Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКОГО ШЛАКА
Вид РИД
Изобретение
Область техники, к которой относится предлагаемое изобретение
Изобретение относится к способу и устройству для переработки металлургического шлака и придания ему инертности (его инертизации), в частности шлака, поступающего из сталелитейных установок, например, из плавильных печей.
Предпосылки создания предлагаемого изобретения
Известно, что для получения стали путем плавления металлического сырья в плавильной печи внутри этой плавильной печи образуется слой шлака, плавающий поверх слоя расплавленного метала или жидкой ванны.
Этот шлак служит для защиты жидкой ванны от окисления или попадания загрязнений извне, а также обеспечивает термическое изолирование жидкой ванны, предотвращая ее нежелательное охлаждение и попадание в сталь нежелательных химических элементов, в частности металлов, а также таких загрязнителей, как сера и фосфор.
Шлак по существу представляет собой смесь окислов и имеет переменный состав в зависимости от типа производимой стали, от технологических требований и от особенностей управления процессом плавления.
На протяжении рабочего цикла шлак периодически удаляют из плавильной печи с помощью операции расшлаковки, которая состоит в выливании шлака через расшлаковочную апертуру, которая выполнена для этой цели в стенке плавильной печи и называется расшлаковочным окном.
Шлак, выгруженный из плавильной печи, обычно собирают в месте накопления, расположенном ниже.
Известно, что в качестве добавок, вносимых в шлак для получения механически и химически стабильных, то есть, инертных соединений, используют песок, или шире - материалы, содержащие диоксид кремния (SiO2), например, различного вида силикаты, кварц или метаморфические горные породы.
Эти добавки обеспечивают спекание шлака, введение катионов металлов, присутствующих в шлаке, в стеклообразную матрицу, ограничение их мобильности и, следовательно, реакционной способности, а также предотвращение вымывания или отделения тяжелых металлов. Кроме того, упомянутые добавки служат для стабилизации шлака в механическом отношении, уменьшая количество свободной извести и, следовательно, ограничивая тенденцию к изменению механических свойств с течением времени.
Известны способы переработки металлургического шлака, целью которых является инертизация шлака путем использования его сходства с оксидами щелочных металлов, в частности с оксидом кальция (СаО), и реакционной способности производных соединений силикатов при высоких температурах для образования стеклообразных структур и(или) путем внесения в шлак инертизирующих добавок, обладающих способностью инкорпорировать тяжелые металлы в кристаллические структуры.
Известны устройства, обеспечивающие введение в шлак добавок под действием силы тяжести, сверху. С помощью этих устройств осуществляется способ, обеспечивающий внесение добавок в непрерывном режиме на протяжении операции расшлаковки.
Однако эти известные способы имеют тот недостаток, что они недостаточно эффективны, так как добавки систематически теряются при их засыпании. Причиной этого является наличие конвекционных потоков, которые образуются вблизи шлака из-за высоких температур и препятствуют контакту песка и шлака. Еще один источник потерь инертизирующих добавок - это всасывающая тяга, имеющая место вблизи окна расшлаковки, из-за чего некоторые добавки не достигают шлака.
Еще один недостаток известных способов состоит в том, что добавки распределяются в шлаке неравномерно, воздействуя на поток шлака только на поверхности без достаточного проникновения внутрь, так что некоторые зоны шлака не подвергаются желаемой трансформации.
Еще одним известным способом стабилизации или инертизации шлака предусматривается операция внесения инертизирующих добавок, опять же, под действием силы тяжести, но в прерывистом режиме и на стадии сразу после операции расшлаковки. Этим способом предусматриваются также операции последующей переработки путем подачи в емкость, в которой находится шлак и поддерживается средняя температура приблизительно 1400°C, газа и угля.
Одним из недостатков этого известного способа является то, что введение инертизирующих добавок может иметь место, когда шлак уже частично охлажден и, поэтому, является более плотным, что приводит к неполному перемешиванию добавок и шлака. Кроме того, устройство, используемое для осуществления этого способа, громоздко, дорого и энергоемко.
В публикации FR 2.752.243 А1 описывается способ инертизации шлака, в котором добавки вносятся с помощью пневматического струйного питателя путем инжекции в поток шлака перед областью турбулентности, создаваемой жидкой струей, поступающей в место накопления, или специальными пертурбационными элементами, которые расположены вдоль траектории падения, с тем чтобы использовать турбулентность для повышения однородности смеси.
В вышеуказанной публикации речь идет о механической стабилизации путем уменьшения количества свободной извести. В частности, в этой публикации раскрывается инжекция добавок в количестве от 0,5 тонны до 1,5 тонны на 10-20 тонн шлака или 50-150 кг на тонну шлака. Это количество позволяет получить только уменьшение концентрации свободной извести, но не обеспечивает инертизации тяжелых металлов. В данной публикации не содержится информации о химической стабилизации шлака, при которой было бы предотвращено вымывание тяжелых металлов, поэтому эта технология не может использоваться для получения шлака, который мог бы быть использован повторно при получении стальных сплавов.
