Результат интеллектуальной деятельности: Дентальный имплантат и способ его изготовления
Вид РИД
Изобретение
Изобретение относится области стоматологии, к имплантируемым зубным протезам.
Известен внутрикостный имплантат зуба (Патент на изобретение РФ 2123310, авторы Байриков И.М., Ревякин А.В., Федяев И.М., Изжеуров Е.А., Тлустенко В.П., патентообладатель «Самарская областная стоматологическая поликлиника»), содержащий на одном конце цельнометаллическую часть и выполненную в форме цилиндра со скругленным концом пористую опорную часть, отличающийся тем, что последняя содержит неподвижный наружный и внутренний упругодемпфирующий слой, изготовленный из металлорезины, расположенный на оси внутреннего слоя штифт с резьбовой, шарнирной и коронковой частями, причем шарнирная часть расположена внутри цельнометаллической части, которая выполнена в виде конусной втулки с резьбовой частью, где установлена гайка, поджимающая штифт за шарнирную часть.
Эта конструкция имплантата зуба чрезвычайно сложна и функционально неоправданна. Технология ее изготовления и сборки также слишком сложна, что приводит к неоправданно высокой себестоимости этого изделия. Установка этого имплантата не комфортна ни для врача, ни для пациента.
Все эти причины обуславливают высокую стоимость этой врачебной услуги.
Наличие шарового шарнира в конструкции конструктивно неоправданно и в эксплуатации может привести к «шатанию» зуба и другим дефектам.
Известен также дентальный имплантат (Патент РФ на полезную модель, 125460, авторы Байриков А.И., Щербовских А.Е., Байриков И.М., Паровай Ф.В., Ермаков А.И., патентообладатель Государственное бюджетное образовательное учреждение высшего профессионального образования «Самарский государственный медицинский университет» Министерства здравоохранения и социального развития Российской Федерации (RU)), состоящий из внутрикостной пористой части в форме цилиндра из металлорезины, внутри цилиндрической полости размещен металлический стержень, отличающийся тем, что винтовой внутрикостный участок, где размещается имплантат,*) (*) участок костной ткани челюсти, где размещается имплантат при его постановке по известной технологии) имеет наружный диаметр меньше внутреннего диаметра втулки из металлорезины; втулка из металлорезины покрыта кальций-фосфатной керамикой; промежуточный уплотняющий резьбовой участок имеет диаметр больше внутреннего диаметра втулки из металлорезины и поверхностный самонарезной винтовой участок; шаг резьбы у всех участков выполнен одинаковым или шаг резьбы у уплотняющего участка выполнен меньшим, чем самонарезных участков.
Эта конструкция имплантата существенно более проста и рациональна, чем предыдущая и, следовательно, более проста в изготовлении и себестоимость ее изготовления существенно ниже.
Однако и эта конструкция может быть значительно упрощена без ущерба ее функциональности, упрощена технология ее изготовления и снижено травмирование челюстной кости пациента и уменьшено снижение ее прочности, особенно при установке в челюстную кость сразу нескольких подряд идущих имплантатов, существенно упрощена операция установки имплантата и повышена производительность труда врача стоматолога и при этом существенно повышена комфортность как врача, так и пациента, при проведении этой операции.
Эта конструкция имплантата по технической сущности наиболее близка к предлагаемой и принята за прототип.
Ставится задача создания дентального имплантата, более простого по конструкции и технологии его изготовления, по сравнению с известными имплантатами с пористой втулкой, обеспечивающего снижение травмируемости и увеличение прочности челюстной кости пациента при установке имплантов, существенно повышающего производительность труда врача-стоматолога, обеспечивающего комфортность как врачу, так и пациенту при проведении этой операции, снижение вероятности появления послеоперационных осложнений, и значительное, по сравнению с прототипом, снижение цены этой операции.
Поставленная задача решается тем, что предлагается дентальный имплант, состоящий из внутрикостной пористой цилиндрической втулки из металлорезины, внутри цилиндрической полости которой размещен металлический стержень, на свободном конце которого закреплена коронка, отличающийся тем, что внутрикостный участок, где размещается имплантат, выполнен в виде глухого гладкого отверстия с наружным диаметром, меньшим наружного диаметра втулки из металлорезины и, на наружной поверхности втулки, на конце, которым при постановке имплантата она входит в гладкое отверстие, выполнен заборный конус, меньший диаметр которого немного меньше диаметра этого отверстия, а сам торец втулки выполнен в виде сегмента сферы с радиусом, обеспечивающим хорошее заполнение конуса из-под сверла в этом отверстии, и металлический стержень состоит из головки в виде сегмента сферы с лысками, снятыми с двух противоположных сторон, и гладкого цилиндрического участка с диаметром, меньшим диаметра головки, заделанных в теле втулки, и свободного цилиндрического участка, на всей длине которого нарезана резьба, и в резьбовом отверстии коронки снята фаска или выполнено гладкое отверстие, высота которых выбрана из условия обеспечения требуемой величины натяга по торцам втулки и коронки, а сам имплантат изготовлен ниже предлагаемым способом.
Предлагаемый дентальный имплантат конструктивно и технологически проще всех известных имплантатов с пористыми втулками, так как в нем отсутствует участок с саморезом и отверстие во внутрикостном участке, в котором размещается имплантат, выполнено гладким. По этим же причинам при применении предлагаемого дентального имплантата уменьшается снижение прочности челюстной кости, ее травмируемость, так как меньше ослабляется (уменьшается) ее поперечное сечение в месте установки имплантата и существенно снижается концентрация напряжений в ней.
Установка имплантата осуществляется за одну операцию, которая существенно упрощается и сводится к привычному для врача и пациента сверлению гладкого отверстия в челюсти и установки в него имплантата комфортным для врача и пациента осевым усилием.
Следовательно, применение предлагаемого имплантата обеспечивает повышение производительности труда врача. Обеспечивается комфортность врачу и пациенту при его установке и существенно снижается риск появления послеоперационных осложнений.
Соответственно могут быть снижены цены на имплантат и его установку.
Наличие лысок на головке металлического стержня исключает его проворот относительно втулки из металлорезины.
Наличие заборного конуса у втулки из металлорезины позволяет увеличить величину натяга между втулкой и костной тканью в гладком отверстии без ухудшения комфортности установки имплантата, но при этом величина этого натяга должна быть такой, чтобы не происходило отторжения имплантата.
Так как коронка навинчивается на металлический стержень с натягом на всю длину этого резьбового соединения, требуемая величина натяга между торцами втулки и коронки обеспечивается высотой фаски или гладкого участка резьбового отверстия, выполненного зенкером, в резьбовом отверстии в коронке, которая больше этого натяга на длину участка резьбы на металлическом стержне с неполным профилем зуба.
