Результат интеллектуальной деятельности: ТОЛСТОСТЕННАЯ ВЫСОКОПРОЧНАЯ УСТОЙЧИВАЯ К СЕРНИСТОМУ ГАЗУ МАГИСТРАЛЬНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к толстостенной высокопрочной магистральной трубе для сернистого газа и к способу ее производства. В частности, оно относится к трубе, имеющей толщину стенки 20 мм или более и прочность на разрыв 560 МПа или более.
Уровень техники
С увеличением по всему миру спроса на энергоносители ежегодно увеличивается количество добываемой сырой нефти и природного газа и это приводит к постепенному истощению запасов высококачественной сырой нефти и природного газа. В таких обстоятельствах увеличивается необходимость в разработке месторождений низкокачественной сырой нефти и природного газа с большим содержанием сероводорода.
Прокладываемые для извлечения такой сырой нефти и природного газа трубопроводы, а также резервуары высокого давления и трубопроводы для нефтеперерабатывающих предприятий должны обладать превосходной устойчивостью к воздействию сернистых кислых сред (устойчивость к водородному растрескиванию (HIC) и устойчивость к сульфидному коррозионному растрескиванию под напряжением (SSC)) для того, чтобы гарантировать безопасность. Для увеличения длины прокладываемых магистральных труб и улучшения эффективности транспортировки необходимо применение толстых высокопрочных стальных листов и толстостенных высокопрочных стальных труб.
В таких обстоятельствах ставилась задача устойчивой поставки толстостенных, высокопрочных магистральных труб для высокосернистого газа с классом прочности от Х60 до Х65 в соответствии с классификацией API (Американский нефтяной институт) 5L, с толщиной стенок от около 20 до 40 мм и обладающих превосходной устойчивостью к воздействию кислых сред в условиях раствора А, как определено в NACE-TM0284 и NACE-TM0177.
В настоящее время для обеспечения стабильной поставки магистральных труб для высокосернистого газа существенным является применение в качестве материалов для стальных труб и стальных листов, изготовленных из слябов, полученных способом непрерывной разливки с применением технологических процессов термомеханически контролируемой прокатки (ТМСР). В условиях таких ограничений были прояснены факторы, которые улучшают устойчивость к HIC, включая 1) использование элементов с меньшей степенью осевой ликвации, таких как Mn и Р, снижение скорости разливки и снижение твердости в зоне осевой ликвации посредством применения мягкого обжатия; 2) препятствование образованию вытянутых включений сульфида марганца (MnS) в зоне осевой ликвации посредством снижения содержания S и О и добавления оптимального количества Са со сдерживанием образования кластеров Са в зонах накопления включений (в установках непрерывного литья вертикального типа с изгибом сляба - точка около 1/4 фута от боковой поверхности сляба); и 3) образование однофазной бейнитной микроструктуры посредством оптимизации условий ускоренного охлаждения в ТМСР, предотвращение образования мартенситно-аустенитного компонента (МА) и сдерживание увеличения твердости зоны осевой ликвации. В этом отношении в патентных источниках 1-25 выдвинуты следующие предложения.
В патентных источниках 1-3 раскрывается технология, которая обеспечивает превосходную устойчивость к HIC благодаря рационализации химической композиции. Эта технология вводит параметры химической композиции, которые определяют количественно степень влияния легирующих элементов, обнаруживаемых в высоких концентрациях в зоне осевой ликвации, на твердость в зоне осевой ликвации, а также параметры химической композиции, которые количественно определяют образование MnS в зоне осевой ликвации и Са кластеров в зоне накопления включений.
В патентных источниках 4-7 раскрывается способ, который включает измерение концентраций Mn, Nb и Ti на участке осевой ликвации и контроль этих концентраций до определенных уровней или ниже с тем, чтобы обеспечить превосходную устойчивость к HIC. В патентном источнике 8 раскрывается способ обеспечения превосходной устойчивости к HIC, при котором длина участка пористости в зоне осевой ликвации контролируется до определенного или меньшего уровня с тем, чтобы противостоять концентрированию легирующих элементов в зоне осевой ликвации и вызванному этой концентрацией увеличению твердости.
Патентный источник 9 раскрывает способ обеспечения превосходной устойчивости к HIC посредством ограничения верхнего предела размера включений, связанных с S, N и О и NbTiCN, образованных в зоне осевой ликвации, и контроля химической композиции и условий нагревания сляба для контроля размера в пределах такого диапазона. Патентный источник 10 раскрывает способ обеспечения превосходной устойчивости к HIC посредством снижения содержания Nb до уровня менее 0,01% с тем, чтобы сдерживать образование NbCN, который служит стартовой точкой HIC в зоне осевой ликвации.
Патентный источник 11 раскрывает способ обеспечения превосходных результатов испытания падающим грузом (DWTT) и устойчивости к HIC толстостенной, высокопрочной магистральной трубы, при котором температура нагревания во время повторного нагревания сляба контролируется до температуры, которая позволяет NbCN растворяться в слябе с подавлением огрубления аустенитных зерен. Патентные источники 12 и 13 раскрывают способ обеспечения превосходной устойчивости к HIC, при котором соотношение элементов в композиции Са-Al-O является оптимизированным в целях оптимизации морфологии Са, добавляемого для сдерживания образования MnS, другими словами, для образования тонкого сферического Са и, таким образом, подавления HIC, которое начинается от кластеров Са и крупных TiN.
Патентный источник 14 раскрывает способ обеспечения превосходной устойчивости к HIC, при котором С/Mn и общее снижение температурных диапазонов отсутствия рекристаллизации принимается во внимание при определении нижнего предела начальной температуры ускоренного охлаждения с тем, чтобы подавить образование полосчатых микроструктур. Патентные источники 15 и 16 раскрывают способ обеспечения превосходной устойчивости к HIC, при котором повышается температура чистовой прокатки для подавления ухудшения способности микроструктур останавливать распространение HIC, вызываемое кристаллическими зернами, планаризованными прокаткой, в температурном диапазоне отсутствия рекристаллизации.