Кроме того, требуется конкретный состав металлического сплава, без тяжелых металлов, и инжекция оксида кальция (CaO) без примеси оксида бария (BaO).
Публикация относится к инжекции добавок в расплавленную сталь внутрь печи или при разливке, а не к инертизации шлака при его выгрузке.
Цели предлагаемого изобретения
Одна из целей предлагаемого изобретения состоит в создании способа и усовершенствовании устройства для переработки шлака, поступающего из плавильной печи, при этом способ должен быть эффективным в придании шлаку инертности и обеспечить максимальное ограничение потерь добавок.
Другая цель предлагаемого изобретения состоит в обеспечении получения, после того как шлак переработан, равномерно стабилизированного и однородного продукта.
Еще одна цель предлагаемого изобретения состоит в создании способа и устройства, которые были бы применимыми и эффективными независимо от типа шлака или условий его переработки.
Кроме того, целью предлагаемого изобретения является также обеспечение возможности обойтись без использования термогенных агентов, которые способствуют перемешиванию шлака и добавок, что могло бы повлиять на механические свойства продукта в случае отсутствия полного окисления и что в любом случае привело бы к общему удорожанию процесса.
Для преодоления указанных недостатков предшествующего уровня техники и достижения указанных выше и других целей и преимуществ заявитель разработал, испытал и воплотил предлагаемое изобретение.
Краткое описание предлагаемого изобретения
Предлагаемое изобретение характеризуется в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения описываются другие его характеристики или варианты осуществления главной изобретательской идеи.
В соответствии с описанными выше целями способ и устройство для переработки металлургического шлака согласно предлагаемому изобретению используются для инертизации шлака, поступающего из сталелитейной установки, такой как плавильная печь, например электрическая или индукционная плавильная печь. Последняя имеет по меньшей мере одну плавильную камеру и расшлаковочную апертуру, из которой выходит поток шлака, следующий из плавильной камеры в место накопления, расположенное ниже, обычно это емкость, расположенная на расстоянии по меньшей мере 5 м по вертикали, с обеспечением преимущества - на расстоянии от 5 м до 10 м относительно упомянутой расшлаковочной апертуры.
Согласно одному из вариантов осуществления предлагаемого изобретения, для введения в шлак добавок используются средства пневматической подачи, соединенные по меньшей мере с одним резервуаром, содержащим инертизационные добавки.
Согласно одному из предпочтительных решений, в состав упомянутых средств пневматической подачи входит по меньшей насос или другое аналогическое или сравнимое средство.
Упомянутые средства пневматической подачи соединены с трубчатым струйным питателем, например, со стержневым распылителем и с по меньшей мере одним резервуаром, так что инертизационные добавки переносятся из упомянутого резервуара к выходному концу упомянутого трубчатого струйного питателя, где имеется одна или большее количество форсунок, с требуемой кинетической энергией направляющих добавки в поток шлака.
Согласно другому варианту осуществления предлагаемого изобретения, струйный питатель, через который выходят добавки, расположен таким образом, чтобы добавки входили в шлак на высоте, измеренной относительно точки выхода шлака из сталелитейной установки по вертикали, меньшей или равной 3 м, при этом представляется предпочтительным такое решение, при котором эта высота равна приблизительно 1,5 м.
При таком решении, - учитывая, что, как говорилось выше, место, в которое попадает шлак при выгрузке из сталелитейной установки, относительно точки выхода шлака находится ниже на более чем 5 м, обычно - на 10 м, - у добавок и шлака есть резерв пространства и времени для агрегирования и динамического перемешивания во время падения, прежде чем попадут в место накопления, расположенное ниже.
Струя добавок направляется в шлак на расстоянии менее 3 м по вертикали относительно точки выхода шлака также с целью предотвращения распыления порошков под действием всасывающей силы от окна расшлаковки, если они находятся слишком близко к этому окну.
Кроме того, при таком решении также преследуется цель осуществления пневматической подачи добавок в зону, достаточно близкую к выходу печи, так что шлак находится при температуре по меньшей мере 1200°C, предпочтительно - при температуре по меньшей мере 1300°C, еще более предпочтительно - при температуре по меньшей мере 1400°C; такое решение способствует плавлению добавок, их перемешиванию со шлаком и стабилизации против вымывания.
При большем расстоянии шлак не обладал бы достаточными характеристиками текучести и не имел бы температуры, обеспечивающей желаемые эффекты.
При таком решении, как говорилось выше, удается избежать необходимости внесения термогенных агентов, которые не только привели бы к удорожанию процесса, но также повредили бы характеристикам шлака и однородности процесса.
Согласно одному из обеспечивающих преимущество вариантов осуществления предлагаемого изобретения, выходная форсунка наклонена относительно горизонтального направления на определенный угол в пределах от -45° до 45° с обеспечением, таким образом, возможности уменьшить пылеобразование при перемешивании добавок и шлака.
В духе предлагаемого изобретения также имеется такое решение, при котором средства пневматической подачи направляют инертизационные добавки в шлак со скоростью от 3 м/с до 50 м/с и под давлением от 0,3 бар (30 кПа) до 6 бар (600 кПа).
