 501 упаковочных материалов указывает такие аспекты упаковочных материалов, как, например, наименование, тип, ширина, толщина, количество и стоимость.
Ссылаясь на фиг. 5В, таблица 502 данных о машинах указывает аспекты одной или более машин производства упаковки в производственной архитектуре 100, включающих в себя машину 102 производства упаковки. Например, таблица 502 данных о машинах указывает машины производства упаковки, включая наименование, связанные эксплуатационные расходы (например, относительные расходы на каждую секунду, которая требуется для производства упаковочного продукта), доступность различных упаковочных материалов и др.
Способ 200 включает в себя этап выбора конструкции упаковки, из множества различных конструкций упаковки, для производства упаковочного продукта, причем выбор основан на пригодности выбранной конструкции упаковки для производства упаковочного продукта в соответствии с информацией о производстве упаковки (этап 203). Например, модуль 106 оптимизации может выбирать конструкцию 306а упаковки на основе пригодности конструкции 306а упаковочного продукта для производства упаковочного продукта (например, заготовки коробки) в соответствии с информацией 111 о производстве упаковки. Содержимое таблицы 501 упаковочных материалов и/или таблицы 502 данных о машинах может также учитываться при выборе конструкции 306а упаковки. Для выбора конструкции упаковки может быть использовано любое число различных алгоритмов, рассматривающих таблицу 301 конструкций упаковки, и одна или более таблица 501 упаковочных материалов и таблица 502 данных о машинах.
В некоторых вариантах осуществления, алгоритм обрабатывает одно или более значений и/или вариантов выбора из таблицы 301 конструкций упаковки и одно или более значений и/или вариантов выбора из таблицы 501 упаковочных материалов и/или таблицы 502 данных о машинах, чтобы генерировать значения оценочных показателей для различных конструкций упаковки. На основе сгенерированных значений оценочных показателей модуль 106 оптимизации может выбирать конструкцию упаковки.
Способ 200 включает в себя этап отправки инструкций для производства упаковочного продукта в машину производства упаковки, причем инструкции инструктируют машине производства упаковки использовать доступные исходные материалы, достаточные для заданного размера и в соответствии с выбранной конструкцией упаковки (этап 204). Например, компьютерная система 104 может отправлять производственные инструкции 144 в машину 102 производства упаковки. Инструкции 114 для производства упаковки инструктируют машине 102 производства упаковки использовать исходные материалы, достаточные для создания упаковочного продукта, имеющего размер, заданный в информации о производстве упаковки, и создания упаковочного продукта в соответствии с конструкцией 306а упаковки.
Другие варианты осуществления изобретения включают в себя установки информации об упаковке и затем использование установленной информации об упаковке для выбора конструкции упаковки. На фиг. 6 показана блок-схема примерного способа 600 для выбора конструкции для упаковочного продукта. Способ 600 будет описан со ссылкой на фиг. 3, 4, 5А, 5В и 7.
Способ 600 включает в себя этап задания групп конструкций (этап 601). Например, со ссылкой на фиг. 3, могут быть заданы группы 302 конструкций. Группы 302 конструкций в общем могут быть связаны с наборами различных весовых коэффициентов, предпочтений, ограничений и других факторов, или комбинаций вышеупомянутого, которые пользователь, оператор, потребитель или другое лицо или организация накладывает на конкретную конструкцию. Например, разные группы конструкций могут быть сконструированы для использования с разными продуктами, разными типами продуктов (например, хрупкими по сравнению с нехрупкими, дорогими по сравнению с дешевыми и др.), разными потребителями и др.
Способ 600 включает в себя этап настройки иерархии в группах конструкций (этап 602). Например, каждая группа 302 конструкций может быть настроена с одной или более разными основными конструкциями 304. Каждая основная конструкция 304 может быть связана с конкретным алгоритмом или другой конструкцией, которая может быть оценена, выражена численно или как-то иначе соотнесена с другими основными конструкциями 304 в пределах группы 302 конструкций. Каждая основная конструкция 304 может быть также настроена с одной или более конструкций упаковки. Например, основная конструкция 304а включает в себя конструкции 306 упаковки.
Настройка иерархии в сгруппированных конструкциях может включать в себя назначение значений для одного или более из: конструктивных особенностей 310, оценочного показателя 311 предпочтения, вариантов 312 выбора, ограничений 308 и описания 314 для каждой конструкции упаковки. Таким образом, каждая конструкция 306 упаковки относится к основной конструкции 304а, но включает в себя множество различных вариантов выбора. Следовательно, различные конструкции 306 упаковки могут рассматриваться как подчиненные конструкции в пределах основной конструкции 304а, и могут использовать аналогичную формулу - или по существу одинаковую формулу - но с некоторым изменением. Например, различные конструкции 306 упаковки могут относиться к одной и той же основной конструкции с взаимозаменяемыми размерами по длине, ширине и высоте, добавленными карманами и разделителями в конструкции, или к другим особенностям или аспектам, общим для основной конструкции 304а.
