Результат интеллектуальной деятельности: ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Группа изобретений относится к технологиям и оборудованию для компактирования прессованием порошкообразных материалов и может быть использована для получения брикетов из мелкодисперсных порошков, вводимых в расплавы металлов в качестве легирующих добавок.
Известен способ прессования штабиков из порошков тугоплавких металлов и пресс-форма для их прессования, в которых при прессовании штабиков одновременно с вертикальным обжатием порошок обжимают в горизонтальном направлении с абсолютным обжатием, равным абсолютному обжатию в вертикальном направлении, и с удельным усилием, равным удельному усилию в вертикальном направлении.
(см. патент РФ №2381870, кл. B22F 3/03, 2010 г.) - наиболее близкий аналог (для способа).
Однако данный способ прессования обладает низкими функциональными возможностями, так как не обеспечивает получения прессованного штабика с одинаковыми по объему свойствами за счет равенства абсолютных обжатий и удельных давлений в вертикальном и горизонтальном направлениях при прессовании заготовки, имеющей, как правило, в указанных направлениях разные линейные размеры.
Известна пресс-форма для прессования порошка, содержащая верхнее и нижнее основания. В верхнем основании установлен верхний пуансон, имеющий возможность упругого перемещения в плоскости, перпендикулярной его оси и в направлении, параллельном его оси, благодаря наличию в нем пазов для размещения упругих элементов, которые контактируют с верхним пуансоном. Верхнее основание имеет четыре направляющих скоса, которые обеспечивают перемещение подвижных стенок матрицы, состоящей из шести пластин. На нижнем основании, предназначенном для крепления на столе пресса, размещен нижний пуансон, имеющий возможность упругого перемещения в плоскости, перпендикулярной его оси за счет упругих элементов, которые размещены в пазах нижнего основания. На нижнем основании установлена одна пара подвижных смежных стенок матрицы - правая и передняя, имеющих возможность упругого перемещения в плоскости, перпендикулярной нижнему пуансону. Другая пара подвижных смежных стенок матрицы - левая и задняя, установлены на упругие элементы в пазах нижнего основания. Торцевые стороны этих стенок могут контактировать с рабочей поверхностью верхнего пуансона, а их боковые поверхности прилегать к нижнему пуансону. Также на нижнем основании установлены перемещающиеся четыре клина, контактирующие со стенками матрицы и со скосами верхнего основания.
(А.С. СССР №1268285, кл. B22F 3/02, 1986 г.) - наиболее близкий аналог (для пресс-формы).
Проведенный анализ устройства показал, что недостатком его конструкции является жесткая связь между нижним основанием и нижнем пуансоном, ограничивающая диапазон возможного перемещения нижнего пуансона, а вместе с ним и пары смежных стенок матрицы - правой и передней, в направлении вертикальной оси (таблица 1), что в процессе прессования приводит к смещению общего гипотетического центра прессовки в сторону нижнего основания и, как следствие, к образованию «застойных зон» в месте контакта смежных стенок матрицы и нижнего пуансона, что снижает качество конечного изделия.
В результате имеют место потери давления на внешнее трение частиц порошка о стенки пресс-формы [1]. При этом повышение давления практически не влияет на величину перепадов.
Трение частиц порошка друг о друга, их взаимное зацепление и заклинивание затрудняют перемещение частиц в стороны от направления прессования. В результате на боковые стенки пресс-формы передается значительно меньше давления, чем в направлении прессования.
В подвижной части брикета со стороны перемещающихся пуансонов плотность на периферии уменьшается от края к центру, а в нижних слоях -от центра к периферии. Со стороны неподвижной части брикета каждый вышележащий слой плотнее низлежащего. Слои, прилегаемые к пуансонам, несколько толще последующих слоев, обращенных к центру, так как в них сказывается влияние трения частиц порошка на поверхности пуансона.
У торца неподвижного пуансона частицы порошка передвигаются в процессе прессования на меньшее расстояние из-за трения о стенки. Кроме кинематических условий потери усилия прессования на внешнее трение зависят от коэффициента трения в паре материал прессуемого брикета - материал пресс-формы, склонности к схватыванию в этой паре, качества обработки стенок пресс-формы, наличие смазок, высоты прессуемого брикета.
Техническим результатом группы изобретений является расширение технологических возможностей прессования, за счет создания гибкой связи между сборными элементами деформирующего инструмента, (нижним основанием и нижнем пуансоном) и обрабатываемым материалом, и повышение качества прессования за счет исключения «застойных» зон прессуемого материала при его прессовании.
Указанный технический результат обеспечивается тем, что при прессовании брикетов из порошкообразного материала путем размещения его в образованной пластинами матричной полости и прессования материала перемещением пластин, матричную полость образуют четырьмя боковыми, а также верхней и нижней пластинами, а прессование проводят либо одновременным перемещением всех пластин в сторону общего геометрического центра, образованной пластинами полости с последующим реверсированием их перемещения, либо перемещением расположенных друг напротив друга боковых пластин, либо перемещением верхней и нижней пластин, либо перемещением пары боковых пластин и верхней и нижней пластин.
В пресс-форме для прессования брикетов из порошкового материала, содержащей верхнее основание с размещенным в нем верхним пуансоном, нижнее основание с размещенным в нем нижним пуансоном и контактирующие между собой пластины, образующие замкнутую матричную полость и выполненные с возможностью поступательного перемещения в сторону общего геометрического центра, в нижнем основании дополнительно попарно напротив друг друга размещены боковые пуансоны, выполненные с возможностью перемещения навстречу друг другу, при этом каждая пара перемещается в своей плоскости, а матричная полость образована верхней, нижней и четырьмя боковыми пластинами, каждая из которых контактирует с рабочей поверхностью одного из пуансонов и выполнена с возможностью возвратно-поступательного перемещения к центру, осуществляемого связанным с ней пуансоном, а также с возможностью перемещения в плоскости, перпендикулярной направлению перемещения пуансона, за счет смещения смежных с ней боковых пластин.
