Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Группа изобретений относится к области порошковой металлургии и может быть использована для получения изделий из порошковых материалов горячим деформированием.
Известен способ получения твердосплавных изделий, включающий прессование брикета из смеси порошков металлов и неметаллов, поджигание брикета и последующее прессование горячих продуктов горения в изделие (см. Боровинская И.П., Вишнякова Г.А., Маслов В.М., Мержанов А.Г. О возможности получения композиционных материалов в режиме горения. // Процессы горения в химической технологии и металлургии. - Черноголовка, 1975 - С. 141-149).
Недостатком получаемых данным способом изделий является их недостаточно высокое качество, прежде всего из-за их высокой пористости, вследствие того, что в процессе горения расстояние между продуктами горения - частицами карбидов, нитридов, силицидов и т.п. в процессе прохождения синтеза увеличивается, образуя жесткую арочную конструкцию, которая препятствует уплотнению продуктов горения, так как время охлаждения продукта синтеза значительно меньше времени срабатывания механизмов прессового оборудования, уплотняющих продукты горения.
Известен способ изготовления изделий из порошковых экзотермических смесей прессованием смеси в брикет, размещением его в теплоизолирующей пористой оболочке и в матрице, инициированием горения и горячим прессованием продуктов горения совместно с оболочкой, с последующим удалением оболочки, причем прессование продуктов горения осуществляют с осевой скоростью деформации, большей чем скорость прессования оболочки.
Устройство для получения изделий из порошковых материалов (осуществления способа) содержит закрытую матрицу, состоящую из состыкованных друг с другом основания, корпуса и промежуточного кольца. В полости основания установлена опора, выполненная в виде призмы, поперечное сечение которой имеет форму и размеры поперечного сечения прессуемого изделия, в кольце установлено устройство зажигания, снабженное спиралью-нагревателем, полость матрицы заполнена сыпучим теплоизолирующим материалом. В теплоизолирующий материал загружается помещенная в теплоизолирующую пористую оболочку заготовка, представляющая собой спрессованный брикет из экзотермической смеси порошков (см. патент РФ №2060866, МПК B22F 3/23, 1996) - наиболее близкий аналог для способа и устройства.
Недостатком данного способа и реализующего его устройства является, как и в раскрытом выше решении, невысокое качество получаемых изделий, обусловленное повышенной пористостью изделия, кроме того, в процессе прессования происходит засорение торца брикета сыпучим теплоизолятором, который удаляют механической обработкой, что повышает трудоемкость его изготовления, уменьшает коэффициент использования материала и может привести к повреждению полученного изделия.
Техническим результатом группы изобретений является повышение качества получаемых изделий за счет снижения их пористости
Указанный технический результат достигается тем, что в способе изготовления изделия из порошкового экзотермического материала самораспространяющимся высокотемпературным синтезом, включающем размещение порошкового экзотермического материала в виде спрессованного в оболочке брикета в контейнере, который заполняют сыпучим теплоизолирующим материалом, и инициирование горения брикета, новым является то, что к брикету прикладывают сжимающую осевую нагрузку посредством пуансона, при этом инициирование реакции горения брикета ведут путем нагрева брикета по всей боковой поверхности оболочки с помощью нагревательного элемента, размещенного на внутренней поверхности обечайки контейнера, с обеспечением отвода примесных газов, образующихся в результате горения порошкового экзотермического материала, через дренажные отверстия оболочки, а после окончания горения порошкового экзотермического материала полученное изделие извлекают из оболочки.
В устройстве для получения изделия из порошкового экзотермического материала самораспространяющимся высокотемпературным синтезом, содержащем заполненный сыпучим теплоизолирующим материалом контейнер, выполненный с опорой для порошкового экзотермического материала в виде спрессованного в оболочке брикета, и пуансон, новым является то, что контейнер состоит из основания, в центральной части которого расположена опора для брикета, установленной на основании обечайки, выполненной с размещенным в спиральной канавке на внутренней ее поверхности нагревательным элементом, и гильзы, установленной в обечайке с опорой на основание и с возможностью осевого перемещения, при этом пуансон размещен с возможностью осевого перемещения в гильзе и выполнен с возможностью установки на него груза, а оболочка брикета выполнена в виде стакана с дренажными отверстиями по образующей и установленной в ее полости с возможностью перемещения крышкой и размещена в контейнере с возможностью взаимодействия крышки с опорой при приложении сжимающей осевой нагрузки посредством пуансона.
