Результат интеллектуальной деятельности: АППАРАТ ДЛЯ ПОЛУЧЕНИЯ ЭТИЛЕНА И СПОСОБ ПОЛУЧЕНИЯ ЭТИЛЕНА
Вид РИД
Изобретение
Перекрестная ссылка на родственную заявку
Настоящая заявка испрашивает приоритет на основании заявок на патент Китая CN 201210150227.5, поданной 16 мая 2012 г, и CN 201210239790.X и CN 201210239797.1, поданных 12 июля 2012 г, содержание которых полностью включено в настоящую заявку посредством ссылки для всех целей.
Область техники
Настоящее изобретение относится к аппарату получения этилена и способу его получения, в частности к аппарату для получения этилена посредством дегидратации этанола и способу его получения.
Уровень техники
Этилен является важным основным сырьем в химической промышленности органического синтеза, которое в основном применяют для производства полиэтилена, поливинилхлорида, оксида этилена/этиленгликоля, этилбензола/стирола, винилацетата и других видов химических продуктов органического синтеза. В настоящее время этилен в основном производят способом каталитического крекинга с применением нефти в качестве сырья как в стране заявителя, так и за ее рубежом. В последние годы произошел прорыв в исследованиях по производству этилена с использованием сырья не нефтяного происхождения, особенно в технологии получения этилена посредством дегидратации этанола. По этой технологии в качестве сырья применяют этанол, полученный биологическим путем, и, таким образом, можно избежать зависимости от нефтяных ресурсов. В бедных нефтью странах и регионах, а также в странах и регионах, основной отраслью которых является сельское хозяйство, сырье для производства этанола можно получить легко и оно является надежным, что закладывает прочную сырьевую базу для производства этилена, и проблемы нехватки ископаемых ресурсов и серьезного загрязнения окружающей среды могут быть решены. Главным образом, в условиях быстрого развития биотехнологии, технология производства этанола с применением биологических способов постоянно совершенствуется. Источники сырья для производства этанола становятся все более и более разнообразными, и стоимость сырья становится более приемлемой, поэтому технология производства этилена посредством дегидратации этанола привлекает все больше и больше внимания.
Важно разработать новую технологию получения этилена из этанола с хорошей экономической выгодой и сильной конкурентоспособностью на рынке, направленную на улучшение технологического процесса, сокращение потребления единиц этанола и повышение эффективности аппарата.
В документах и патентах, уже раскрытых в стране заявителя и за ее рубежом, описано множество способов получения этилена посредством дегидратации этанола, и основной процесс главным образом включает процесс с применением неподвижного слоя и процесс с применением кипящего слоя. Получение этилена посредством дегидратации этанола с применением технологии кипящего слоя (US 4,134,926) было начато компанией ABB Lummu в конце 1970-х годов, однако данная технология не нашла применения в промышленности. В настоящее время в промышленности в основном используют процесс с применением неподвижного слоя, включая изотермический процесс с применением неподвижного слоя и адиабатический процесс с применением неподвижного слоя.
Первоначально реакцию дегидратации этанола проводили в трубчатом неподвижном слое при нормальном давлении реакции в нем, и нагрев реакции обеспечивали посредством прямого нагрева или косвенного нагрева с применением нагревающей среды (например, расплава соли). В течение реакционного процесса температура реакции и скорость потока материала являются ключевыми факторами. С одной стороны, если температура реакции является слишком высокой или скорость потока материала является слишком низкой, будут получены другие побочные продукты. С другой стороны, если увеличить скорость потока материала, степень конверсии этанола увеличится. Для решения вышеупомянутой проблемы, в патенте США (US 4,232,179) предложен адиабатический процесс реакции дегидратации этанола, то есть реакцию дегидратации этанола проводят в адиабатическом неподвижном слое. Реакционный материал нагревают до требуемой температуры перед подачей в реактор, чтобы обеспечить нормальный ход реакции. После этого реакцию проводят по технологии трехступенчатого адиабатического неподвижного слоя (US 4,396,789), и с использованием вышеуказанной технологии начала 1980-х годов сооружают аппарат для получения этилена с производственной мощностью 60 тысяч тонн в год. Согласно данной технологии, три адиабатических реактора с неподвижным слоем соединяют последовательно, смешанный поток этанола и водяного пара на входе каждого из реакторов предварительно нагревают в одной печи, и непрореагировавший этанол, диэтиловый эфир и другие побочные продукты возвращают в оборот. Добавление пара снижает коксование в процессе реакции, продлевает долговечность катализатора и повышает выход этилена. Рабочие данные аппарата показали, что, когда температура на входе в реактор составляет 450°C, степень конверсии этанола достигает 98%, а период регенерации катализатора составляет по меньшей мере один год. Кроме того, компанией Halcon/SD разработана двухрежимная технология с применением адиабатического или изотермического неподвижного слоя в 1970 годах, причем данная изотермическая технология с применением неподвижного слоя реализована в промышленном применении. Рабочие данные аппарата показали, что, при условиях температуры реакции, составляющей 318°C, и часовой объемной скорости жидкости (LHSV), составляющей 0,23 час-1, селективность этилена составляет 96,8% (по молям), степень конверсии этанола составляет 99,1%, и период регенерации катализатора составляет 8 месяцев. После этого, компанией Halcon/SD разработана технология реакции с применением многоступенчатого адиабатического неподвижного слоя, то есть, этанол после разбавления водяным паром поступает в многоступенчатый адиабатический неподвижный слой для получения этилена посредством реакции дегидратации этанола; продукт этилена полимерного сорта получают после промывания, сжатия, очистки щелочью, сушки и криогенной ректификации реакционного газа. Данные испытаний показали, что, при условиях температуры реакции, составляющей 465°C, часовой объемной скорости жидкости, составляющей 0,8 час-1, и соотношении водяного пара к этанолу, составляющем 3:1, селективность этилена составляет 99,4% (по молям), степень конверсии этанола составляет 99,9%, и период регенерации катализатора составляет 8 месяцев. Индустриализация технологии с применением неподвижного слоя реализована компанией Lummus уже в начале 1960-х. В технологии применяли трубчатый изотермический реактор, и тепло, необходимое для реакционного процесса, обеспечивали посредством системы с горячим маслом. Период регенерации алюмосиликатного катализатора составляет 3 недели, и требуется 3 дня, чтобы регенерировать катализатор один раз. При условиях температуры реакции, составляющей 315°C, и давлении реакции, составляющем 0,16 МПа, селективность этилена составляет 94% (по молям), а степень конверсии этанола составляет 99%.