Расширение технологических возможностей прессования, выражается в появлении возможности получать брикеты не только кубической формы, но и в форме параллелепипеда, за счет изменения скоростей перемещения пуансонов, при этом, чем меньше скорость перемещения, тем длиннее ребро брикета в данном направлении.
Улучшение качества структуры брикета обеспечивается за счет устранения несплошности материала по объему прессовки, например, путем принудительного перемещения центральных слоев на периферию заготовки при смене вектора направления основного усилия попеременно между тремя взаимно перпендикулярными осями с одновременным сжатием частиц порошка.
При этом действие тангенциальных сил на поверхности прессуемой заготовки, направленных параллельно оси прессования, совместно с тангенциальными силами, направленными перпендикулярно оси прессования, приводит к перемешиванию составных частей структуры (и, как следствие, к более плотной и равномерной их упаковке) при меньшем наружном давлении.
Сущность заявленной группы изобретений поясняется графическими материалами где:
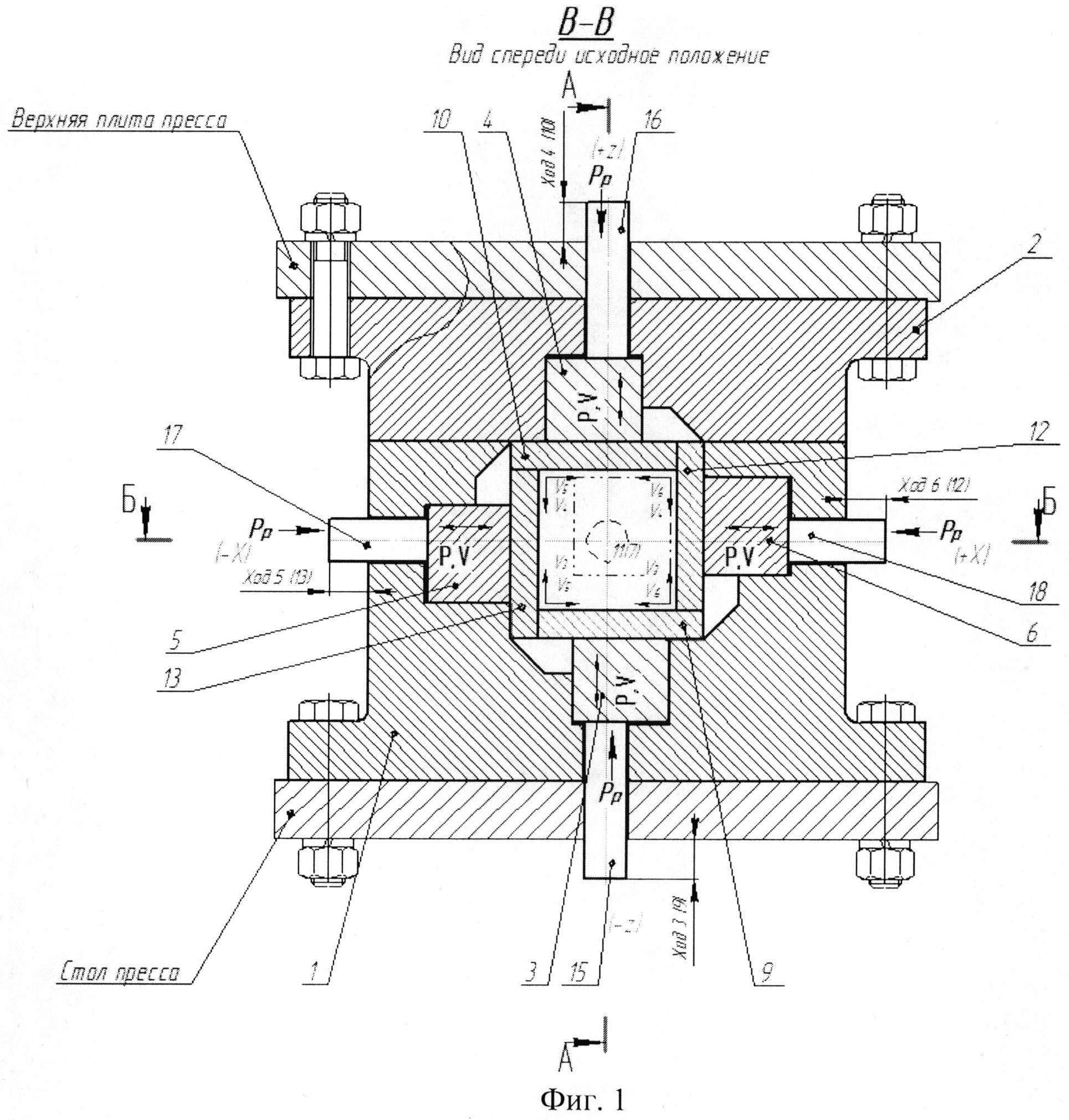
на фиг.1 - пресс-форма, вид спереди (прессующие элементы в исходном положении);