В некоторых вариантах осуществления, настройка иерархии включает в себя установку основных конструкций, которые соответствуют разным типам коробок. Например, некоторые из основных конструкций 304 могут соответствовать коробкам, имеющим конструкции RSC, коробкам с полностью перекрывающимися клапанами, коробкам с встроенной защитой углов, коробкам с конструкцией нижней крышки с отдельным дном и компонентами крышки. Другие основные конструкции 304 соответствуют другим типам конструкций упаковки. Каждая конструкция упаковки может иметь одну или более связанных формул, которые могут быть использованы для производства данной конструкции. Например, если основная конструкция используется для производства прямоугольной коробки, то формула может содержать требуемую длину, ширину и высоту собранной коробки, чтобы затем произвести заготовку коробки, которая может быть сложена, чтобы произвести коробку конкретной длинны, ширины и высоты, и которая также предлагает другие характеристики или особенности конкретной основной конструкции.
В некоторых вариантах осуществления, один тип упаковки может быть произведен при использовании требуемой длины, высоты и ширины требуемой коробки. Однако существует до шести различных комбинаций, которые могут быть получены просто посредством изменения значений длины, ширины и высоты. Таким образом, если пользователь вводит значения длины, высоты и ширины, то различные конструкции 306 упаковки могут быть связаны с различными комбинациями (например, при использовании длины в качестве высоты, высоты в качестве ширины и ширины в качестве длины). Пользователь может вводить размеры одним способом, и затем модуль 106 оптимизации может оценивать размеры в шести различных комбинациях. Например, коробка может иметь следующие размеры:
Размер 1: 12 дюймов
Размер 2: 18 дюймов
Размер 3: 14 дюймов
Одна и та же коробка может быть также описана следующими способами:
Длина/Ширина/Высота
- А: 12 дюймов × 18 дюймов × 14 дюймов
- В: 12 дюймов × 14 дюймов × 18 дюймов
- С: 18 дюймов × 12 дюймов × 14 дюймов
- D: 18 дюймов × 14 дюймов × 12 дюймов
- Е: 14 дюймов × 12 дюймов × 18 дюймов
- F: 14 дюймов × 18 дюймов × 12 дюймов.
В конечном счете, любая из этих комбинаций подобных размеров может быть использована для производства коробки, которая имеет подобные общие размеры (а именно, 12 дюймов × 18 дюймов × 14 дюймов). Однако когда размеры вводят в формулу в конкретной форме, размер и форма двумерной заготовки, которая может быть сложена для производства коробки, имеющей конкретный размер, могут изменяться. В некоторых случаях ширина и длина заготовки может изменяться на основе конкретной комбинации размеров по длине/ширине/высоте. Конкретно, если машина производства упаковки имеет доступ к ограниченному набору типов материалов (например, сложенному гармошкой или рулонному гофрированному картону, имеющему конкретные ширины), то размер заготовки может влиять на общую стоимость производства коробки. Различные комбинации размеров могут также оказывать влияние на количество материалов, используемых для сборки или запечатывания коробки, на время для сборки коробки, на сложность сборки коробки и т.п. Например, коробки разных размеров могут требовать разного количества клея или других связующих веществ, скрепок, липких лент или других материалов, используемых для подготовки, сборки, маркировки и/или запечатывания коробки.
Для иллюстрации вводимыми размерами для первой заготовки коробки могут быть примерно 50 дюймов по ширине и примерно 64 дюйма по длине. Вводимыми размерами для второй заготовки коробки могут быть примерно 80 дюймов по ширине и примерно 40 дюйм по длине. Таким образом, общая площадь как первой заготовки коробки, так и второй заготовки коробки равна 3200 дюймов2. Машина производства упаковки может иметь доступ к сложенным гармошкой или рулонным производственным материалам, которые имеют, составляют 55 дюймов и 100 дюймов по ширине. Таким образом, хотя общие площади одинаковые, больше упаковочных материалов может потребоваться для производства второй заготовки коробки.
Например, если вторую заготовку коробки производят из материала 100 дюймов по ширине, то для производства второй заготовки коробки используют 4000 дюймов2 (то есть 100 дюймов × 40 дюймов) производственных материалов. Если же вторую заготовку коробки поворачивают и производят из материала, сложенного гармошкой, 55 дюймов по ширине, то для производства второй заготовки коробки используется 4400 дюйм2 (то есть 55 дюймов × 80 дюймов) производственных материалов. Для сравнения, первая заготовка коробки может быть произведена из материала 55 дюймов по ширине таким образом, что общая площадь использованного материала равна 3520 дюймов2 (то есть 55 дюймов × 64 дюйма).
Следовательно, изменение манеры введения размеров для производства одного и того же типа коробки может влиять на коробку или стоимость для производства коробки. Вводимые размеры могут также влиять на другие аспекты производства упаковки. Например, может также изменяться прочность структуры коробки (например, посредством изменения длины клейкого/скрепляемого скобками клапана), может увеличиться сложность сборки, может изменяться общий внешний вид с точки зрения эстетики коробки или, например, может изменяться некоторое число других характеристик или особенностей, основываясь лишь на том, какие размеры используются в качестве длины, ширины или высоты. Кроме того, другие изменения в основной конструкции 304 могут быть также решены в пределах подчиненной конструкции (например, добавление вставок или разделителей в карманы или в коробку).