В предшествующих документах или отчетах сравнительно реже упоминают технологию разделения продуктов и увеличение выхода этилена в процессе получения этилена посредством дегидратации этанола, особенно техническую проблему возвращения этилена из потоков легких компонентов и тяжелых компонентов материалов. В предшествующей технологии разделения в основном применяют двухколоночный процесс, в котором неочищенный этилен поступает сперва в колонну фракционирования этилена, после чего легкие компоненты конденсируются в верхней части указанной колонны, компоненты паровой фазы выводятся, компоненты жидкой фазы поступают в отпарную колонну легких компонентов, в результате чего легкие компоненты удаляют из компонентов жидкой фазы и получают очищенный этилен с чистотой 99,99%. Несмотря на то, что по вышеуказанной технологии получают очищенный этилен с чистотой 99,99%, в вышеуказанной технологии существует проблема потери этилена, так как для удаления легких компонентов применяют отпарную колонну и этилен из тяжелых компонентов материалов не возвращают. В патенте (ZL 200710040705.64) описан способ адиабатического испарения для возврата этилена из жидкости из низа колонны для фракционирования этилена. Хотя этилен частично возвращают вышеуказанным способом, эффективность возвращения относительно низка. Согласно настоящему изобретению предложен новый способ разделения и очистки для получения этилена посредством дегидратации этанола, полученного биологическим способом, с преимуществами высокой эффективности возвращения этилена, низким энергопотреблением и хорошим качеством продукции.
Кроме того, в предшествующих документах или отчетах сравнительно реже упоминают технологию переработки воды, содержащей органические отходы, полученной при производстве этилена посредством дегидратации этанола, особенно снижение потребления сырья, а именно, этанола, и техническую проблему утилизации воды, содержащей органические отходы. В настоящее время вода из промышленного аппарата, содержащая органические отходы, поступает непосредственно в оборудование по очистке отработанной воды из указанного аппарата без обработки. Следовательно, с одной стороны, органические вещества, в частности этанол в воде, содержащей органические отходы, не утилизируют, и потребление этанола возрастает; с другой стороны, концентрация органических веществ в отработанной воде является относительно высокой, в результате чего неизбежно возрастает сложность очистки отработанной воды и стоимость обработки оборудования для очистки отработанной воды из вышеуказанного аппарата. В патенте (CN 101376551B) описан способ обработки воды, содержащей органические отходы, в процессе производства этилена посредством дегидратации этанола посредством четырехступенчатого процесса, но у вышеуказанного способа существуют недостатки, связанные со сложной технологией, длительностью процесса и высокими затратами.
Краткое описание изобретения
Задачей настоящего изобретения является решение проблем, касающихся низкого выхода этилена, а также связанных с тем, что образующиеся во время производственного процесса сточные воды, содержащие органические отходы, либо обработаны в недостаточной степени, либо подвергаются обработке с применения сложной технологии, характеризующейся высокой длительностью процесса и высокими затратами, как упомянуто выше в уровне техники. Согласно настоящему изобретению предложен новый аппарат для получения этилена и способ получения этилена, который позволяет получать этилен с высоким выходом при низком энергопотреблении, при этом образующуюся в ходе процесса воду, содержащую органические отходы, можно обрабатывать с помощью простой технологии, характеризующейся невысокой длительностью процесса и низкими затратами.
Согласно настоящему изобретению предложен аппарат для получения этилена, содержащий:
реактор, который применяют для дегидратации этанола и получения потока этилена, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три или более атомов углерода;
первую разделительную колонну, соединенную с реактором, которую применяют для разделения указанного потока этилена, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три или более атомов углерода, поступающего из указанного реактора, для получения первых легких компонентов, содержащих этилен, из верха вышеуказанной первой разделительной колонны, и первых тяжелых компонентов, содержащих этилен, из низа вышеуказанной первой разделительной колонны;
вторую разделительную колонну, причем верхняя часть указанной второй разделительной колонны соединена с низом указанной первой разделительной колонны, верх указанной второй разделительной колонны соединен с нижней частью указанной первой разделительной колонны, указанную вторую разделительную колонну применяют для приема и разделения первых тяжелых компонентов, содержащих этилен, из низа указанной первой разделительной колонны, чтобы получить вторые легкие компоненты, содержащие этилен, из верха указанной второй разделительной колонны, и вторые тяжелые компоненты из низа указанной второй разделительной колонны, причем вторые легкие компоненты возвращают в нижнюю часть указанной первой разделительной колонны, и вторые тяжелые компоненты выводят;
первый конденсатор, причем входной патрубок указанного первого конденсатора соединен с верхом указанной первой разделительной колонны, и выходной патрубок указанного первого конденсатора соединен с верхней частью указанной первой разделительной колонны, первый конденсатор применяют для конденсации первых легких компонентов, содержащих этилен, из верха указанной первой разделительной колонны с получением первого конденсата, и первую часть указанного первого конденсата возвращают в верхнюю часть указанной первой разделительной колонны; и
третью разделительную колонну, которую применяют для приема и разделения второй части указанного первого конденсата из указанного первого конденсатора, с получением жидкого этилена из низа указанной третьей разделительной колонны и третьих легких компонентов из верха указанной третьей разделительной колонны.
В одном предпочтительном варианте реализации аппарата для получения этилена, указанный аппарат дополнительно содержит:
второй конденсатор, соединенный с верхом указанной третьей разделительной колонны, который применяют для приема и конденсации третьих легких компонентов из верха указанной третьей разделительной колонны для получения второго конденсата; и
первый сборник орошающей фракции, соединенный с указанным вторым конденсатором и указанной третьей разделительной колонной соответственно, который применяют для приема второго конденсата из указанного второго конденсатора и возвращения указанного второго конденсата в верхнюю часть указанной третьей разделительной колонны.
В одном варианте реализации аппарата для получения этилена, указанный реактор и указанная первая разделительная колонна могут быть соединены множеством традиционных способов, включая непосредственное соединение и соединение через осушитель или конденсатор, для переработки указанного потока этилена в поток, который подходит для использования в качестве исходного потока указанной первой разделительной колонны.
В одном предпочтительном варианте реализации аппарата для получения этилена, указанный аппарат дополнительно содержит:
колонну для охлаждения, соединенную между указанным реактором и указанной первой разделительной колонной, которую применяют для приема и охлаждения водой потока этилена, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три или более атомов углерода, из указанного реактора с получением охлажденного потока этилена из верха указанной колонны для охлаждения, и воды, содержащей органические отходы, включая этан, этанол, этиловый эфир и побочные продукты, содержащие три или более атомов углерода, из низа указанной колонны для охлаждения, причем охлажденный поток этилена подают в указанную первую разделительную колонну; и
четвертую разделительную колонну, соединенную с низом указанной колонны для охлаждения, которую применяют для приема и разделения воды, содержащей органические отходы, включая этан, этанол, этиловый эфир и побочные продукты, содержащие три или более атомов углерода, из низа указанной колонны для охлаждения с получением потока воды из низа указанной четвертой разделительной колонны и четвертых легких компонентов, включая этан, этанол, этиловый эфир и побочные продукты, содержащие три или более атомов углерода, из верха указанной четвертой разделительной колонны.