Использование предлагаемого способа и устройства для его осуществления позволяет повысить качество получаемых изделий за счет устранения окисления и загрязнения поверхности заготовки за счет недопущения проникновения инородного тела, инициирующего реакцию горения, в объем продукта синтеза, за счет повышения плотности изделия за счет создания постоянной дополнительной нагрузки на брикет экзотермической смеси порошков приложением давления, за счет упорядочения отвода газового потока, образующегося в результате экзотермической реакции синтеза, и за счет герметизации продукта горения во временном интервале между завершающей стадией прессования и начальной стадией процесса охлаждения синтетического изделия.
В результате возрастает начальная скорость деформации, уменьшаются тепловые потери продукта горения, увеличивается плотность синтезируемого материала и КПД, снижаются трудозатраты на удаление большой глубины загрязненной наружной поверхности синтетического изделия сыпучим теплоизолятором.
В заявленной группе изобретений одно из изобретений (устройство) предназначено для осуществления другого (способа), следовательно, они образуют единый изобретательский замысел, и требование единства изобретения в материалах заявки соблюдено.
Сущность заявленной группы изобретений поясняется графическими материалами, в которых:
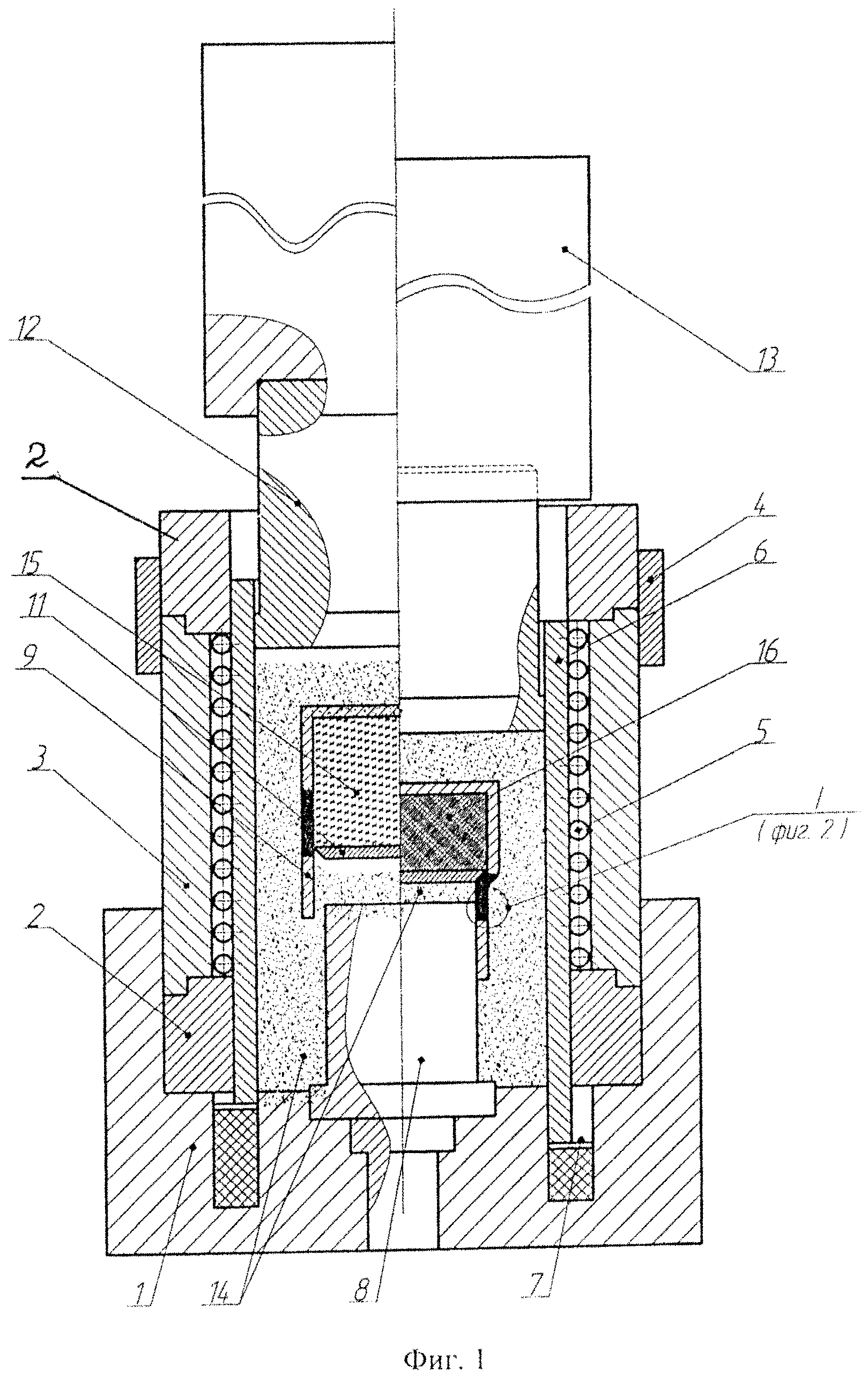
- на фиг. 1 - устройство для получения изделий из порошковых материалов, осевой разрез, слева - начальное, а справа - конечное положения рабочих элементов устройства в процессе прессования изделия;
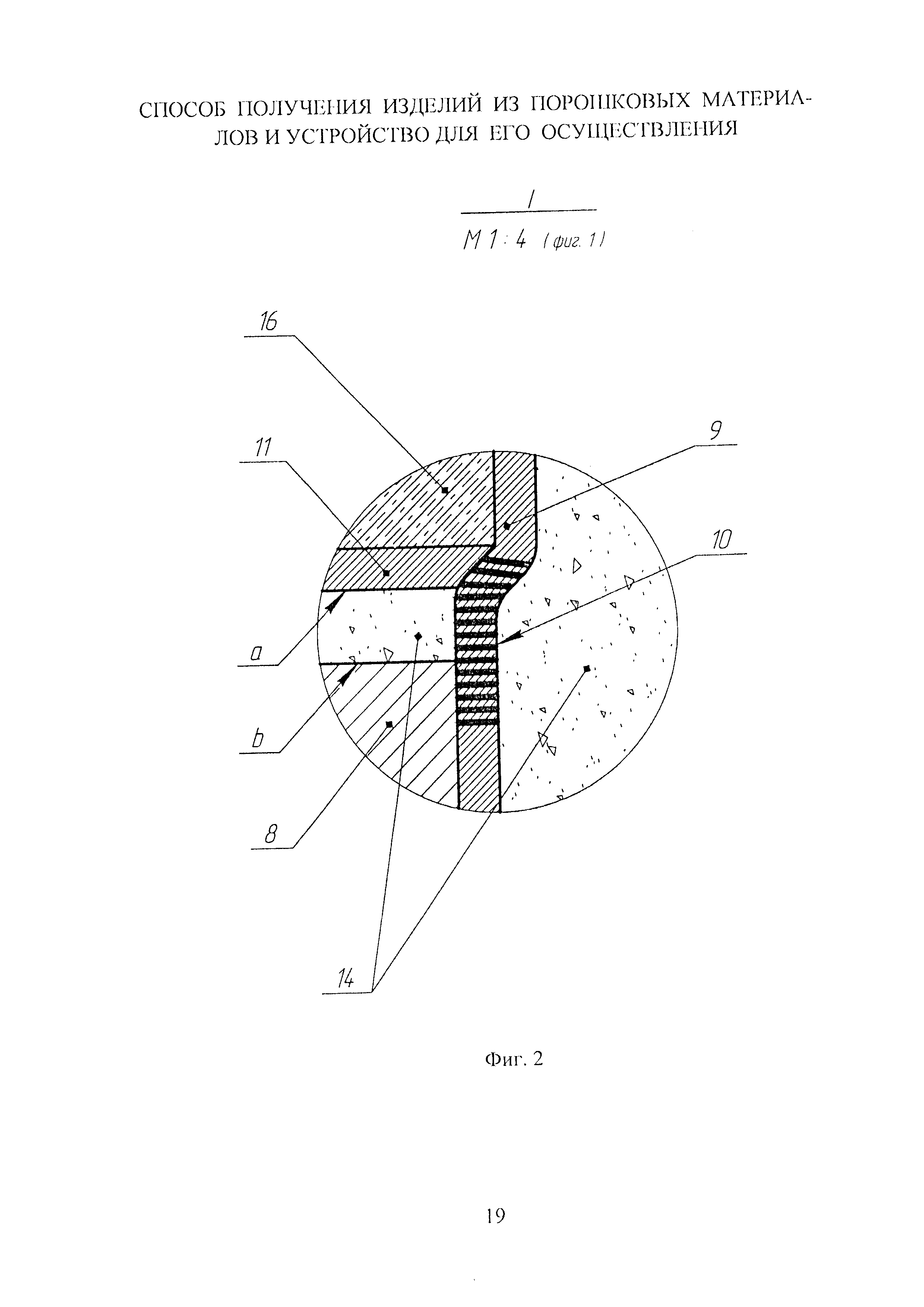
- на фиг. 2 - место 1 по фиг. 1.
