Результат интеллектуальной деятельности: РАБОЧИЙ ОРГАН ДЛЯ БЕЗОТВАЛЬНОЙ ОБРАБОТКИ ПОЧВЫ
Вид РИД
Изобретение
Изобретение относится к сельскохозяйственному машиностроению, а именно к рабочим органам для безотвальной обработки почвы, в частности к стрельчатым лапам культиваторов.
Известен рабочий орган для безотвальной обработки почвы в виде культиваторной лапы, на поверхность которой с помощью дуговой наплавки с шагом 40 мм нанесены валики, расположенные под углом наклона 25° к лезвию лапы (Сенчишин B.C., Пулька Ч.В. Современные методы наплавки рабочих органов почвообрабатывающих и уборочных сельскохозяйственных машин (обзор) / Автоматическая сварка - 2012. - №9. - С. 43-54, рис. 5). Недостатком данной культиваторной лапы является увеличенная зона термического влияния на основном металле закаленной поверхности, что увеличивает скорость изнашивания рабочей поверхности, примыкающей к лезвию лапы, и снижает ее ресурс.
Известен рабочий орган для безотвальной обработки почвы (RU 120836 U1, А01B 35/20, А01В 15/00) с наплавленным первоначальным твердосплавным покрытием на наиболее подверженные износу его поверхности, который содержит по меньшей мере один дополнительный слой твердосплавного покрытия, нанесенный на указанные поверхности в виде по меньшей мере одной полосы и/или по меньшей мере одного валика. Недостатком рабочего органа для безотвальной обработки почвы с первоначальным твердосплавным покрытием, наплавленным от края режущих кромок по длине тыльной поверхности, является высокая скорость изнашивания лицевой поверхности в зонах наибольшей интенсивности трения с уплотненной почвой, в связи с малой скоростью охлаждения покрытия.
Наиболее близким аналогом к заявляемому рабочему органу является рабочий орган для безотвальной обработки почвы (RU 160692 U1, А01B 35/20) с наплавленным твердосплавным покрытием в зонах наибольшей интенсивности трения рабочей поверхности, содержащий дополнительный слой твердосплавного покрытия, в котором дополнительный слой твердосплавного покрытия толщиной 2-4 мм нанесен на лицевой поверхности носка рабочего органа в виде двух прямолинейных валиков одинаковой длины, параллельных друг другу, которые расположены симметрично, под углом 90° к центральной оси симметрии рабочего органа, при этом первый валик твердосплавного покрытия нанесен от края одной режущей кромки до края другой режущей кромки носка рабочего органа, а дополнительный слой твердосплавного покрытия в виде одинаковых по длине прямолинейных валиков, расположенных на лицевой поверхности рабочих граней, нанесен от края режущих кромок после носка рабочего органа под углом 60° к режущим кромкам в направлении движения на одинаковом расстоянии друг от друга при длине валиков не более расстояния между ними, при этом первые прямолинейные валики, нанесенные от края режущих кромок рабочих граней после носка рабочего органа, расположены на равном расстоянии между первым и вторым прямолинейными валиками, нанесенными на лицевой поверхности носка рабочего органа. Недостатком данного решения с наплавленным первоначальным твердосплавным покрытием является увеличенный размер околошовной зоны, полученный при наплавке тыльной стороны рабочего органа порошковым материалом с нагревом токами высокой частоты, что увеличивает скорость изнашивания лицевой поверхности рабочего органа и повышает уровень сварочных напряжений со стороны тыльной поверхности рабочего органа.
Задачей является снижение скорости изнашивания рабочего органа для безотвальной обработки почвы в зонах наибольшей интенсивности трения с уплотненной почвой.