В одном предпочтительном варианте реализации аппарата для получения этилена; указанный аппарат дополнительно содержит:
третий конденсатор, соединенный с верхом указанной четвертой разделительной колонны, который применяют для приема и конденсации четвертых легких компонентов из верха указанной четвертой разделительной колонны с получением третьего конденсата; и
второй сборник орошающей фракции, соединенный с указанным третьим конденсатором и указанной четвертой разделительной колонной соответственно, который применяют для приема третьего конденсата из указанного третьего конденсатора, причем первую часть указанного третьего конденсата возвращают в верхнюю часть указанной четвертой разделительной колонны, и вторую часть указанного третьего конденсата выводят.
В одном предпочтительном варианте реализации аппарата для получения этилена, рабочая температура указанной первой разделительной колонны находится в диапазоне от -35°C до 30°C, рабочее давление в ней находится в диапазоне от 1,3 МПа изб. до 4,5 МПа изб., и число теоретических тарелок в ней находится в диапазоне от 50 до 140.
В одном предпочтительном варианте реализации аппарата для получения этилена, рабочая температура указанной второй разделительной колонны находится в диапазоне от -15°C до 80°C, рабочее давление в ней находится в диапазоне от 1,0 МПа изб. до 4,0 МПа изб., и число теоретических тарелок в ней находится в диапазоне от 2 до 50.
В одном предпочтительном варианте реализации аппарата для получения этилена, рабочая температура указанной третьей разделительной колонны находится в диапазоне от -45°C до -10°C, рабочее давление в ней находится в диапазоне от 1,2 МПа изб. до 4,3 МПа изб., и число теоретических тарелок в ней находится в диапазоне от 2 до 60.
В одном предпочтительном варианте реализации аппарата для получения этилена, рабочая температура указанной четвертой разделительной колонны находится в диапазоне от 30°C до 210°C, рабочее давление в ней находится в диапазоне от 0 МПа изб. до 1,0 МПа изб., и число теоретических тарелок в ней находится в диапазоне от 2 до 98.
В аппарате согласно настоящему изобретению, указанная первая разделительная колонна и указанная третья разделительная колонна предпочтительно выбраны в виде колонны фракционирования, и указанная вторая разделительная колонна и указанная четвертая разделительная колонна предпочтительно выбраны в виде отпарной колонны.
Согласно настоящему изобретению дополнительно предложен способ получения этилена с применением вышеуказанного аппарата, включающий:
1) подачу этанола в реактор для дегидратации указанного этанола с получением потока этилена, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода;
2) подачу указанного потока этилена, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, полученного на этапе 1), в указанную первую разделительную колонну и разделение потока этилена с получением первых легких компонентов, содержащих этилен, из верха указанной первой разделительной колонны и первых тяжелых компонентов, содержащих этилен, из низа указанной первой разделительной колонны;
3) подачу первых тяжелых компонентов, содержащих этилен, полученных на этапе 2) в верхнюю часть указанной второй разделительной колонны, и разделение первых тяжелых компонентов в указанной второй разделительной колонне с получением вторых легких компонентов, содержащих этилен, из верха указанной второй разделительной колонны и вторых тяжелых компонентов из низа указанной второй разделительной колонны, причем вторые легкие компоненты возвращают в нижнюю часть указанной первой разделительной колонны и вторые тяжелые компоненты выводят; в то же время, подачу первых легких компонентов, содержащих этилен, полученных на этапе 2) в указанный первый конденсатор с получением первого конденсата, причем первую часть первого конденсата возвращают в верхнюю часть указанной первой разделительной колонны; и
4) подачу второй части указанного первого конденсата в третью разделительную колонну с получением жидкого этилена из низа указанной третьей разделительной колонны и третьих легких компонентов из верха указанной третьей разделительной колонны.
В одном предпочтительном варианте реализации способа получения этилена, указанный способ дополнительно включает:
5) подачу указанных третьих легких компонентов, полученных на этапе 4) во второй конденсатор с получением второго конденсата; и
6) подачу указанного второго конденсата, полученного на этапе 5) в первый сборник орошающей фракции, и затем второй конденсат возвращают в верхнюю часть указанной третьей разделительной колонны через указанный первый сборник орошающей фракции.
В одном предпочтительном варианте реализации способа получения этилена, указанный способ дополнительно включает:
перед подачей потока этилена, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, полученного на этапе 1) в указанную первую разделительную колонну на этапе 2), подачу вышеуказанного потока этилена сперва в колонну для охлаждения и охлаждение водой вышеуказанного потока этилена, а затем подачу охлажденного потока этилена, полученного из верха указанной колонны для охлаждения, в указанную первую разделительную колонну с получением воды, содержащей органические отходы, которая содержит этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, из низа указанной колонны для охлаждения; воду, содержащую органические отходы, затем подают в четвертую разделительную колонну с получением потока воды с содержанием органических отходов в количестве менее 20 ppm по объему из низа указанной четвертой разделительной колонны, и четвертых легких компонентов, содержащих этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, из верха указанной четвертой разделительной колонны.
В одном предпочтительном варианте реализации способа получения этилена, указанный способ дополнительно включает:
подачу четвертых легких компонентов в третий конденсатор с получением третьего конденсата; и затем подачу третьего конденсата во второй сборник орошающей фракции, причем первую часть указанного третьего конденсата возвращают в верхнюю часть указанной четвертой разделительной колонны через указанный второй сборник орошающей фракции, и вторую часть указанного третьего конденсата выводят.
В одном предпочтительном варианте реализации способа получения этилена, рабочая температура указанной первой разделительной колонны находится в диапазоне от -35°C до 30°C, рабочее давление в ней находится в диапазоне от 1,3 МПа изб. до 4,5 МПа изб., и число теоретических тарелок в ней находится в диапазоне от 50 до 140.
В одном предпочтительном варианте реализации способа получения этилена, рабочая температура указанной второй разделительной колонны находится в диапазоне от -15°C до 80°C, рабочее давление в ней находится в диапазоне от 1,0 МПа изб. до 4,0 МПа изб., и число теоретических тарелок в ней находится в диапазоне от 2 до 50.
В одном предпочтительном варианте реализации способа получения этилена, рабочая температура указанной третьей разделительной колонны находится в диапазоне от -45°C до -10°C, рабочее давление в ней находится в диапазоне от 1,2 МПа изб. до 4,3 МПа изб., и число теоретических тарелок в ней находится в диапазоне от 2 до 60.
В одном предпочтительном варианте реализации способа получения этилена, рабочая температура указанной третьей разделительной колонны находится в диапазоне от 30° до 210°C, рабочее давление в ней находится в диапазоне от 0 МПа изб. до 1,0 МПа изб., и число теоретических тарелок в ней находится в диапазоне от 2 до 98.
В одном предпочтительном варианте реализации способа получения этилена, соотношение массы первой части указанного первого конденсата и второй части указанного первого конденсата находится в диапазоне от 1 до 6:1.
В одном предпочтительном варианте реализации способа получения этилена, соотношение массы первой части указанного третьего конденсата и второй части указанного третьего конденсата находится в диапазоне от 0,1 до 6:1.