Устройство для получения изделий из порошковых материалов содержит основание 1 с кольцевой расточкой, в которой установлен контейнер, состоящий из верхнего и нижнего колец 2, обечайки 3 и фиксирующего кольца 4.
При сборке контейнера нижнее кольцо 2 устанавливают на дно расточки основания, на внутреннее кольцо устанавливают обечайку 3, на нее - верхнее кольцо 2, а соединение верхнего кольца 2 с обечайкой скрепляют фиксирующим кольцом 4. Для относительного центрирования обечайки и колец на их поверхностях предусмотрены установочные элементы (позицией не обозначены). В собранном положении контейнера в его центральной части образована рабочая полость (позицией не обозначена).
На внутренней поверхности обечайки 3 выполнен канал спиральной формы, в котором расположена трубка 5, выполненная преимущественно из меди. Данная трубка является нагревательным элементом индуктора (не показан).
В образованной при сборке контейнера рабочей полости с возможностью осевого перемещения размещена гильза 6, опирающаяся нижним торцом на упругий элемент 7, установленный в донной части расточки основания 1.
В центральной части основания расположена опора 8 с горизонтальной верхней плоскостью "b" (фиг. 2).
Устройство содержит оболочку 9, выполненную в виде стакана, перфорированного по образующей отверстиями 10, которые по выполняемой функции являются дренажными каналами, в полости стакана с возможностью перемещения расположена крышка 11. В поперечном сечении крышка 11 может быть выполнена по форме трапеции и располагаться усеченной плоскостью "а" вниз в сторону плоскости «b» опоры 8 (фиг. 2).
В полости гильзы 6 с возможностью осевого перемещения размещен пуансон 12, на котором с возможностью съема может быть установлен груз 13.
При работе устройства полость гильзы засыпают теплоизолирующим сыпучим материалом 14, в основном речным песком - природным материалом диоксида кремния: SiO2, примерно 98%, остальное - Al2O3 и Fe2O3.
Помещаемый в оболочку порошковый материал обозначен позицией 15, а полученное в оболочке готовое изделие - позицией 16.
Сборку устройства для обеспечения его работы (осуществления способа) проводят следующим образом.
В оболочку 9 помещают порошковый материал 15 - заготовку, который в оболочке прессуют в брикет до 60-65% плотности, и закрывают крышкой 11.
Полость гильзы заполняют теплоизолирующим материалом 14 немного выше верхнего среза (плоскости «b») опоры 8, оболочку 9 с помещенным в нее брикетом 15 укладывают дном вверх, а крышкой 11 вниз на теплоизолирующий материал таким образом, чтобы оболочка располагалась соосно опоре 8, а сама она была надета отверстием на опору, то есть сцентрирована относительно нее. При этом между крышкой 11 и верхним срезом опоры 8 имеется некоторое количество теплоизолирующего материала 14.
Установленную таким образом оболочку полностью (выше дна) засыпают теплоизолирующим материалом 14, после чего в гильзу устанавливают пуансон 12, а на него укладывают груз 13 для предварительного поджатая продукта горения усилием порядка 1 МПа. Устройство готово к работе (осуществлению способа).
Способ посредством раскрытого выше устройства осуществляют следующим образом.
Собранное устройство устанавливают на стол пресса и подводят ползун пресса к верхней поверхности груза 13.
Включают индуктор, нагревательный элемент 5 нагревает оболочку не менее чем до 300°С, в результате чего происходит возгорание брикета, химическая реакция соединения исходных шихтовых элементов с выделением большого количество тепла. Горение экзотермической смеси протекает в режиме самораспространяющегося высокотемпературного синтеза послойно со скоростью, обусловленной химическим составом брикета и его нейтральным наполнителем, т.е. скорость горения брикета регулируется составом экзотермической смеси брикета.