Предлагается также дентальный имплантат, отличающийся тем, что на свободный участок металлического стержня до постановки имплантата в гладкое отверстие с натягом по резьбе и торцу втулки из металлорезины навернута коронка, геометрия поперечных сечений которой такова, что установленный в это отверстие с натягом имплантат с коронкой фиксируются от проворота не только этим натягом, но и соседними зубами.
Кроме того, предлагается дентальный имплантат, отличающийся тем, что втулка из металлорезины своим дном, выполненным в виде сегмента сферы, приклеена медицинским клеем к поверхности конуса гладкого отверстия.
Причем примененный медицинский клей должен не вызывать отторжения имплантата костной тканью, не вызывать аллергическую реакцию у пациента, обеспечивать быстрое затвердение и прочное приклеивание пористого дна втулки, изготовленной из титановой проволоки, к костной ткани, а продукты распада клея должны безвредно рассасываться в организме и не препятствовать прорастанию костной ткани в поры втулки. В настоящее время в качестве такого клея может быть использован медицинский клей БФ-6.
Изделия из металлорезины, в которых натягом создано напряженное состояние, подвержены с течением времени релаксации, т.е. в течение эксплуатации давление втулки на стенку гладкого отверстия будет падать и, если скорость релаксации больше скорости прорастания костной ткани в поры втулки из металлической резины прочность заделки имплантата может быть нарушена в процессе его эксплуатации (например, в случае, когда в результате релаксации натяг упал до критической величины, а прорастание костной ткани еще не существенно для обеспечения прочной заделки).
Заметим, что процессы релаксации в металлорезине и прорастания костной ткани в ее поры мало изучены.
Предлагаемые конструкции дентальных имплантатов исключают нарушение прочности заделки имплантата из-за релаксации металлорезины, во-первых, потому, что наличие головки и гладкой части у металлического стержня, без зазоров, заделанных ниже предлагаемым способом в металлорезине, надежная заделка металлического стержня во втулке и при падении вследствие релаксации усилия натяга между ним и втулкой не нарушится. Во-вторых, приклейка втулки к дну гладкого отверстия даже в случае уменьшения усилия натяга между ней и стенкой отверстия при релаксации металлорезины не нарушит надежности заделки имплантата в челюсти пациента.
Для изготовления втулки из металлорезины с заделанным в ее теле без зазоров металлическим стержнем (для изготовления имплантата) ниже предлагается оригинальный способ.
Известен способ изготовления изделий из металлорезины (Авт. свид. 183174 СССР. Способ изготовления нетканого материала MP из металлической проволоки / А.М. Сойфер, В.Н. Бузицкий, В.А. Першин. - Опубл. 1966. Бюл. №13), заключающийся в том, что из спирали, изготовленной из нагартованной металлической проволоки, растянутой до шага, равного диаметру спирали, намоткой или укладкой с перекрещиванием спирали в соседних слоях формируется заготовка шаровидной или иной формы и прессуется в пресс-форме однонаправленным холодным прессованием.
Этот способ по технической сущности наиболее близок к предлагаемому и принят за прототип.
Предлагается способ изготовления имплантата и установки его с коронкой пациенту, содержащий формирование заготовки шаровидной или цилиндрической формы намоткой с перекрещиванием в соседних слоях спиралей, изготовленных из нагартованной металлической проволоки, растянутых до шага, равного диаметру спирали, или укладку этих спиралей, также с перекрещиванием в соседних слоях, в коврик, и формирование цилиндрической заготовки его намоткой, прессование сформированной заготовки в пресс-форме холодным прессованием, отличающийся тем, что на металлический стержень навинчивают технологический удлинитель, диаметр которого больше диаметра металлического стержня не более чем на 1÷1,5 мм, заготовку формируют из обезжиренной спирали, которую наматывают на металлический стержень с технологическим удлинителем таким образом, что головка металлического стержня располагается внутри заготовки, сформированную заготовку устанавливают в пресс-форму и прессуют полиуретаном в радиальных и осевом направлениях в две операции - на первой операции прессуют заготовку до такой высоты, чтобы ее торец превышал гладкий участок стержня на несколько витков резьбы резьбового участка стержня - на такое расстояние, чтобы в окончательно отпрессованном имплантате не было зазоров между металлическим стержнем и втулкой из металлорезины, убирают технологический удлинитель, и в той же пресс-форме на второй операции окончательно прессуют заготовку полиуретаном в тех же направлениях до такой высоты, чтобы концевое сечение гладкого участка располагалось вровень с торцом втулки, или выступало из нее на 0,1÷0,2 мм, извлекают готовый имплантат из пресс-формы и отправляют его технику, изготавливающему коронки, который устанавливает на него коронку с натягом по резьбе металлического стержня и торцом втулки из металлорезины, и отправляет его врачу-стоматологу, который сверлит отверстие в челюсти пациента с диаметром, немного меньшим наружного диаметра втулки из металлорезины, и осевым усилием, комфортным для врача и пациента, устанавливает имплантат с коронкой, закрепленной на его металлическом стержне, с натягом в отверстие.
Изготовление имплантата прессованием в радиальных и осевом направлении позволяет не только без зазоров заделать металлический стержень во втулке из металлорезины, получить требуемые ее размеры и такие параметры материала, которые обеспечивают требуемую упругость втулки в радиальных и осевом направлении, но и обеспечить при этом угол расположения к оси втулки плоскостей превалирующего числа витков ее материала, наиболее подходящий для обеспечения быстрого прорастания ткани кости в поры проволочного материала втулки.
Применение предлагаемого способа не только обеспечивает комфортность пациенту при установке имплантата, но и сокращает временной промежуток до первого приема пищи после его установки и время заживления десны.
Допускается установка между втулкой из металлорезины и коронкой дистанционной шайбы с толщиной не более 1 мм. Такая шайба не испортит экстерьер зубов пациента, так как с течением времени она зарастет десной.
С целью увеличения прочности и надежности заделки имплантата с коронкой в гладком отверстии на начальном этапе эксплуатации, когда костная ткань еще не проросла в поры материала втулки, предлагается способ изготовления имплантата и установки его с коронкой пациенту, отличающийся тем, что в гладкое отверстие капается капля медицинского клея, не вызывающего у пациента аллергию и не отторгающегося костной тканью, например, медицинского клея БФ-6, и затем до упора в дно отверстия устанавливается имплантат с коронкой.