Поставленная задача решается за счет того, что рабочий орган для безотвальной обработки почвы с наплавленным твердосплавным покрытием, нанесенным в виде валиков с толщиной слоя 2-4 мм, причем первые валики расположены на лицевой поверхности в носовой части рабочего органа и расположены симметрично относительно оси симметрии рабочего органа, при этом ближайший к носовой части первый валик расположен от края одной режущей кромки до края другой режущей кромки носка рабочего органа, вторые валики расположены на лицевой поверхности рядом с режущими кромками под углом к режущим кромкам на одинаковом расстоянии друг от друга, при длине валиков от края режущих кромок не более расстояния между ними, при этом ближайшие к носовой части вторые валики расположены на равном расстоянии между первыми валиками, согласно изобретению дополнительно имеет третьи валики, расположенные на тыльной поверхности рядом с режущими кромками под углом к режущим кромкам на одинаковом расстоянии друг от друга, при этом первые, вторые и третьи валики выполнены дугообразными, вогнутая сторона их боковых поверхностей обращена в направлении движения рабочего органа.
Противоположные торцевые поверхности вторых и третьих валиков находятся на прямых линиях, ориентированных под углом 60 градусов к режущим кромкам рабочих граней в направлении движения, центры закругления первых валиков расположены на оси симметрии, центры закругления вторых и третьих валиков расположены на режущих кромках, расстояние между торцевыми поверхностями третьих валиков в 2-3 раза меньше, чем расстояние между торцевыми поверхностями вторых валиков, при этом торцевые поверхности третьих валиков по краю режущих кромок расположены на половине расстояния между торцевыми поверхностями вторых валиков по краю режущих кромок.
