Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ПРЕДЛАГАЕМОЕ ИЗОБРЕТЕНИЕ
Предлагаемое изобретение относится к способу прокатки и соответствующему прокатному стану для получения металлопроката в виде полос, в частности к способу прокатки и прокатному стану с низкой производительностью.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Известны такие прокатные станы, как прокатный стан Стеккеля с реверсируемой линией с одной или большим количеством клетей, в которых используется плоская прокатная заготовка (сляб), толщина которой составляет величину в диапазоне от 150 мм до 250 мм или более, и которые работают в режиме «от рулона к рулону», то есть с такой длиной плоской прокатной заготовки, которая по отношению к толщине равна по массе рулону конечного продукта. Такие прокатные станы имеют ограничения по качеству поверхности и точности соблюдения размеров полосы, а также ограничены с точки зрения конечной толщины, которая в общем случае никогда не бывает меньше, чем 1,8-1,6 мм, и, во всяком случае такие значения толщины удается получить только с большим трудом. Качество поверхности ограничено по причине существенного количества окалины, которая образуется в течение многократных обратных и прямых пропусков через клеть/клети, и из-за связанных с этим простоев по организационно-техническим причинам, а также из-за окалины, которая остается на конечном продукте вдавленной в него со стороны поверхности. Что же касается качества соблюдения размеров, то его ограничение связано с большой разностью температур головного и хвостового участков прокатываемой полосы с одной стороны и ее среднего участка с другой стороны, а минимальная допустимая толщина конечного продукта ограничена из-за большой толщины плоской прокатной заготовки на входе.
Кроме того, реверсивный прокатный стан Стеккеля создает проблему, которая связана с тем, что при первых прокатных пропусках прошедшая первичную раскатку плоская прокатная полоса (раскатанный сляб) обычно не поддается немедленной намотке в мотальных печах, установленных в производственной линии перед клетью прокатного стана и после нее, по причине большой толщины всего раскатанного сляба, что создает проблему затора в линии при увеличении длины сляба.
Кроме того, большое количество прокатных пропусков с последующими намоткой и размоткой в мотальных печах, установленных в производственной линии перед клетью/клетями прокатного стана и после нее/них, является причиной охлаждения головного и хвостового участков, а также недостаточной однородностью температуры вдоль рулона, что приводит к сокращению выхода из-за необходимости обрезать головной и хвостовой участки сляба.
Это большое количество пропусков является также причиной различных отклонений геометрических размеров по длине конечной полосы и ограничений при производстве полосы с малыми значениями толщины; кроме того, это является причиной быстрого износа рабочих валков из-за большого количества пропусков и низкой температуры обрабатываемого материала на головном и хвостовом участках сляба, что впоследствии приводит к увеличению количества остановок для замены валков и, следовательно, к уменьшению коэффициента использования оборудования.
Требующей особого внимания остается операция по введению холодных и деформированных головных участков сляба в печи, установленные в производственной линии перед клетью/клетями прокатного стана и после нее/них, что создает риск замятия, вероятность которого все более увеличивается по мере того, как уменьшается толщина полосы.
В публикации WO-A-00/10741 описывается способ прокатки, который в одном из вариантов осуществления предусматривает операцию непрерывного литья, операцию черновой прокатки, которую выполняют непосредственно после операции литья, операцию нагревания, которую выполняют после черновой прокатки перед операцией чистовой прокатки. В альтернативном варианте осуществления способа, раскрываемого в публикации WO-A-00/10741, между операциями черновой прокатки и нагревания предусматривается операция намотки/размотки. Согласно еще одному альтернативному варианту осуществления способа, раскрываемого в публикации WO-A-00/10741, операция нагревания носит скоростной характер и осуществляется в производственной линии непосредственно после операции литья, в то время как операция черновой прокатки осуществляется после этого быстрого нагревания на большом удалении от литьевой машины. После операции черновой прокатки предусмотрена операция намотки/размотки, после возможной дальнейшей операции нагревания, что делает способ и связанную с ним прокатную линию, раскрываемые в публикации WO-A-00/10741, более дорогими и занимающими больше пространства, и, наконец, чистовая прокатка, после которой может последовать окончательный пропуск (прокатка в валках) в дрессировочной клети с целью достижения желаемой толщины конечного продукта.
В публикации WO-A-2010/115698 описывается способ прокатки, в котором предусматриваются только операция непрерывного литья, операция черновой прокатки, операция быстрого нагревания, осуществляемая после операции черновой прокатки, операция детектирования окалины на поверхности металла, операция предварительного охлаждения, операция удаления окалины и окислов с поверхности металла и, наконец, операция чистовой прокатки.
В публикации JP-A-59191502 описывается прокатный стан, снабженный одной клетью Стеккеля, средствами индукционного нагревания, которые расположены между валками клети прокатного стана, и мотальными печами на входе в клеть и на выходе из нее.
Главная цель предлагаемого изобретения состоит в создании способа плоского металлопроката и соответствующей прокатной линии, применение которых обеспечивает возможность получения конечного продукта повышенного качества с точки зрения уменьшения количества вдавленной окалины, хорошего качества поверхности и хорошего качества соблюдения размеров по всей длине продукта.