Предлагаемые конструкции дентальных имплантатов и способы их изготовления и установки имплантата с коронкой пациенту поясняются фигурами. На фигурах участки челюсти и зубы, соседние с протезируемым, изображены, как обстановка на сборочном чертеже сплошной тонкой линией.
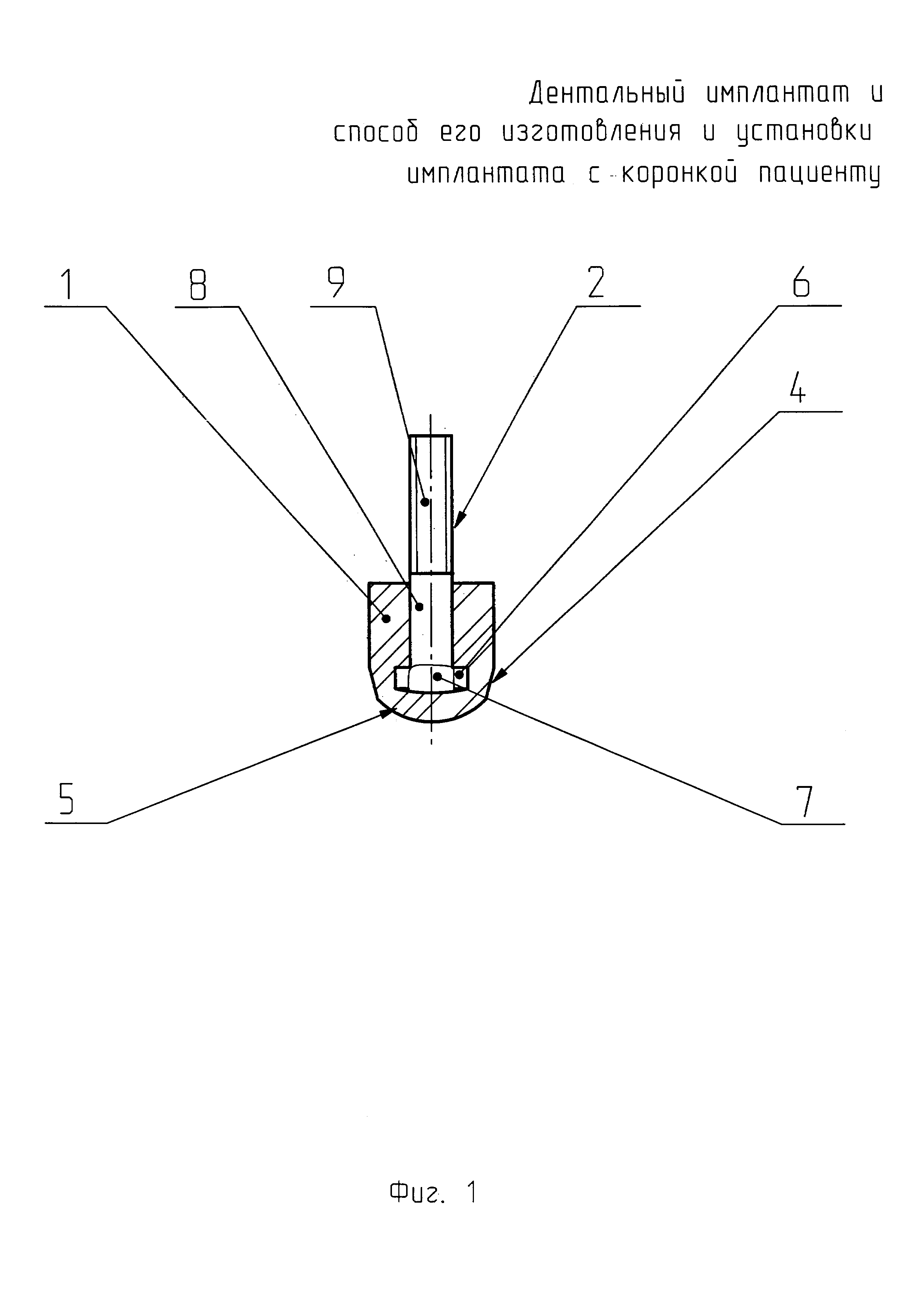
На фиг. 1 изображен вертикальный продольный разрез предлагаемого имплантата.
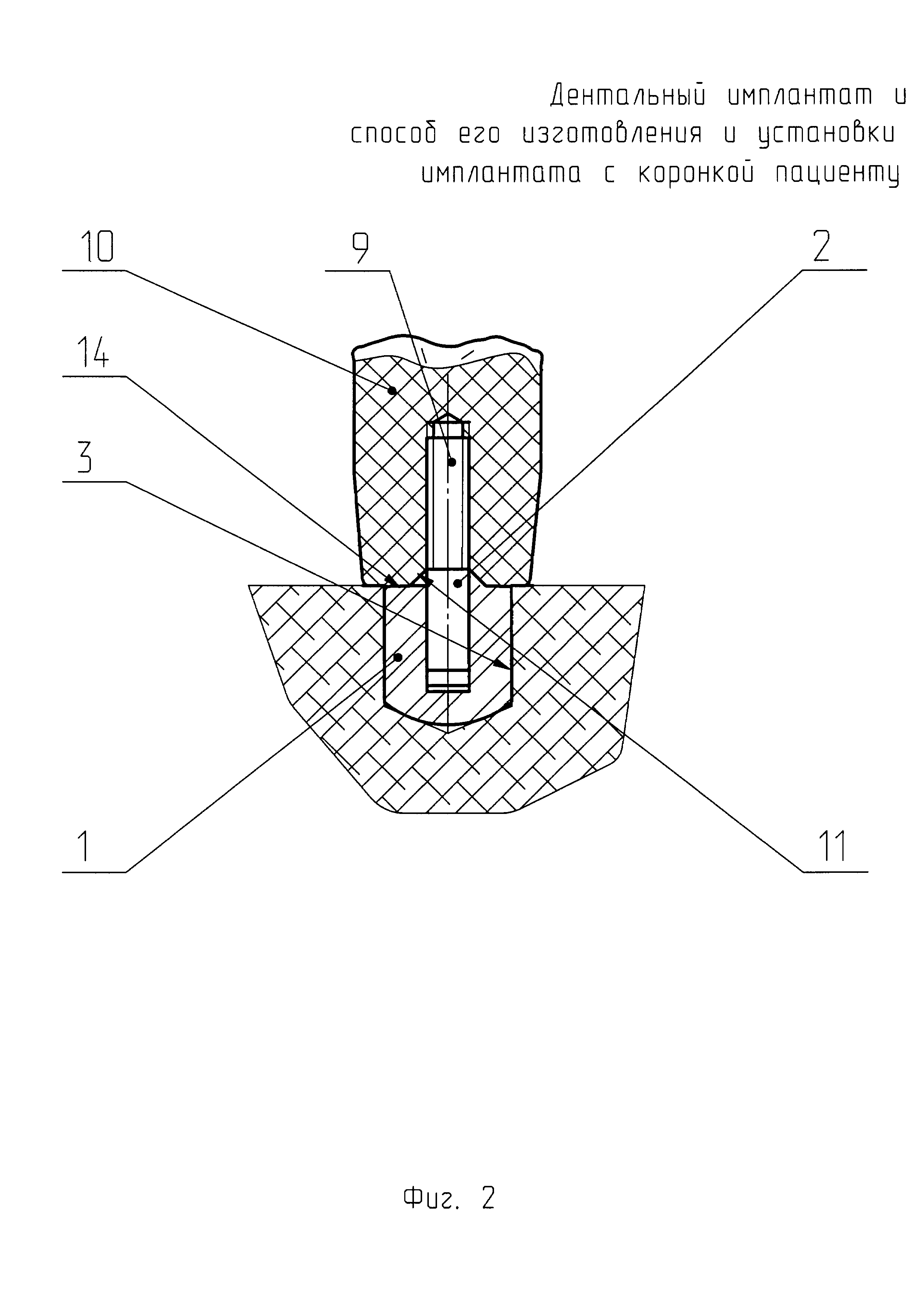
На фиг. 2 изображен вертикальный продольный разрез предлагаемого имплантата с установленной на нем коронкой.
