Результат интеллектуальной деятельности: Электрододержатель сварочных клещей для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно для сварочных клещей, используемых при сварке заготовок, деталей, прутков и др. между собой.
Известен электрододержатель для КТС в виде трубы, имеющей с переднего торца в полости хвостовик электрода и трубку, размещенную с зазорами в ней и полости хвостовика, а также поперечные каналы в его задней части для подвода хладагента в полость хвостовика и отвода его оттуда нагретым за пределы держателя (см. патент РФ 2420378 С2, 01.03.2009 г.).
Его недостаток - применимость только в одно- и многоточечных сварочных машинах и непригодность при производстве арматуры для панелей жилых и др. зданий.
Известен электрододержатель сварочных клещей для КТС в виде двух расположенных пол углом стержней, имеющих на концах первого хвостовик под другие элементы клещей и второго - поперечное гнездо под хвостовик электрода; также с торцов стержней образованы по одному продольному каналу, открытых один в другой, а в глухом канале размещена с зазорами трубка для циркуляции хладагента (см. патент США 4544822 А, 01.10. 1988 г.). Его недостаток - неэффективность одностороннего охлаждения хвостовика и электрода через стенку, разделяющую дно продольного канала и его гнезда с хвостовиком электрода, что приводит к его неравномерному износу, снижающему его стойкость.
Технический результат от предлагаемого - снижение нагрева и повышение стойкости электрода.
Он достигается тем, что в электрододержателе сварочных клещей для КТС в виде двух расположенных под углом стержней, имеющих на концах первого хвостовик под другие элементы клещей и второго - поперечное гнездо под хвостовик электрода; также с их торцов образовано по продольному каналу, открытому один в другой, а в глухом канале второго стержня размещена с зазорам трубка для циркуляции хладагента, новым является то, что в дне продольного канала выполнен дополнительный продольный канал, открытый в гнездо и полость стержня, образованную с его переднего торца и закрытую крышкой; в дне этой полости выполнены продольные боковые окна, открытые в боковой зазор между поверхностью продольного канала и трубкой, размещенной без бокового зазора передней частью в дополнительном канале и без выступания ее в гнездо с хвостовиком электрода, имеющим поперечное окно, открытое в дополнительный канал стержня.
Выполнением в дне глухого продольного канала дополнительного продольного канала, открытого в поперечное окно хвостовика и в полость переднего торца стержня, обеспечивается подвод хладагента к этому торцу и охлаждение им через стенку передней части хвостовика.
Использованием крышки, закрывающей образованную с переднего торца полость, образуется зазор между ней и полостью, канал диаметром, равным как минимум диаметру его продольного канала, для циркуляции хладагента, обеспечивающего через стенку охлаждение передней части хвостовика.
Образованием в дне этой полости продольных боковых окон стержня, открытых в боковой зазор между продольным каналом стержня и размещенной в нем трубкой, обеспечивается охлаждение хвостовика электрода также и боковыми стенками стержня циркулирующим по их окнам хладагентом.
Размещением передней части трубки в дополнительном продольном канале без бокового зазора между ними и без выступания ее торца в гнездо стержня обеспечивается поступление хладагента в полость, расположенную у переднего торца стержня.
Выполнением этого окна в данном хвостовике с циркуляцией по нему хладагента обеспечивается теплоотвод от хвостовика электрода по всей поверхности такого окна.
Многосторонним охлаждением через стенки стержня его гнезда с хвостовиком и поперечным окном интенсифицируется теплоотвод от хвостовика через его стенки самого электрода, снижая этим самым существенно его нагрев при сварке и повышая его стойкость.
Сравнительный анализ предлагаемого с известными в настоящее время решениями свидетельствует, что оно ново, имеет существенные отличия, промышленно пригодно и поэтому соответствует критерию ИЗОБРЕТЕНИЕ.