Патентный источник 17 раскрывает способ обеспечения превосходной устойчивости к HIC посредством оптимизации ускоренного охлаждения и применения быстрого нагревания в реальном масштабе времени с тем, чтобы получить микроструктуру, в которой тонкодисперсные осадки являются диспергированными в ферритной структуре и, таким образом, достичь как снижения твердости поверхности посредством стимулирования образования на поверхности феррита, так и высокой прочности посредством дисперсионного упрочнения. Патентные источники 18-20 раскрывают способ обеспечения прочности и устойчивости к HIC, подобный способу, раскрытому в патентном источнике 17, посредством образования в основном бейнитной микроструктуры.
Патентные источники 22-25 раскрывают способ обеспечения превосходной устойчивости к HIC, при котором выполняется быстрое нагревание в производственном процессе с применением индукционного нагревателя после быстрого охлаждения, так чтобы скорректировать микроструктуру и распределение твердости в направлении по толщине стального листа.
В патентном источнике 22 указывается, что способность останавливать распространение HIC увеличивается при подавлении образования в микроструктуре MA, а также обеспечением однородности распределения твердости в направлении по толщине листа. Патентный источник 23 описывает, что высокая прочность и устойчивость к HIC обеспечиваются посредством регулирования композиции таким образом, чтобы подавлялась ликвация и было возможным дисперсионное упрочнение, а также посредством образования двухфазной ферритно-бейнитной микроструктуры, в которой различия в твердости в пределах этой микроструктуры являются небольшими.
Патентный источник 24 описывает, что композиция регулируется таким образом, чтобы концентрации соответствующих легирующих элементов снижались в зоне осевой ликвации с тем, чтобы таким образом уменьшить твердость в зоне осевой ликвации для образования участка поверхности стального листа, состоящего из металлографической микроструктуры из бейнита или смешанной микроструктуры из бейнита и феррита, а также чтобы скорректировать объемную долю МА до 2% или менее.
Патентный источник 25 раскрывает способ обеспечения превосходной стойкости к HIC посредством сдерживания упрочнения участка осевой ликвации и снижения поверхностной твердости. При этом способе скорость охлаждения центра стального листа в направлении по его толщине во время ускоренного охлаждения устанавливается таким образом, чтобы на начальном этапе охлаждения этот лист охлаждался до температуры поверхности 500°С или менее при поддержании низкой скорости охлаждения с последующим увеличением скорости охлаждения для охлаждения листа до конечной температуры, при которой достигается требуемая прочность.
Список цитируемых документов
Патентные источники.
PTL 1 - Нерассмотренная патентная заявка Японии, публикация №2009-221534.
PTL 2 - Нерассмотренная патентная заявка Японии, публикация №2010-77492.
PTL 3 - Нерассмотренная патентная заявка Японии, публикация №2009-133005.
PTL 4 - Нерассмотренная патентная заявка Японии, публикация №6-220577.
PTL 5 - Нерассмотренная патентная заявка Японии, публикация №2003-13175.
PTL 6 - Нерассмотренная патентная заявка Японии, публикация №2010-209461.
PTL 7 - Нерассмотренная патентная заявка Японии, публикация №2011-63840.
PTL 8 - Нерассмотренная патентная заявка Японии, публикация №2010-209460.
PTL 9 - Нерассмотренная патентная заявка Японии, публикация №2006-63351.
PTL 10 - Нерассмотренная патентная заявка Японии, публикация №2011-1607.
PTL 11 - Нерассмотренная патентная заявка Японии, публикация №2010-189722.
PTL 12 - Нерассмотренная патентная заявка Японии, публикация №10-8196.
PTL 13 - Нерассмотренная патентная заявка Японии, публикация №2009-120899.
PTL 14 - Нерассмотренная патентная заявка Японии, публикация №2010-189720.
PTL 15 - Нерассмотренная патентная заявка Японии, публикация №9-324216.
PTL 16 - Нерассмотренная патентная заявка Японии, публикация №9-324217.
PTL 17 - Нерассмотренная патентная заявка Японии, публикация №2003-226922.
PTL 18 - Нерассмотренная патентная заявка Японии, публикация №2004-3014.
PTL 19 - Нерассмотренная патентная заявка Японии, публикация №2004-3015.
PTL 20 - Нерассмотренная патентная заявка Японии, публикация №2005-60820.
PTL 21 - Нерассмотренная патентная заявка Японии, публикация №2005-60837.
PTL 22 - Нерассмотренная патентная заявка Японии, публикация №2008-56962.
PTL 23 - Нерассмотренная патентная заявка Японии, публикация №2008-101242.
PTL 24 - Нерассмотренная патентная заявка Японии, публикация №2009-52137.
PTL 25 - Нерассмотренная патентная заявка Японии, публикация №2000-160245.
Краткое описание существа изобретения
Техническая задача.
Толстостенные высокопрочные магистральные трубы для высокосернистого газа подвергаются большим деформациям во время холодной обработки, такой как процесс UOE и процесс гибки труб с использованием пресса. Кроме этого, поскольку для гарантирования прочности добавляются большие количества легирующих элементов, поверхностная твердость характеризуется тенденцией к возрастанию вследствие разницы в скорости охлаждения между поверхностью и центром листа в направлении по его толщине во время ускоренного охлаждения (чем толще лист, тем больше разница). Соответственно, особенной проблемой являются проявления HIC вблизи поверхности.
Однако в патентных источниках 1-21 не упоминаются способы преодоления HIC, которое возникает в поверхностном слое толстостенной, высокопрочной магистральной трубы для высокосернистого газа. Целью изобретения в патентных источниках 22-25 является предотвращение HIC, которое возникает вблизи поверхностного слоя, отвержденного с помощью ускоренного охлаждения и других подобных способов. Однако исследований влияния включений, присутствующих вблизи поверхности, не проводилось. Эти включения вовлечены в возникновение HIC в зоне осевой ликвации. Таким образом, раскрытые в этих патентных источниках технологии могут быть недостаточными для подавления HIC, возникающего вблизи поверхности.
Кроме этого, толстостенные высокопрочные магистральные трубы для высокосернистого газа в настоящее время изготавливаются из стали с низким содержанием О и сверхнизким содержанием S. Однако влияние использования такой стали на HIC не было исследовано в полной мере.