Еще одна цель предлагаемого изобретения, связанная с изложенной выше, состоит в создании чрезвычайно компактной установки, которая требовала бы низких инвестиционных расходов, имела бы производительность в диапазоне от 300000 до 800000 тонн в год и обеспечивала бы возможность получения тонкой полосы с толщиной 1,2 мм или меньше.
Еще одна цель предлагаемого изобретения состоит в совершенствовании способа, который позволял бы сократить количество прямых и обратных прокатных пропусков, и, следовательно, сократить общее время прокатки с обеспечением большей однородности температуры по длине прокатываемой полосы и меньших общих температурных потерь полосы.
Еще одна цель предлагаемого изобретения состоит в увеличении коэффициента использования оборудования благодаря повышению продолжительности работы рабочих валков.
Кроме того, еще одна цель предлагаемого изобретения состоит в максимальном использовании высокой пластичности стали при высоких температурах, при которых металл находится на стадии затвердевания из расплавленного состояния, для осуществления операции черновой прокатки продукта, выходящего из машины непрерывного литья (литьевой машины), так что при этом обеспечивается возможность использовать клети меньшие по размерами, следовательно, потребляющие меньшие мощности и обеспечивающие значительную экономию энергии.
Еще одна цель предлагаемого изобретения состоит в создании способа непрерывного литья и прокатки без промежуточного хранения и возобновления процесса обработки материала, благодаря чему обеспечивается экономия энергии на нагревание.
Для преодоления недостатков предшествующего уровня техники и достижения вышеуказанных и других целей и обеспечения преимуществ заявитель разработал, испытал и осуществил предлагаемое изобретение.
КРАТКОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Для достижения целей и обеспечения преимуществ, о которых говорилось выше и о которых еще будет сказано далее, предлагаемым изобретением предусматривается подача в реверсируемую двухвалковую линию прокатного стана Стеккеля очень тонкого сляба, имеющего толщину, которая может быть модулирована после операции литья, так что обеспечивается возможность всегда получать конечный продукт за самое большее три двойных прокаточных пропуска (с двумя обратными пропусками).
Это означает сокращение количества прямых и обратных прокаточных пропусков до наименьшего возможного значения (и, следовательно, сокращение общего времени прокатки и затрат времени на обратные пропуски), сводя к минимуму время, в течение которого прокатываемый продукт находится в контакте с воздухом, что, как известно, сопряжено с образованием окалины, которая при дальнейшей обработки вдавливается в тело полосы со стороны ее поверхности. Кроме того, обеспечиваются лучшая однородность распределения температуры по длине полосы при меньшем объеме общих температурных потерь и сокращение количества прохождений относительно холодных головной и хвостовой частей полосы между рабочими валками, благодаря чему обеспечивается снижение износа последних, и, следовательно, улучшается качество поверхности и точность соблюдения размеров конечного продукта, а также обеспечивается возможность добиться очень малой его толщины: 1,2 мм или меньше.
Согласно предлагаемому изобретению способ прокатки для получения плоского металлопроката с низкой производительностью содержит следующие операции: операцию непрерывного литья тонкого сляба со скоростью в диапазоне от 3,5 метров в минуту до 6 метров в минуту, толщина которого находится в диапазоне от 25 мм до 50 мм, при этом преимущество обеспечивается при таком решении, когда толщина отливаемого сляба составляет величину в диапазоне от 30 мм до 40 мм, операцию черновой прокатки с целью уменьшения толщины сляба по меньшей мере в одной клети черновой прокатки до величины в диапазоне от 10 мм до 40 мм, предпочтительно - до величины в диапазоне от 10 мм до 30 мм, еще более предпочтительно - до величины в диапазоне от 10 мм до 20 мм до состояния, обеспечивающего возможность намотки, операцию быстрого нагревания с использованием явления электрической индукции с целью по меньшей мере компенсации температурных потерь, которые сляб понес на участке производственной линии после операции непрерывного литья и во время операции черновой прокатки, операцию намотки/размотки, осуществляемую в снабженном двумя сердечниками устройстве для намотки и размотки, каковую операцию осуществляют после упомянутой операции быстрого нагревания, операцию прокатки по реверсивному типу в отношении продукта, размотанного упомянутым устройством для намотки/размотки, которую осуществляют за самое большее три двойных прокаточных пропуска (с двумя обратными пропусками) в двух клетях прокатного стана Стеккеля с целью получения конечного продукта, имеющего толщину в диапазоне от 1-1,2 мм до 16 мм, операцию ламинарного охлаждения с использованием воды и операцию намотки конечного продукта.
Предлагаемым изобретением обеспечивается возможность использования высокой температуры отлитого материала непосредственно по мере его поступления из литьевой машины для следования на стадию черновой прокатки, которая осуществляется непосредственно и немедленно после литья, благодаря чему обеспечивается экономия энергии.
Кроме того, благодаря единой стадии быстрого нагревания обеспечивается уменьшение потребления энергии и придание линии большей компактности.
В дальнейшем изложении прошедший предварительную прокатку продукт, выходящий из клети черновой прокатки в производственной линии, следующей за литьевой машиной, может назваться просто полосой или слябом.