Настройка иерархии в группах конструкций может также включать в себя точное определение одной или более конструктивных особенностей 310, таких как, например, эстетичность, труд, объем производства, стоимость сборки/материала и защита для каждой конструкции упаковки. Настройка иерархии может также включать в себя точное определение оценочного показателя 311 предпочтения для каждой конструкции упаковки.
Настройка иерархии в группах конструкций может также включать точное определение вариантов 312 выбора для каждой конструкции упаковки. Например, могут быть точно определены варианты 312 выбора, для того чтобы указать, может ли конструкция быть повернута, зеркально отображена и иметь множество выходов для конкретной конструкции 306 упаковки или основной конструкции 304. Как правило, поворачиваемые, зеркально отображаемые варианты основной конструкции (или конкретной конструкции упаковки) в общем могут иметь одинаковые общие размеры двумерной заготовки соответствующей конструкции. Это может быть предпочтительно для вращения конструкции. Например, упаковочные материалы (например, сложенные гармошкой или рулонные гофрированные материалы) могут быть доступны только с некоторыми ширинами. Таким образом, заготовка, которая составляет 60 дюймов по ширине и 40 дюймов по длине может быть произведена из материала, сложенного гармошкой, который составляет 75 дюймов по ширине. Однако при повороте заготовки данная конструкция может быть произведена с использованием материала, сложенного гармошкой, который составляет 42 дюйма по ширине, тем самым уменьшая общий расход материала при производстве заготовки.
Для конструкций 306 упаковки с множеством разрешенных выходов множество заготовок может быть произведено совместно (или мозаичным способом). То есть вся ширина производственных материалов (например, сложенного гармошкой гофрированного картона) может быть использована для производства множества (например, двух) упаковочных продуктов (например, заготовок коробок) по существу параллельно. Возможность множества выходов может обеспечить совместное производство множества идентичных конструкций, или может обеспечить совместное производство разных конструкций.
В вышеприведенном описании сделана конкретная ссылка на размер сложенного гармошкой или другого упаковочного материала и/или размеры упаковки и/или заготовок упаковки. Необходимо понимать, что данные размеры являются только примерными и приведены для показа примерных условий, в которых могут быть использованы различные варианты конструкции. В таблице 301 конструкций упаковки не содержатся размеры для групп 302 конструкций, основных конструкций 304 или конструкций 306 упаковки. Хотя это только по желанию, исключение размеров может обеспечить более широкий ряд упаковок, который должен быть рассмотрен.
Например, вместо задания группы конструкций для каждого размера продукта или каждого возможного размера упаковки, задание, подобное тому, что имеет место в таблице конструкций упаковки, является более надежным и позволяет назначать типы продуктов для каждой группы 302 конструкций. Каждая основная конструкция 304 и подгруппа 306 конструкций упаковки может иметь формулу для вычисления размера заготовки упаковки, так что может быть подвергнут оценке широкий диапазон размеров упаковки. Кроме того, в некоторых вариантах осуществления, одна группа конструкций может находиться в пределах иерархии другой группы конструкций. Например, посредством выбора одной группы конструкций может быть также рассмотрена одна или более других групп конструкций и основные конструкции 304 и/или конструкции 306 упаковки в ней.
В некоторых вариантах осуществления, пользователь или компьютерная система назначает значения для ограничений 308 для группы конструкций. Способ 600 включает в себя этап назначения ограничений/ограничивающих условий (этап 603). В таблице 301 конструкций упаковки, основные конструкции 304 или конструкции 306 упаковки могут назначать ограничения и/или ограничивающие условия (например, ограничения 308). Например, конструкция упаковки назначает ограничения на ее размер (например, максимальный размер должен быть меньше 34 дюймов). В данном конкретном примере конструкция упаковки может допускать, чтобы любой размер был до точно определенного значения. Если же размер превышает точно определенное значение, то существует вероятность того, что заготовка не сможет быть произведена желаемой машиной производства упаковки, что она будет произведена с нежелательными линиями сгиба или иметь какую-либо другую особенность или их комбинацию.
Может быть назначен любой тип ограничивающего условия или ограничения. Например, могут быть применены абсолютные размеры или размерные ограничения, могут быть применены относительные размеры или размерные ограничения (например, отношение длины к ширине должно быть меньше чем 7:1). Ограничения или ограничивающие условия могут ограничивать или требовать использования конкретной машины производства упаковки для производства данной конструкции или использования конкретного качества материала, сложенного гармошкой. При идентификации ограничений или ограничивающих условий, конечно, могут быть также использованы другие соображения. Таким образом, ограничение или ограничивающее условие может быть использовано для точного определения условий, которые, если они имеются, исключают конкретную конструкцию из дальнейшего рассмотрения или использования.