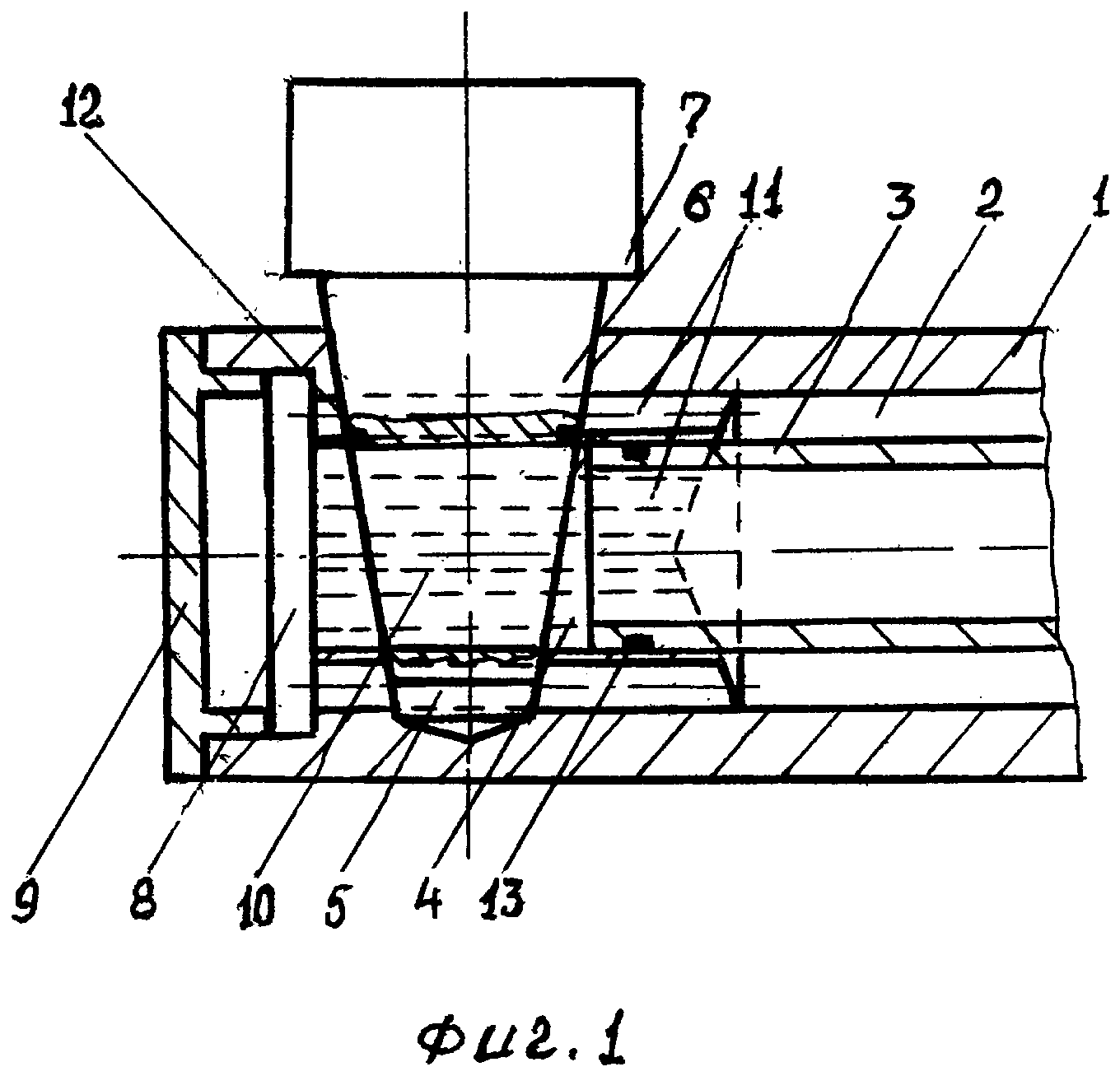
Предлагаемый электрододержатель на фиг. 1 представлен передней частью второго стержня и содержит стержень 1, с заднего торца которого образован продольный канал 2, в котором с боковым зазором размещена трубка 3. Под ее переднюю часть выполнен дополнительный продольный канал 4, открытый в поперечное гнездо 5 стержня 1 с хвостовиком 6 электрода 7 и в полость 8, образованную с переднего торца стержня 1 и закрытую крышкой 9. В хвостовике 6 выполнено поперечное окно 10, открытое в каналы 2 и 4. Со стороны торца стержня 1 в дне полости 8 образованы дополнительные боковые продольные окна 11, выходящие в боковой зазор между поверхностями канала 2 и трубкой 3. В кольцевой канавке хвостовика 6 размещен уплотнительный элемент 12, а в передней части трубки 3 имеется свой уплотнительный элемент 13, находящийся в канале 4 стержня 1.
Электрод 7 охлаждается так: хладагент - вода подается по трубке 3, далее по дополнительному каналу 4, поперечному окну 10, каналу 4 и поступает в полость 8 передней части стержня 1, охлаждая ее дно диаметром, большим диаметра канала 2, а также стенками хвостовика 6, прилегающими к его окну 10; хладагент из полости по дополнительным боковым окнам 11 боковыми стенками стержня 1 охлаждает хвостовик 6 электрода 7; нагретый хладагент из этих окон поступает в боковой зазор между поверхностями канала 2 и трубки 3 и из него отводится за пределы стержня 1.
Благодаря многостороннему охлаждению хвостовика 6 через переднюю, заднюю и боковые стенки стержня 1, образующие его поперечное гнездо 5, охлаждаемая поверхность хвостовика 6 возрастает как минимум в 3 раза по сравнению с этой поверхностью прототипа.
Таким охлаждением увеличивается теплоотвод не только от хвостовика 6, но и от электрода 7 к нему, что приводит к выравниванию нагрева рабочего торца последнего и равномерного износа его с возрастанием стойкости электрода как минимум в 1,5 раза.
Таким образом, многосторонним охлаждением через стенки стержня хвостовика и через поверхности его поперечного окна существенно возрастает теплоотвод и от электрода со снижением его установившегося нагрева и увеличением его стойкости не менее чем в 1,5 раза.