Согласно одному из вариантов осуществления предлагаемого изобретения, с помощью средств пневматической подачи в шлак направляют инертизационные добавки в количестве от приблизительно 5 масс. % до приблизительно 50 масс. % от массы шлака, предпочтительно - от приблизительно 10 масс. % до приблизительно 30 масс. % от массы шлака.
Представляется преимущественным такое решение, при котором в предлагаемом изобретении обеспечивается возможность с помощью средств пневматической подачи модулировать характеристики потока инертизационных добавок и калибровать этот поток в соответствии с требованиями, коррелируемыми с конкретным потоком шлака.
Для этой цели, согласно одному из вариантов осуществления предлагаемого изобретения, предусмотрен блок оперативного управления, взаимодействующий с упомянутыми средствами пневматической подачи для регулирования давления и(или) скорости, с которыми инертизационные добавки выходят из упомянутых одной или большего количества форсунок.
Упомянутый блок оперативного управления обеспечивает также возможность регулировать количество инертизационных добавок, вводимых в поток шлака.
Если средства пневматической подачи соединены с более чем одним резервуаром, то блок оперативного управления обеспечивает также варьирование типов инертизационных добавок, вводимых в шлак.
Согласно некоторым вариантам осуществления предлагаемого изобретения, регулировки, описанные выше, выполняются вручную оператором.
В других вариантах осуществления предлагаемого изобретения эти регулировки осуществляются автоматически, например, по программам, установленным в блоке оперативного управления.
Согласно одному из вариантов осуществления предлагаемого изобретения, введение инертизационных добавок в поток шлака осуществляется в непрерывном режиме по меньшей мере на протяжении большей части операции расшлаковки.
Согласно другому варианту осуществления предлагаемого изобретения, введение инертизационных добавок осуществляется в прерывистом режиме по меньшей мере на протяжении большей части операции расшлаковки.
Краткое описание чертежей
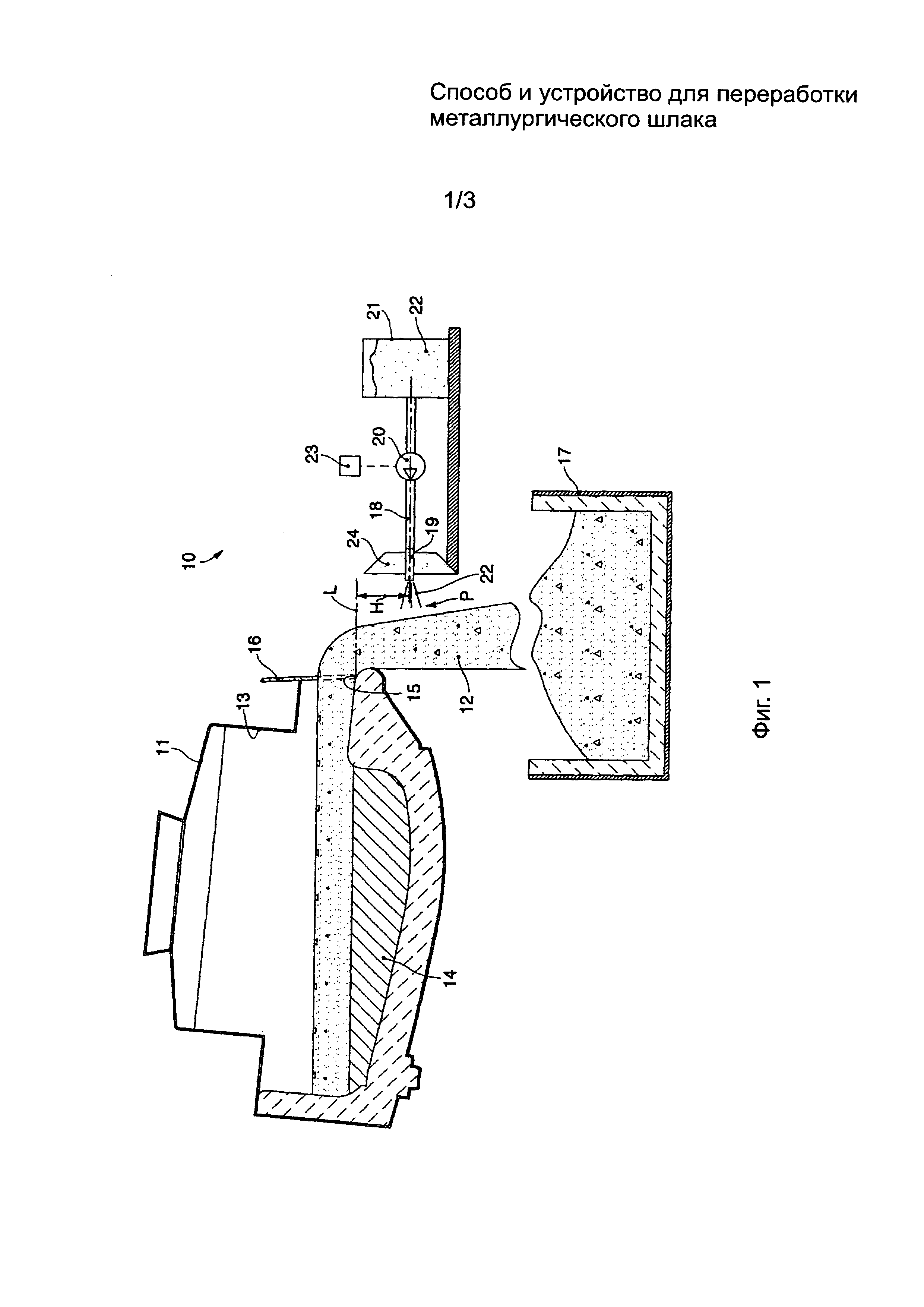
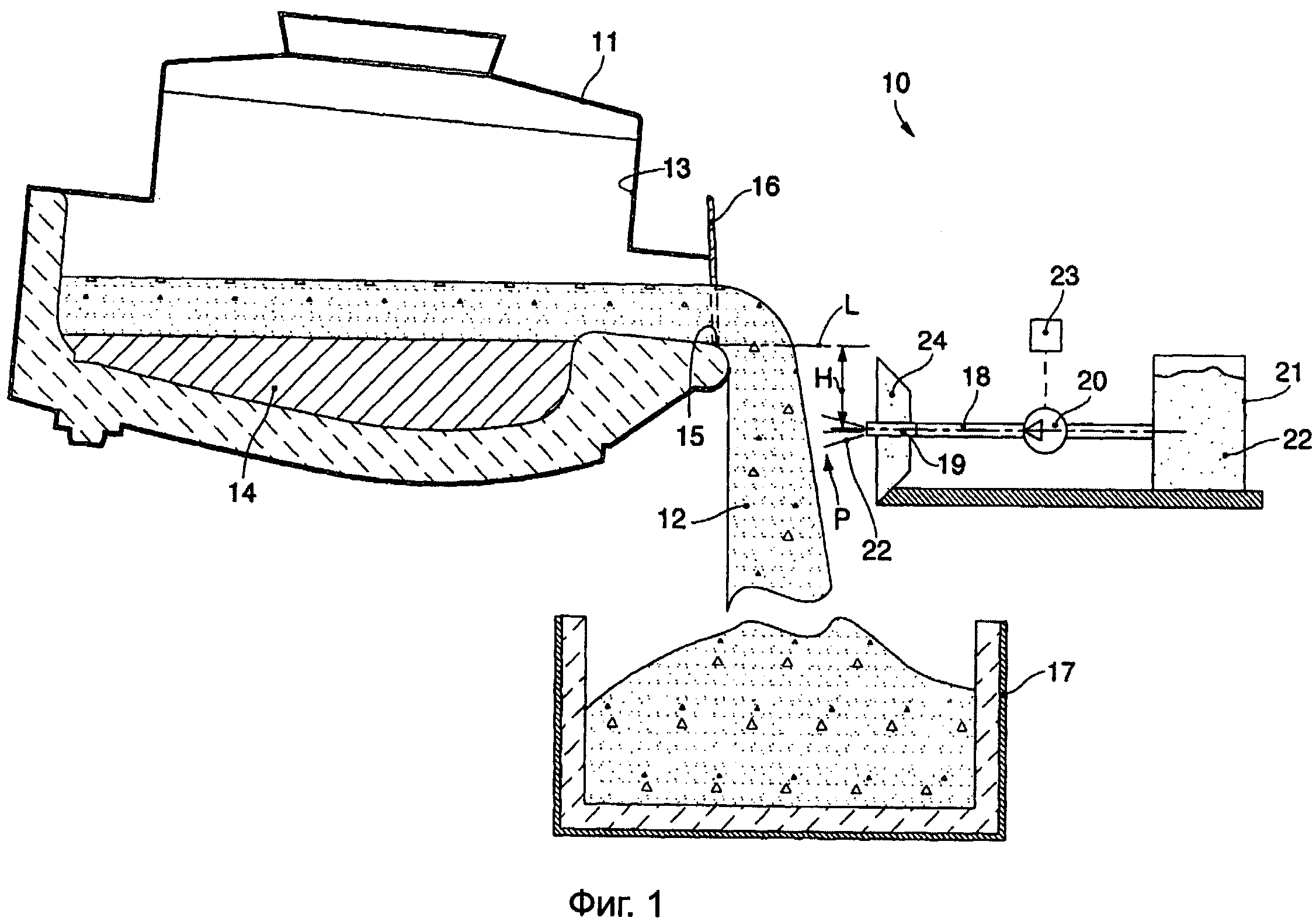
На фиг. 1 схематично показано устройство согласно предлагаемому изобретению.