В некоторых вариантах осуществления, пользователь или компьютерная система назначает значение для оценочного показателя 311 предпочтения или для других приоритетов или затрат для группы конструкций. Способ 600 включает в себя этап назначения предпочтений/приоритетов/затрат (этап 604). Предпочтения или приоритеты могут быть назначены в любой из некоторого числа различных категорий. Например, в таблице 301 конструкций упаковки предпочтения или приоритеты могут быть назначены для конструктивных особенностей 310. Примерные конструктивные особенности, которые могут быть использованы при настройке предпочтений, приоритетов, затрат и т.п., включают в себя внешний вид с точки зрения эстетичности, рабочее время, производственные возможности, стоимость материала для сборки/запечатывания и защитные возможности или другие предпочтения, или их комбинации.
Одна или более (возможно все) комбинаций значений для особенностей 310, связанных с конструкцией, могут быть подвергнуты взвешиванию. Значения могут быть взвешены и назначены автоматически или могут быть назначены инженером или другим пользователем, оператором или лицом, хорошо знающим описанную в данном документе систему. Например, каждая отличительная особенность конструкции может быть взвешена по-разному. Если конкретная группа 302 конструкций, вероятно, должна быть использована с хрупкими или тяжелыми объектами, то особое значение могут иметь защитные свойства коробки. С другой стороны, если группа 320 конструкций должна быть использована для дорогостоящих продуктов или элитных потребителей, то особую важность может иметь внешний вид с точки зрения эстетики. Для продуктов большого объема может высоко цениться рабочее время, производственные возможности, стоимость материала сборки и т.п.
Следовательно, каждая группа 302 конструкций может рассматриваться посредством взвешивания различных особенностей 310, связанных с конструкцией, любым количеством разных способов. Кроме того, разные группы 302 конструкций могут содержать разные типы рассматриваемых основных конструкций 304 и конструкций 306 упаковки. Например, некоторые группы 302 конструкций могут не рассматривать коробки с встроенными угловыми защитными элементами (например, для продуктов, которые не требуют никакой дополнительной защиты или которые имеют сложную форму, при этом только некоторые группы 302 конструкций могут рассматривать заготовки, которые производят из двух или нескольких отдельных частей (например, группа 302 конструкций для крупных продуктов)). Таким образом, каждая группа 302 конструкций может быть изготовлена с учетом требований заказчика не только способом, в котором особенности 310 подвергаются оценке и взвешиванию, но и в котором основные конструкции 304 и/или конструкции 306 упаковки включены как варианты выбора в конкретную группу 302 конструкций.
В таблице 301 конструкций упаковки специально показано некоторое число различных конструктивных особенностей 310 и оценочный показатель 311 предпочтения. Некоторым конструкциям упаковки может не быть назначено значение для каждой из конструктивных особенностей 310 и/или для оценочного показателя 311 предпочтения. В некоторых вариантах осуществления, ни одной из конструктивных особенностей 310 не назначены значения. Таким образом, значение для оценочного показателя 311 предпочтения может представлять собой одно значение, назначенное конкретной конструкции. Значение для оценочного показателя 311 предпочтения может быть основано на конкретной комбинации особенностей, связанных с конструкцией, считающихся важными для данной группы конструкций. Значение предпочтения может представлять собой численное значение (например, в пределах от 0 до 100), буквенное значение (например, значение в пределах от А до F), значение стоимости (например, связанную стоимость для производства коробки на основе конструктивных особенностей 310), или любой другой тип значения, или их комбинацию.
Способ 600 включает в себя этап настройки дополнительной информации (этап 605). Например, ссылаясь на фиг. 5А и 5В, также могут быть настроены таблица 501 упаковочных материалов и таблица 502 данных о машинах. Таблица 501 упаковочных материалов может быть настроена для описания аспектов одного или более упаковочных материалов, которые являются доступными в производственной архитектуре 100. Например, таблица 510 упаковочных материалов описывает такие аспекты упаковочных материалов, как ширины сложенных гармошкой производственных материалов, которые являются доступными, доступные количества таких сложенных гармошкой материалов и стоимость каждого типа материала. Таблица 502 данных о машинах может быть настроена для описания аспектов одной или более машин производства упаковки, которые являются доступными в производственной архитектуре 100. Например, таблица 520 данных о машинах описывает такие аспекты машин производства упаковки, как затраты на секунду эксплуатации (стоимость эксплуатации) и доступ к различным размерам упаковочных материалов.
Варианты осуществления изобретения включают в себя систему оптимизации конструкции в реальном времени, которая использует доступную информацию для выбора или идентификации одной или более оптимальных конструкций упаковки. На основе информации о конструкции, информации об упаковочном материале и информации о машинах производства упаковки может быть выбрана конструкция для упаковочного продукта. Система оптимизации конструкции в реальном времени может также учитывать вводимую пользователем (например, оператором) дополнительную информацию по конкретной работе, для облегчения выбора конструкции.
Способ 600 включает в себя этап ввода информации по конкретной работе (этап 606). Например, снова ссылаясь кратко на фиг. 4, система оптимизации конструкции в реальном времени может учитывать информацию по конкретной работе, вводимую через пользовательский интерфейс 401. Информация по конкретной работе может указывать работу для одной коробки, множества идентичных коробок или множества различных коробок. При вводе информации через пользовательский интерфейс 401 оператор или другой пользователь может осуществлять ввод информации, такой как группа конструкций, которая должна быть использована. Как было упомянуто выше по тексту, каждая группа конструкций может включать в себя различные типы конструкций упаковки.