Электрододержатель сварочных клещей для контактной точечной сварки, содержащий два расположенных под углом стержня, при этом на конце первого стержня выполнен хвостовик под элементы клещей, а конец второго стержня выполнен с поперечным гнездом под хвостовик электрода, в стержнях с их торцов образовано по продольному каналу, открытому один в другой, причем в глухом продольном канале второго стержня размещена с зазорами трубка для циркуляции хладагента, отличающийся тем, что на дне глухого продольного канала выполнен дополнительный продольный канал, открытый в упомянутое поперечное гнездо, а у переднего торца второго стержня образована полость, закрытая крышкой, при этом на дне упомянутой полости образованы продольные боковые окна, открытые в боковой зазор между глухим продольным каналом и трубкой, размещенной без бокового зазора передней частью в дополнительном канале и без выступания ее в поперечное гнездо под хвостовик электрода, выполненное с поперечным окном, открытым в дополнительный продольный канал стержня.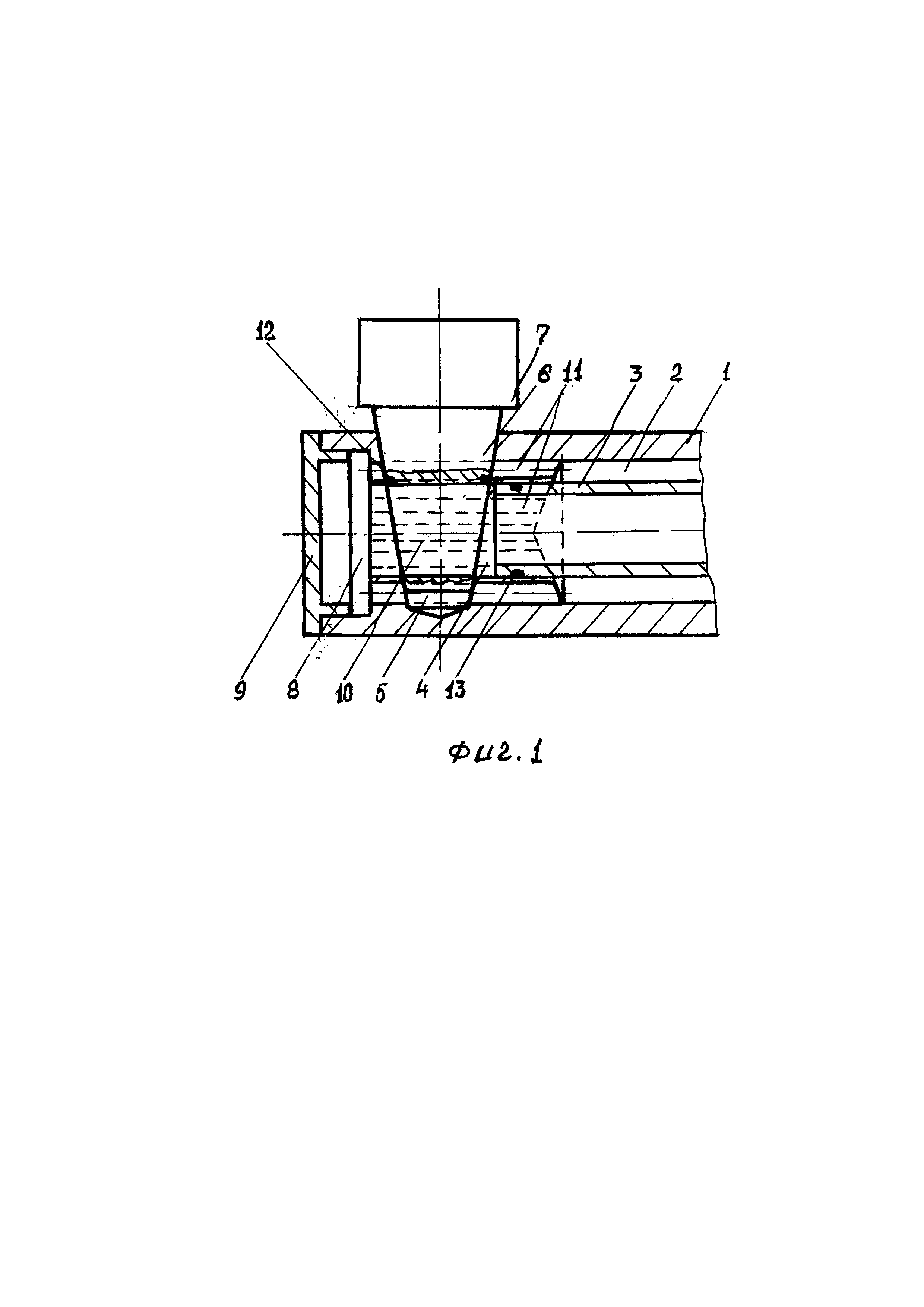
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под заготовку-диск
Устройство для стыковой контактной сварки прутков
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