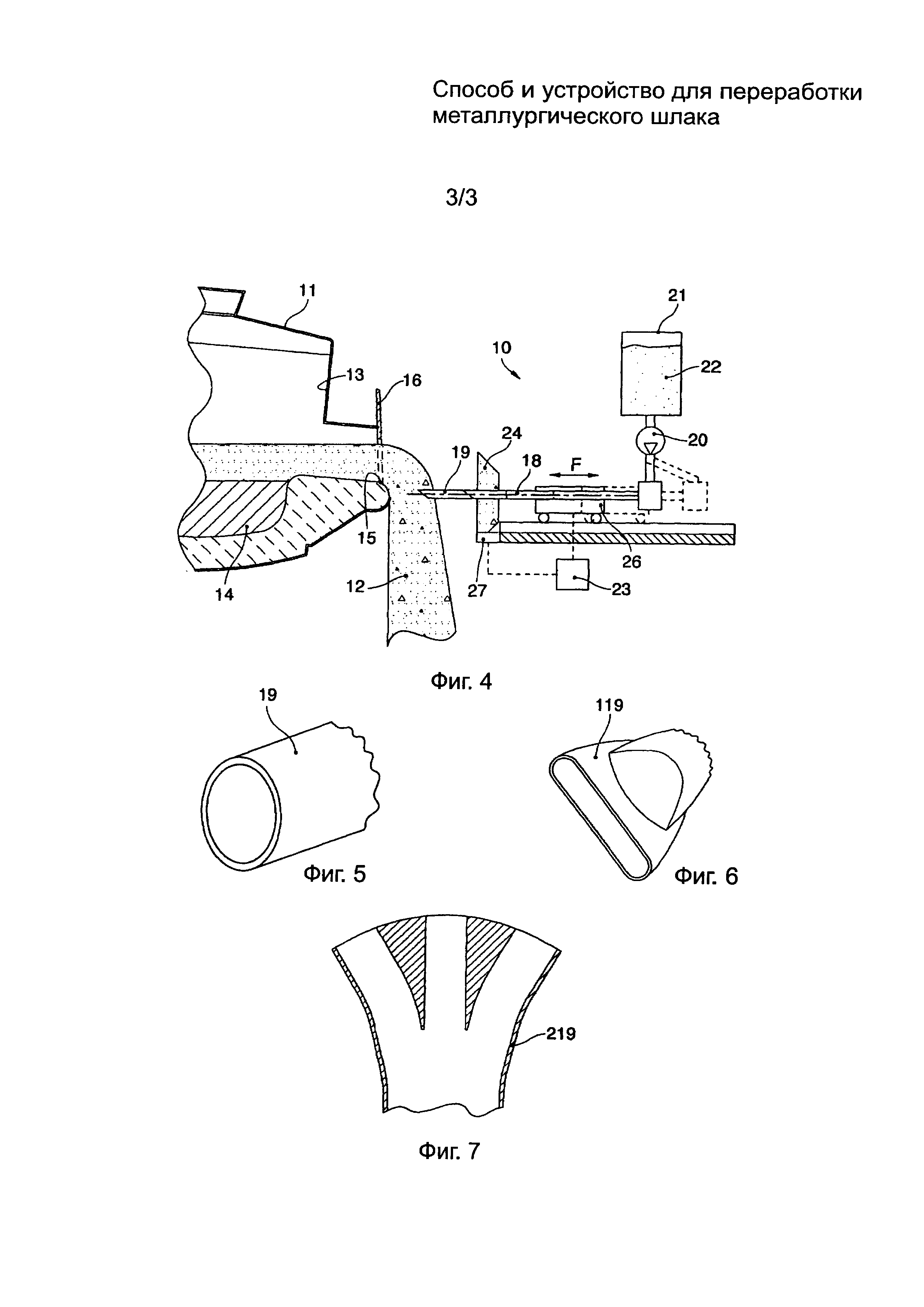
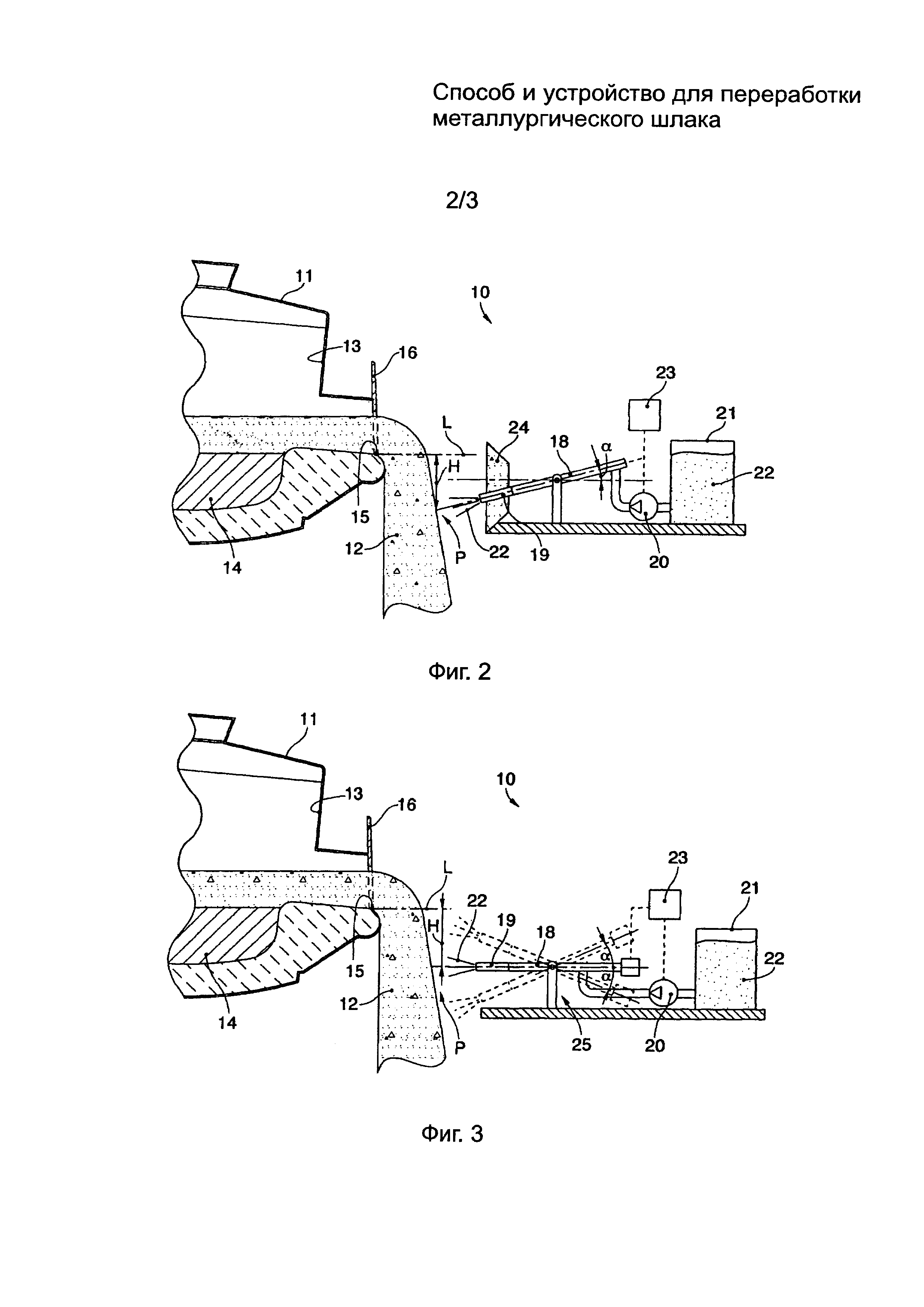
На фиг. 2, фиг. 3 и фиг. 4 показаны варианты устройства, изображенного на фиг. 1.
На фиг. 5, фиг. 6 и фиг. 7 показаны варианты детали устройства, изображенного на фиг. 1.
Подробное описание некоторых вариантов осуществления предлагаемого изобретения
На прилагаемых чертежах показано устройство 10 для переработки металлургического шлака, согласно предлагаемому изобретению это устройство 10 связано с плавильной печью 11, которая является, например, электрической плавильной печью или индукционной плавильной печью и работает совместно с последней для переработки шлака. Плавильная печь 11 содержит плавильную камеру 13, внутри которой жидкая ванна стали 14 покрыта слоем шлака 12.
На одной стороне плавильной печи 11 плавильная камера 13 сообщается с внешним пространством через расшлаковочную апертуру 15, которая в процессе плавления обычно закрыта заслонкой 16.
На первой стадии способа согласно предлагаемому изобретению заслонка 16 открыта, и плавильная печь 11 наклонена, так что обеспечивается возможность лить шлак 12 за пределы плавильной камеры 13 через расшлаковочную апертуру 15.
Согласно одному из вариантов осуществления предлагаемого изобретения предусматривается, что плавильная печь 11 интегрируется или связывается со средствами для выгрузки шлака 12, и при таком решении для шлака 12 обеспечивается возможность выхода из плавильной камеры 13 без необходимости наклонять плавильную печь 11.