В способе согласно настоящему изобретению, катализатор в реакторе представляет собой один или более, выбранные из группы, состоящей из γ-Al2O3, молекулярного сита ZSM, молекулярного сита β и морденита. Также в данном случае можно применять другие катализаторы и сочетание нескольких катализаторов в соответствии с текущими потребностями.
Положительные эффекты, достигнутые в настоящем изобретении, представляют собой:
1) С помощью аппарата и способа согласно настоящему изобретению можно преодолеть недостаток предшествующего уровня техники, связанный с неэффективным возвратом этилена, увеличить выход этилена и снизить потребление электроэнергии; кроме того, управление является более удобным. С помощью исследований доказано, что посредством технического решения согласно настоящему изобретению потребляемую мощность разделения неочищенного этилена снижают на 13,25%, количество этилена, который остается в тяжелых компонентах, снижают с 22% до 3%, чистоту и выход продукта этилена повышают, и достигают хорошего технического эффекта.
2) С помощью аппарата и способа согласно настоящему изобретению, этанол, этиловый эфир, небольшое количество этилена и углеводородов, содержащих три или более атомов углерода, удаляют из воды, содержащей органические отходы, таким образом, органические вещества в воде, содержащей органические отходы, особенно этанол, утилизируют, применяя их в качестве ресурса, и потребление сырья, то есть, этанола, снижается; в то же время, после обработки посредством технологии согласно настоящему изобретению, очищенная вода, содержащая органические отходы, содержат лишь очень маленькое количество органических веществ, как результат, обработка оборудования для очистки отработанной воды из аппарата легче, и стоимость его обработки снижена. Техническое решение согласно настоящему изобретению имеет преимущества простоты технологии, короткого процесса и низких затрат. Результатами испытаний подтверждено то, что для аппарата с уровнем годовой мощности десять тысяч тонн, 222 тонны нерафинированного этанола могут быть возвращены из воды, содержащей органические отходы, в год (концентрация составляет около 80% по массе), концентрацию органических веществ в воде, содержащей органические отходы, снижают с 0,265% до менее чем 20 ppm, и достигают хорошего технического результата.