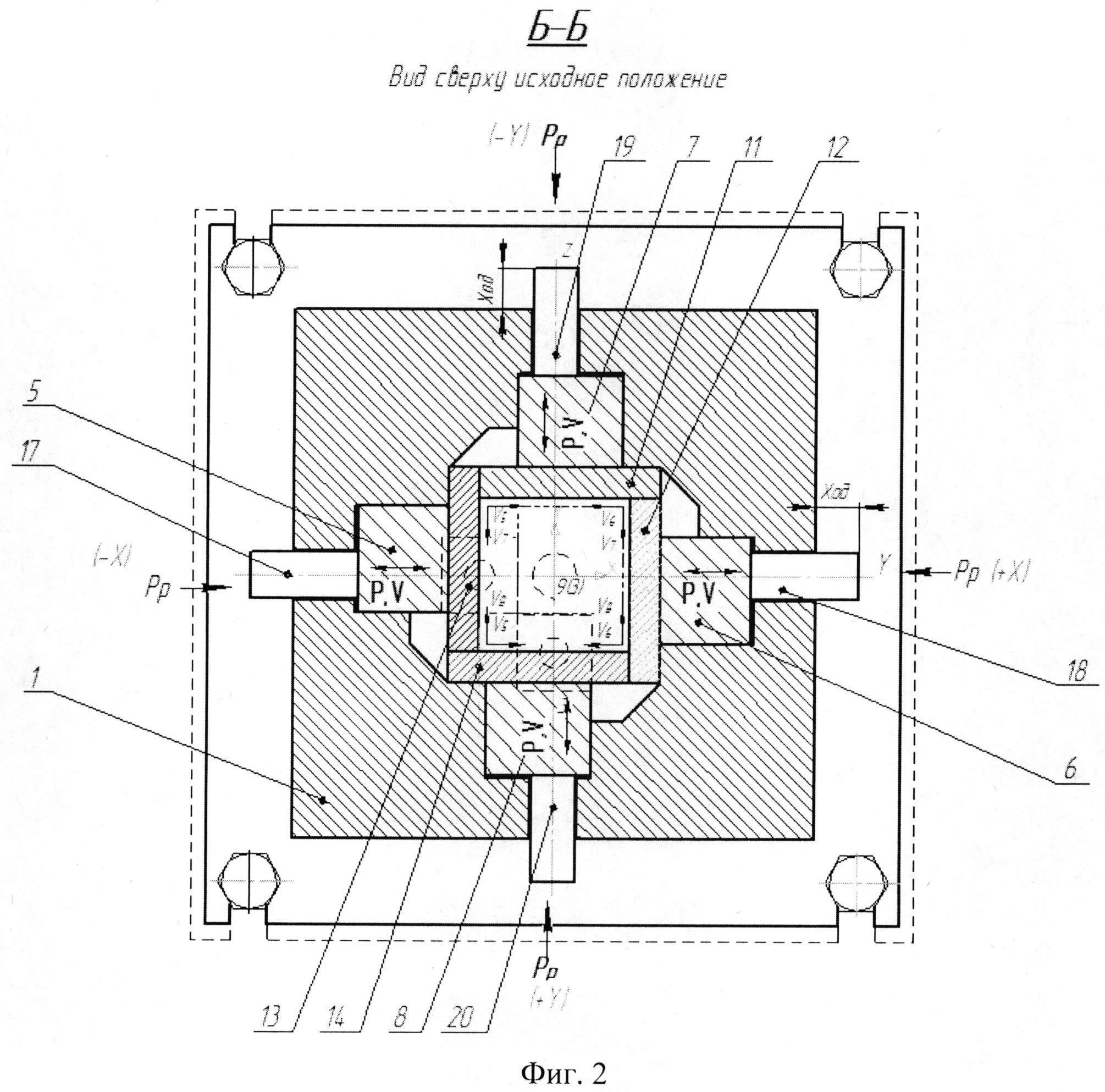
на фиг.2 - пресс-форма, вид сверху (прессующие элементы в исходном положении);
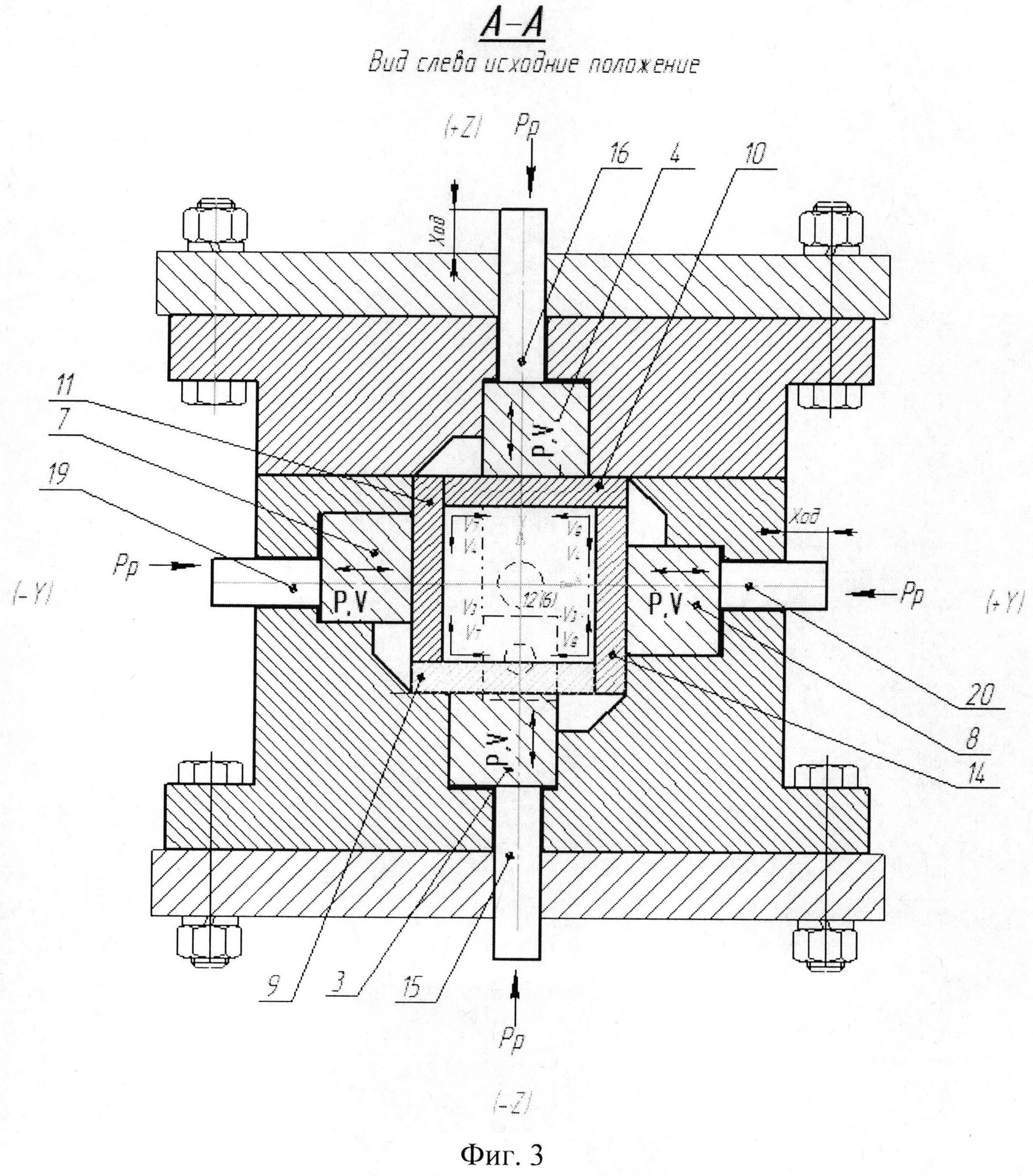
на фиг.3 - пресс-форма, вид слева (прессующие элементы в исходном положении);
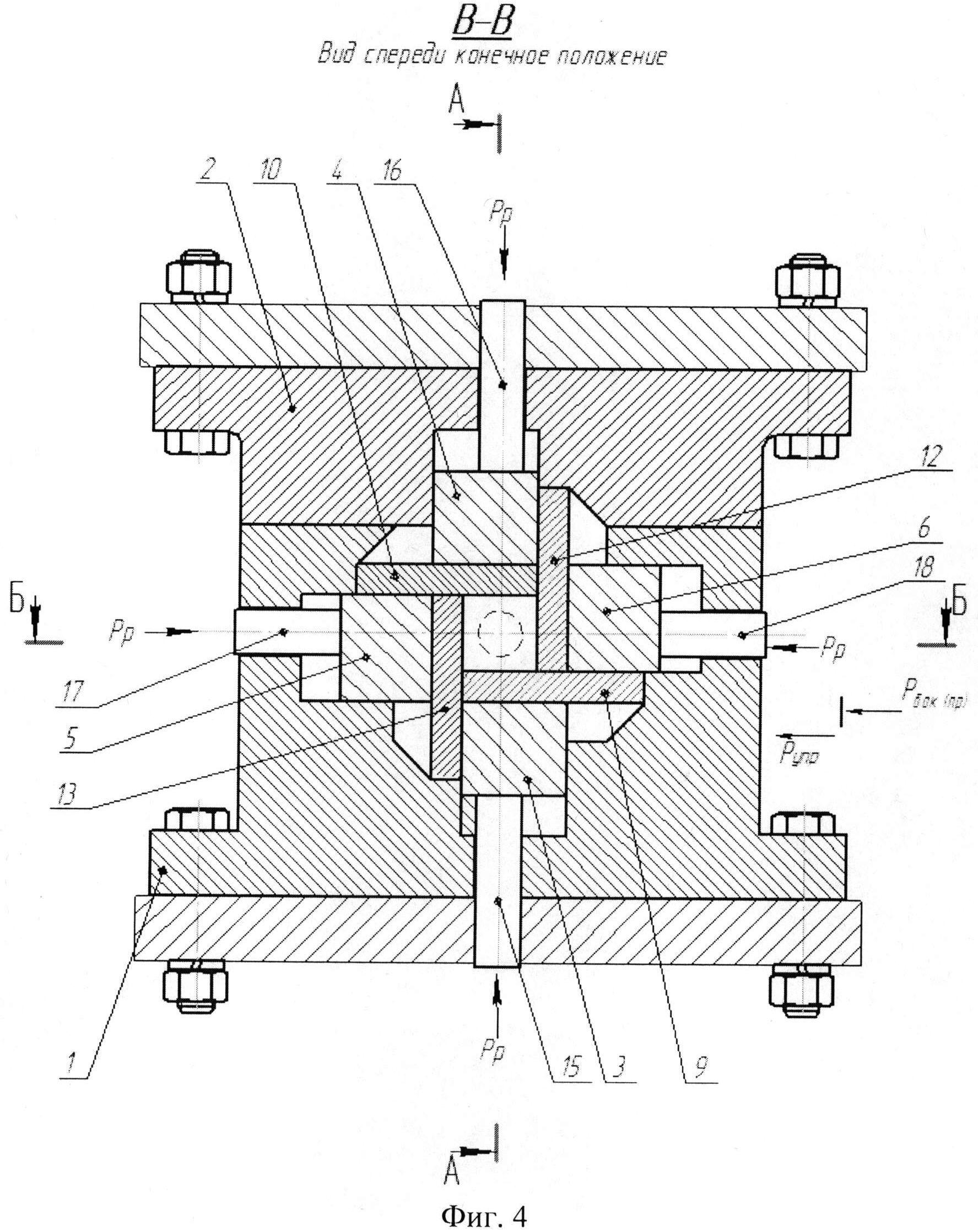
на фиг.4 - пресс-форма, вид спереди (прессующие элементы в конечном положении);
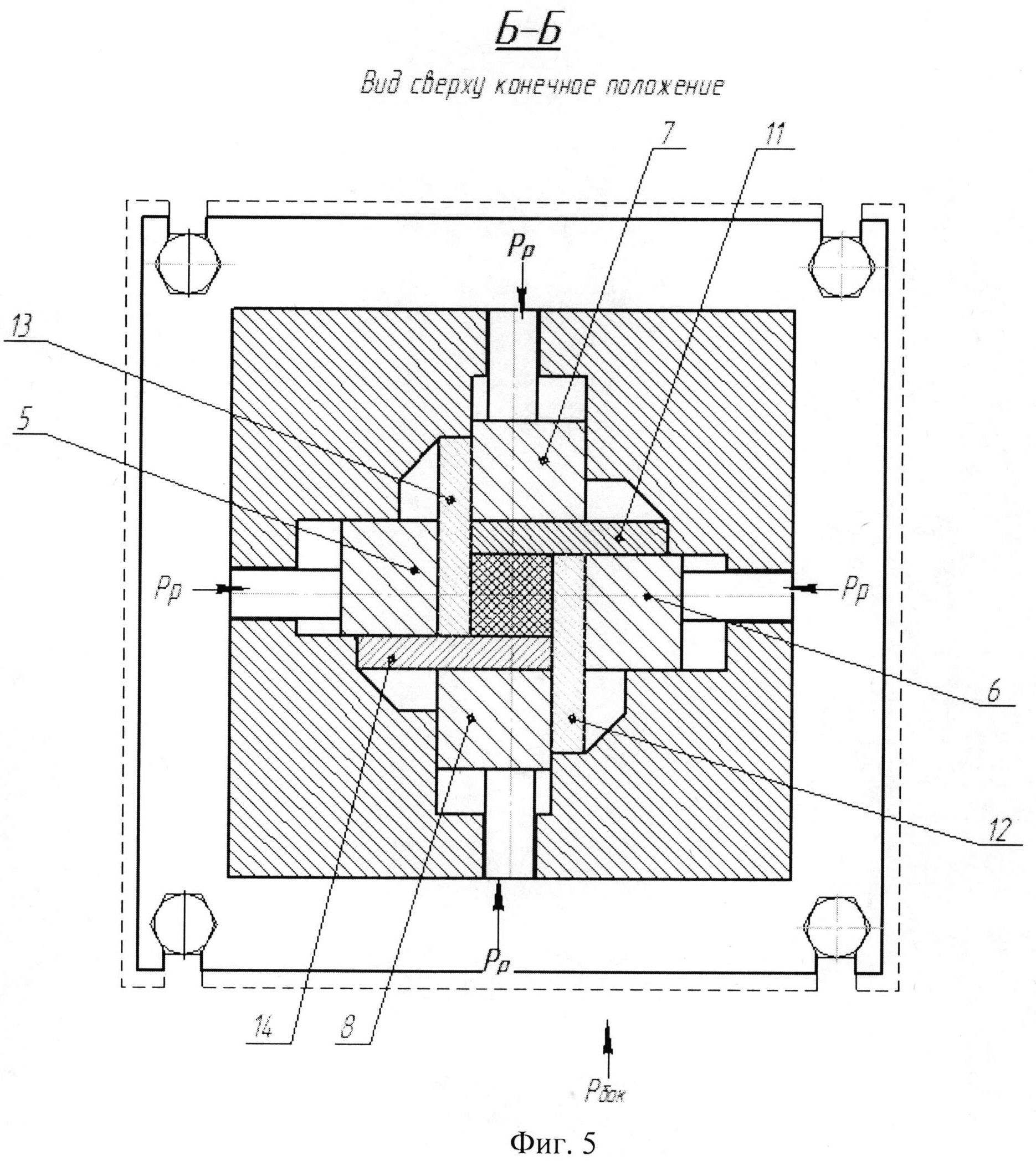
на фиг.5 - пресс-форма, вид сверху (прессующие элементы в конечном положении);
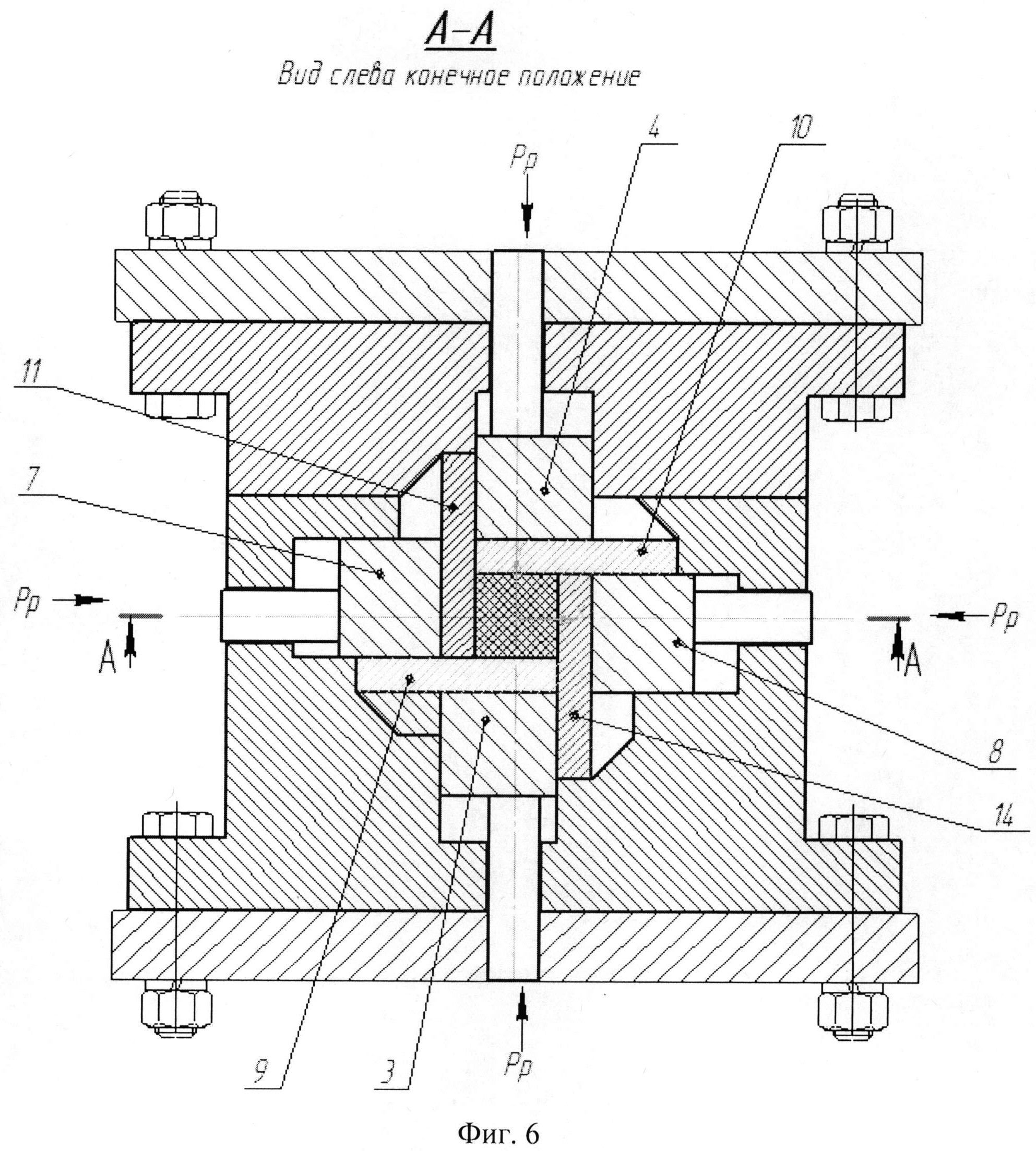
на фиг.6 - пресс-форма, вид слева (прессующие элементы в конечном положении);