Цель настоящего изобретения состоит в обеспечении толстостенной высокопрочной магистральной трубы для высокосернистого газа, при этом такая труба имеет толщину 20 мм или более и обладает превосходной устойчивостью к HIC, возникающему вблизи поверхности.
Решение задачи.
Для получения информации об устойчивости к HIC толстостенных высокопрочных магистральных труб для высокосернистого газа, изготовленных из стали с низким содержанием О и сверхнизким содержанием S, авторы настоящего изобретения провели изучение HIC, возникающего в различных точках в направлении по толщине стенки сварных стальных труб, имеющих толщину стенки 20 мм или более и однородную бейнитную микроструктуру. Авторы изобретения получили следующие результаты.
1. Даже для толстостенных, сварных стальных труб, имеющих толщину стенки 20 мм или более, является эффективным регулирование твердости в зоне осевой ликвации до 250 Hv0.05 или менее, и подавление образования MnS в целях сдерживания HIC, возникающего в зоне осевой ликвации.
2. Возникновение MnS сильно коррелирует с ACRM в выражении представленного ниже уравнения, и корректировка ACRM до 1,0 или более может подавлять образование MnS в зоне осевой ликвации:
ACRM=(Са-(1,23O-0,000365))/(1,25S),
где Са, О и S, соответственно, представляют содержание Са, содержание О и содержание S в мас.%.
3. Возникновение HIC в зоне накопления включений, генерируемой в установках непрерывного литья вертикального типа с изгибом сляба, может быть подавлено посредством корректировки ACRM до 4,0 или меньшего значения, поскольку может сдерживать образование Са кластеров.
4. Возникновение HIC вблизи поверхности невозможно объяснить только твердостью поверхности, и большое влияние оказывает состояние пор и включений, которые возникают вблизи поверхности.
5. Исследование поверхностей изломов HIC, возникающего вблизи поверхности, продемонстрировало, что исходными точками возникновения HIC являются поры и кластеры СаО, которые имеют главную ось длиной 200 мкм или более. HIC возникают из этих пор и включений, когда твердость вблизи поверхности превышает 220 Hv10. HIC также появляется, когда главная ось пор и включений превышает 1,5 мм, несмотря на твердость вблизи поверхности в 220 Hv10 или менее.
6. Суммируя: для подавления возникновения HIC вблизи поверхности необходимо применять следующее: а) должно быть подавлено возникновение вблизи поверхности пор и включений с главной осью длиной 200 мкм или более; или b) твердость вблизи поверхности должна быть отрегулирована до 220 Hv10 или менее с одновременным подавлением пор и включений, имеющих вблизи поверхности главную ось 1,5 мм или длиннее.
7. Достичь а) можно путем сохранения пор и крупных кластеров в стали во время процесса производства стали. Однако, чтобы не позволить крупным кластерам (включениям) сохраняться в стали, необходимо преднамеренно оставить в ней поры для ускорения флотации включений. Это требует точного и сбалансированного контроля процесса производства стали и существует высокая вероятность того, что не удастся достичь достаточной стабильности производства.
Кроме этого, для гарантированного обнаружения пор вблизи поверхности и включений с главной осью длиной 200 мкм или более, необходимо применение высокочувствительных способов контроля. Однако это не является практичным.
8. В случае b) является возможным подавление возникновения HIC, если твердость поверхности может быть снижена во время процесса производства стального листа с тем, чтобы снизить твердость вблизи поверхности до 220 Hv10 или менее после изготовления трубы. Относительно несложно обнаружить поры и включения с размерами 1,5 мм или более.
9. Твердость поверхности стальной сварной трубы может быть отрегулирована до 220 Hv10 или менее без выполнения последующих процессов после ускоренного охлаждения, если скорость охлаждения стального листа с 700°С до 600°С в положении 1 мм от поверхности сварной стальной трубы (положение 1 мм ниже поверхности) может контролироваться до значения в 120°С/с или менее, при условии того, что труба имеет соотношение Т (толщина трубы) /D (диаметр трубы) на уровне 0,02 или более.
HIC под поверхностью становится проблемным только для толстостенных материалов и такой проблемы не наблюдается у труб с толщиной стенок менее 20 мм. Таким образом, объектом настоящего изобретения являются трубы с толщиной 20 мм или более и, в частности, 25 мм или более.
Чем больше толщина стенки и меньше внешний диаметр, тем больше напряжение, прикладываемое во время изготовления трубы, и больше вероятность возникновения HIC вблизи поверхности. Если соотношение T/D превышает 0,045, предотвращение возникновения HIC вблизи поверхности оказывается невозможным вследствие увеличения твердости и ухудшения устойчивости к HIC из-за напряжений вблизи поверхности. Таким образом, объектом настоящего изобретения являются стальные трубы с соотношением T/D на уровне 0,045 или менее.