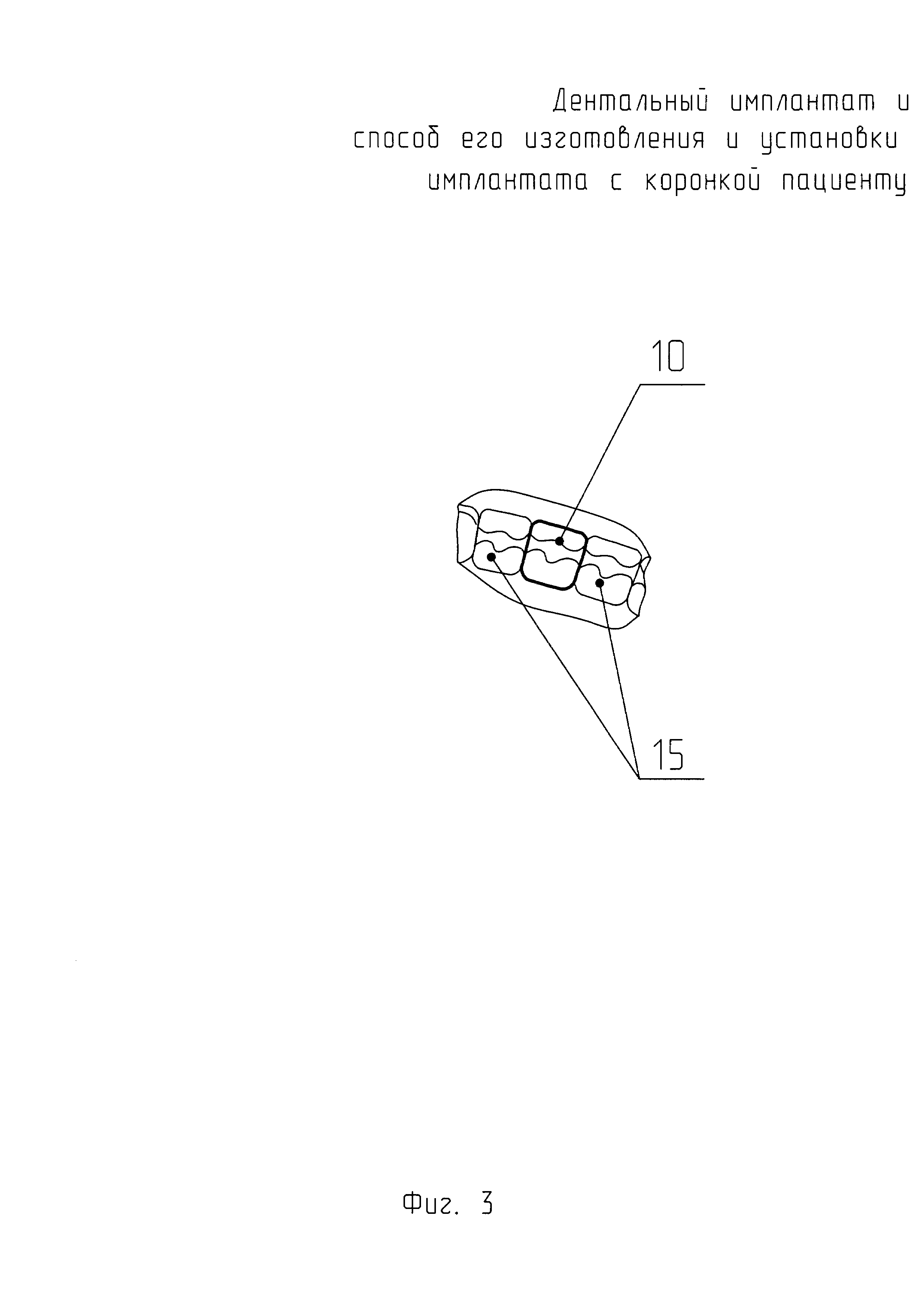
На фиг. 3 изображен вид сверху на челюсть пациента с протезом зуба.