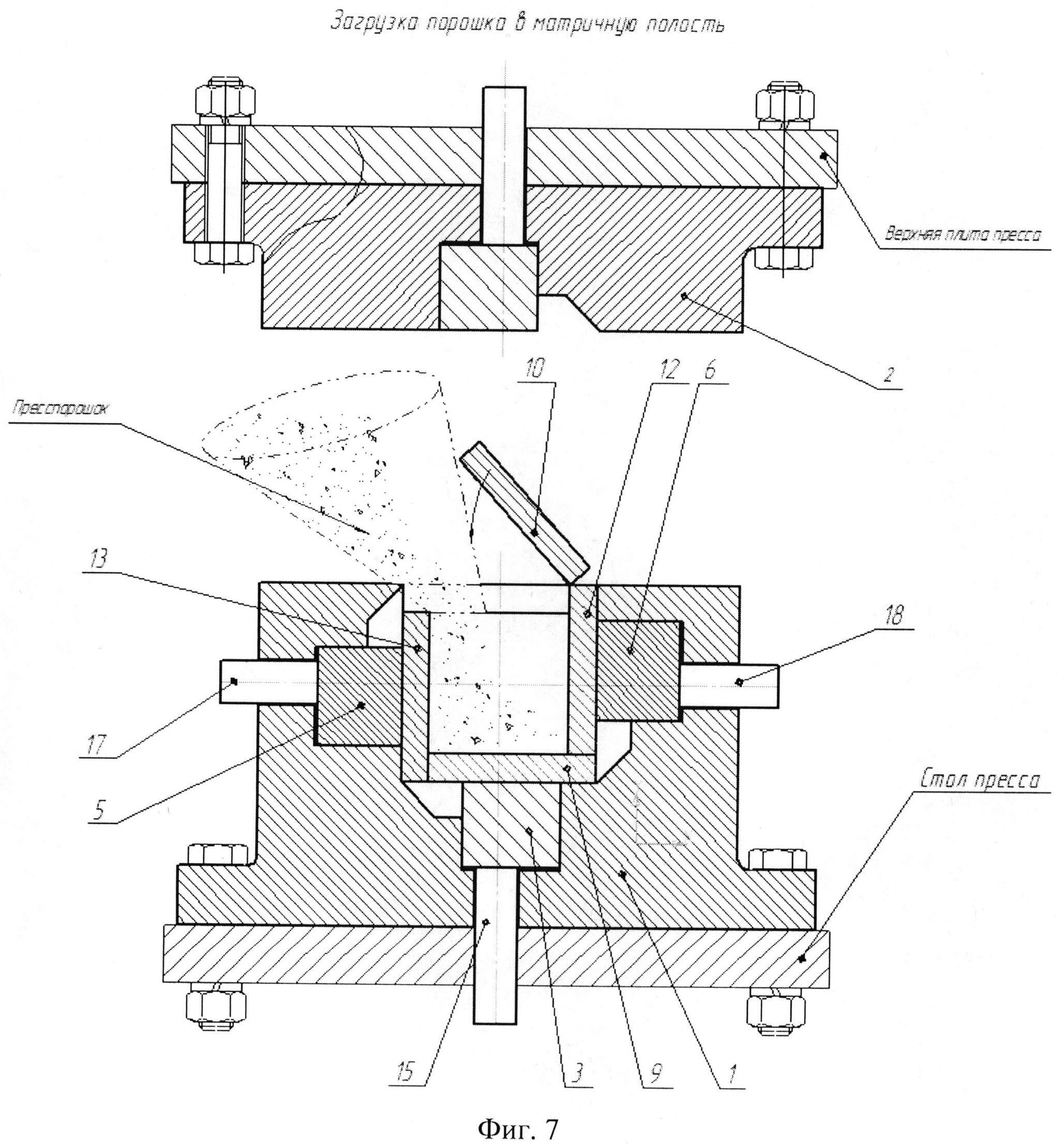
на фиг.7 - пресс-форма в положении загрузки порошкового материала;
на фиг.8 - пресс-форма, вид спереди в положении извлечения прессованного брикета;
таблица 1 - порядок перемещения пластин при прессовании брикета;
таблица 2 - последовательность взаимодействия силовых элементов устройства при прессовании брикета.
Пресс-форма для прессования брикетов из порошкового материала, (фиг.1), выполнена из двух разъемно соединенных оснований: нижнего 1 и верхнего 2. Верхнее основание имеет возможность крепления к подвижной плите пресса, а нижнее - к столу пресса.
В нижнем основании 1 размещен нижний пуансон 3, напротив него, на верхнем основании 2 - верхний пуансон 4. В боковых стенках нижнего основания расположены боковые пунсоны 5, 6, 7 и 8. Пуансоны расположены попарно напротив друг друга. Нижний пуансон 3 расположен под верхним пуансоном, при этом они (пуансоны) имеют возможность перемещаться навстречу друг к другу в плоскости XOZ. Боковые пуансоны, 5-6 и 7-8 также попарно расположены друг против друга и имеют возможность перемещаться навстречу друг к другу, каждая пара пуансонов в своей плоскости: пуансоны 5-6 в плоскости XOY, а пуансоны 7-8, в плоскости YOZ.