Согласно одному из вариантов осуществления способа, являющегося предметом предлагаемого изобретения, преимущество обеспечивается при таком решении, когда степень уменьшения толщины прокатываемой полосы с помощью второй клети прокатного стана Стеккеля, а именно, клети, которая расположена на максимальном технологическом удалении в направлении первого продвижения продукта, весьма ограничена, или на прокатываемую полосу совсем не оказывается воздействия, или, самое большее, на нее в процессе прокатки оказывается слабое давление, так чтобы поддерживать температуру прокатных валков, по меньшей мере в одном из двух первых двойных прокаточных пропусках, с целью уменьшения износа валков и, следовательно, оптимизации качества поверхности при окончательной обработке, выполняемой на третьем из двойных прокаточных пропусков. При таком режиме работы второй клети прокатного стана Стеккеля обеспечивается также увеличение срока службы конечных валков и, следовательно, уменьшение, на деле почти вдвое, остановок прокатного стана по причине замены конечных валков, благодаря чему обеспечивается повышение коэффициента использования оборудования, который достигает величины, сравнимой с таковым у прокатного стана, обеспечивающего литье и прокатку с непрерывной линией (группой клетей) в непрерывном режиме. Преимущество обеспечивается при таком решении, когда замена валков совмещена по времени с операцией изменения конфигурации литьевой машины или перезапуска ручья, которая тоже сопряжена с приостановкой производственного процесса.
Согласно другому варианту осуществления способа, являющегося предметом предлагаемого изобретения, при значениях толщины конечной полосы, превышающих 5-6 мм, с обеспечением преимущества осуществляют прокатку с помощью прокатного стана Стеккеля с реверсивной линией без обратных пропусков, благодаря чему сокращается время контакта продукта с воздухом, а также обеспечивается существенное сокращение образования окалины.
В вариантах осуществления предлагаемого способа в клети черновой прокатки осуществляется адаптивное уменьшение толщины полосы, так что это уменьшение составляет величину в пределах от 20% до 60%, предпочтительно - в пределах от 35% до 55%, при этом преимущество обеспечивается при таком решении, когда осуществляется подача для прокатки тонкого сляба, толщина которого является варьируемой в зависимости от следующих параметров: толщина полосы, ширина полосы, тип стали или группа прочности стали.
Согласно некоторым вариантам осуществления способа, являющегося предметом предлагаемого изобретения, упомянутое устройство для намотки и размотки работает, когда по меньшей мере нагревается печь поддержки температуры, так что в процессе выполнения операции намотки/размотки сляб остается при температуре, подходящей для последующей прокатки, благодаря чему также обеспечивается уменьшение расходов и объемов материала по сравнению с использованием традиционной туннельной печи. Согласно другим вариантам устройство для намотки и размотки может работать как временное хранилище, обеспечивающее возможность замены валков, поскольку время для намотки сляба на сердечник упомянутого устройства для намотки и размотки согласовано с временем замены валков в клетях реверсивного прокатного стана.
Как говорилось выше, конечный продукт получают после выполнения самое большее трех двойных прокаточных пропусков при двух обратных пропусках, поэтому линия работает с хорошим качеством, так как время, в течение которого продукт находится в контакте с воздухом, то есть, время, в течение которого имеет место образование окалины, сводится к минимуму. Окалину можно дополнительно уменьшить с помощью устройств для удаления окалины, например с помощью воды под ультравысоким давлением, которая очищает конечную полосу на стадии намотки.
Кроме того, при осуществлении способа прокатки, описанного выше, обеспечивается уменьшение разницы температур на концевых участках сляба с одной стороны и на его среднем участке с другой, благодаря чему получается продукт с улучшенной точностью соблюдения размеров при достижении толщины всего 1-1,2 мм.
Способ прокатки согласно некоторым вариантам осуществления предлагаемого изобретения может обеспечивать также динамическое уменьшение толщины отлитого сляба с жидкой сердцевиной или так называемое динамическое мягкое обжатие, которое в производственной линии осуществляется за кристаллизатором с целью получения лучшей металлургической структуры. Толщина сляба, получаемая после динамического мягкого обжатия, находится в диапазоне от 25 мм до 50 мм.
Если отсутствует узел динамического мягкого обжатия, то окончательная толщина сляба обеспечивается непосредственно самим кристаллизатором.
Способ прокатки согласно предлагаемому изобретению обеспечивает низкую производительность и специально создан для удовлетворения специфических требований местных рынков и, следовательно, обеспечивает экономию расходов на инвестирование при одновременном обеспечении высокого качества продукта. Линия прокатки, с помощью которой осуществляется предлагаемый способ, обеспечивает возможность работы последовательно с электрическими печами или с другими устройствами, работающими с жидкой сталью, с производительностью от 40 тонн до 140-150 тонн в час.
Скорость литья является низкой, а толщина продукта малой, поэтому массовый расход, который точно определяется произведением скорости литья и толщины продукта, является низким и не обеспечивает поддержания температур, подходящих для последующей прокатки, поэтому обеспечивается преимущество при таком решении, когда предусмотрены индукционная печь и подогреваемое устройство для намотки и размотки, потому что с их помощью обеспечивается восстановление температуры сляба и поддержание ее на уровне, требуемом для последующей операции прокатки.
