Результат интеллектуальной деятельности: СПОСОБ МАЛОШЛАКОВОЙ ДОМЕННОЙ ПЛАВКИ НА МАГНЕЗИАЛЬНЫХ ШЛАКАХ
Вид РИД
Изобретение
Способ малошлаковой доменной плавки на магнезиальных шлаках
Изобретение относится к области черной металлургии, а именно к производству чугуна в доменных печах.
Известен способ доменной плавки на магнезиально-глиноземистых шлаках с определенным содержанием оксидов алюминия и магния, в котором шлаки нагревают на 200-300°С выше температуры плавления [Патент SU №981363, МПК С21В 5/02, 1982].
Недостаток данного способа заключается в перерасходе кокса на плавку и газа на отопление воздухонагревателей.
Наиболее близким к заявляемому изобретению по технологической сущности является способ доменной плавки на магнезиально-глиноземистых шлаках с содержанием Al2O3 и MgO от 5 до 20% каждого, включающий загрузку шихты, вдувание высокотемпературного комбинированного дутья с использованием глиноземистых и магнезиальных добавок. Железорудную шихту формируют с кремниевым модулем SiO2/Al2O3 в пределах 2,2-2,5 и с магнезиальным показателем MgO/(CaO+MgO) в пределах 0,30-0,35, при пониженной основности шлака CaO/SiO2, равной 0,78-0,92 [Патент RU №2350658, МПК С21В 5/04, 2009].
Недостатком способа является то, что предлагаемый ввод в шихту глинозема снижает содержание в ней железа и тем самым ухудшает технико-экономические показатели плавки. Способ по основным защищаемым параметрам не является универсальным, в нем не отражена современная тенденция специфики малошлаковой технологии доменной плавки с использованием низкокремнистых окатышей и ее связь с качеством кокса. Это ограничивает потенциальное уменьшение расхода кокса, снижение содержания серы и кремния в чугуне.
Технический результат изобретения заключается в получении чугуна с ограниченным (пониженным) содержанием серы и кремния, а также в снижении расхода кокса на плавку.
Указанный технический результат достигается тем, что в способе малошлаковой доменной плавки на магнезиальных шлаках чугуна с ограниченным содержанием серы и кремния, включающем загрузку в доменную печь кокса с определением его горячей прочности, шихты, содержащей в железорудной части офлюсованный магнезиальный агломерат и низкокремнистые окатыши и шлакообразующие, проплавку шихты с получением чугуна и конечного шлака, в котором при отклонении показателя горячей прочности кокса на 2% и более от заданного исходного значения, соответствующего заданному исходному выходу шлака, согласно изобретению текущий выход шлака задают, исходя из зависимости:
Шт=Ши-kш×(CSRт-CSRи),
где:
Шт - текущий выход конечного шлака, кг/т чугуна;
Ши - заданный исходный выход шлака, равный 250 кг/т чугуна;
kш=5 - размерный коэффициент, кг/т чугуна;
CSRт - текущее значение показателя горячей прочности кокса, %;
CSRи - заданное исходное значение показателя горячей прочности кокса, 51%,
а полную основность шлака (CaO+MgO)/SiO2 изменяют на 0,02 обратно пропорционально на каждые 10 кг/т чугуна изменения выхода конечного шлака.
Кроме того, соотношение MgO/SiO2 в конечном шлаке поддерживают в пределах 0,28-0,58.
Сущность изобретения заключается в следующем.
Значения параметров заявляемого способа определены на основании имеющегося практического опыта малошлаковой доменной плавки и опытной плавки, проведенной на доменной печи объемом 5580 м3 ПАО «Северсталь».
Малошлаковая плавка характеризуется, в первую очередь, низким выходом шлака. В мировой практике доменного производства выход шлака изменяется в широком диапазоне 160-480 кг/т чугуна. Доменный процесс с выходом шлака менее 300 кг/т чугуна принято считать малошлаковой технологией. В реальных условиях при наличии агломерата в шихте нижний предел выхода шлака на доменных печах ограничивается величиной 200 кг/т чугуна, поэтому для выбора величины заданного исходного выхода конечного шлака (Ши) практический диапазон был принят равным 200-300 кг/т чугуна, а величина Ши - равной 250 кг/т чугуна, что соответствует среднему значению указанного диапазона.