Шлак 12 под действием силы тяжести падает в расположенное ниже место накопления (см. фиг. 1), где может быть, например, установлен накопительный резервуар 17, который находится ниже на расстоянии нескольких метров, обычно от 5 м до 10 м, по отношению к исходному уровню L, который определен нижним концом или порогом расшлаковочной апертуры 15, из которой выходит шлак 12.
Устройство 10 содержит удлиненный трубчатый элемент, стержневой распылитель 18, который может иметь поперечное сечение любой формы и имеет на одном своем конце выходную форсунку 19.
Предусмотрены средства пневматической подачи 20, например насос, который соединен с резервуаром 21, содержащим инертизационные добавки 22, и с упомянутым стержневым распылителем 18 для переноса инертизационных добавок 22 из упомянутого резервуара 21 во внешнее пространство за выходной форсункой 19.
Упомянутые инертизационные добавки 22, назначение которых состоит в стабилизации или инертизации шлака 12, находятся в резервуаре 21 в виде песка или порошка.
В качестве инертизационных добавок 22 могут использоваться такие вещества, как геологические пески, чистые оксиды: диоксид кремния (SiO2), оксид магния (MgO), оксид алюминия (Al2O3), оксиды железа (FeOn), оксид натрия (Na2O), а также фосфатные пески и сульфаты, при этом каждый из перечисленных выше компонентов может использоваться как отдельно, так и в смеси с одним или большим количеством других компонентов из вышеприведенного перечня. В качестве инертизационных добавок 22 могут использоваться также соли, продуктами разложения которых являются вышеперечисленные вещества.