Преимущество обеспечивается при таком решении, когда используется устройство для намотки и размотки, которое хорошо сочетается с низкой производительностью и малым массовым расходом при литье, поскольку при этом обеспечивается возможность избежать использования очень длинных туннельных печей, обеспечивающих возможность вмещать тонкий сляб, длина которого эквивалентна рулону конечной полосы, весящему 25-30 тонн. Кроме того, благодаря упомянутому устройству для намотки и размотки решается проблема перемещения очень тонкого сляба внутри туннельной печи, что в ином случае могло бы усложнить производственный процесс и привести к увеличенным расходам.
Согласно другому признаку способа, являющегося предметом предлагаемого изобретения, полоса, которая подается на прокатный стан Стеккеля, благодаря подходящей толщине, которую она уже имеет на этой стадии, может быть сразу намотана на моталку, так что обеспечивается предотвращение возникновения общей для предшествующего уровня техники проблемы, которая заключается в перемещении длинной полосы по плоскости выходного рольганга для прохождения двух или большего количества прокаточных пропусков через прокатный стан, прежде чем будет обеспечена возможность наматывания ее на моталки.
Главное преимущество наматывания полосы сразу после первого прокаточного пропуска состоит в уменьшении общих размеров прокатного стана и в сокращении времени, в течение которого прокатываемая полоса находится в контакте с воздухом, что чревато образованием окалины и потерями тепла при уменьшении падения температуры и повышении однородности с точки зрения распределения температуры головного и хвостового участков прокатываемой полосы с одной стороны и ее среднего участка с другой стороны. Это оказывает положительный эффект на качество поверхности и точность соблюдения размеров конечной полосы, а также на возможность получения малых толщин.
Кроме того, предлагаемое изобретение относится к прокатному стану с низкой производительностью для производства плоского металлопроката, содержащему: литьевую машину, обеспечивающую возможность непрерывного литья тонкого сляба с низкой скоростью, например, в диапазоне от 3,5 метров в минуту до 6 метров в минуту, узел быстрого нагревания и устройство прокатки реверсивного стеккелевого типа, содержащее две комбинированных клети. Это решение с реверсивным устройством прокатки позволяет сократить, по сравнению с прокатным станом непрерывного литья, количество клетей и, следовательно, объемы материала и расходы на их создание.
По меньшей мере одна клеть черновой прокатки обеспечивает возможность адаптивного уменьшения толщины прокатываемой пластины в пределах от 20% до 60%, предпочтительно - от 35% до 55% и, используя высокую температуру на выходе из литьевой машины и более низкое сопротивление материала по причине недостаточной перекристаллизации, обеспечивает возможность использования меньших по размерам клетей, которые требуют меньшей мощности и, следовательно, обеспечивают значительную экономию энергии.
Преимущество обеспечивается при таком решении, при котором упомянутая по меньшей одна клеть черновой прокатки обеспечивает возможность подавать на устройство прокатки, которое с обеспечением преимущества представляет собой двухвалковую стеккелеву клеть, вариабельный или регулируемый по толщине тонкий сляб, так что конечный продукт получают самое большее за три двойных пропуска (при двух обратных пропусках).
Кроме того, преимущество обеспечивается при таком решении, при котором более тонкие значения получаемой толщины позволяют использовать в устройстве прокатки стеккелевого типа меньшие по размерам клети, требующие более низкой мощности, благодаря чему обеспечивается дальнейшее понижение расходов и объемов материала.
Одно из преимуществ, обеспечиваемых при использовании в устройстве прокатки двух реверсивных клетей, состоит в том, что уменьшается количество обратных пропусков, и вследствие этого сокращаются время, в течение которого продукт находится в контакте с воздухом, и связанное с этим образование окалины и вдавливание окалины в тело продукта через его поверхность, благодаря чему обеспечивается повышение качества конечного продукта. На деле продолжительность прокатки при такой конструкции установки обычно составляет приблизительно 5-6 минут. Кроме того, более равномерным становится распределение температур между концевыми участками полосы и ее серединой и обеспечивается более высокая точность соблюдения размеров в конечном продукте.
Согласно другому признаку предлагаемого изобретения вторая стеккелева клеть работает только тогда, когда необходимо, и только до необходимого предела, в соответствии с толщиной полосы, которую нужно получить, и благодаря такому решению обеспечивается сокращение износа поверхностей соответствующих рабочих валков. Такое решение позволяет всегда получать хорошее качество поверхности полосы на последних доводочных пропусках. При нормальном производстве вторая стеккелева клеть может работать также в режиме прокатки «легким касанием» с весьма ограниченными значениями уменьшения толщины прокатываемой пластины и, следовательно, с ограниченными значениями испытываемых ею напряжений, опять же, с целью ограничения износа рабочих валков.
Например, согласно одному из вариантов осуществления предлагаемого изобретения процентное уменьшение толщины прокатываемой пластины в первой клети двухвалкового стеккелева устройства прокатки составляет от 25% до 50%, предпочтительно - от 30% до 45%, в то время как процентное уменьшение толщины прокатываемой пластины во второй клети двухвалкового стеккелева устройства прокатки составляет от 0% до 30%, предпочтительно - от 10% до 20%. В частности, преимущество обеспечивается при таком решении, при котором за два промежуточных пропуска (то есть, за исключением последнего пропуска, при котором получают окончательную толщину) через вторую клеть обеспечивается процентное уменьшение толщины прокатываемой пластины от 0% до 20%.
Кроме того, при такой стратегии обеспечивается увеличение срока службы рабочих валков и сокращение простоев прокатного стана по причине замены валков, благодаря чему обеспечивается улучшение коэффициента использования оборудования. Использование второй стеккелевой клети в режиме «легкого касания» может обеспечивать функцию, подобную функции дополнительных дрессировочных клетей в способе прокатки, который описан в публикации WO-A-00/10741, но без роста расходов и объемов материала, как это имеет место при осуществлении способа, описанного в публикации WO-A-00/10741, поскольку предлагаемое изобретение предусматривает меньшее количество прокаточных клетей, более низкие вложения и рабочие расходы, пониженное образование окалины, улучшенное качество поверхности конечного продукта и более эффективное использование пространства, что также способствует сокращению расходов.
Согласно одному из признаков предлагаемого изобретения узел быстрого нагревания представляет собой индукционную печь, которая выполнена с возможностью по меньшей мере компенсировать температурные потери, обусловленные пропуском прокатываемой полосы через клеть черновой прокатки, и в производственной линии за этой индукционной печью установлено устройство для намотки и размотки, имеющее по меньшей мере два сердечника, которые выполнены с возможностью выборочного и попеременного осуществления операции наматывания полосы, поступающей из литьевой машины, и разматывания ее для подачи на устройство прокатки.
Клеть черновой прокатки, располагающаяся в производственной линии за литьевой машиной, не только имеет на выходе полосу, пригодную для осуществления в устройстве для наматывания и разматывания соответствующих операций, но также обеспечивает оптимизацию работы и производительности прокатного стана и обеспечивает подачу в устройство прокатки, которое с обеспечением преимущества снабжено двухвалковой клетью, сляба, толщина которого идеальна с точки зрения получения конечного продукта с помощью самое большее трех двойных пропусков (при двух обратных пропусках).
Прокатный стан согласно предлагаемому изобретению обеспечивает низкую производительность, но хорошее качество конечного продукта. Решение, при котором в устройство прокатки поступает полоса, толщина которой уменьшена относительно ее толщины на выходе из литьевой машины, обеспечивает сокращение времени, в течение которого прокатываемый продукт находится в контакте с воздухом, благодаря чему обеспечивается уменьшение образования окалины на поверхности продукта и сокращение разницы температур на концевых участках полосы и на ее среднем участке, благодаря чему обеспечивается повышение точности соблюдения размеров. Прокатный стан согласно предлагаемому изобретению чрезвычайно компактен, имеет очень малую протяженность и требует минимальных экономических вложений. Следует принимать во внимание также сокращение расходов на выемку грунта под фундамент.
Указанные выше и другие характеристики предлагаемого изобретения станут ясны из последующего подробного описания со ссылками на прилагаемые графические материалы, на которых иллюстрируется один из предпочтительных вариантов его осуществления, который следует считать лишь одним из возможных примеров и которым объем предлагаемого изобретения не ограничивается.