Настоящее изобретение было сделано на основе приведенных выше данных и результатов дальнейших исследований. Другими словами, настоящее изобретение включает следующее:
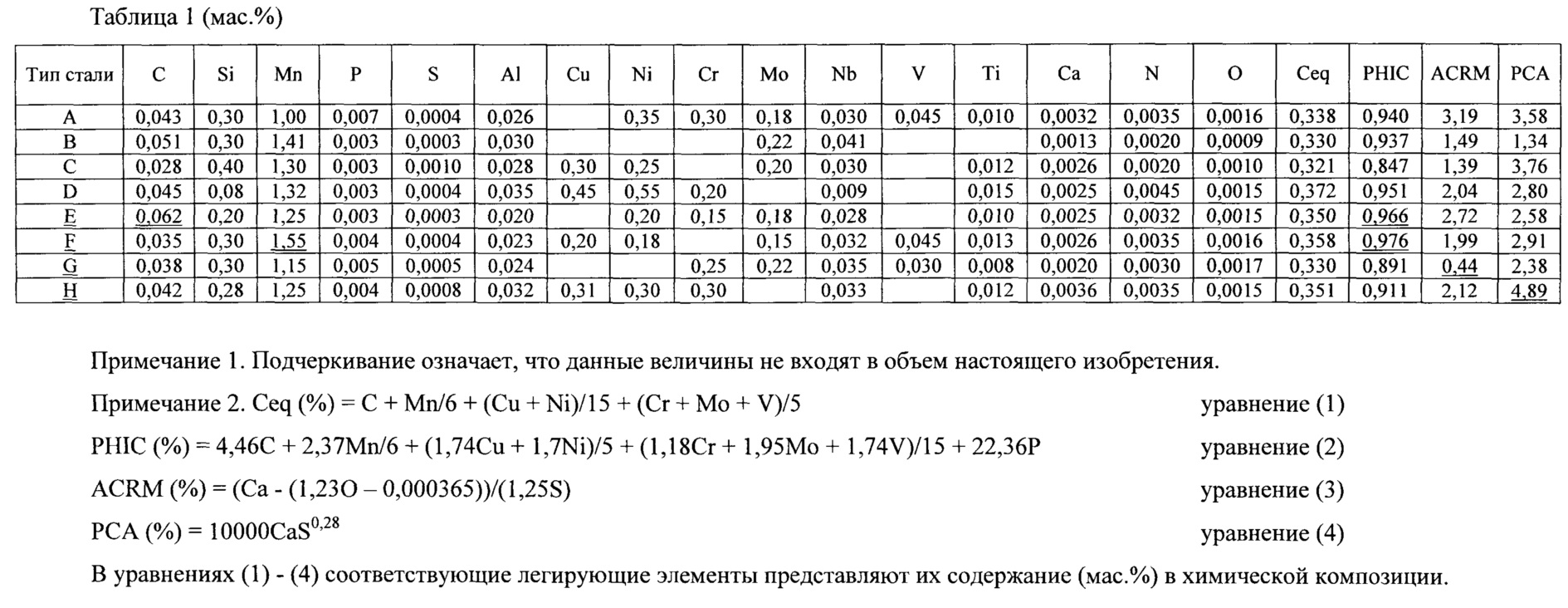
(1) Толстостенная высокопрочная магистральная труба для высокосернистого газа, в которой химическая композиция основного металла стальной трубы содержит в мас.%: С: 0,020-0,060%, Si: 0,50% или менее, Mn: 0,80-1,50%, Р: 0,008% или менее, S: 0,0015% или менее, Al: 0,080% или менее, Nb: 0,005-0,050%, Са: 0,0010-0,0040%, N: 0,0080% или менее, О: 0,0030%) или менее, остальное Fe и неизбежные примеси; Ceq выраженное уравнением (1) составляет 0,320 или более, PHIC выраженное уравнением (2) составляет 0,960 или менее, ACRM выраженное уравнением (3) составляет от 1,00 до 4,00 и РСА выраженное уравнением (4) составляет 4,00 или менее; микроструктура в направлении по толщине трубы содержит 90% или более бейнита в области, которая простирается от положения 2 мм от внутренней поверхности до положения 2 мм от внешней поверхности; твердость в направлении по толщине трубы распределена таким образом, что твердость области, отличной от зоны осевой ликвации, составляет 220 Hv10 или менее, а твердость зоны осевой ликвации составляет 250 Hv0,05 или менее; длина главных осей пор, включений и кластеров включений, присутствующих на участке, который продолжается от положения 1 мм от внутренней поверхности до положения 3/16 толщины (Т) трубы, и на участке, который продолжается от положения 1 мм от внешней поверхности до положения 13/16 толщины (Т) трубы в направлении по толщине трубы, составляет 1,5 мм или менее:




где соответствующие легирующие элементы в уравнениях (1)-(4) представляют их содержание (мас.%) в химической композиции.
(2) Толстостенная высокопрочная магистральная труба для высокосернистого газа согласно п. (1), в которой химическая композиция основного металла стальной трубы дополнительно содержит в мас.% по меньшей мере один элемент, выбранный из Cu: 0,50% или менее, Ni: 1,00% или менее, Cr: 0,50% или менее, Мо: 0,50% или менее, V: 0,100% или менее и Ti: 0,030%) или менее.
(3) Толстостенная высокопрочная магистральная труба для высокосернистого газа согласно п.п. (1) или (2), в которой толщина трубы составляет 20 мм или более и T/D составляет 0,045 или менее (Т - толщина трубы (мм), a D - диаметр трубы (мм)).
(4) Способ производства толстостенной высокопрочной магистральной трубы для высокосернистого газа, который включает повторное нагревание сляба, полученного способом непрерывной разливки и имеющего химическую композицию по п. (1) или (2), до 1000-1150°С; горячую прокатку повторно нагретого сляба со степенью суммарного обжатия 40-90% в температурном диапазоне отсутствия рекристаллизации; выполнение ускоренного охлаждения от температуры поверхности Ar3-t°C или более (где t означает толщину листа (мм)) до температуры в диапазоне 350-550°С, в котором охлаждение от температуры 700°С до 600°С выполняют со средней скоростью охлаждения 120°С/с или менее на участке, который простирается от положения 1 мм от лицевой поверхности до положения 3/16 толщины листа и на участке, который простирается от положения 1 мм от задней поверхности до положения 13/16 толщины листа в направлении по толщине листа, и со скоростью охлаждения 20°С/с или более в центре в направлении по толщине листа; проведение холодной обработки для изгиба полученного в результате листа в трубу; и сваривание встык двух краев для получения сварной стальной трубы.
(5) Способ производства толстостенной высокопрочной магистральной трубы для высокосернистого газа по п. (4), в котором после горячей прокатки непосредственно перед ускоренным охлаждением выполняют удаление окалины с поверхности стального листа при нагнетаемом давлении 1 МПа или более.
(6) Способ производства толстостенной высокопрочной магистральной трубы для высокосернистого газа по п. (4) или (5), в котором толщина трубы составляет 20 мм или более и T/D составляет 0,045 или менее (Т - толщина трубы (мм), a D - диаметр трубы (мм)).
(7) Способ оценки устойчивости к HIC толстостенной высокопрочной магистральной трубы для высокосернистого газа, в котором после изготовления сварной стальной трубы с применением способа по любому одному из пп. (4)-(6) вырезают образцы основного металла стальной трубы и с помощью зонда с частотой 20 МГц или более, выполняют ультразвуковую дефектоскопию участка, простирающегося от положения 1 мм от внутренней поверхности до положения 3/16 толщины трубы, и участка, простирающегося от положения 1 мм от внешней поверхности до положения 13/16 толщины трубы в направлении по толщине трубы; при этом данную ультразвуковую дефектоскопию выполняют для области с площадью по меньшей мере 200 мм2 в круговом направлении трубы и продольном направлении для обнаружения наличия или отсутствия значений индикации, показывающих 1,5 мм или более.
Полезный эффект изобретения
Настоящее изобретение обладает высокой применимостью в производственных условиях, поскольку может быть создана толстостенная высокопрочная магистральная труба для высокосернистого газа, имеющая толщину 20 мм или более и превосходную устойчивость к HIC в различных положениях в направлении по толщине трубы, а также способ ее производства.
Описание воплощений
Далее описываются химическая композиция, микроструктура и распределение твердости основного металла стальной толстостенной высокопрочной магистральной трубы для высокосернистого газа согласно настоящему изобретению.
Химическая композиция. Ниже в описании "%" означают массовые проценты.
С: от 0,020 до 0,060%.
Углерод (С) обнаруживается в высоких концентрациях в области осевой ликвации и ускоряет ликвацию других элементов в области осевой ликвации. Таким образом, с точки зрения обеспечения устойчивости к HIC, является предпочтительным низкое содержание С на уровне 0,060% или менее. Поскольку С является элементом, имеющим низкую стоимость, и является эффективным для увеличения прочности, содержание С для основного металла составляет 0,020% или более и предпочтительно от 0,025 до 0,055%, что позволяет обеспечить достаточную прочность.
Si: 0,50% или менее.
Кремний (Si) является элементом, применяемым для раскисления; он включается в композицию, поскольку снижает количество включений и вносит вклад в увеличение прочности. При содержании Si выше 0,50% значительно ухудшается вязкость зоны термического влияния HAZ и, соответственно, свариваемость. Таким образом, верхний предел содержания Si составляет 0,50%. Содержание Si предпочтительно составляет 0,40% или менее и более предпочтительно находится в диапазоне от 0,05 до 0,40%.
Mn: от 0,80 до 1,50%.
Марганец (Mn) обнаруживается в особенно высоких концентрациях в зоне осевой ликвации и увеличивает твердость в зоне осевой ликвации. Таким образом, содержание Mn является относительно низким для того, чтобы обеспечить устойчивость к HCI. Поскольку твердость зоны осевой ликвации становится высокой и при концентрации Mn выше 1,50% невозможно обеспечить устойчивость к HIC, несмотря на корректировку содержания других легирующих элементов, т.е. верхний предел содержании марганца установлен на уровне 1,50%. При этом Mn имеет низкую стоимость, участвует в увеличении прочности и подавляет образование феррита во время охлаждения. Для достижения этих эффектов необходимо добавление Mn в количестве 0,80% или более. Более предпочтительно содержание Mn составляет от 1,00 до 1,50%.
Р: 0,008% или менее.
Фосфор (Р) обнаруживается в особенно высоких концентрациях в зоне осевой ликвации и значительно увеличивает твердость в зоне осевой ликвации. Соответственно, предпочтительное содержание Р должно быть нанастолько низким, насколько возможно. Однако снижение содержания Р увеличивает стоимость производства стали и, таким образом, допустимый уровень содержания Р устанавливается вплоть до 0,008%. Более предпочтительно содержание Р составляет 0,006% или менее.
S: 0,0015% или менее.
Сера (S) обнаруживается в особенно высокой концентрации в зоне осевой ликвации, образует соединение MnS в зоне осевой ликвации и значительно ухудшает устойчивость к HIC. Таким образом, предпочтительное содержание S должно быть нанастолько низким, насколько это возможно. Поскольку снижение содержания S увеличивает стоимость производства стали, допустим уровень содержания S вплоть до 0,0015%. Более предпочтительно содержание S составляет 0,0008% или менее.
Al: 0,080% или менее.
Алюминий (Al) является существенным элементом для снижения количества включений посредством раскисления. Однако содержание Al на уровне выше 0,08% создает такие проблемы, как ухудшение вязкости HAZ, ухудшение свариваемости, а также происходит закупорка оксидом алюминия погружных разливочных стаканов во время осуществления процесса непрерывной разливки. Таким образом, верхний предел равен 0,08%. Предпочтительно содержание Al составляет 0,05% или менее.
Nb: от 0,005 до 0,050%.
Ниобий (Nb), если он существует в виде растворенного Nb, расширяет температурный диапазон отсутствия рекристаллизации во время регулируемой прокатки и вносит свой вклад в поддержание вязкости основного металла. Для обеспечения таких эффектов необходимо добавление Nb в количестве по меньшей мере 0,005% или более. С другой стороны, Nb обнаруживается в высоких концентрациях в зоне осевой ликвации и осаждается в виде крупных зерен NbCN или NbTiCN во время затвердевания, выступая, таким образом, в качестве исходных точек HIC и ухудшает устойчивость к HIC. Таким образом, верхний предел содержания Nb составляет 0,05%. Более предпочтительным значением содержания Nb является от 0,010 до 0,040%.
Са: от 0,0010 до 0,0040%.
Кальций (Са) подавляет образование MnS в зоне осевой ликвации и увеличивает устойчивость к HIC. Для достижения этих эффектов Са необходим в количестве по меньшей мере 0,0010% или более. При избыточном добавлении Са образуются кластеры СаО вблизи поверхности или в зоне накопления включений, что снижает устойчивость к HIC. Соответственно, верхний предел равен 0,0040%.
N: 0,0080% или менее.
Азот (N) является элементом неизбежных примесей, но не ухудшает вязкость основного металла или устойчивость к HIC, пока содержание N составляет 0,0080% или менее. Таким образом, верхний предел равен 0,0080%.
О: 0,0030% или менее.
Кислород (О) является элементом неизбежных примесей и ухудшает устойчивость к HIC под поверхностью или в области накопления включений, возникающих вследствие увеличения количества Al2O3 и СаО. Таким образом, предпочтительно низкое содержание О. Однако снижение содержания О увеличивает затраты на производство стали. Таким образом, допустимое содержание О составляет вплоть до 0,0030%. Более предпочтительно содержание О составляет 0,0020% или менее.
Ceq (%): 0,320 или более.
Углеродный эквивалент (Ceq) (%) является индикатором количества легирующих элементов, необходимых для гарантирования прочности основного металла толстостенной, высокопрочной магистральной трубы для сернистого газа и устанавливается на уровне 0,320 или менее. Верхний предел специальным образом не ограничивается, но предпочтительно составляет 0,400 или менее с точки зрения свариваемости. Ceq (%) определяется по следующей формуле:
Ceq (%)=С+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5,
где соответствующие легирующие элементы обозначают их содержание (в мас.%) в химической композиции.
PHIC (%): 0,960 или менее.
PHIC (%) является параметром степени твердости зоны осевой ликвации. При увеличении значения PHIC увеличивается твердость зоны осевой ликвации и ускоряется возникновение HIC в центре в направлении по толщине трубы. До тех пор, пока значение PHIC (%) составляет 0,960 или менее, возможно регулирование твердости области осевой ликвации до 250 Hv0,05 или менее и может поддерживаться устойчивость к HIC. Таким образом, верхний предел равен 0,960. Более предпочтительно PHIC составляет 0,940 или менее. PHIC (%) определяется по следующей формуле:
PHIC (%)=4,46С+2,37Mn/6+(1,74Cu+1,7Ni)/5+(1,18Cr+1,95Мо+1,74V)/15+22,36Р,
где соответствующие легирующие элементы обозначают их содержание (в мас.%) в химической композиции.
ACRM (%): от 1,00 до 4,00.
ACRM (%) является индикатором для количественного определения воздействия Са на контроль морфологии MnS. При значении ACRM (%) на уровне 1,00 или более образование MnS в зоне осевой ликвации подавляется, а также подавляется возникновение HIC в центре в направлении по толщине трубы. При значении ACRM (%) выше 4,00 легко образуются кластеры СаО и легко происходит HIC. Таким образом, верхний предел равен 4,00. Более предпочтительно ACRM (%) находится в пределах от 1,00 до 3,50. ACRM (%) определяется по следующей формуле:
ACRM (%)=(Са-(1,23O-0,000365))/(1,25S),
где соответствующие легирующие элементы обозначают их содержание (в мас.%) в химической композиции.
PC А (%): 4,00 или менее.
РСА (%) является индикатором предельного значения для образования кластеров СаО по Са. Если РСА (%) превышает 4,00, легко образуются кластеры СаО и вероятно возникновение HIC вблизи поверхности и в области накопления включений. Таким образом, верхний предел составляет 4,00. РСА (%) определяется по следующей формуле:
РСА (%)=10000CaS0,28,
где соответствующие легирующие элементы обозначают их содержание (в мас.%) в химической композиции.
Указанные выше элементы являются основными элементами композиции толстостенной, высокопрочной магистральной трубы для высокосернистого газа согласно настоящему изобретению, остальное представлено железом (Fe) и неизбежными примесями. В настоящем изобретении магистральная труба с точки зрения улучшения прочности основного металла и вязкости HAZ может содержать по меньшей мере один из следующих легирующих элементов:
Cu: 0,50% или менее.
Медь (Cu) способствует увеличению прочности основного металла, но также является элементом, который в высоких концентрациях обнаруживается в области осевой ликвации. Таким образом, необходимо избегать чрезмерного внесения Cu. Если содержание Cu превышает 0,50%, ухудшаются свариваемость и вязкость HAZ. Таким образом, в случае необходимости добавления Cu, предельное содержание Cu составляет 0,50%.
Ni: 1,00% или менее.
Никель (Ni) способствует увеличению прочности основного металла, но также является элементом, который в высоких концентрациях обнаруживается в области осевой ликвации. Таким образом, необходимо избегать чрезмерного внесения Ni. Если содержание Ni превышает 1,00%, ухудшается свариваемость; кроме того, Ni является дорогим элементом. Таким образом, в случае необходимости добавления Ni, предельное содержание Ni составляет 1,00%.
Cr: 0,50%) или менее.
Хром (Cr) способствует увеличению прочности основного металла, но также является элементом, который в высоких концентрациях обнаруживается в области осевой ликвации. Таким образом, необходимо избегать чрезмерного внесения Cr. Если содержание Cr превышает 0,50%, ухудшаются свариваемость и вязкость HAZ. Таким образом, в случае необходимости добавления Cr, предельное содержание Cr составляет 0,50%.
Мо: 0,50% или менее.
Молибден (Мо) способствует увеличению прочности основного металла, но также является элементом, который в высоких концентрациях обнаруживается в области осевой ликвации. Таким образом, необходимо избегать чрезмерного внесения Мо. Если содержание Мо превышает 0,50%, ухудшаются свариваемость и вязкость HAZ. Таким образом, в случае необходимости добавления Мо, предельное содержание Мо составляет 0,50%.
V: 0,100% или менее.
Ванадий (V) способствует увеличению прочности основного металла, но также является элементом, который в высоких концентрациях обнаруживается в области осевой ликвации. Таким образом, необходимо избегать чрезмерного внесения V. Если содержание V превышает 0,100%, ухудшаются свариваемость и вязкость HAZ. Таким образом, в случае необходимости добавления V, предельное содержание V составляет 0,100%.
Ti: 0,030% или менее.
Титан (Ti) образует TiN и поэтому снижает количество растворенного N, препятствует ухудшению вязкости основного металла и улучшает вязкость HAZ. Однако внесение чрезмерного количества Ti вызывает образование NbTiCN в области осевой ликвации и ухудшает устойчивость к HIC. Таким образом, в случае необходимости добавления Ti, предельное содержание Ti составляет 0,030%.
Микроструктура.
Что касается микроструктуры основного металла стальной трубы, то по меньшей мере на участке, который простирается от положения 2 мм от внутренней поверхности до положения 2 мм от внешней поверхности в направлении по толщине трубы, микроструктура регулируется таким образом, чтобы содержать 90% бейнита или более. Внутренней поверхностью является поверхность на внутренней стороне стальной трубы, а внешней поверхностью является поверхность на внешней стороне стальной трубы.