Рабочие поверхности пуансонов контактируют с пластинами 9, 10, 11, 12, 13, 14, образующих сборно-разборную матрицу. Каждый пуансон перемещает контактирующую с ним пластину в направлении к центру (или от центра), при этом перемещаемая им пластина имеет дополнительно две степени свободы перемещения в плоскости, перпендикулярной направлению перемещения пуансона, за счет смещения смежных с ней боковых пластин, которые также перемещаются под действием соответствующего каждой из них пуансона.
На плите ползуна пресса, па столе пресса и по периметру пресс-формы устанавливаются гидравлические цилиндры 15-16, 17-18, 19-20, подсоединенные к гидростанции (не показана), штоки которых перемещают пуансоны (3-4, 5-6, 7-8) в направлении к единому геометрическому центру пресс-формы.
Шток гидроцилиндра 15 через пуансон 3 перемещает нижнюю пластину 9, которая в свою очередь перемешает контактирующий своими боковыми сторонами, смежные между собой пластины 11-12, по схеме:
15→3→9→(11-12),
а противолежащий ему шток гидроцилиндра 16 через верхний пуансон 4 и планку 10 перемещает смежные между собой планки 13-14, по схеме:
16→4→10→(13-14)
и таким образом происходит уменьшение брикета по оси OZ.
В свою очередь боковые пуансоны 5-6 и 7-8 управляемые штоками гидроцилиндров 17-18 и 19-20 перемещают опирающиеся на них пластины по ниже приведенной схемам:
По оси ОХ
17→5→13→(9-11),
18→6→12→(10-14).
По оси OY
19→7→11→(10-12),
20→8→4→(9-13).
Приведенные схемы перемещения исполнительных органов пресс-формы представлены в таблице 2
Таким образом, с одновременным перемещением штоков гидроцилиндров происходит равномерное объемное сжатие брикета.
Конструкция пресс-формы дает возможность перемещать навстречу друг другу только одну пару противолежащих пуансонов (например 3-4), при этом две другие пары пуансонов (продолжение например 5-6 и 7-8) могут оставаться на месте, или перемещаться в сторону центра с разными скоростями. В данном случае происходит перемешивание слоев и частичное «вымывание» внутренних слоев на поверхность, что приводит к выравниванию плотности по объему прессуемого брикета.
Перемещение штоков гидроцилиндров фиксируется датчиками движения, которые связаны с системой управления ЧПУ (не показана) и имеют обратную связь, стабилизирующую контакты поверхностей пластин сборной матрицы.
Перемещение пластины, осуществляемое непосредственно осуществляемое связанным с ней пуансоном будем называть ведущим перемещением пластины, дополнительное боковое перемещения для каждой пластины, производимое за счет бокового перемещения сопрягаемых с ней пластин будем, наименовать просто перемещением.
Заявленный способ с использованием приведенной выше пресс-формы осуществляют следующим образом.
В матричную полость, образованную пластинами, дозировано загружают подлежащий прессованию материал.
Пресс, основным рабочим ходом вниз сжимает основания 1 и 2 между собой и замыкает пространство внутри матричной полости, за счет контактирования между собой пластин: 9-10, 11-12; 13-14. Процесс прессования заготовки осуществляется перемещением пластин посредством гидроцилиндров 15-16, 17-18, 19-20. Работающих от общей гидростанции. Конкретная ехнология прессования зависит от требуемой формы изделия и может включать либо одновременное перемещения всех пуансонов с одинаковыми или разными скоростями, либо попарно с одинаковыми или разными скоростями. От этого также зависит распределение плотности материала по объему брикета.
Процесс прессования брикета рассмотрим с перемещения нижним гидроцилиндром 15 пуансона 3, который, в свою очередь, перемещает пластину 9 (составное звено разъемной матрицы).
Перемещаемая пуансоном 3 пластина 9 в плоскости Z0X является, с одной стороны, опорой для двух смежных пластин 12-13, с другой стороны, она своими боковыми поверхностями контактирует с нарой смежных между собой пластин 11 и 14, которые перемещают пластину 9 в плоскости Y0X во взаимно перпендикулярном направлениях [0(+Х); 0(-Y)|, в соответствии с перемещениями, взаимодействующими с ними пуансонов 5 [0(+X)] и 8 [0(-Y)], каждая в своем направлении (фиг.2).
С противоположной стороны, перемещаемая пуансоном 4 пластина 10 (фиг.1), в плоскости Z0X дополнительно перемещается в плоскости Y0X во взаимно перпендикулярном направлениях |0(-Х); 0(+Y)J, за счет перемещения пластин 12 [0(-X)] и 13 [0(+Y)], соответствующими пуансонами 6 и 7 (фиг.2).
С боковых сторон, перемещаемые пуансонами 5, 6 (фиг.1) пластины 11, 12 в плоскости Z0X дополнительно перемещаются в плоскостях Z0X и Y0X во взаимно перпендикулярном направлениях [0(±Z); 0(±Y)], за счет перемещения пластин 10 [0(-Z)], 14 [0(-Y)], 9 [0(+Z)] и 13 [0(+-Y)]. Аналогично этому имеют дополнительные степени свободы пластины 13 и 14, за счет перемещения, контактирующих с их боковыми сторонами пластин 9, 10, 11 и 12. Таким образом, пластины 9-10, 11-12, 13-14 в совокупности образуют имеющую возможность сжимания и разжимания составную, сборную, замкнутую матрицу.
Пластины 9 и 10 (фиг.1) имеют возможность перемещения навстречу друг другу в вертикальном и в горизонтальном направлениях за счет перемещения контактирующих с их боковыми поверхностями пластинами 11-12, и 13-14.
Первая пара смежных пластин 12-13 (фиг.2) установлена на поверхности нижней пластины 9, прилегает к боковой поверхности верхней пластины 10 и, за счет смещения пуансона 3 вверх, имеет возможность перемещения в направлении второй пары смежных пластин 11 и 14, установленных на верхней пластине 10. Пластины 11 и 14 прилегают к боковой поверхности нижней пластины 9 и, за счет смещения пуансона 4 вниз, перемещают в направлении нижнего пуансона 3 и в направлении первой пары смежных пластин 11, 12.