Возгорание брикета происходит за счет формы нагревательного элемента 5 по всей его наружной боковой поверхности, поэтому направление распространения волны синтеза идет от наружной поверхности (слоев) к центру брикета, где происходит замыкание фронта волны горения. При синтезе образуется выброс большого количества тепла, температура продукта горения поднимается до 3000°C с образованием большого количества примесных газов, которые разрывают синтетический продукт, образуя большое количество макропор и разрывов.
Продукт горения имеет губчатую арочную структуру со сквозными порами, образованными в результате действия примесных газов. Газы имеют возможность беспрепятственно выходить наружу через перфорированные отверстия 10 в стенке оболочки (стакана) в зону сыпучего пористого теплоизолятора, где беспрепятственно удаляются в атмосферу или в накопительные баллоны.
При невозможности выхода наружу (например, в случае оказания противодавления со стороны неперфорированной, сплошной, стенки стакана) арочная конструкция синтетического продукта горения захлопывается, газы разрывают синтетический продукт изнутри, образуя скопление дислокаций, приводящее к нерегулируемой структуре, т.е. снижению качества получаемого продукта.
В предложенном способе процесс возгорания производится с боковой поверхности брикета, что способствует прохождению волны синтеза от периферии к центру брикета, поэтому газы беспрепятственно удаляются через отверстия в стенке стакана и зазор между крышкой и стенкой стакана. Перетекание газов в центр брикета невозможно из-за большой плотности брикета.
Деформирование продукта горения осуществляют как в момент горения со скоростью прохождения волны горения, если фронт горения распространяется параллельно плоскости нагружения, так и в момент окончания горения брикета, если фронт горения распространяется перпендикулярно плоскости нагружения. В обоих случаях при наложении давления со стороны пуансона крышка входит внутрь стакана и оказывает давление на расплавленную пористую губчатую субстанцию продукта горения, в результате чего схлопываются поры, а остаток примесных газов вытесняется за пределы оболочки через кольцевой зазор, образованный крышкой и стенкой стакана.
В процессе протекания реакции происходит уплотнение брикета за счет наложения на продукты горения постоянного давления, обеспеченного массой подвижных частей устройства (оболочки 9, сыпучего теплоизолятора 14, пуансона 12 и груза 13). Уплотнение при этом характеризуется сравнительно большой скоростью деформации продукта горения. По мере прохождении волнового процесса горения брикет теряет продольную устойчивость вследствие химических превращений, сопровождающихся образованием больших пор - синтеза исходных реагентов в конечный продукт и пуансон 12 под весом груза 13 самопроизвольно опускается вниз со скоростью волны горения, при этом перемещением оболочки 9 проводится уплотнение продуктов горения.
После окончания процесса получения изделия снимают груз 13 с пуансона, вынимают пуансон 12 и из теплоизолирующего материала 14 извлекают стакан с изделием, который удаляют механической обработкой.
Оболочка предохраняет изделие от окисления и азотирования воздухом, что позволяет проводить термическую обработку синтетического изделия в открытых печах без вакуумирования.
Предлагаемый способ дает возможность получать высокопрочные изделия из жаропрочных труднодеформируемых сплавов, в частности для штампового инструмента высокого качества.
Пример реализации способа.
Задача: изготовить пуансон габаритными размерами: ∅80×120 мм для горячей штамповки полусферы шаробаллонов из труднодеформируемых материалов.
Конечное синтетическое изделие представляет собой композиционный материал, состоящий из твердых частиц тугоплавких соединений и металлического связующего. В качестве исходных материалов для экзотермической смеси использовали порошок титана с дисперсностью частиц от 50 до 100 мкм, аморфный бор или углерод дисперсностью от 1 до 5 мкм и легирующие добавки - никель, молибден.
Использовали порошковую экзотермическую смесь следующего состава (масс. %): титан 56, никель 20, молибден 10, углерод - остальное.
В оболочку в виде металлического стакана (сталь 20), покрытого изнутри полиорганосилоксановой суспензией, выдерживающей температуру порядка 3000°С, помещали порошковой брикет относительной плотностью 0,65.