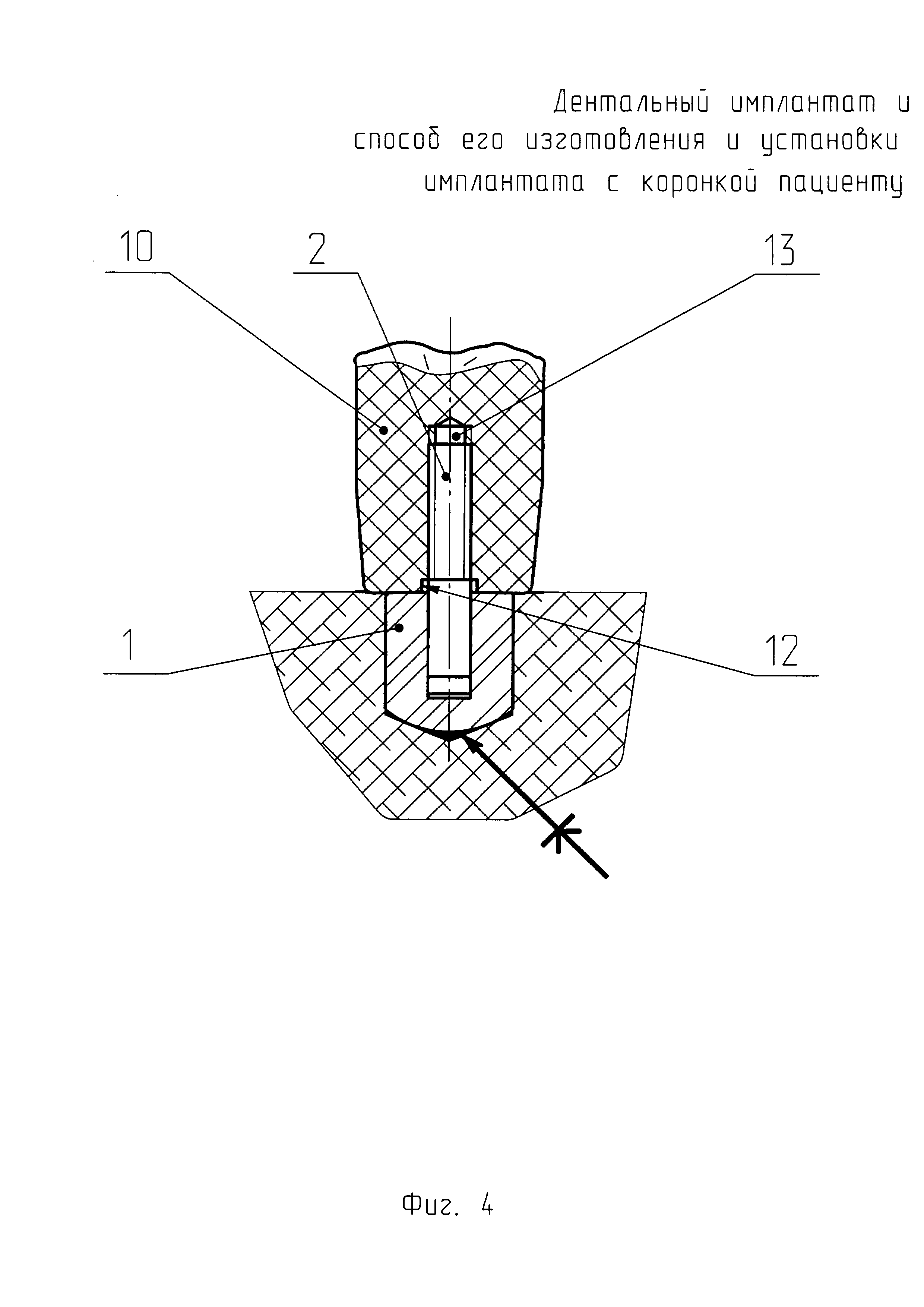
На фиг. 4 изображен вертикальный продольный разрез предлагаемого имплантата с установленной на нем коронкой, с втулкой из металлорезины, приклеенной к дну гладкого отверстия в кости челюсти.
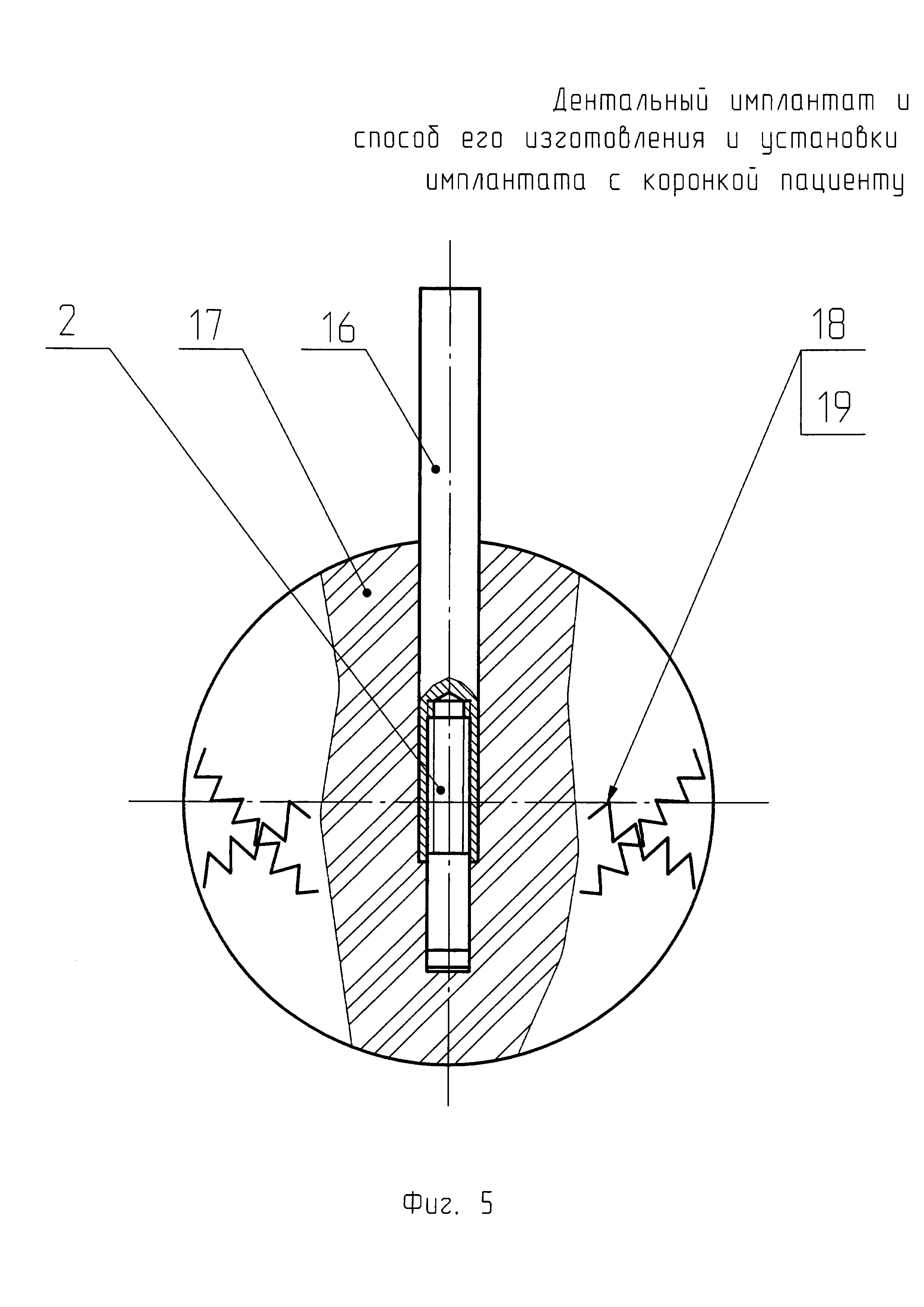
На фиг. 5 изображено формирование заготовки на металлическом стержне с удлинителем.