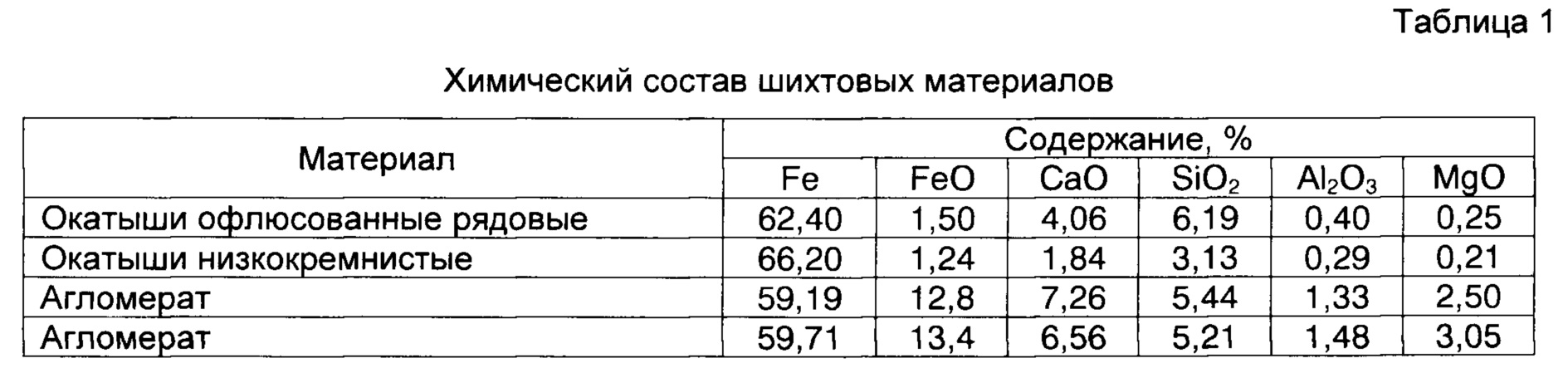
Опытная плавка проводилась с использованием в шихте агломерата и кокса собственного производства и окатышей Костомукшского ГОКа, а также конвертерного шлака. В различные периоды опытной плавки использовали офлюсованный магнезиальный агломерат из смеси концентратов Ковдорского и Оленегорского ГОКов, низкокремнистые окатыши, кокс с показателями горячей прочности (CSR) в пределах 43-61%. Результаты опытной плавки сопоставлялись с показателями работы доменной печи в штатном (базовом) режиме, когда применялись рядовые офлюсованные окатыши. Химический состав используемых железорудных материалов приведен в таблице 1.
Опытная плавка состояла из 10 условно выделенных периодов, характеризовавшихся, в первую очередь, изменением текущего значения показателя горячей прочности кокса CSRт.
В таблице 2 приведены значения параметров заявляемого способа в различные периоды опытной плавки и в штатном (базовом) режиме работы доменной печи, а также основные показатели доменной плавки, которые использовались для выбора и обоснования рациональных значений заявляемого способа.
В качестве заданного исходного значения показателя горячей прочности кокса (CSRи) на период проведения опытной плавки было принято округленное среднее значение этой величины CSRи=51,0%, полученное по результатам обработки выборки значений этого показателя, сформированной в течение заданного периода (3 месяца) работы доменной печи в штатном (базовом) режиме.
Как следует из данных, приведенных в таблице 2, в соответствии с заявляемым способом текущий выход конечного шлака (Шт) в период опытной плавки задавался, исходя из зависимости:
Шт=Ши-kш×(CSRт-CSRи),
где:
Шт - текущий выход конечного шлака, кг/т чугуна;
Ши=250 - заданный исходный выход шлака, кг/т чугуна;
kш=5 - размерный коэффициент, кг/т чугуна;
CSRт - текущее значение показателя горячей прочности кокса, %;
CSRи - заданное исходное значение показателя горячей прочности кокса, %,
Например, в третьем периоде, при уменьшении текущего значения показателя горячей прочности кокса CSRт до 48% задаваемый текущий выход конечного шлака составил:
Шт=Ши-kш×(CSRт-CSRи)=250-5×(48-51)=265 кг/т чугуна.
Аналогично, в соответствии с предложенной зависимостью, задавалась величина текущего выхода конечного шлака (Шт) в остальных периодах при отклонении величины текущего значения показателя горячей прочности кокса (CSRт) по отношению к заданному исходному значению показателя горячей прочности кокса (CSRи) на 2% и более. В седьмом периоде, где величина CSRт отличалась по отношению к CSRи на 1%, в соответствии с условиями заявляемого способа величина Шт принималась и задавалась равной Ши=250 кг/т чугуна.
При проведении опытной плавки также в соответствии с заявляемым способом полная основность шлака (СаО+MgO)/SiO2 изменялась на 0,02 обратно пропорционально каждым 10 кг/т чугуна изменения выхода шлака. В качестве базового значения (СаО+MgO)/SiO2 на период опытной плавки принято (СаО+MgO)/SiO2=1,32, что соответствует среднему значению, полученному по результатам обработки выборки значений этого показателя, сформированной в течение заданного периода (3 месяца) работы доменной печи в штатном (базовом) режиме.
Например, при увеличении в четвертом периоде текущего выхода конечного шлака (Шт) на 40 кг/т чугуна по отношению к заданному исходному выходу шлака (Ши) (Шт-Ши=290-250=40 кг/т чугуна), полная основность конечного шлака была уменьшена на 0,02×40/10=0,08. При этом шаг изменения выбран равным 0,02, поскольку меньшие изменения в общепринятой технологической практике считаются труднореализуемыми и малозначимыми для оперативного управления процессом.