Так как величина технологического зазора (щели между стенкой стакана и крышкой), регламентированная для горячего прессования, была недостаточной для свободного удаления газов, образовывающихся при горении брикета в стенке стакана, на высоте, превышающей высоту изделия, были выполнены отверстия диаметром 1,2 мм. В качестве теплоизолятора применялся речной песок, просеянный через сито 1,0. Оболочку помещали в контейнер, на пуансоне размещали груз массой 500 кг.
Связь между осевым давлением груза q и относительной плотности продукта горения представлена формулой (1)

где M - масса подвижных частей устройства (сыпучий теплоизолятор, оболочка, пуансон, грузило) (кг), g - ускорение свободного падения (м/с2), S и Sp - площади основания брикета и поперечного сечения оболочки соответственно (м2).
Полное перемещение пуансона Н в каждый момент времени состоит из трех частей:

где Не - перемещение, вызванное упругой деформацией устройства, Hth - перемещение, вызванное суммарной деформацией горизонтальных слоев теплоизоляции, Нс - перемещение, вызванное изменением высоты продукта горения.
Зависимости Не, Hth от давления q выражаются следующими зависимостями:


где k - коэффициент упругой податливости устройства (корпуса, контейнера, бандажа, кольца, матрицы), С0, С1, С2, С3 - поправочные коэффициенты, получаемые экспериментально.
Зависимость Hth(q) в виде уравнения (4) применяется только при активном нагружении, при сбросе давления используется гипотеза жесткой разгрузки. Основываясь на предположении об одноосности деформации и условии сохранения массы брикета до горения продукта горения для определения высоты горения Нс, имеем соотношение:


где h0 и h - начальная и текущая высота брикета соответственно, ρ0 - начальная относительная плотность.
Подставив в уравнение (2) соотношения (5), (6) и решив полученное выражение относительно ρ, получим

Используя формулы (1), (3), (4), (7) и измеряемые в постановочных экспериментах значения ρ и Н (в функции времени t), можно построить временные переменные зависимости осевого давления q=q(t)p-p(t). Имея температурную кривую T=T(t), можно получить траекторию деформации брикета в пространстве, определяемом величинами плотности, давления и температуры.
Скорость волны горения составила 6,3 мм/с.
Во время окончания горения пуансон перемещался со скоростью 5 м/с, время горения брикета - 35 с. За это время пуансон, перемещаясь, уменьшил высоту брикета на 23%.
Следует отметить, что дренажные каналы могут быть выполнены на всей длине стенки стакана, т.к. после охлаждения синтетической детали каналы заполняются конечным продуктом синтеза и препятствуют проникновению кислорода в основу синтетической детали. В некоторых случаях имела место невосполнимая утечка продукта горения через дренажные каналы, что влекло за собой потерю части синтетического продукта.
После заданной температуры остывания оболочки ее удаляли из контейнера. Остывшее синтетическое изделие подвергли термической обработке для снятия внутренних напряжений и выравнивания фазового состава, поместив оболочку вместе с синтетической деталью в печь и проведя термообработку, не опасаясь поверхностного окисления, так как оболочка предохраняла ее от окисления кислородом воздуха. После термообработки оболочку удаляли механической обработкой на токарном, фрезерном и шлифовальном станках.
После термообработки и извлечения детали из оболочки образцы, вырезанные из изделия, имели следующие физико-химические свойства:
|
Пресс-форма для прессования брикетов из порошкообразного материала
Штамп для формообразования изделий из листовых заготовок
Устройство для прессования экзотермической шихтовой заготовки
Устройство для резки проката
Способ объемного прессования брикетов из порошкообразного материала и устройство для осуществления способа
Устройство для инициирования самораспространяющегося высокотемпературного синтеза (свс) в шихтовой заготовке для получения композиционного материала в пресс-форме
Способ гибки труб и станок для осуществления способа
Установка для газовой изотермической формовки деталей из листовых заготовок
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Пресс-форма для прессования брикетов из порошкообразного материала
Штамп для формообразования изделий из листовых заготовок
Устройство для прессования экзотермической шихтовой заготовки
Устройство для резки проката
Способ объемного прессования брикетов из порошкообразного материала и устройство для осуществления способа
Устройство для инициирования самораспространяющегося высокотемпературного синтеза (свс) в шихтовой заготовке для получения композиционного материала в пресс-форме
Способ гибки труб и станок для осуществления способа
Установка для газовой изотермической формовки деталей из листовых заготовок
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления