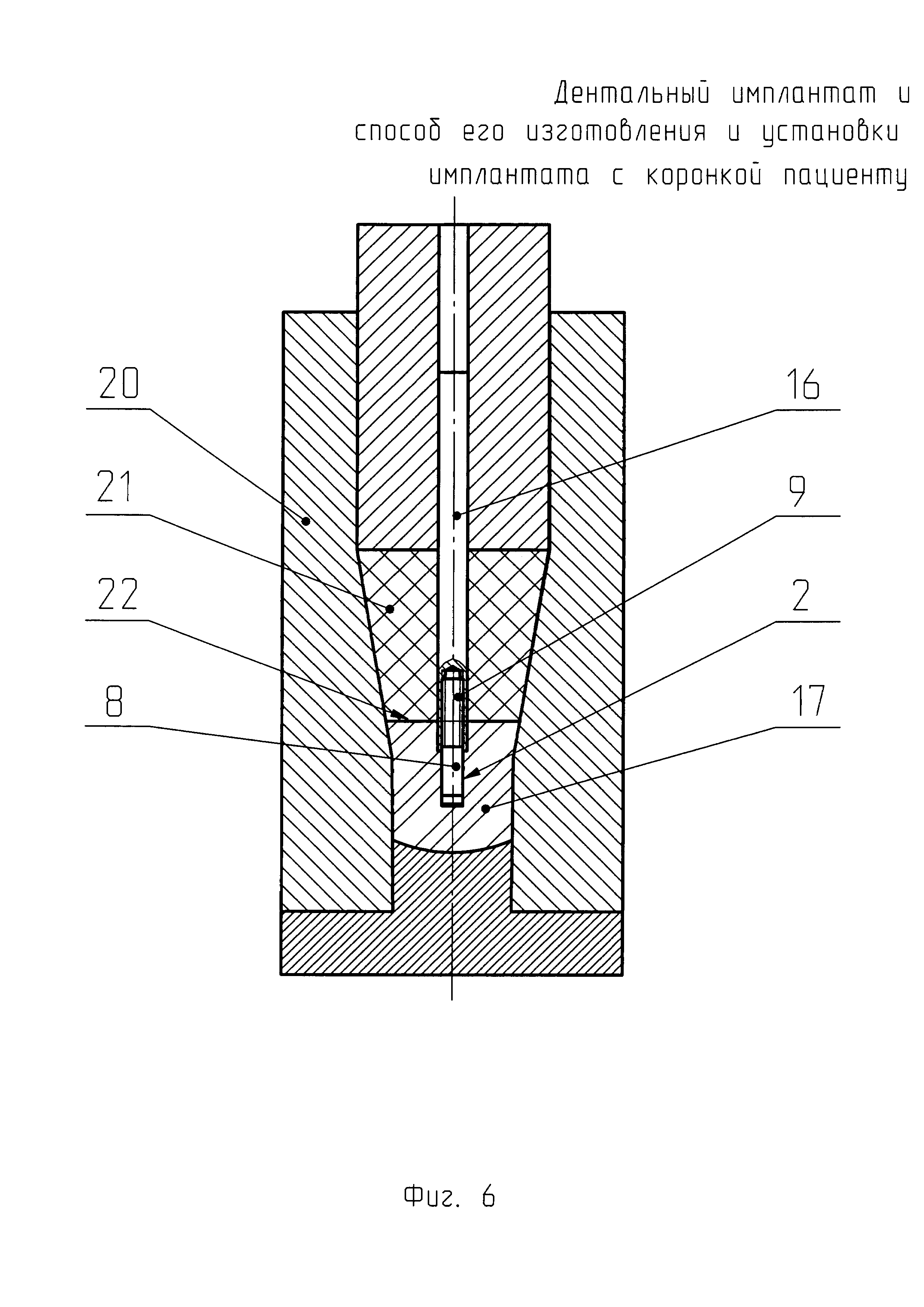
На фиг. 6 изображена пресс-форма с заготовкой имплантата в конце первой операции прессования.
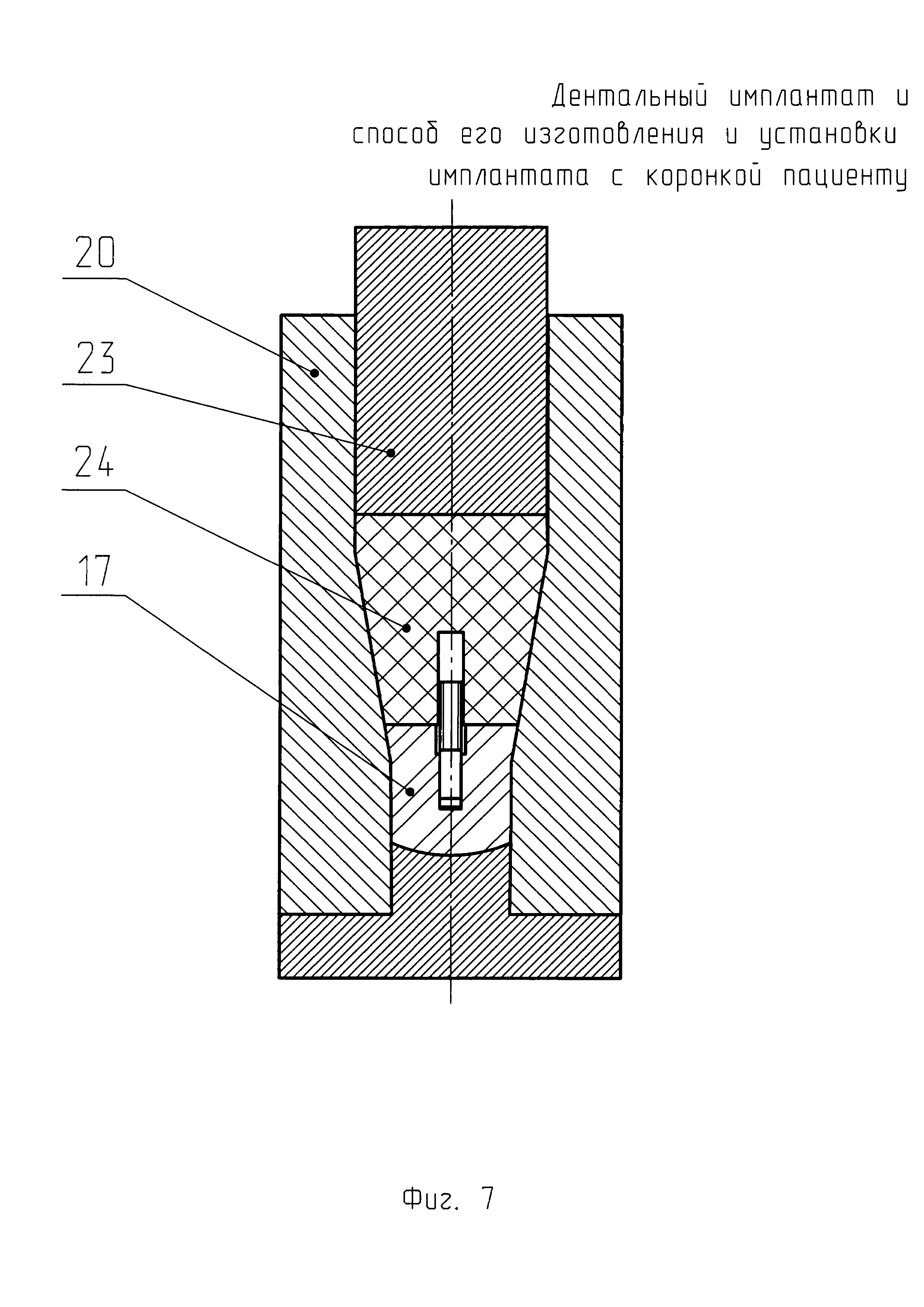
На фиг. 7 изображена пресс-форма с заготовкой имплантата в начале второй операции прессования.