Техническим результатом является снижение скорости изнашивания рабочего органа для безотвальной обработки почвы в зонах наибольшей интенсивности трения с уплотненной почвой за счет рыхления и снижения плотности приповерхностного контактного слоя почвы при его взаимодействии с поверхностью твердосплавного покрытия толщиной слоя 2-4 мм в направлении движения.
Выполнение рабочего органа с предложенной схемой наплавки дугообразных валиков твердосплавного покрытия на лицевой и тыльной поверхностях рабочего органа позволяет увеличить скорость охлаждения основного металла и уменьшить размеры околошовной зоны при более равномерном распределении сварочных напряжений. Это происходит потому, что на применяемых скоростях безотвальной обработки почвы деформация приповерхностного контактного слоя почвы при его защемлении и заклинивании в условиях ударного взаимодействия с вогнутой стороной боковой поверхностью дугообразных валиков твердосплавного покрытия с толщиной слоя 2-4 мм увеличивает интенсивность рыхления контактного слоя почвы путем смятия и скалывания частиц дугообразной поверхностью валика при напряжениях, превышающих предел прочности почвы, с уменьшением скорости изнашивания основного металла между соседними дугообразными валиками и в направлении последующего перемещения частиц, что способствует снижению скорости изнашивания твердосплавного покрытия.
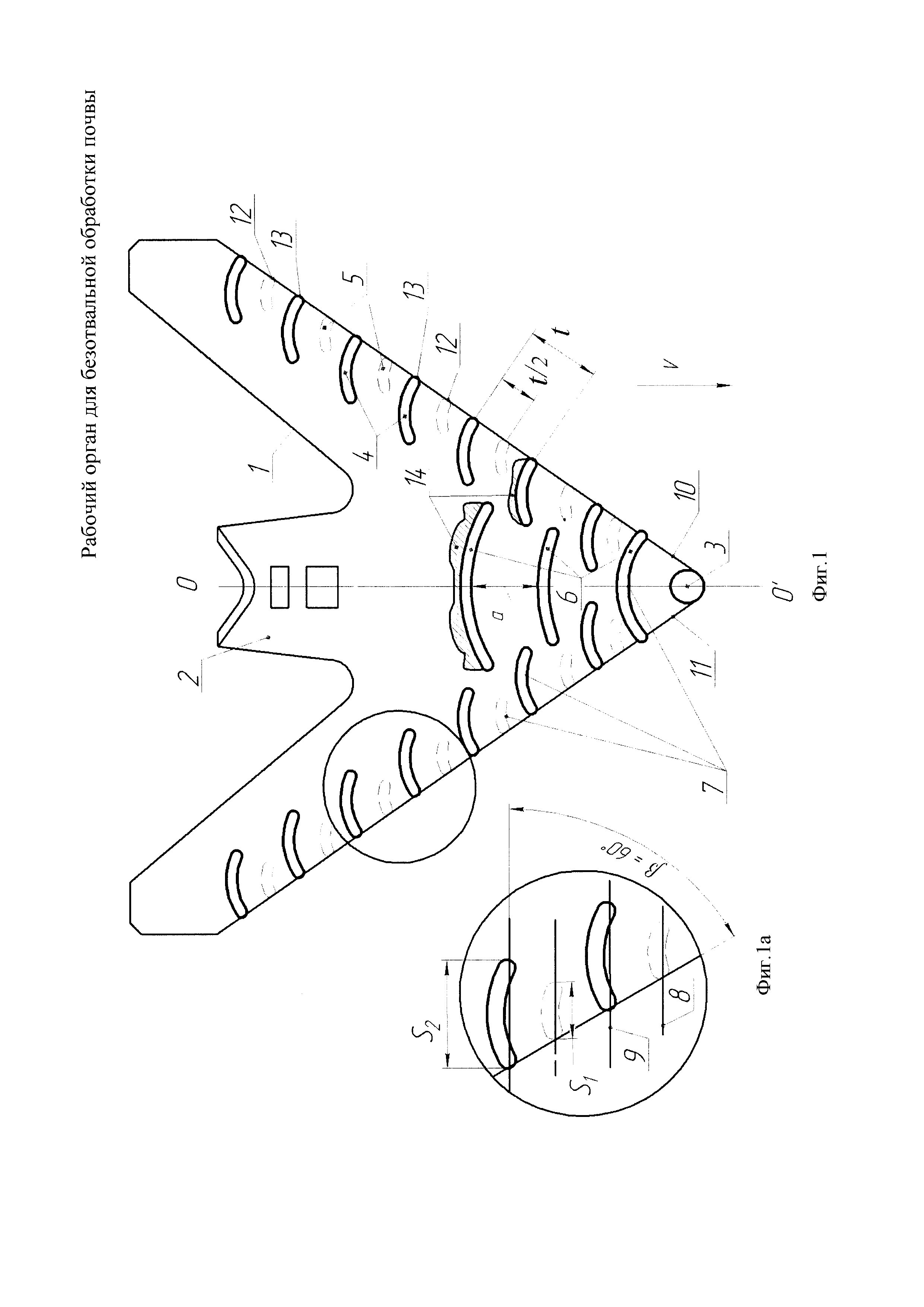
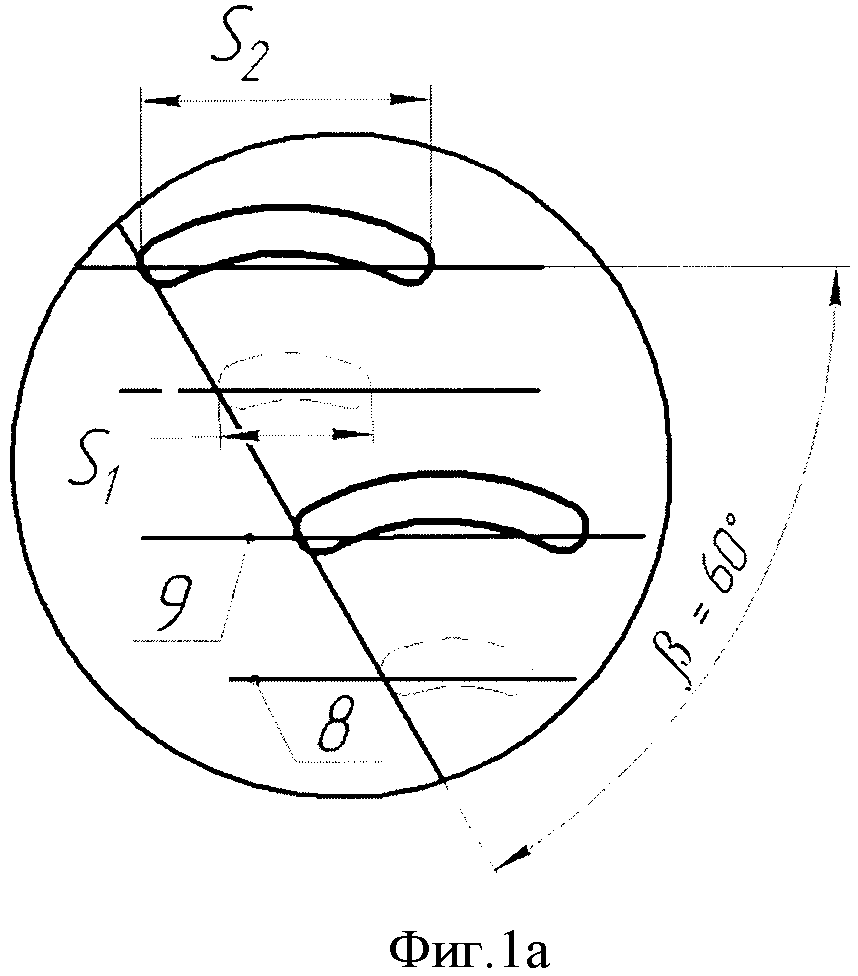
Изобретение поясняется фиг. 1, 1а, на которых показана поверхность рабочего органа для безотвальной обработки почвы с наплавленным твердосплавным покрытием в виде дугообразных валиков с толщиной слоя 2-4 мм.