Краткое описание чертежей
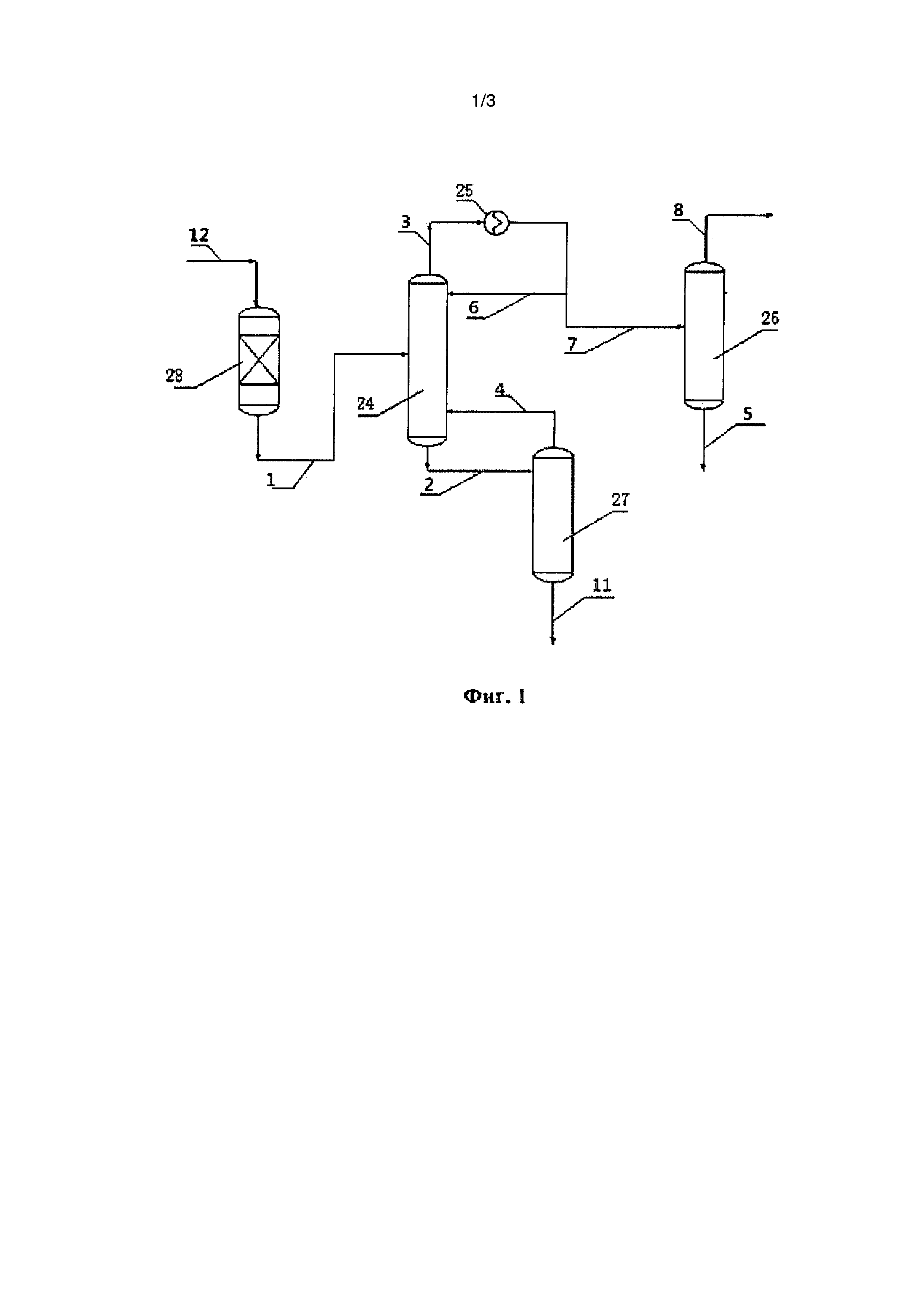
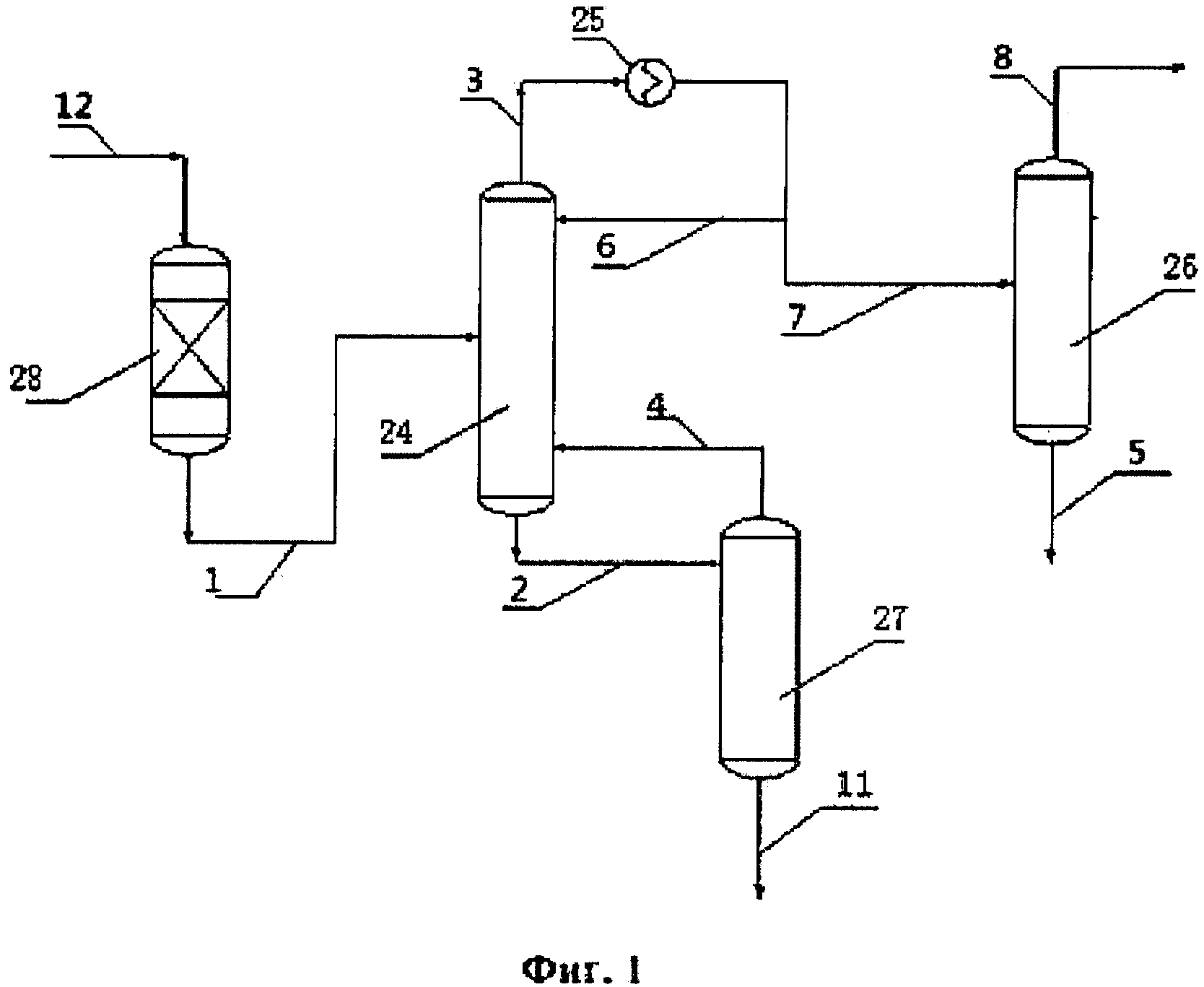
Фиг. 1 представляет собой схематический чертеж одного конкретного варианта реализации аппарата согласно настоящему изобретению;
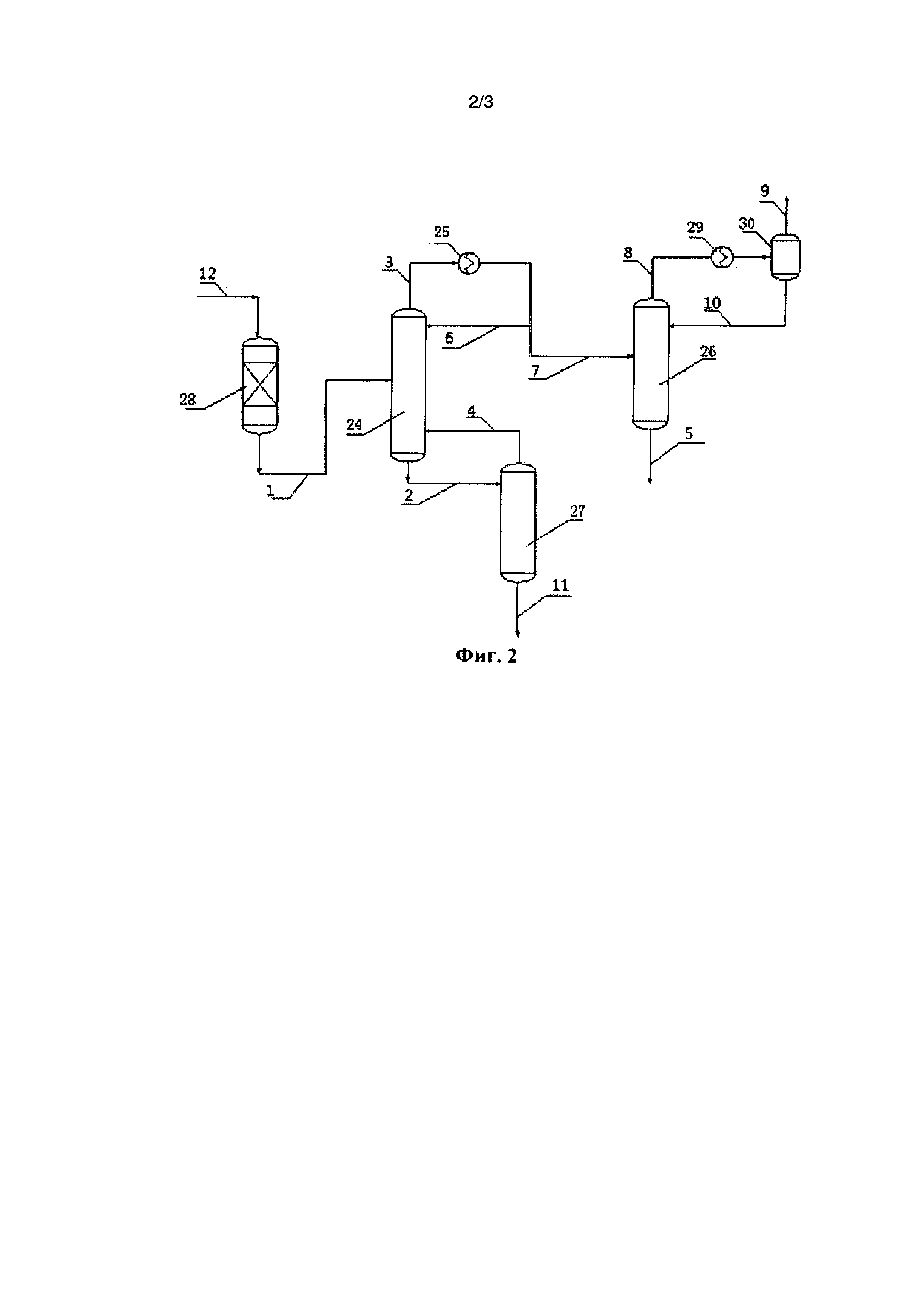
Фиг. 2 представляет собой схематический чертеж другого конкретного варианта реализации аппарата согласно настоящему изобретению; и
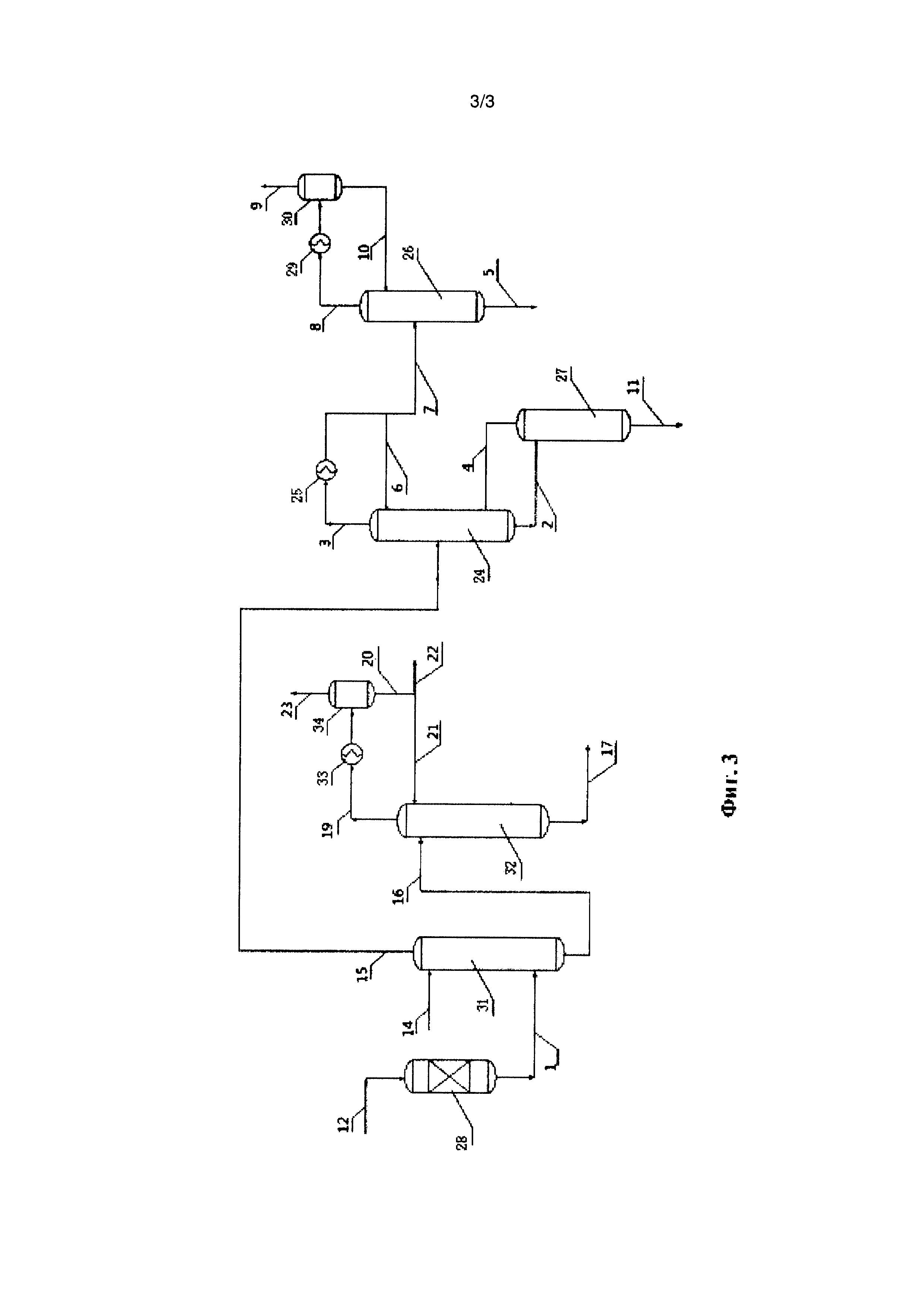
Фиг. 3 представляет собой схематический чертеж другого конкретного варианта реализации аппарата согласно настоящему изобретению.
Справочные знаки:
1 - поток этилена, содержащий этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода
2 - первые тяжелые компоненты, содержащие этилен,
3 - первые легкие компоненты, содержащие этилен
4 - вторые легкие компоненты, содержащие этилен
5 - жидкий этилен
6 - первая часть первого конденсата
7 - вторая часть первого конденсата
8 - третьи легкие компоненты
9 - первый парофазный поток
10 - второй конденсат
11 - вторые тяжелые компоненты
12 - поток этанола
13 - газовый поток продуктов реакции
14 - охлаждающая вода
15 - охлажденный поток этилена
16 - вода, содержащая органические отходы
17 - поток воды
19 - четвертые легкие компоненты
20 - третий конденсат
21 - первая часть третьего конденсата
22 - вторая часть третьего конденсата
23 - второй парофазный поток
24 - первая разделительная колонна
25 - первый конденсатор
26 - третья разделительная колонна
27 - вторая разделительная колонна
28 - реактор
29 - второй конденсатор
30 - первый сборник орошающей фракции
31 - колонна для охлаждения
32 - четвертая разделительная колонна
33 - третий конденсатор
34 - второй сборник орошающей фракции
Подробное описание вариантов реализации
Настоящее изобретение подробно описано, ссылаясь на варианты реализации и прилагаемые чертежи, но объем охраны настоящего изобретения не ограничен следующими вариантами реализации. Важно отметить, что при отсутствии структурного конфликта, все технические признаки, упомянутые во всех вариантах реализации, могут быть совместно скомбинированы любым способом, и все технические решения, полученные таким образом, включены в объем настоящего изобретения.
Пример 1
Как показано на Фиг. 1, аппарат согласно настоящему изобретению содержит:
реактор 28, который применяли для дегидратации этанола и получения потока этилена 1, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода;
первую разделительную колонну 24, соединенную с указанным реактором 28, которую применяли для разделения указанного потока этилена 1, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, из указанного реактора 28 с получением первых легких компонентов 3, содержащих этилен, из верха указанной первой разделительной колонны 24 и первых тяжелых компонентов 2, содержащих этилен, из низа указанной первой разделительной колонны 24;
вторую разделительную колонну 27, верхнюю часть указанной второй разделительной колонны 27 соединяли с низом указанной первой разделительной колонны 24, верх указанной второй разделительной колонны 27 соединяли с нижней частью указанной первой разделительной колонны 24, указанную вторую разделительную колонну 27 применяли для приема и разделения первых тяжелых компонентов 3, содержащих этилен, из низа указанной первой разделительной колонны 24 с получением вторых легких компонентов 4, содержащих этилен, из верха указанной второй разделительной колонны 27 и вторых тяжелых компонентов 11 из низа указанной второй разделительной колонны 27, причем вторые легкие компоненты 4 возвращали в нижнюю часть указанной первой разделительной колонны и вторые тяжелые компоненты 11 выводили;
первый конденсатор 25, входной патрубок указанного первого конденсатора 25 соединяли с верхом указанной первой разделительной колонны 24, и выходной патрубок указанного первого конденсатора 25 соединяли с верхней частью указанной первой разделительной колонны 24, указанный первый конденсатор 25 применяли для конденсации первых легких компонентов 3, содержащих этилен, из верха указанной первой разделительной колонны 24 с получением первого конденсата, и первую часть 6 указанного первого конденсата возвращали в верхнюю часть указанной первой разделительной колонны 24; и
третью разделительную колонну 26, которую применяли для приема и разделения второй части 7 указанного первого конденсата из указанного первого конденсатора 25, с получением жидкого этилена 5 из низа указанной третьей разделительной колонны 26 и третьих легких компонентов 8 из верха указанной третьей разделительной колонны 26.