Дополнительно или в качестве альтернативы, каждая группа конструкций может взвешивать различные особенности, связанные с конструкцией, различными способами. Например, как показано в пользовательском интерфейсе 401, одна или более групп 302 конструкций идентифицирована вместе с базовым описанием этой группы конструкций. Описание может включать в себя размер, вес, категорию продукта или другую информацию, которую может использовать оператор, чтобы идентифицировать то, какая группа конструкций должна быть рассмотрена. В некоторых вариантах осуществления пользователем выбирается множество групп конструкций для рассмотрения.
Способ 600 включает в себя этап обновления информации (этап 607). Например, пользовательский интерфейс 401 показывает различные поля, в которые пользователь может вводить информацию о размерах. Например, оператор может знать, что требуемая коробка имеет размеры А, В и С, при этом такие размеры могут быть введены в соответствующие поля пользовательского интерфейса 401. Информация о размерах может быть также введена в нескольких разных единицах измерения. Например, система может запрашивать размеры в дюймах, футах, сантиметрах, метрах и других размерностях. Пользователь может также точно определять единицы измерения, в которых вводится точно определенное значение. Например, выпадающий список может позволить пользователю точно определять, что значения предусмотрены в дюймах, а не в сантиметрах.
Может быть также введена другая информация. Например, в пользовательском интерфейсе 401, оператор или другой пользователь может вводить информацию о производственных условиях. Если произошла авария, которая замедлила или остановила производство, то данное условие может быть введено. Для того чтобы указать, что производство остановлено или замедлено, может быть использована кнопка-флажок или другой механизм ввода. Пользовательский интерфейс 401 может быть также использован для ввода затрат времени. Затраты времени могут быть увеличены, когда производство остановлено или замедлено. Как описано, затраты времени могут быть использованы для оценки времени производства. Для высоких производственных затрат система оптимизации в реальном времени способна отыскивать решения, которые уменьшают время производства. Может быть также введена дополнительная информация. Например, может быть также указана дополнительная информация о доступности сложенных гармошкой или других производственных материалов, идентификации неработающих производственных машин, или другая информация, или их комбинации.
Способ 600 включает в себя этап идентификации одобренных конструктивных решений (этап 608). Например, система оптимизации конструкции в реальном времени может рассматривать информацию о размерах и другую информацию, точно определенную пользователем, с учетом конструктивных ограничений для оценки каждой основной конструкции в точно определенной группе конструкций. Конструкции, которые могут соответствовать информации, введенной пользователем, с учетом конструктивных ограничений, идентифицируются как одобренные конструктивные решения. Перечень одобренных решений может быть отображен пользователю и/или сохранен (например, в хранилище 106 данных).
Система оптимизации конструкции в реальном времени способна оценивать ограничения или другие ограничивающие условия, точно определенные для любой конструкции в группе конструкций. Если, например, конструкция имеет ограничение, которое не удовлетворено (например, ограничение по размерам, ограничение по размерности, ограничение по машинам производства упаковки, ограничение по качеству материала и др.), то данная конструкция может быть исключена из перечня доступных возможных решений. Могут быть также оценены другие ограничения или ограничивающие условия. Например, дополнительные ограничения могут относиться к доступности материала, сложенного гармошкой, или производственных машин (например, может быть произведено только на конкретной машине), затратам времени (например, использование, только если затраты времени ниже некоторого значения или между некоторыми значениями), или на основе других факторов, или любой комбинации вышеупомянутых.
Способ 600 включает в себя этап вычисления стоимости материала (этап 609). Например, система оптимизации конструкции в реальном времени способна идентифицировать ширины материалов, сложенных гармошкой, которые являются доступными в машинах производства упаковки (например, в машине 102 производства упаковки). Для каждого одобренного решения, система оптимизации конструкции в реальном времени может вычислить количество материала, сложенного гармошкой, используемого для производства данной конструкции. Количество используемого материала, сложенного гармошкой, может быть основано не только на размере основания заготовки упаковки, но и на общем расходе материала, сложенного гармошкой, на основе ширины материала, сложенного гармошкой.
Следовательно, заготовка упаковки, имеющая 50 дюймов по ширине и 30 дюймов по длине, может иметь площадь 1500 дюймов2. Однако если заготовку упаковки производят из материала, сложенного гармошкой, который имеет 60 дюймов по ширине, то общий расход материала может составлять 1800 дюймов2. Повернутый вариант той же самой конструкции может быть потенциально произведен из материала, сложенного гармошкой, который имеет 32 дюйма по ширине, при этом общий расход материала составляет приблизительно 1600 дюймов2. Таким образом, вычисление стоимости материала может также включать в себя рассмотрение доступных материалов, доступных для машин производства упаковки, включая их разные размеры, качества и количества.