Упомянутые средства пневматической подачи 20 выполнены с возможностью забирать инертизационные добавки 22 из резервуара 21 и придавать им кинетическую энергию, достаточную для выхода из выходной форсунки 19 и ударного воздействия на шлак 12 с требуемой скоростью, величина которой зависит от конфигурации потока шлака 12.
Кинетическая энергия, придаваемая инертизационным добавкам 22, способствует также ускорению химических реакций, которые начинают протекать после вступления инертизационных добавок 22 в контакт со шлаком 12 и их перемешивания с последним.
Средства пневматической подачи 20 обеспечивают для инертизационных добавок 22 выходную скорость, величина которой находится в диапазоне от 3 м/с до 50 м/с, при давлении от 0,3 бар (30 кПа) до 6 бар (600 кПа), так что становится возможным их проникновение в поток шлака 12.
При таком решении обеспечивается преимущество, состоящее в том, что химические реакции протекают даже глубоко в шлаке 12, благодаря чему обеспечивается возможность получения эффективной обработки не только на поверхности, а по существу во всем потоке шлака 12.
Расположение стержневого распылителя 18 таково, что расстояние Н, измеренное по вертикали между точкой Р, в которой происходит ударное воздействие инертизационных добавок 22 на шлак 12, и исходным уровнем L порога расшлаковочной апертуры 15, меньше или равно 3 м, предпочтительно - меньше или равно приблизительно 1,5 м.
При таком решении до того, как шлак, интегрированный с добавками, упадет в расположенный ниже накопительный резервуар 17, есть время для осуществления динамического перемешивания и агрегации шлака и добавок, обеспечиваемого за счет наличия внутреннего движения внутри шлака, обусловленного высокими температурами шлака, когда последний выгружается из плавильной печи, и кинетической энергией потока добавок, «выстреливаемого» стержневым распылителем 18.
В момент ударного взаимодействия с расположенным ниже накопительным резервуаром 17, когда внутреннее движение намного ниже и кинетическая энергия поглощена, шлак и добавки в силу этого находятся в высокоагрегированном и хорошо перемешанном состоянии с повышением, таким образом, эффективности процессов спекания и механической стабилизации, что и является целью способа согласно предлагаемому изобретению.
Согласно предлагаемому способу с помощью устройства 10 поток инертизационных добавок 22 направляют в шлак 12 по выбору в непрерывном или в прерывистом режиме в ходе операции подачи добавок, осуществляемой одновременно с операцией расшлаковки.
При таком решении инертизационные добавки 22 вступают в контакт и перемешиваются со шлаком 12, и в эти процессы вовлекается большая часть последнего.
Количество инертизационных добавок 22, вводимых в шлак 12, может регулироваться в зависимости от типа и потока шлака 12 с помощью блока оперативного управления 23. Этот блок работает совместно со средствами пневматической подачи 20, и при этом обеспечивается поток инертизационных добавок 22 в количестве от приблизительно 5 масс. % до приблизительно 50 масс. % от массы шлака, предпочтительно от приблизительно 10 масс. % до приблизительно 30 масс. % от массы шлака 12 в его потоке, выходящем из плавильной печи 11, что соответствует количеству добавок в диапазоне от 50 кг до 500 кг на тонну шлака.
Такое процентное содержание добавок позволяет обеспечить, наряду с понижением содержания свободной извести эффект инертизации тяжелых металлов и не требует конкретного содержания по металлам.
Упомянутый блок оперативного управления 23 обеспечивает также регулирование выходного давления и скорости, которые придаются инертизационным добавкам 22, что делает способ инертизации согласно предлагаемому изобретению более гибким.
На практике при варьировании и модулировании с помощью блока оперативного управления 23 выходной скорости и(или) выходного давления испускаемого потока инертизационных добавок 22 обеспечивается также возможность варьирования положения точки Р, в которой происходит ударное воздействие инертизационных добавок 22 на шлак 12.
Эти вариации могут осуществляться оператором в режиме ручного управления, или же автоматически, например, по программе, установленной в блоке оперативного управления 23.
В варианте осуществления предлагаемого изобретения, который проиллюстрирован на фиг. 1, при подаче инертизационных добавок 22 выходная форсунка 19 ориентирована горизонтально.
Предусмотрен защитный элемент 24, который выполнен из огнеупорного материала, соединен с выходной форсункой 19 и служит для защиты выходной форсунки 19 от возможных брызг материала из потока шлака 12, которые могли бы ее повредить или засорить.
Вариант осуществления предлагаемого изобретения, иллюстрируемый на фиг. 2, отличается от рассмотренного ранее тем, что выходная форсунка 19 наклонена по отношению к горизонтальному положению на угол α, который находится в пределах от -45° до 45°. Точка Р, в которой происходит ударное воздействие инертизационных добавок 22 на шлак 12, в любом случае с обеспечением преимущества остается ниже выходного отверстия выходной форсунки 19, благодаря чему сводится к минимуму пылеобразование, которым сопровождается перемешивание потоков.