Пример 2
Как показано на Фиг. 2, аппарат согласно варианту реализации 1 дополнительно содержит:
второй конденсатор 29, соединенный с верхом указанной третьей разделительной колонны 26, который применяли для приема и конденсации третьих легких компонентов 8 из верха указанной третьей разделительной колонны 26, с получением второго конденсата 10; и
первый сборник орошающей фракции 30, который соединяли с указанным вторым конденсатором 29 и указанной третьей разделительной колонной 26 соответственно, который применяли для приема второго конденсата 10 и первого парофазного потока 9 из указанного второго конденсатора 29, причем второй конденсат 10 возвращали в верхнюю часть указанной третьей разделительной колонны 26, и первый парофазный поток 9 выводили.
Пример 3
Как показано на Фиг. 3, на основании варианта реализации 2, аппарат дополнительно содержит:
колонну для охлаждения 31, которую соединяли между указанным реактором 28 и указанной первой разделительной колонной 24, которую применяли для приема и охлаждения потока этилена 1, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, из указанного реактора 28, посредством охлаждающей воды 14, с получением охлажденного потока этилена 15 из верха указанной колонны для охлаждения 31 и воды, содержащей органические отходы 16, содержащей этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, из низа указанной колонны для охлаждения 31, причем охлажденный поток этилена 15 подавали в указанную первую разделительную колонну 24;
четвертую разделительную колонну 32, которую соединяли с низом указанной колонны для охлаждения 31, которую применяли для приема и разделения воды, содержащей органические отходы 16, содержащей этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, из низа указанной колонны для охлаждения 31, с получением потока воды 17 из низа указанной четвертой разделительной колонны 32 и четвертых легких компонентов 19, содержащих этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, из верха указанной четвертой разделительной колонны 32;
третий конденсатор 33, который соединяли с верхом указанной четвертой разделительной колонны 32, который применяли для приема и конденсации четвертых легких компонентов 19 из верха указанной четвертой разделительной колонны 32 с получением третьего конденсата 20; и
второй сборник орошающей фракции 34, который соединяли с указанным третьим конденсатором 33 и указанной четвертой разделительной колонной 32 соответственно, который применяли для приема третьего конденсата 20 из указанного третьего конденсатора 33, причем первую часть 21 указанного третьего конденсата возвращали в верхнюю часть указанной четвертой разделительной колонны 32, и вторую часть 22 указанного третьего конденсата и второй парофазный поток 23, полученный в нем, выводили.
Пример 4
Поток этилена 1, содержащий этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, из указанного реактора 28 подавали в первую разделительную колонну 24 для разделения, таким образом, первые легкие компоненты 3, содержащие этилен, получали из верха указанной первой разделительной колонны 24, и первые тяжелые компоненты 2, содержащие этилен, получали из низа указанной первой разделительной колонны 24.
Объемная скорость потока каждого из компонентов указанного потока этилена 1, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, составляла: для водорода 0,070 кг/ч, для метана 0,070 кг/ч, для монооксида углерода 0,557 кг/ч, для этилена 1274,518 кг/ч, для этана 7,060 кг/ч, для пропана 1,555 кг/ч, для ацетальдегида 0,113 кг/ч, для этилового эфира 5,631 кг/ч, для тяжелых компонентов 33,957 кг/ч.
Объемная скорость потока первых тяжелых компонентов 2, полученных из низа первой разделительной колонны 24, составляла 83,866 кг/ч, причем объемная скорость потока этилена составляла 18,593 кг/ч. Объемная скорость потока первых легких компонентов 3, полученных из верха первой разделительной колонны 24, составляла 4712,040 кг/ч, причем объемная скорость потока этилена составляла 4709,413 кг/ч. Легкие компоненты 3 конденсировали в первом конденсаторе 25 и получали первый конденсат, причем объемная скорость потока первой части 6 первого конденсата, которую возвращали в первую разделительную колонну 24, составляла 3438,507 кг/ч, объемная скорость потока второй части 7 первого конденсата, выступающей в качестве исходного сырья для третьей разделительной колонны 26, составляла 1273,520 кг/ч, и объемная скорость потока выводимых легких компонентов составляла ноль. Температура верха первой разделительной колонны 24 составляла -25,0°C, давление в нем составляло 2,15 МПа изб., температура низа первой разделительной колонны 24 составляла 9,3°C, число теоретических тарелок всей колонны составляло 80, и расположение подачи питания находилось в нижней части первой разделительной колонны 24. Тепловая нагрузка первого конденсатора 25 составляла 434,501 кВт.
Первые тяжелые компоненты 2, полученные из низа первой разделительной колонны 24, подавали с помощью насоса вверх второй разделительной колонны 27 для разделения. Температура верха второй разделительной колонны 27 составляла 9,6°C, давление в нем составляло 2,16 МПа изб., температура низа второй разделительной колонны 27 составляла 59°C, число теоретических тарелок всей колонны составляло 12. После разделения во второй разделительной колонне 27, материалы, в основном содержащие этилен, которые выводили в виде пара из верха второй разделительной колонны 27; возвращали в низ первой разделительной колонны 24, и объемная скорость данного потока составляла 33,866 кг/ч; вторые тяжелые компоненты 11, в основном содержащие этан и другие смеси, содержащие три или более атомов углерода (C3+) выводили из низа второй разделительной колонны 27, объемная скорость данного потока составляла 50,102 кг/ч, и объемная скорость потока этилена составляла 1,696 кг/ч. Тепловая нагрузка ребойлера второй разделительной колонны 27 составляла 4,691 кВт.
Температура верха третьей разделительной колонны 26 составляла -22,7°C, давление в нем составляло 2,35 МПа изб., температура низа третьей разделительной колонны 26 составляла -21,6°C, число теоретических тарелок всей колонны составляло 18, и расположение подачи питания находилось в верхней части первой разделительной колонны 26. После разделения, третьи легкие компоненты 8, содержащие этилен, которые выводили в виде пара из верха третьей разделительной колонны 26, частично конденсировали во втором конденсаторе 29, где разделяли парофазные и жидкие компоненты и получали второй конденсат 10 и первый парофазный поток 9. Второй конденсат 10 возвращали в третью разделительную колонну 26, первый парофазный поток 9 выводили, и объемная скорость данного потока составляла 7,815 кг/ч, причем объемная скорость потока этилена составляла 7,133 кг/ч. Очищенный продукт этилена получали из низа третьей разделительной колонны 26, объемная скорость данного потока составляла 1265,638 кг/ч, и чистота этилена достигала 99,998%. Тепловая нагрузка второго конденсатора 29 третьей разделительной колонны 26 составляла 29,141 кВт, и тепловая нагрузка ее ребойлера составляла 41,149 кВт.