Рабочий орган для безотвальной обработки почвы выполнен в виде стрельчатой лапы 1, которая крепится верхней частью 2 к стойке рабочего органа (не показана), а поверх лицевой поверхности носовой части стрельчатой лапы на ее носовой поверхности нанесено твердосплавное точечное покрытие 3. На лицевой и тыльной поверхностях рабочих граней слой твердосплавного покрытия толщиной 2-4 мм нанесен в виде валиков: первых валиков 6, вторых валиков 4 и третьих валиков 5. Первые валики 6 расположены на лицевой поверхности в носовой части рабочего органа и расположены симметрично относительно оси симметрии рабочего органа. Вторые валики 4 расположены на лицевой поверхности рядом с режущими кромками 10 или 11. Третьи валики 5 расположены на тыльной поверхности рабочего органа рядом с режущими кромками 10 или 11. Все валики 4, 5 и 6 выполнены дугообразными. При этом вогнутая сторона 7 боковой поверхности всех валиков 4, 5 и 6 обращена в направлении движения V рабочего органа. Центры закругления дугообразных вторых валиков 4 и третьих валиков 5 расположены на режущих кромках 10 и 11, а центры закругления первых валиков 6 расположены на оси симметрии О-О' рабочего органа. Противоположные торцевые поверхности третьих валиков 5 и вторых валиков 4 расположены соответственно на прямых линиях 8 и 9 на расстоянии соответственно S1 и S2 друг от друга. Линии 8 и 9 расположены под углом β=60 градусов к режущим кромкам 10 и 11 рабочих граней в направлении движения V. Расстояние S1 между торцевыми поверхностями третьих валиков 5, находящихся на тыльной стороне рабочих граней, в 2-3 раза меньше, чем расстояние S2 между торцевыми поверхностями третьих валиков 5, находящихся на лицевой поверхности рабочих граней. При этом торцевые поверхности 12 третьих валиков 5 по краю режущих кромок 10 и 11 расположены на половине расстояния t между торцевыми поверхностями 13 вторых валиков 4 по краю режущих кромок 10 и 11.