Согласно еще одному варианту осуществления предлагаемого изобретения, который проиллюстрирован на фиг. 3, предусматривается наличие первого средства перемещения, в рассматриваемом конкретном варианте - манипулятора 25, который работает совместно со стержневым распылителем 18, обеспечивая как придание выходной форсунке 19 направления в горизонтальной плоскости путем ее переноса или углового поворота, так и наклонение ее в вертикальной плоскости на выбранный угол α. Упомянутый манипулятор 25, которым оператор может маневрировать вручную или автоматически на расстоянии с помощью блока оперативного управления 23, обеспечивает возможность перемещения струи инертизационных добавок 22 в соответствии с вариациями потока шлака 12.
Согласно еще одному варианту осуществления предлагаемого изобретения, который проиллюстрирован на фиг. 4, выходная форсунка 19 погружена в поток шлака 12. При этом предусмотрено второе средство перемещения 26, которое соединено со стержневым распылителем 18 и обеспечивает подвижность последнего в продольном направлении вперед и назад (показано стрелкой F) относительно потока шлака 12. Упомянутое второе средство перемещения 26 работает совместно с детектирующим средством 27 и блоком оперативного управления 23.
Упомянутое детектирующее средство 27, в качестве которого может быть использован, например, температурный датчик, служит для измерения, в непрерывном режиме и в реальном времени, того, насколько поток шлака 12 отделится от плавильной печи 11, и передачи сигнала, когерентного с этим измерением, на блок оперативного управления 23. После обработки этого сигнала блок оперативного управления 23 подает на второе средство перемещения 26 команду на постоянное удержание выходной форсунки 19 на требуемом расстоянии от шлака 12 или внутри потока шлака 12.
В этом случае или в случаях, когда выходная форсунка 19 расположена ближе к шлаку 12, она выполнена из износостойкого материала, температура плавления которого выше температуры шлака. Может быть использован также другой материал, например медный сплав, при условии что он получает подходящее охлаждение.
Во всех вариантах, рассмотренных выше, выходная форсунка 19 является заменяемой и может быть выполнена таким образом, чтобы ее выходная часть была решена, как показано на фиг. 5, фиг. 6 и фиг. 7.
Выходная форсунка 19, изображенная на фиг. 5, имеет круговое поперечное сечение и предназначена для малых скоростей, высокого давления и значительных количеств инертизационных добавок 22.
Выходная форсунка 119, изображенная на фиг. 6, имеет поперечное сечение уплощенной формы и используется для достижения более высоких скоростей и более широкого распределения струи в боковом направлении.
Выходная форсунка 219, изображенная на фиг. 7, имеет несколько выходных отверстий и обеспечивает возможность направлять на шлак 12 инертизационные добавки 22 в нескольких направлениях одновременно.
Согласно другому варианту осуществления предлагаемого изобретения предусматривается разветвление стержневого распылителя 18 с одновременной подачей инертизационных добавок 22 из нескольких выходных форсунок 19, 119, 219. Такая совокупность выходных форсунок 19, 119, 219, которые распределены, например, в горизонтальной плоскости, может более простым образом обеспечить охват потока шлака 12 по всей его ширине. Если же эти выходные форсунки 19, 119, 219 распределены по вертикали, то при таком решении обеспечивается возможность регулировать общую подачу через несколько точек введения.
Должно быть понятно, что описанные выше способ и устройство для инертизации металлургического шлака без отступления от духа и без выхода за пределы предлагаемого изобретения могут быть модифицированы и(или) дополнены.
Должно быть понятно также, что, хотя предлагаемое изобретение выше описывалось со ссылками на конкретные примеры его осуществления, специалист соответствующего профиля без затруднений может создать много других вариантов предлагаемых устройства и способа, признаки которых раскрываются в формуле изобретения и которые находятся в заданном ею объеме охраны.
Способ управления плавкой садки металла и взвешивающее устройство, используемое в этом способе
Сматывающее-разматывающее устройство и способ сматывания и разматывания металлического изделия в прокатной линии
Укладочная головка для свертывания бухт
Прокатная линия и способ прокатки
Способ прокатки для изготовления плоских изделий и прокатная линия
Устройство и способ для поддержания температуры и/или возможного нагрева длинномерных металлических изделий
Устройство и способ непрерывного литья
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного действия для производства такого проката
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного действия для производства такого проката
Способ прокатки полосового металла и соответствующий прокатный стан
Способ управления плавкой садки металла и взвешивающее устройство, используемое в этом способе
Сматывающее-разматывающее устройство и способ сматывания и разматывания металлического изделия в прокатной линии
Укладочная головка для свертывания бухт
Прокатная линия и способ прокатки
Способ прокатки для изготовления плоских изделий и прокатная линия
Устройство и способ для поддержания температуры и/или возможного нагрева длинномерных металлических изделий
Устройство и способ непрерывного литья
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного действия для производства такого проката
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного действия для производства такого проката
Способ прокатки полосового металла и соответствующий прокатный стан