При известном расходе материала, сложенного гармошкой, может быть вычислена стоимость. Например, для материала, сложенного гармошкой, стоимостью 0,03 дол./фут2, общая стоимость материала, сложенного гармошкой, площадью 1600 дюйм2 может быть равна примерно 0,33 дол. При этом общая стоимость материала, сложенного гармошкой, площадью 1800 дюймов2, может быть равна примерно 0,38 дол. Следовательно, на основе разных ширин доступного материала, сложенного гармошкой, и различных основных конструкций 304 и подчиненных конструкций 306 в пределах группы 302 конструкций, может быть получено некоторое число разных стоимостей для материала, сложенного гармошкой. Кроме того, разные ширины материала, сложенного гармошкой, могут иметь разные связанные стоимости. Например, качество материала, сложенного гармошкой, может быть разным, так что стоимость одного материала, сложенного гармошкой, выше стоимости другого (например, для разных материалов, сложенных гармошкой, стоимость за квадратный фут может быть разной). В других вариантах осуществления, производитель может пожелать распродать конкретную ширину материала, сложенного гармошкой, так что может быть назначена меньшая стоимость для такого материала, сложенного гармошкой.
Количество материала, используемого для производства конструкции - и соответственно стоимость материала для коробки или другой упаковки - может являться фактором при определении того, какую коробку производить. Однако могут также учитываться и другие факторы. Например, как описано, каждая основная конструкция 304 или конструкция 306 упаковки в пределах группы 302 конструкций может иметь конкретные значения или предпочтения, назначенные на основе особенностей 310, связанных с конструкцией. Следовательно, система оптимизации конструкции в реальном времени может рассматривать некоторое число особенностей, связанных с конструкцией, перед идентификацией оптимальной конструкции.
Например, заготовка коробки, производимая с меньшей стоимостью материала, может, тем не менее, иметь дорогие материалы для сборки/запечатывания или высокую стоимость рабочей силы, связанную со сборкой коробки. Эти и другие факторы могут перевешивать меньшую стоимость материала, что приводит к выбору альтернативной конструкции. В других вариантах осуществления, конструкция с низкой стоимостью материала может также иметь худшую эстетичность или худшие защитные возможности. В результате, когда система оптимизации конструкции в реальном времени оценивает различные аспекты, группа конструкций с высоким весом или предпочтением в отношении качеств эстетичности и/или защитных качеств может также перевешивать меньшую относительную стоимость материала одной конструкции перед другими.
Способ 600 включает в себя этап назначения оценочных показателей предпочтения (этап 610). Например, система оптимизации конструкции в реальном времени может назначать оценочный показатель предпочтения для каждого одобренного решения из этапа 608. Способ 600 включает в себя этап объединения оценочного показателя предпочтения и стоимости материала (этап 611). Например, система оптимизации конструкции в реальном времени способна объединять вычисленные стоимости материалов из этапа 609 с назначенными оценочными показателями предпочтения из этапа 610.
Для объединения оценочного показателя предпочтения и стоимости материала, или иного получения значения оценочного показателя, может быть использован любой желаемый алгоритм. Например, набор одобренных вариантов выбора конструкции может включать в себя следующие значения и значения стоимости материала, которые показаны в приведенной ниже Таблице 1.
|
Затем значения предпочтения и значения стоимости материала для каждой конструкции могут быть объединены таким образом, чтобы получить общий оценочный показатель. В соответствии с одним примером, значения предпочтения и стоимости материала могут быть нормализованы и наделены одинаковым весом при вычислении оценочного показателя предпочтения. Например, значение предпочтения для каждой конструкции может быть нормализовано посредством разделения каждого значения на максимальное значение предпочтения. Таким образом, конструкция 5 может получить нормализованное значение предпочтения, равное 1,00.
Значения стоимости материала могут быть также нормализованы. Например, значение стоимости материала для каждой конструкции может быть нормализовано посредством разделения каждого значения на минимальное значение стоимости материала. Таким образом, конструкция 2 может получить нормализованное значение стоимости материала, равное 1,00. Если сделать допущение, что значение, имеющее удвоенную стоимость конструкции 2, имеет нормализованное значение, равное 0, 00, то нормализованное значение может быть получено посредством уравнения:
NMCV=MCV∗(-1/MMCV)-2
где NMCV - нормализованное минимальное значение стоимости материала;
MCV - значение стоимости материала; и
MMCV - минимальное значение стоимости материала.
Затем нормализованные значения предпочтения и значения стоимости материала могут быть взвешены в равных долях и просуммированы. В Таблице 2 показаны значения оценочных показателей для конструкций из Таблицы 1 с конструкциями, упорядоченными по значению оценочного показателя.
|
В соответствии с Таблицей 2, можно видеть, что конструкция 4 имеет наивысшее значение оценочного показателя, соответствующее конкретной комбинации значений стоимости материала и предпочтения, назначенной в выбранной группе конструкций. Используемые значения предпочтения могут быть основаны на одном или более алгоритмах или рассмотрениях, которые накладывают разные веса, предпочтения или приоритеты на разные конструктивные особенности 310. Кроме того, описанный способ нормализации представляет собой только один механизм для вычисления значения оценочного показателя на основе значения предпочтения и стоимости материала.