КРАТКОЕ ОПИСАНИЕ ПРИЛАГАЕМЫХ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
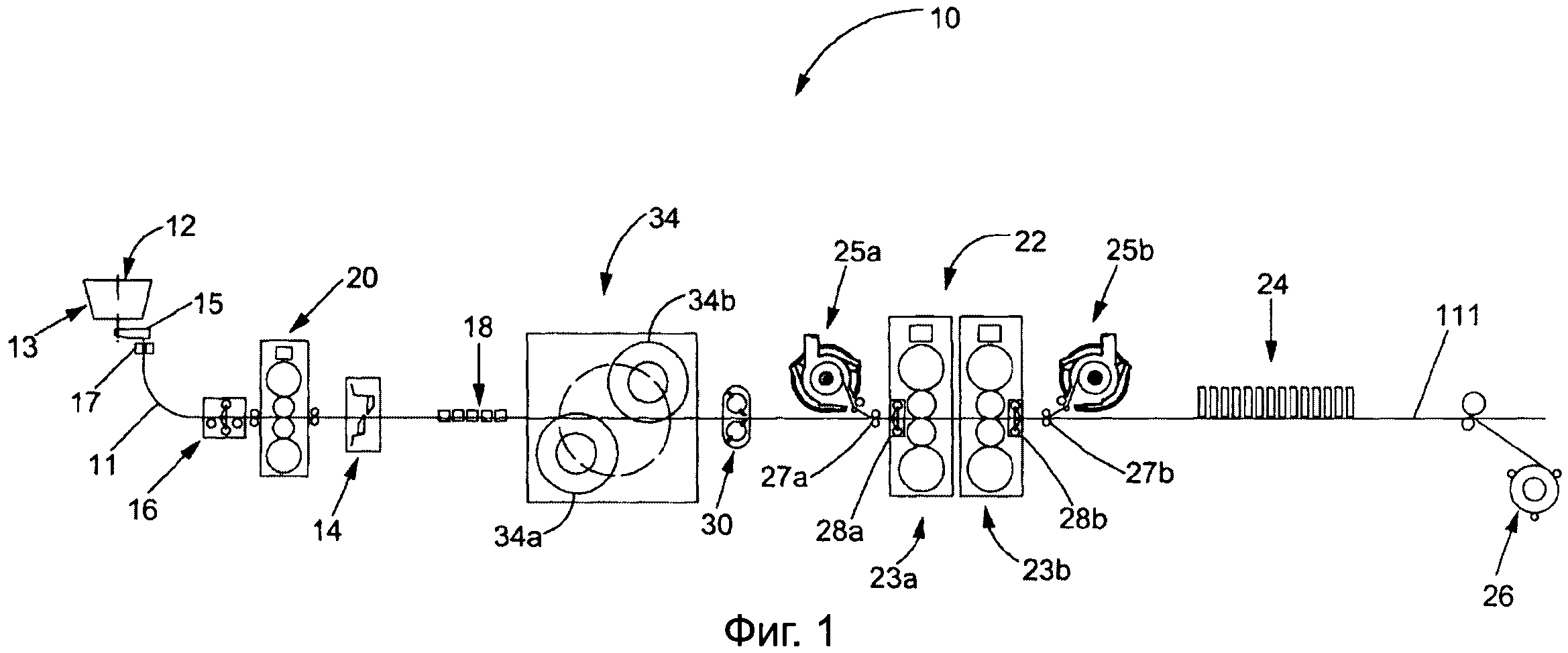
На фигуре схематично иллюстрируется один из вариантов выполнения прокатного стана для получения тонких слябов согласно предлагаемому изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
На фигуре показан прокатный стан 10 согласно предлагаемому изобретению, предназначенный для производства прокатных плоских продуктов, например, полосы 111. Стан 10 содержит литьевую машину 12 непрерывного типа, которая в данном случае производит тонкий сляб 11. Упомянутая литьевая машина 12 обычным образом содержит ковш 13, промежуточное разливочное устройство 15 и кристаллизатор 17.
Согласно некоторым вариантам осуществления предлагаемого изобретения на участке пути, который на чертеже представлен искривленным, в производственной линии после выхода из кристаллизатора 17, с целью получения лучшей металлургической структуры, сляб 11 может подвергаться динамическому мягкому обжатию. Согласно предлагаемому изобретению толщина сляба после упомянутого динамического мягкого обжатия составляет величину в диапазоне от 25 мм до 50 мм.
Согласно некоторым вариантам осуществления предлагаемого изобретения тонкий сляб 11 имеет ширину в диапазоне от 800 мм до 2000 мм, его максимальная длина составляет 73,3 м, а масса рулона составляет 25 тонн.
Прокатный стан 10 согласно предлагаемому изобретению выполнен с возможностью производить в виде рулонов полосовой металлопрокат толщиной от приблизительно 1-1,2-1,6 мм до приблизительно 16 мм.
Прокатный стан 10 является установкой с низкой производительностью, поэтому способ прокатки согласно предлагаемому изобретению обеспечивает скорость прокатки сляба 11 в диапазоне от 3,5 до 6 метров в минуту.
В производственной линии после кристаллизатора 17 тонкий сляб 11 отправляется на первое режущее устройство 14, с помощью которого осуществляется разрезание сляба 11 до требуемого размера.
Упомянутое первое режущее устройство 14 является устройством известного типа, которое с обеспечением преимущества синхронизировано со скоростью литья.
Согласно одним вариантам осуществления предлагаемого изобретения, это первое режущее устройство 14 может содержать маятниковые ножницы. Согласно другим вариантам осуществления предлагаемого изобретения, это первое режущее устройство 14 может содержать вращающиеся ножницы или кривошипные ножницы.
В течение производственного цикла с помощью первого режущего устройства 14 осуществляется разрезание сляба 11 на сегменты желаемой длины, согласованные с желаемой массой рулона полосового металлопроката как конечного продукта.
В частности, длина упомянутых сегментов сляба выбирается такой, чтобы обеспечивалось получение рулона желаемой массы, например, 25 тонн, так что процесс прокатки осуществляется в так называемом режиме «от рулона к рулону».
В производственной линии перед первым режущим устройством 14 после литьевой машины может быть предусмотрено устройство для удаления окалины 16. Согласно некоторым вариантам осуществления предлагаемого изобретения представляется предпочтительным такое решение, при котором тип упомянутого устройства для удаления окалины 16 таков, что оно снабжено вращающимися форсунками и обеспечивает возможность тщательного удаления окалины с поверхности отлитого продукта при минимально возможной подаче воды и с умеренным падением температуры отлитого продукта.
Согласно предлагаемому изобретению в производственной линии за литьевой машиной 12 предусмотрена также клеть черновой прокатки 20.
Согласно некоторым вариантам осуществления предлагаемого изобретения может быть предусмотрена совокупность клетей черновой прокатки 20, установленных последовательно. При этом для некоторых вариантов типично такое решение, когда каждая из этих клетей черновой прокатки 20 является четырехвалковой.