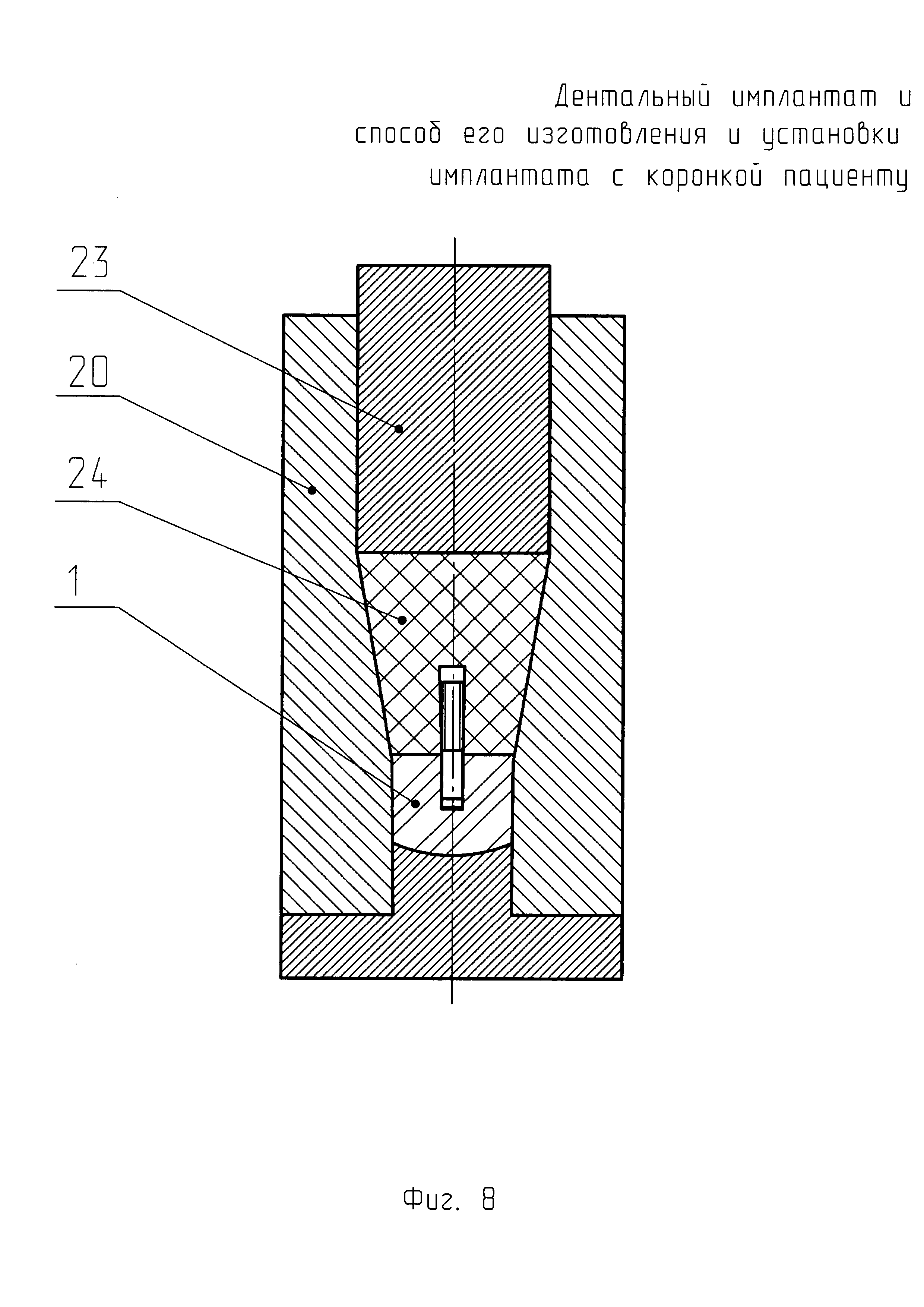
На фиг. 8 изображена пресс-форма с заготовкой имплантата в конце второй операции прессования.
Предлагается дентальный имплантат (см. фиг. 1), состоящий из внутрикостной пористой цилиндрической втулки 1 из металлорезины, внутри цилиндрической полости которой размещен металлический стержень 2, Внутрикостный участок, в котором размещают имплантат, выполнен в виде глухого гладкого отверстия 3 (см. фиг. 2) с наружным диаметром меньшим наружного диаметра втулки 1. На наружной поверхности втулки 1 (см. фиг. 1), на конце, которым при постановке имплантата она входит в отверстие 3, выполнен заборный конус 4, меньший диаметр которого немного меньше диаметра отверстия 3, а сам торец 5 втулки 1 выполнен в виде сегмента сферы с радиусом, обеспечивающим хорошее заполнение конуса из-под сверла в отверстии 3. Металлический стержень 2 состоит из головки 6 в виде сегмента сферы с лысками 7, снятыми с двух противоположных сторон, и гладкого цилиндрического участка 8 с диаметром, меньшим диаметра головки 6, заделанных в теле втулки 1, и свободного цилиндрического участка 9, на всей длине которого нарезана резьба.