Во время уменьшения объема внутренней полости сборной матрицы происходит повышение сопротивления порошкового материала брикета и в соответствии с этим датчики управления посылают сигналы на исполнительные органы, связанные с устройствами перемещения пуансонов 3-8. Но соответствующей программе пуансоны приходят в движение и перемещают связанные с ними пластины сборной матрицы, которые, в свою очередь, перемещают опирающиеся па них смежные пластины матрицы и, тем самым, уменьшают объем полости, образованный рабочими поверхностями пластин.
В результате указанных перемещений происходит сближение к центру всех пластин (и пуансонов) при замкнутом объеме внутренней матричной полости, производится объемное прессование порошкового материала.
При уменьшении объема внутренней полости сборной матрицы изменяется взаимное расположение частиц порошка за счет поворотов и перемещений и частичного заполнения пустоты. В ходе пластического деформирования частиц порошка увеличивается и сглаживается их контактная поверхность, разрушается оксидная пленка и вследствие механических сцеплений образуются скопления частиц. При дальнейшем увеличении контактной поверхности усиливается влияние межчастичной адгезии. Частицы, возможность деформации которых исчерпана, разрушаются - происходит холодная сварка.
Уменьшение внутреннего объема сборной матрицы осуществляется до достижения заданных параметров, которые могут быть рассчитаны известным образом либо но объему, либо но давлению.
Устранение рыхлых зон в углах прессовки, возникающих за счет сдвиговых деформации от действия сил трения в пристеночных зонах способствуют дополнительному уплотнению материала заготовки в ее периферийных зонах и более равномерному распределению плотности по объему, что улучшает качество прессованного изделия.
Таким образом, поверхность изделия (брикета) формируется боковыми гранями пластин, имеющих возможность перемещения в трех взаимно перпендикулярных направлениях (X, Y, Z), и рабочими поверхностями пластин, перемещающихся так же в трех направлениях. Это приводит к устранению пассивного трения па рабочих стенках матрицы, более качественному уплотнению материала заготовки за счет дополнительного сдвига по границам контакта пластин, а также наличия сдвиговых деформаций вследствие раздачи материала заготовки.
Перемещение двух противоположных смежных нар стенок матрицы навстречу друг другу и попарное смещение их в направлении движения пуансонов обеспечивает равномерное всестороннее сжатие прессуемого материала, способствующее получению однородной структуры и свойств по всему объему изделия.
Наличие большого количества степеней свободы подвижных деформирующих элементов - пластин сборной матрицы (18 перемещений вместо 15 у существующей пресс-формы - аналога), позволяет устранить угловые «застойные зоны» в брикете, характеризующиеся менее плотными и деформативно свободными объемами тела, в которых во время релаксации остаточных напряжений возникают растягивающие напряжения, препятствующие выравниванию напряженного состояния по объему брикета, что приводит к снижению механических свойств брикета и является причиной его разрушения (в частности, за счет появления расслойных трещин).
Согласно изобретению, ведущие пластины сборной матрицы, для удобства эксплуатации, могут быть прикреплены к перемещаемым их пуансонам, при условии обеспечения двух степеней свободы, и по окончании прессования отходят в исходное положение, не препятствуя извлечению брикета. Свободный доступ к брикету позволяет легко механизировать процесс подготовки устройства к работе и удаление брикета по окончании прессования, что повышает производительность прессования.
По окончании прессования брикета отводят пластины в исходное положение, ползун пресса отходит наверх, поднимая закрепленное на нем верхнее основание, и открывая доступ к прессованному изделию, которое удаляют из матричной полости.
Сущность заявленной группы изобретений представлена приведенным ниже примером.
Пример: Прессование заготовки из свинцового порошка.
Насыпная пористость 48,2%, коэффициент Пуансона -vpb=0,44
В контейнер (фиг.7} засыпали свинцовый порошок, Прессование свинцового порошка проводили при рабочем давлении (Pp), равном 80 МПа.
При ξpb=0,82 и из соотношения
0,2·Pp·ξ≤Pбок≤0,5·Pp·ξ,
с учетом коэффициента бокового давления
имеем:
 ,
,
 .
.
Смену направления приложения давления по осям OX, OY и OZ прикладывали циклично, при этом в каждом случае осуществляли временную выдержку от 2 до 4 секунд. Давление меняли плавно, паузы между фиксированными положениями составляли 3-7 секунд.
Порошок свинца прессуется при боковом давлении 20 МПа, скорость перемещения пуансонов 0,7-0,9 мм/с.
Относительная плотность полученного брикета составила 0,995 от теоретической.
1. Уманский A.M. Прессование порошковых материалов. М., Металлургия, 1981. 81 с. с ил.
2. А. Бальшин М.Ю. Порошковая металлургия. М., Металлургиздат, 1948. 332 с. с ил.
|
|
Способ регулирования режима работы жидкостной ракетной двигательной установки
Устройство для измерения вращающего момента
Устройство для измерения момента инерции изделия
Установка гидроабразивной резки
Электродуговой испаритель металлов и сплавов
Полуавтоматический балансировочный станок
Установка для измерения собственной частоты колебаний роторов силовых гироскопов
Способ контроля качества неразъемных соединений
Способ электроэрозионной прошивки отверстий
Штамп для формообразования изделий из листовых заготовок
Способ регулирования режима работы жидкостной ракетной двигательной установки
Устройство для измерения вращающего момента
Устройство для измерения момента инерции изделия
Установка гидроабразивной резки
Электродуговой испаритель металлов и сплавов
Полуавтоматический балансировочный станок
Установка для измерения собственной частоты колебаний роторов силовых гироскопов
Способ контроля качества неразъемных соединений
Способ электроэрозионной прошивки отверстий
Штамп для формообразования изделий из листовых заготовок