Первые валики 6 из твердосплавного покрытия, нанесенные на лицевую поверхность в носовой части рабочего органа, расположены симметрично относительно оси симметрии О-О' рабочего органа. Ближайший к носовой части первый валик расположен от края одной режущей кромки 10 до края другой режущей кромки 11 носка рабочего органа. Ближайшие к носовой части рабочего органа третьи валики 5 на тыльной поверхности нанесены от края режущих кромок 10 и 11 рабочих граней носка рабочего органа и расположены на равном расстоянии t/2 между ближайшими к носовой части рабочего органа вторыми валиками 4 и первым валиком 6, нанесенными на лицевой поверхности носка рабочего органа, при длине S1 и S2 соответственно третьих валиков 5 и вторых валиков 4 от края режущих кромок не более расстояния t между ними.
Рабочий орган для безотвальной обработки почвы работает следующим образом.
В процессе взаимодействия приповерхностного контактного слоя почвы с вогнутой стороной 7 боковой поверхности дугообразных валиков 4, 5 и 6 с той стороны валика, которая обращена от носовой части, образуются зоны 14 застойной почвы.
При внедрении в почву рабочей поверхности 1 на применяемых скоростях ее обработки приповерхностный контактный слой почвы взаимодействует с поверхностями точечного покрытия 3 и наплавленных дугообразных валиков 4, 5 и 6 из твердосплавного покрытия, обращенными в направлении движения V, что повышает интенсивность рыхления приповерхностного контактного слоя почвы в зоне наибольших удельных давлений на лицевую поверхность носка рабочего органа, лицевую и тыльную поверхности рабочих граней.
Торможение, смятие и скалывание частиц приповерхностного контактного слоя почвы в процессе взаимодействия с вогнутой стороной 7 боковой поверхности дугообразных валиков 4, 5 и 6 из твердосплавного покрытия, обращенной в направлении движения V, происходит с образованием застойных зон 14 почвы с тыльной стороны дугообразных валиков из твердосплавного покрытия.
За счет уменьшения плотности приповерхностного контактного слоя почвы в направлении движения V снижается механическое воздействие абразивных частиц контактного слоя почвы на лицевую и тыльную поверхности рабочего органа между валиками 4, 5 и 6 из твердосплавного покрытия и скорость изнашивания рабочего органа.
Новые существенные признаки:
1. На лицевой и тыльной поверхностях рабочих граней слой твердосплавного покрытия нанесен в виде дугообразных валиков, вогнутая сторона боковой поверхности которых расположена в направлении движения рабочего органа, а противоположные торцевые поверхности на прямых линиях под углом 60 градусов к режущим кромкам рабочих граней в направлении движении.
2. Центры закругления вторых и третьих валиков расположены на режущих кромках, а центры закругления первых валиков расположены на оси симметрии.
3. Расстояние между торцевыми поверхностями третьих валиков по краю режущих кромок рабочих граней в 2-3 раза меньше, чем расстояние между торцевыми поверхностями вторых валиков по краю режущих кромок рабочих граней, при этом торцевые поверхности третьих валиков по краю режущих кромок на тыльной поверхности рабочих граней расположены на половине расстояния между торцевыми поверхностями вторых валиков по краю режущих кромок на лицевой поверхности.
Способ получения 2-этилгексилнитрата (варианты)
Способ плазменной наплавки
Долото плужного лемеха
Способ электроконтактной роликовой приварки металлических ферромагнитных порошков
Проволока для получения покрытий напылением
Кислотное очищающее средство
Способ восстановления изношенного крестового ножа
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, имеющей обтекаемую форму
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин
Способ получения 2-этилгексилнитрата (варианты)
Способ плазменной наплавки
Кислотное очищающее средство
Способ восстановления изношенного крестового ножа
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин, имеющей обтекаемую форму
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин
Способ получения износостойкой рабочей поверхности деталей почвообрабатывающих машин
Способ выделения 4-нитротолуола
Способ и устройство автоматизированной селекции телочек по типу высшей нервной деятельности на основе компьютерного анализа электроэнцефалограммы