Микроструктура основного металла стальной трубы для предотвращения возникновения HIC предпочтительно является однофазной структурой и предпочтительно является бейнитной однофазной микроструктурой, поскольку бейнитная структура необходима для обеспечения требуемой прочности толстостенных, высокопрочных магистральных труб для высокосернистого газа.
Фракция бейнитной структуры (площадь фракции) предпочтительно равна 100%. Однако добавление менее 10% по меньшей мере одного, выбранного из феррита, цементита и МА, не влияет на предотвращение HIC. Таким образом, фракция бейнитной структуры (площадь фракции) устанавливается на уровне 90% или более, более предпочтительно на уровне 95% или более.
Распределение твердости.
В распределении твердости в направлении толщины трубы твердость области, отличной от области осевой ликвации, составляет 220 Hv10 или менее, а твердость области осевой ликвации составляет 250 Hv0,05 или менее.
В толстостенной высокопрочной магистральной трубе HIC вблизи поверхности представляет проблему и, таким образом, твердость поверхности предпочтительно является низкой. До тех пор, пока максимальная длина включений и пор вблизи поверхности составляет 1,5 мм или менее, возникновение HIC вблизи поверхности может быть подавлено посредством регулирования твердости участка трубы вблизи поверхности до 220 Hv10 или менее, и более предпочтительно до 210 Hv10 или менее.
Возникновение HIC в зоне осевой ликвации может быть подавлено в стали, имеющей описанную выше композицию, если твердость области осевой ликвации составляет 250 Hv0,05 или менее. Таким образом, верхний предел устанавливается на уровне 250 Hv0,05.
Поры и включения вблизи поверхности.
Главные оси пор, включений и кластеров включений, присутствующих на участке, который простирается от положения 1 мм от внутренней поверхности до положения 3/16 толщины (Т) трубы и на участке, который простирается от положения 1 мм от внешней поверхности до положения 13/16 толщины (Т) трубы в направлении по толщине трубы, равны 1,5 мм или менее.
HIC вблизи поверхности возникают, когда присутствует один или более элементов, выбранных из пор, включений и кластеров включений (кластеры СаО). Когда твердость металла вблизи поверхности снижается до 220 Hv10 или менее, и более предпочтительно до 210 Hv10 или менее, а также когда размер главных осей кластеров СаО и пор составляет 1,5 мм или менее, устойчивость к HIC не нарушается. Измерение включений может быть выполнено любыми способами, такими как исследование под микроскопом сечения вблизи поверхности или методами неразрушающего контроля. Однако, при необходимости измерения объектов, имеющих большой объем, предпочтительной методикой неразрушающего контроля является ультразвуковая дефектоскопия.
При выполнении ультразвуковой дефектоскопии вырезают образец из основного металла стальной трубы и выполняют измерение тех же участков образца, в которых возникают HIC вблизи поверхности (участок, который простирается от положения 1 мм от внутренней поверхности до положения 3/16 по толщине (Т) трубы, и участок, который простирается от положения 1 мм от внешней поверхности в направлении по толщине трубы до положения 13/16 по толщине (Т) трубы, в направлении по толщине трубы). Измерения выполняются с помощью зонда с частотой 20 МГц или более на участке с площадью по меньшей мере 200 мм в круговом направлении трубы и продольном направлении для подтверждения отсутствия значений индикации, показывающих 1,5 мм или более.
Для обнаружения включений с размером 1,5 мм или более необходимо применение датчика с частотой 20 МГц или более. Предварительно выполняется дефектоскопия имитирующего материала, имеющего такую же толщину, как и образец, вырезанный из основного металла стальной трубы, в котором образуются 1,5 мм поры. Затем выполняется дефектоскопия образца, вырезанного из основного металла стальной трубы. Если отраженный сигнал от образца выше, чем отраженный сигнал от имитирующего материала, считается, что образец содержит включения с размером 1,5 мм или более.
Способ производства основного металла стальной трубы.
Далее описывается предпочтительный способ производства толстостенной, высокопрочной магистральной трубы для высокосернистого газа согласно настоящему изобретению.
Температура нагревания сляба: от 1000 до 1150°С.
Прочность увеличивается при высокой температуре нагревания сляба, но ухудшается вязкость. Таким образом, для получения требуемой прочности и вязкости необходимо установить температуру нагревания сляба в оптимальном диапазоне. При температуре нагревания сляба менее 1000°С невозможно получить растворенный Nb и оба параметра, как прочность, так и вязкость, ухудшаются. Таким образом, нижний предел равен 1000°С. При температуре нагревания сляба выше 1150°С в области осевой ликвации образуются крупные зерна NbCN, далее агрегируются и укрупняются, снижая устойчивость к HIC. Таким образом, верхний предел равен 1150°С.
Степень общего обжатия в температурном диапазоне отсутствия рекристаллизации: от 40 до 90%.
Прокатка в температурном диапазоне отсутствия рекристаллизации оказывает на микроструктуру планаризующий эффект и улучшает вязкость основного металла. Для обеспечения этих эффектов необходимая степень обжатия составляет 40% или более и, таким образом, нижний предел устанавливается равным 40%. При степени обжатия более 90% эффект улучшения вязкости основного металла уже достигает насыщения, т.е. не увеличивается, и способность останавливать распространение HIC ухудшается. Таким образом, верхний предел равен 90%. Степень общего обжатия более предпочтительно находится в диапазоне от 60 до 85%.
Температура начала процесса ускоренного охлаждения: Ar3-t°C или более (где t представляет толщину листа (мм)) относительно температуры поверхности стального листа.
Для создания однородной бейнитной микроструктуры температура начала ускоренного охлаждения составляет Ar3-t°C или более (где t толщина листа (мм)) и более предпочтительно Ar3-t/2°C или более (где t толщина листа (мм)).
Температура остановки процесса ускоренного охлаждения: от 350 до 550°С относительно температуры поверхности стального листа.
Чем ниже температура остановки процесса ускоренного охлаждения, тем выше прочность. Однако при температуре остановки процесса ускоренного охлаждения ниже 350°С происходит образование прослойки МА в бейните. Кроме этого, происходит мартенситное превращение в области осевой ликвации, что вызывает возникновение HIC. Если температура остановки процесса охлаждения превышает 550°С, часть непреобразованного аустенита превращается в МА и вызывает возникновение HIC. Таким образом, верхний предел равен 550°С.