Согласно предлагаемому изобретению рабочий диаметр валков клети черновой прокатки 20 составляет величину в диапазоне от 550 мм до 650 мм, предпочтительно - в диапазоне от 575 мм до 625 мм, например, упомянутый диаметр может быть равен 600 мм. Что касается длины валков, то она может составлять величину в диапазоне приблизительно от 1500 мм до 1800 мм, например, эта длина может быть равна приблизительно 1750 мм, когда диаметр составляет 600 мм.
Кроме того, согласно некоторым вариантам осуществления предлагаемого изобретения сила разделения, развиваемая клетью черновой прокатки 20, составляет приблизительно 3000 тонн силы (30000 Н).
Кроме того, согласно некоторым вариантам осуществления предлагаемого изобретения номинальная мощность электродвигателя клети черновой прокатки 20 равна 1500 кВт.
Назначение клети черновой прокатки 20 состоит в адаптивном уменьшении толщины сляба 11, имеющего отвердевшую сердцевину, но все еще очень горячего, сразу на выходе из литьевой машины 12. Согласно предлагаемому изобретению обеспечиваются значения адаптивного уменьшения толщины сляба 11 до величины менее чем приблизительно 60% от первоначального значения, например, в диапазоне от приблизительно 20% до приблизительно 60%, с обеспечением преимущества - в диапазоне от приблизительно 35% до приблизительно 55% от первоначальной толщины. Согласно некоторым вариантам осуществления предлагаемого изобретения клеть черновой прокатки 20 обеспечивает уменьшение толщины сляба 11 до величины в диапазоне от приблизительно 10 мм до приблизительно 40 мм, предпочтительно - до величины в диапазоне от 10 мм до 20 мм.
Согласно предлагаемому изобретению в производственной линии прокатного стана 10 за упомянутым первым режущим устройством 14 и клетью черновой прокатки 20 расположен узел быстрого нагревания, в качестве какового в рассматриваемом варианте используется индукционная печь 18, обеспечивающая возможность осуществления стадии быстрого нагревания с обеспечением по меньшей мере компенсации температурных потерь, понесенных прокатываемым продуктом при прохождении его через клеть черновой прокатки 20, при этом с обеспечением преимущества осуществляется температурная гомогенизация и нагревание прокатываемого продукта.
В рассматриваемом варианте клеть черновой прокатки 20 расположена в производственной линии за литьевой машиной 12 между первым режущим устройством 14 и индукционной печью 18.
Главное преимущество такого расположения клети черновой прокатки 20 состоит в том, что упомянутое адаптивное уменьшение толщины осуществляется тогда, когда сляб 11 еще имеет горячую сердцевину, благодаря чему может быть использована меньшая по размеру клеть и, следовательно, требуется меньшая мощность с обеспечением, тем самым, экономии энергии.
В некоторых режимах использования предлагаемого изобретения, например, при получении продукта из некоторых сортов стали, которые особенно чувствительны к трещинам, клеть (или клети, если их больше одной) черновой прокатки 20 может оставаться открытой и, поэтому, никакого уменьшения толщины сляба 11 не происходит.
В производственной линии за индукционной печью 18 в прокатном стане 10 предусмотрено устройство 34 для наматывания и разматывания, которое снабжено по меньшей мере двумя сердечниками 34a и 34b и предназначено для осуществления операций наматывания и разматывания по завершении операции быстрого нагревания. Упомянутые по меньшей мере два сердечника 34a и 34b обеспечивают возможность выборочно и попеременно осуществлять функцию наматывания полосы, поступающей из литьевой машины 12, и ее разматывания с целью подачи на прокатное устройство 22, содержащее клети реверсивного типа, о которых более подробно будет говориться далее в настоящем описании. Упомянутое устройство 34 для наматывания и разматывания может быть выполнено, например, как описано в международной заявке на патент PCT/EP2010/070857, которая подана от имени заявителя по настоящей заявке и содержание которой полностью включается в настоящую заявку по ссылке.
Согласно некоторым вариантам осуществления предлагаемого изобретения упомянутое устройство 34 для наматывания и разматывания является устройством нагреваемого типа, которое может работать как печь и способно по меньшей мере поддерживать температуру продукта, так что в течение операций наматывания и разматывания температура полосы остается на уровне, приемлемом для последующей прокатки в прокатном устройстве 22, благодаря чему также обеспечивается сокращение расходов и объемов материала.
Если прокатный стан остановлен, то устройство 34 для наматывания и разматывания обеспечивает возможность накопления внутри него по меньшей мере двух сегментов полосы без остановки литьевой машины 12, то есть работает как временное хранилище, а затем подает их снова на прокатный стан 10, когда прокатное устройство 22 возобновляет работу. Работа в таком режиме возможна, например, при некоторых режимах работы прокатного стана 10, в случае непредвиденного простоя прокатного устройства 22 (например, в случае блокирования), или же при запланированной его остановке (например, для замены валков). Преимущество обеспечивается при таком решении, при котором время наматывания полосы на один или большее число сердечников 34a, 34b устройства 34 для наматывания и разматывания согласуется с временем замены валков в клетях прокатного устройства 22.