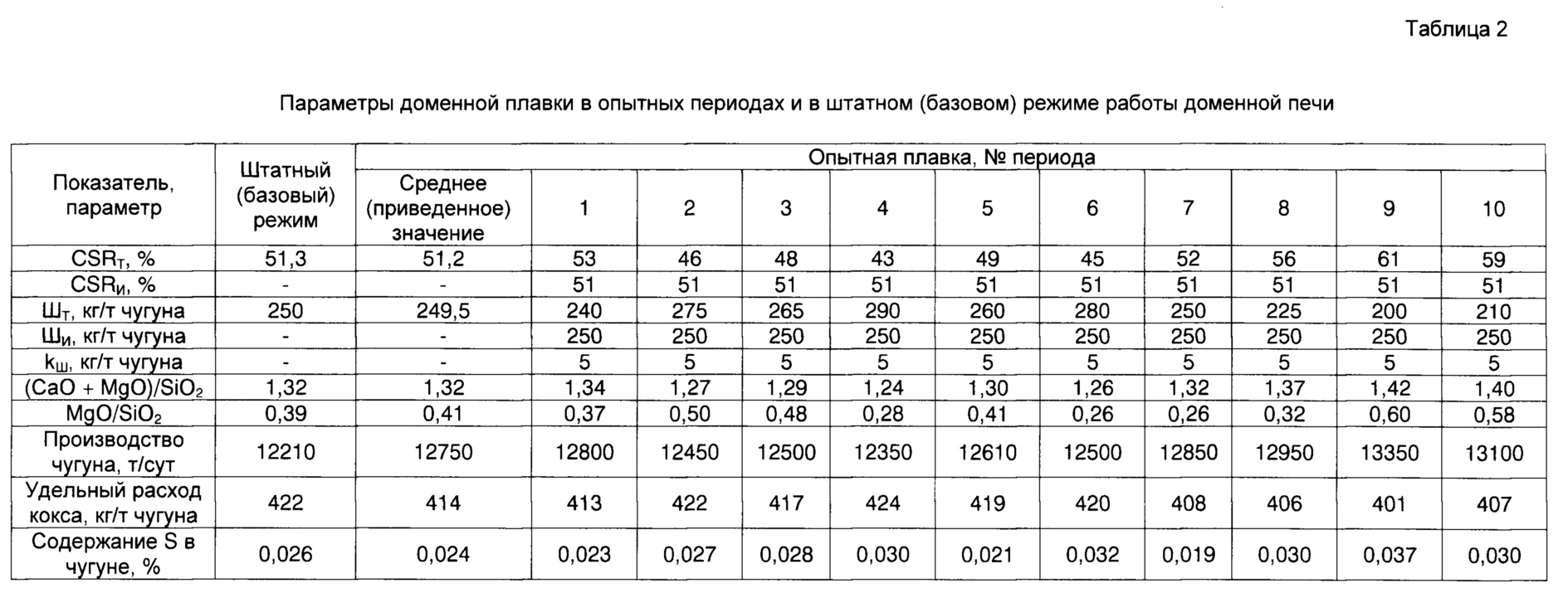
Как следует из приведенных в таблице 2 данных, при проведении опытной плавки по заявляемому способу технико-экономические показатели процесса выплавки чугуна в целом (средние значения) существенно улучшились по отношению к периоду работы доменной печи в штатном (базовом) режиме: производительность доменной печи увеличилась на 4,4%, удельный расход кокса снизился на 8 кг/т чугуна с одновременным улучшением качества чугуна - среднее содержание серы в нем снизилось с 0,026 до 0,024. Полученные в процессе опытной плавки результаты позволили определить рациональные пределы изменения отношения MgO/SiO2. Значения отношения MgO/SiO2 в четвертом (0,28) и десятом (0,58) периодах опытной плавки соответствуют граничному, принятому на ПАО «Северсталь», содержанию серы в чугуне - 0,030% (таблица 2). При значениях отношения MgO/SiO2 менее 0,28 (0,26 в шестом периоде) и более 0,58 (0,60 в девятом периоде) содержание серы в чугуне составляло 0,032% и 0,037%, соответственно, что превышает уровень установленного технологической инструкцией ограничения, указанного выше. Таким образом, исходя из полученных в процессе опытной плавки результатов, для обеспечения требуемого качества чугуна рациональный диапазон изменения отношения MgO/SiO2 равен 0,28-0,58.
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто
Способ производства горячекатаных листов из низколегированной стали с гарантией свойств в направлении толщины
Способ производства стали
Способ производства горячекатаного листового проката из низколегированной стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ холодной прокатки полос
Способ производства горячеоцинкованного проката
Способ производства стальных мелющих шаров
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто
Способ производства горячекатаных листов из низколегированной стали с гарантией свойств в направлении толщины
Способ производства стали
Способ производства горячекатаного листового проката из низколегированной стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ холодной прокатки полос
Способ производства горячеоцинкованного проката
Способ производства стальных мелющих шаров