В других вариантах осуществления, предпочтение и/или стоимости материалов могут быть нормализованы, взвешены или как-то иначе использованы, или в комбинации вышеупомянутого, другими способами. Например, значение предпочтения может быть преобразовано в непосредственную стоимость, которая может быть добавлена к стоимости материала, так что стоимость материала не нужно подвергать нормализации. В другом варианте осуществления, стоимость материала нормализуют не на основе минимальной стоимости материала, а на основе разности между максимальной и минимальной стоимостями. В других вариантах осуществления, могут рассматриваться другие вычисления, алгоритмы, нормализации и/или другие факторы или их комбинации.
Способ 600 включает в себя этап идентификации лучших решений (этап 612). Например, система оптимизации конструкции в реальном времени может идентифицировать лучшие решения из Таблицы 2. Таким образом, значения оценочных показателей из Таблицы 2 могут быть использованы для ограничения числа решений для дополнительного или окончательного рассмотрения. Кроме того, группа 302 конструкций может включать в себя некоторое число различных основных конструкций 304 и некоторое число конструкций 306 упаковки в виде подчиненных конструкций в пределах основной конструкции 302. В действительности вполне могут быть десятки, если не сотни или тысячи возможных вариантов выбора, которые могут быть подвергнуты оценке и рассмотрению. Таким образом, значение оценочного показателя используется для идентификации лучшего набора решений, такого как, например, лучшие десять решений. Из Таблицы 2 могут быть идентифицированы лучшие семь решений, хотя в качестве лучших решений может быть также идентифицировано больше или меньше семи или десяти решений.
Независимо от идентификации некоторого числа приоритетных решений, система оптимизации конструкции в реальном времени затем может выбрать одну конструкцию для использования для производства упаковочного продукта. В некоторых вариантах осуществления, выбранная конструкция выбирается только на основе значения оценочного показателя. В других вариантах осуществления, лучшие решения могут быть предоставлены оператору через пользовательский интерфейс, чтобы позволить пользователю выбирать. Пользовательский интерфейс может также указывать относительные значения оценочного показателя и, возможно, вычисления или основу вычисления значения оценочного показателя.
В других вариантах осуществления, идентифицированные лучшие решения подвергаются дополнительной обработке, чтобы дополнительно уточнить перечень лучших решений. Например, лучшие решения могут быть подвергнуты дополнительной оценке на основе времени производства. Как было отмечено в данном документе, время производства может иметь особое значение в некоторых отраслях промышленности и/или в некоторые периоды времени производства. При загруженной производственной системе машины производства упаковки могут создавать затор, так что уменьшение времени производства обеспечит более высокую производительность. В другие периоды времени замедление или остановка производства может также создавать производственную задолженность, которая повышает значимость времени производства. В других случаях, машины производства могут обладать доступной избыточной мощностью, так что время производства имеет малое или вообще не имеет значения.
Способ 600 включает в себя этап моделирования времени производства (этап 613). Например, система оптимизации конструкции в реальном времени способна моделировать время производства для лучших решений, идентифицированных на этапе 612. В некоторых вариантах осуществления, моделирование времени производства основано на знании, которое система оптимизации конструкции в реальном времени поддерживает об одной или более машинах производства. Можно осуществлять моделирование времени производства для лучших решений или всех решений на основе потребностей в ресурсах для соответствующих вычислений.
Как показано в Таблице 3, лучшие семь из ранее идентифицированных десяти конструкций были выбраны для обработки посредством моделирования времени производства. Хотя приведенная ниже таблица включает в себя время производства, дополнительно или в качестве альтернативы может быть использована связанная стоимость. Например, если используются разные машины, которые имеют разные связанные стоимости, то значение производства может представлять собой значение стоимости, связанное с конкретной машиной, на которой будет производиться заготовка конструкции.
|
Способ 600 включает в себя этап объединения времени производства с оценочным показателем предпочтения и стоимостью материала (этап 614). Например, система оптимизации конструкции в реальном времени способна объединять периоды времени производства из этапа 613 с оценочными показателями предпочтения из этапа 610 и стоимостями материалов из этапа 609. Время производства может быть нормализовано по аналогии с тем, как показано выше для нормализации стоимости материала (т.е. так что конструкция 7 имеет значение 1,00, и конструкция, имеющая вдвое большее время производства, будет иметь нормализованную оценку 0,00). В Таблице 4 показаны суммарные оценочные показатели для лучших семи конструкций из Таблицы 1. Суммарный оценочный показатель может взвешивать значение предпочтения, стоимости материалов и время производства в равных долях.
|
Как показано в Таблице 4, конструкции 4 дан наивысший суммарный оценочный показатель, тогда как из лучших конструкций конструкция 3 имеет наименьший суммарный оценочный показатель. Значения, полученные для оценки, могут быть основаны на сумме нормализованных значений; однако могут быть использованы средние оценочные показатели, значения стоимости, взвешенные суммы или другие алгоритмы или способы для вычисления суммарного оценочного показателя.