Выход этилена, полученного посредством настоящей технологии разделения, составил 99,30% (по массе).
Пример 5
Как показано на Фиг. 3, объемная скорость потока этанола 12 с чистотой 99,60% (по массе) составляла 2312,5 кг/ч. При условиях температуры реакции, составляющей 350°C, и рабочего давления, составляющего 0,8 МПа изб., парофазные компоненты поступали в реактор 28 и вступали в контакт с катализатором, то есть, γ-Al2O3, где происходила дегидратация парофазных компонентов с получением потока этилена 1, содержащего этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода. Поток этилена 1, содержащий этан, этанол, этиловый эфир и побочные продукты, содержащие три и более атомов углерода, поступал в низ колонны для охлаждения 31 и контактировал с встречным потоком охлаждающей воды 14, поступающей из верха колонны для охлаждения 31, и охлажденный поток этилена 15 и воду, содержащую органические отходы 16, получали из верха колонны для охлаждения 31. Вода, содержащая органические отходы 16, содержащая 0,242% (по массе) этанола, поступала в верхнюю часть четвертой разделительной колонны 32. Четвертые легкие компоненты 19, содержащие высокую концентрацию этанола, выходящие из верха четвертой разделительной колонны 32, поступали во второй сборник орошающей фракции 34 после конденсации в третьем конденсаторе 33, где отделяли и выводили второй парофазный поток 23 и отделяли третий конденсат 20. Первую часть 21 третьего конденсата 20 возвращали в четвертую разделительную колонну 32, вторую часть 22 третьего конденсата 20, содержащую 73,37% этанола (по массе) и имеющую объемную скорость потока 30,22 кг/ч, возвращали в систему реакции дегидратации. Поток воды 17, выходящий из низа четвертой разделительной колонны 32, с объемной скоростью потока, составляющей 9200,64 кг/ч и содержанием органических веществ, составляющим менее или равное 20 ppm, выводили.
Температура верха четвертой разделительной колонны 32 составляла 100,3°C, давление в нем составляло 0,11 МПа изб., температура низа четвертой разделительной колонны 32 составляла 123,3°C, число теоретических тарелок всей колонны составляло 21. Источник тепла для четвертой разделительной колонны 32 обеспечивали посредством ребойлера, и его тепловая нагрузка составляла 857,32 кВт.
Охлажденный поток этилена 15 после обработки с удалением CO2 подвергали сжатию и дегидратации, подавали в первую разделительную колонну 24. Первые легкие компоненты 3, содержащие этилен, отделяемый из верха первой разделительной колонны 24, конденсировали посредством первого конденсатора 25, и получали первый конденсат. Первую часть 6 первого конденсата возвращали в первую разделительную колонну 24, и вторую часть 7 первого конденсата подавали в среднюю часть третьей разделительной колонны 26. Первые тяжелые компоненты 2, содержащие этилен, отделяемый из низа первой разделительной колонны 24, подавали в верхнюю часть второй разделительной колонны 27. После разделения во второй разделительной колонне 27, вторые легкие компоненты 4, в основном содержащие этилен, выводили в виде пара из верха второй разделительной колонны 27 и возвращали в нижнюю часть первой разделительной колонны 24, и объемная скорость данного потока составляла 45,0 кг/ч; вторые тяжелые компоненты 11, в основном содержащие этан и другие смеси, содержащие три или более атомов углерода, выводили из низа второй разделительной колонны 27, объемная скорость данного потока составляла 50,0 кг/ч, и объемная скорость потока этилена составляла 0,87 кг/ч.
Температура верха второй разделительной колонны 27 составляла 6,3°C, давление в нем составляло 2,16 МПа изб., температура низа второй разделительной колонны 27 составляла 64,4°C, число теоретических тарелок всей колонны составляло 11. Тепловая нагрузка ребойлера составляла 6,04 кВт.
Вторую часть 7 первого конденсата подавали в среднюю часть третьей разделительной колонны 26. Третьи легкие компоненты 8, содержащие этилен, которые выводили в виде пара из верха третьей разделительной колонны 26, конденсировали во втором конденсаторе 29 и разделяли в сборнике орошающей фракции 30, где отделяли компоненты паровой фазы и компоненты жидкой фазы, и получали и выводили первый парофазный поток 9, и объемная скорость данного потока составляла 7,95 кг/ч, в котором объемная скорость потока этилена составляла 7,25 кг/ч. Очищенный продукт этилена получали из низа третьей разделительной колонны 26, объемная скорость данного потока составляла 1279,40 кг/ч, и чистота этилена достигала 99,998%.
Температура верха третьей разделительной колонны 26 составляла -22,7°C, давление в нем составляло 2,35 МПа изб. и температура низа третьей разделительной колонны 26 составляла -21,6°C. Тепловая нагрузка второго конденсатора 29 составляла 29,50 кВт и тепловая нагрузка ребойлера третьей разделительной колонны 26 составляла 41,15 кВт.
Способ отделения побочных продуктов в водной фазе синтеза фишера-тропша
Способ селективного гидрирования фенилацетилена в присутствии стирола с использованием композитного слоя
Обессеривающий адсорбент, способ его приготовления и использования
Способ селективного гидрирования фенилацетилена в присутствии стирола
Нагруженный металлом катализатор и способ его приготовления
Добавка и способ для обрыва полимеризации и/или снижения вязкости раствора полимера
Каталитический компонент для полимеризации олефинов и катализатор, включающий таковой
Способ получения териленового волокна из полиэфирных отходов
Способ получения оксалата монооксидоуглеродным газофазным способом
Компонент катализатора, применяемый для полимеризации олефинов, способ его получения и катализатор, содержащий такой компонент
Способ отделения побочных продуктов в водной фазе синтеза фишера-тропша
Способ селективного гидрирования фенилацетилена в присутствии стирола с использованием композитного слоя
Обессеривающий адсорбент, способ его приготовления и использования
Способ селективного гидрирования фенилацетилена в присутствии стирола
Нагруженный металлом катализатор и способ его приготовления
Добавка и способ для обрыва полимеризации и/или снижения вязкости раствора полимера
Каталитический компонент для полимеризации олефинов и катализатор, включающий таковой
Способ получения териленового волокна из полиэфирных отходов
Способ получения оксалата монооксидоуглеродным газофазным способом
Компонент катализатора, применяемый для полимеризации олефинов, способ его получения и катализатор, содержащий такой компонент