Коронка 10 (см. фиг. 2) навинчивается на металлический стержень 2 с натягом на всю длину этого резьбового соединения. Требуемая величина натяга между торцами втулки 1 и коронки 10 обеспечивается высотой фаски 11 или гладкого участка 12 (см. фиг. 4) резьбового отверстия, выполненного зенкером в резьбовом отверстии 13, в коронке 10, которая больше этого натяга на длину участка резьбы на металлическом стержне 2 с неполным профилем зуба.
Предлагается также дентальный имплантат (см. фиг. 2), у которого на свободный участок 9 металлического стержня 2 до постановки имплантата в отверстие 3 с натягом по резьбе и торцу 14 втулки 1 из металлорезины навернута коронка 10, геометрия поперечных сечений которой такова (см. фиг. 3), что установленный в отверстие 3 с натягом имплантат с коронкой 10 фиксируются от проворота не только этим натягом, но и соседними зубами 15.
Кроме того, предлагается дентальный имплантат (см. фиг. 4), у которого втулка 1 из металлорезины своим торцом 5, выполненным в виде сегмента сферы, приклеена к поверхности конуса отверстия 3.
Металлический стержень каждого из предлагаемых имплантатов изготавливается из титанового сплава. Втулка из металлорезины изготавливается из обезжиренной нагартованной проволоки из титана, либо серебра, золота, тантала.
Эти материалы не отторгаются костной тканью и не аллергичны. Обезжиренные серебро и золото обладают также антибактериальными свойствами.
Предлагается способ изготовления имплантата и установки его с коронкой пациенту, состоящий в том, что на металлический стержень 2 (см. фиг. 5) навинчивают технологический удлинитель 16, диаметр которого больше диаметра металлического стержня 2 не более чем на 1÷1,5 мм. Формируют заготовку 17 шаровидной или цилиндрической формы намоткой на металлический стержень 2 с технологическим удлинителем 16 с перекрещиванием в соседних слоях предварительно обезжиренной спирали 18, изготовленной из нагартованной металлической проволоки 19 и растянутой до шага, равного диаметру спирали, таким образом, что головка 6 металлического стержня 2 располагается внутри заготовки 17, или спираль 18 укладывают с перекрещиванием в соседних слоях в коврик (на чертежах не показано), а коврик наматывают на металлический стержень 2 так, что образуется заготовка 17 цилиндрической формы. Заготовку 17 устанавливают в пресс-форму 20 (см. фиг. 6) и прессуют ее полиуретаном 21 в радиальных и осевом направлениях в две операции холодным прессованием. На первой операции прессуют заготовку до такой высоты, чтобы ее торец 22 превышал гладкий участок 8 стержня 2 на несколько витков резьбы резьбового участка 9 стержня 2 - на такое расстояние, чтобы в окончательно отпрессованном имплантате не было зазоров между металлическим стержнем 2 и втулкой 1 из металлорезины (см. фиг. 2). Убирают технологический удлинитель 16 (см. фиг. 6 и 7), и в той же пресс-форме 20 на второй операции окончательно прессуют заготовку 17 новыми пуансоном 23 и полиуретаном 24 в тех же направлениях (см. фиг. 7 и 8). Извлекают готовый имплантат из пресс-формы 20 и отправляют его технику, изготавливающему зубные коронки, который устанавливает и закрепляет на нем коронку 10 (см. фиг. 2) с натягами по резьбе металлического стержня 2 и торцу втулки 1 из металлорезины, и отправляет его врачу-стоматологу, который сверлит отверстие 3 в челюсти пациента с диаметром, немного меньшим наружного диаметра втулки 1 из металлорезины, и осевым усилием, комфортным для врача и пациента, устанавливает имплантат с коронкой с натягом в отверстие 3.
Предлагается также способ изготовления имплантата и установки его с коронкой пациенту, отличающийся тем, что в отверстие 3 капается капля медицинского клея, например медицинского клея БФ-6, и затем до упора в дно отверстия 3 устанавливается имплантат с коронкой 10 (см. фиг. 4).
Сборку предлагаемых имплантатов описывать не будем, так как она проста и ее порядок ясен из описания предлагаемых способов.
Преимущества предлагаемых дентальных имплантатов по сравнению с известными дентальными имплантатами с пористыми втулками описаны выше.
По сравнению с общепринятыми в РФ способами установки дентальных имплантатов предлагаемые дентальные имплантаты позволяют процедуру их установки сделать более щадящей для пациента и комфортной для врача.
В заключение добавим, что размеры и параметры предлагаемых имплантатов могут быть сведены к нескольким типоразмерам, и при больших сериях выпуска этих изделий их изготовление может быть автоматизировано в рентабельных объемах, а коронки к ним могут быть по индивидуальной мерке изготовлены на заказ в протезной стоматологической мастерской и закреплены на имплантате. При необходимости они могут быть индивидуально подогнаны при установке имплантата врачом-стоматологом.
Биоимплантационная смесь
Фильтр для закачки воды в скважины
Способ проведения краш-теста автомобилей на боковой удар
Упругодемпферная опора ротора турбомашины с демпфером с дроссельными канавками
Упругодемпферная опора ротора турбомашины
Волоконно-оптический цифро-аналоговый преобразователь
Упругодемпферная опора ротора турбомашины с демпфером с дроссельными канавками
Щеточное уплотнение и способ его изготовления
Способ определения параметров колебаний лопаток вращающегося колеса турбомашины и устройство для его осуществления
Торцовое газодинамическое уплотнение опоры ротора турбомашины
Щеточное уплотнение и способ его изготовления
Способ определения параметров колебаний лопаток вращающегося колеса турбомашины и устройство для его осуществления
Торцовое газодинамическое уплотнение опоры ротора турбомашины
Уплотнение масляной полости опоры ротора турбомашины
Упругодемпферная опора ротора тяжелой турбомашины
Торцовое газодинамическое уплотнение опоры ротора турбомашины
Передняя опора ротора вентилятора двухконтурного турбореактивного двигателя
Радиально-торцовое газодинамическое уплотнение масляной полости опор роторов турбомашин
Способ контроля уровня затяжки болта или шпильки
Преобразователь перемещения в код