Способ 600 включает в себя этап исключения дубликатов (этап 615). Например, система оптимизации конструкции в реальном времени способна исключать дубликаты из конструкций в Таблице 4. Система оптимизации конструкции в реальном времени способна дополнительно уточнять и/или обрабатывать оценочные показатели и конструкции, чтобы идентифицировать те конструкции, которые являются по меньшей мере в значительной степени схожими и возможно одинаковыми по всем важным аспектам. Например, если какие-либо конструкции имеют идентичные или очень похожие значения предпочтения, стоимости материалов и/или периоды времени производства, то все кроме одной из таких аналогичных конструкций (т.е. дубликатов) могут быть исключены. Дополнительно или в качестве альтернативы, рассмотрение дубликатов для исключения может включать в себя оценку других аспектов, включающих тип конструкции (например, полностью перекрывающиеся клапана RSC, встроенные угловые защитные элементы, крышка дна и др.), или других аспектов.
Способ 600 включает в себя этап идентификации лучших решений (этап 616). Например, система оптимизации конструкции в реальном времени способна идентифицировать лучшие решения из Таблицы 4 (либо без устранения дубликатов). Например, может быть выбрана и передана для производства конструкция, получившая наивысшую оценку. В качестве альтернативы, может быть выбрано некоторое число лучших конструкций (например, лучшие 5 конструкций). Если выбирается некоторое число лучших конструкций, то может быть использовано любое число. Например, в качестве числа лучших конструкций может быть выбрано больше или меньше 5 конструкций.
Способ 600 включает в себя этап выбора конструкции для производства (этап 617). Например, система оптимизации конструкции в реальном времени способна выбирать конструкцию для производства в машине 102 производства упаковки. В некоторых вариантах осуществления, система оптимизации конструкции в реальном времени автоматически передает конструкцию, получившую лучшую оценку, для производства. Однако в других вариантах осуществления оператор может быть уведомлен о числе лучших конструкций, или, по желанию, обо всех или некоторых других количествах конструкций. Например, ссылаясь на фиг. 7, пользовательский интерфейс 701 предоставляет оператору или другому пользователю возможностью выбрать конструкцию из лучших конструкций.
Если оператору представляют три лучшие конструкции, то оператор может предпочесть ничего не делать, тем самым приводя к передаче конструкции, получившей лучшую оценку, для производства. Оператор может активно выбирать, что оператор не отклоняет выбор, или по истечении точно определенного времени без выбора оператором, лучшая конструкция может быть передана в машину производства упаковки для работы. В качестве альтернативы, если оператор желает передать для производства другую конструкцию, то оператор может выбрать один из других вариантов выбора (например, по порядку сверху вторая-пятая конструкции) конструкций. В другой альтернативе, оператор может указать, что ни одно решение не желательно и может выбрать другую доступную конструкцию (например, одну из предварительно оцененных, но не лучших конструкций).
Как дополнительно показано в пользовательском интерфейсе 701, изображения собранной коробки, заготовки коробки или какая-либо другая картинка могут быть использованы для графического представления различных доступных коробок. В других вариантах осуществления, коробки идентифицируют только посредством информации или наименования. Следовательно, необходимо понимать, что предоставление оператору изображения коробки или заготовки необязательно.
Таким образом, варианты осуществления изобретения включают в себя автоматическую оптимизацию производства упаковочных продуктов на основе хранимой и/или поступающей в реальном времени информации. В некоторых вариантах осуществления, принимают запрос на упаковочный продукт, и система оптимизации конструкции в реальном времени осуществляет доступ к информации об одной или более группах конструкций. Упомянутая одна или более групп конструкций включают в себя множество вариантов выбора конструкций. Множество вариантов выбора конструкций подвергается оценке на основе хранимых и/или поступающих в реальном времени критериев. На основе данной оценки идентифицируются одна или более лучших конструкций для производства и/или выбора посредством оператора системы.
Настоящее изобретение может быть осуществлено в других конкретных формах без отхода от его сущности или существенных характеристик. Описанные варианты осуществления должны рассматриваться во всех аспектах только как пояснительные и не ограничивающие. Таким образом, объем изобретения указывается не вышеприведенным описанием, а прилагаемой формулой. Все изменения, которые находятся в пределах сущности и объема эквивалентности формулы изобретения, должны быть включены в его объем.
Система подачи, машина для переработки с ее использованием и пакет фальцованного материала
Машина для склеивания коробок (варианты) и способ изготовления коробок
Устройство для склеивания коробок (варианты) и способ изготовления коробок
Создание упаковки по требованию заказчика на основании сохраненных данных атрибутов
Мозаичное производство упаковочных материалов
Вертикальная картонажная установка с разгрузочной направляющей
Сгибаемая заготовка коробки
Упаковочный материал в качестве изделия комплектования
Мозаичное производство упаковочных материалов
Способ и система формирования гибкого узла на локальных или распределенных вычислительных системах
Система подачи, машина для переработки с ее использованием и пакет фальцованного материала
Машина для склеивания коробок (варианты) и способ изготовления коробок
Устройство для склеивания коробок (варианты) и способ изготовления коробок
Создание упаковки по требованию заказчика на основании сохраненных данных атрибутов
Мозаичное производство упаковочных материалов
Вертикальная картонажная установка с разгрузочной направляющей
Сгибаемая заготовка коробки
Резальный и биговальный дисковый узел и способ резки и биговки сжимаемого материала