В производственной линии сразу за устройством 34 для наматывания и разматывания установлены аварийные ножницы или кромкообрезные ножницы 30 известного типа.
Прокатное устройство 22 согласно предлагаемому изобретению представляет собой реверсивную прокатную линию Стеккеля и в рассматриваемом варианте является двухвалковым станом, который образован двумя клетями Стеккеля 23a и 23b, взаимодействующими с намоточно-размоточными барабанами (моталками) 25a и 25b, которые в некоторых вариантах осуществления являются нагреваемыми моталками, которые известны также как печные моталки. Эти моталки 25a и 25b взаимодействуют с соответствующими тянуще-правильными машинами 27a и 27b.
В рассматриваемом варианте в производственной линии перед первой клетью Стеккеля 23a и за второй клетью Стеккеля 23b расположены соответствующие устройства для удаления окалины 28a и 28b, с помощью которых осуществляется операция удаления окалины до и/или после каждого прокаточного пропуска с предотвращением, тем самым, вдавливания окалины в тело полосы через ее поверхность под действием прокаточных валков.
Рабочий диаметр валков каждой из клетей Стеккеля 23a и 23b равен приблизительно 530 мм при длине валка приблизительно 2050 мм.
Рабочий диаметр валков каждой из моталок 25a и 25b составляет приблизительно 1350 мм при длине валка 2050 мм.
Способ прокатки согласно предлагаемому изобретению обеспечивает возможность обойтись самое большее тремя двойными пропусками через клети Стеккеля 23a и 23b, которые обеспечивают желаемое уменьшение толщины прокатываемого продукта.
В частности, при таком решении в процессе производства полосы 111 сляб 11 пропускается первый раз через клети Стеккеля 23a (первое уменьшение толщины сляба при первом двойном прокаточном пропуске составляет величину в диапазоне приблизительно от 30% до 45%) и 23b (второе уменьшение толщины сляба при первом двойном прокаточном пропуске составляет величину в диапазоне приблизительно от 30% до 50%) с целью последовательного уменьшения толщины сляба.
Если целью процесса является получение полосового металлопроката, то полоса, выходящая из второй клети Стеккеля 23b подвергается наматыванию на вторую моталку 25b.
Затем направление перемещения полосы меняется на обратное для второго прокаточного пропуска через клети Стеккеля 23b (первое уменьшение толщины сляба при втором двойном прокаточном пропуске составляет величину в диапазоне приблизительно от 28% до 50%) и 23a (второе уменьшение толщины сляба при втором двойном прокаточном пропуске составляет величину в диапазоне приблизительно от 28% до 50%) с целью дальнейшего уменьшения толщины сляба.
Наконец, направление подачи прокатываемого продукта меняется на обратное еще раз для третьего прокаточного пропуска через клети Стеккеля 23a (первое уменьшение толщины сляба при третьем прокаточном пропуске составляет величину в диапазоне приблизительно от 24% до 39%) и 23b (второе уменьшение толщины сляба при третьем прокаточном пропуске составляет величину в диапазоне приблизительно от 20% до 25%), в результате чего достигается желаемое окончательное значение толщины продукта.
На выходе из прокатного устройства 22 задается надлежащее значение толщины продукта для осуществления операции прокатки с тремя двойными пропусками согласно желаемому значению конечной толщины полосы 111, которое с обеспечением преимущества составляет величину в диапазоне от приблизительно 16 мм до приблизительно 1,2 мм или даже меньше.
Кроме того, в производственной линии за прокатным устройством 22 прокатный стан 10 содержит рольганг, на который выходит полоса 111 на скорости, которая составляет величину в диапазоне приблизительно от 1,5 м/с до 12 м/с, и охладительное устройство 24. Это охладительное устройство 24 может представлять собой, например, охладительное устройство ламинарного душевого типа.
В производственной линии за охладительным устройством 24 прокатный стан 10 содержит устройство намотки 26, выполненное, например, в виде подпольной роликовой моталки, которое предназначено для намотки полосы 111 с целью создания полосового рулона.
Способ управления плавкой садки металла и взвешивающее устройство, используемое в этом способе
Сматывающее-разматывающее устройство и способ сматывания и разматывания металлического изделия в прокатной линии
Укладочная головка для свертывания бухт
Прокатная линия и способ прокатки
Устройство и способ подачи металлического материала в плавильную установку
Способ прокатки для изготовления плоских изделий и прокатная линия
Система обнуления прокатной клети
Устройство и способ для поддержания температуры и/или возможного нагрева длинномерных металлических изделий
Устройство и способ непрерывного литья
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного процесса для производства такого проката
Способ управления плавкой садки металла и взвешивающее устройство, используемое в этом способе
Сматывающее-разматывающее устройство и способ сматывания и разматывания металлического изделия в прокатной линии
Укладочная головка для свертывания бухт
Прокатная линия и способ прокатки
Устройство и способ подачи металлического материала в плавильную установку
Способ прокатки для изготовления плоских изделий и прокатная линия
Система обнуления прокатной клети
Устройство и способ для поддержания температуры и/или возможного нагрева длинномерных металлических изделий
Устройство и способ непрерывного литья
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного процесса для производства такого проката