Средняя скорость охлаждения при ускоренном охлаждении: 120°С/с или менее вблизи поверхности и 20°С/с или более в центре листа в направлении по толщине.
Когда скорость охлаждения приповерхностной области при ускоренном охлаждении является высокой, твердость поверхности увеличивается и легко образуется HIC. Для того чтобы скорректировать твердость поверхности до 220 Hv10 или ниже после изготовления трубы, необходима скорость охлаждения области вблизи поверхности на уровне 120°С/с или менее. Таким образом, верхний предел равен 120°С/с. В настоящем документе термин «приповерхностный» относится к участку, который простирается от положения 1 мм от внутренней поверхности до положения 3/16 толщины трубы (t), и к участку, который простирается от положения 1 мм от внешней поверхности до положения 13/16 толщины трубы (t) в направлении по толщине трубы.
Чем выше скорость охлаждения в центре в направлении по толщине, тем выше прочность основного металла. Для получения требуемой прочности толстостенного материала скорость охлаждения в центре в направлении по толщине устанавливается на уровне 20°С/с или более.
Скорость охлаждения локальных участков вблизи поверхности иногда увеличивается, если на поверхности остается толстая окалина. Для устойчивого снижения твердости поверхности предпочтительно удаление окалины посредством струйной очистки под давлением 1 МПа или более непосредственно перед выполнением ускоренного охлаждения. До тех пор пока удовлетворяются описанные выше композиция и способ производства, является возможным получение прочности и свойств DWTT, требуемых для материала магистральных трубопроводов, а также обеспечение превосходной устойчивости к HIC.
Примеры
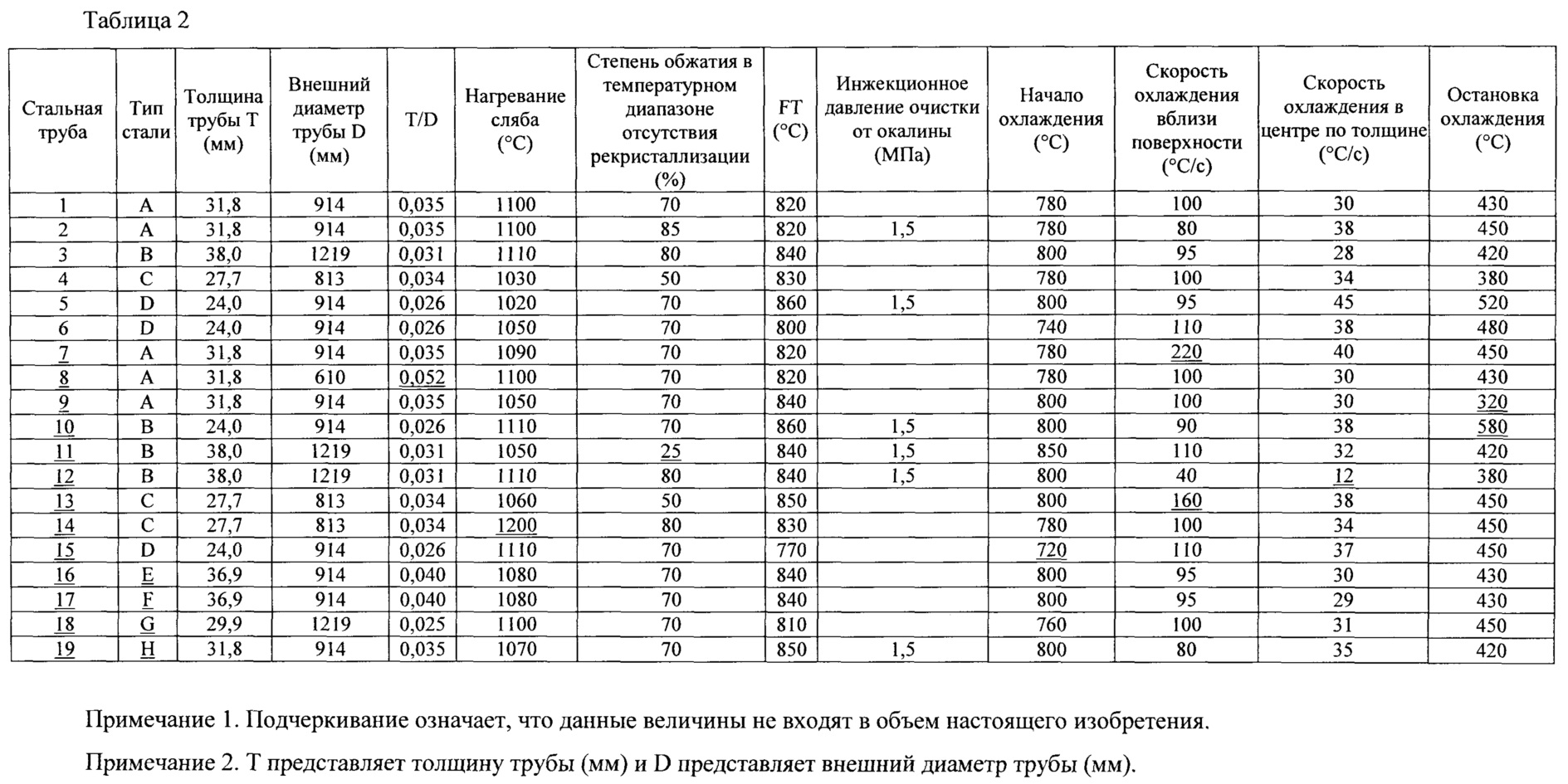
Стали с химическими композициями, показанными в таблице 1, были получены в форме слябов посредством непрерывного литья. Эти слябы были повторно нагреты, подвергнуты горячей прокатке и ускоренному охлаждению в условиях, представленных в таблице 2, а после этого охлаждены на воздухе. Полученная толстолистовая сталь формовалась в сварные стальные трубы посредством процесса UOE (степень обжатия при О-прессовании: 0,25%, коэффициент раздачи трубы = 0,95%). Скорость охлаждения в центре толстого стального листа в направлении по его толщине во время ускоренного охлаждения определялась расчетом теплопередачи, исходя из температуры на поверхности листа.
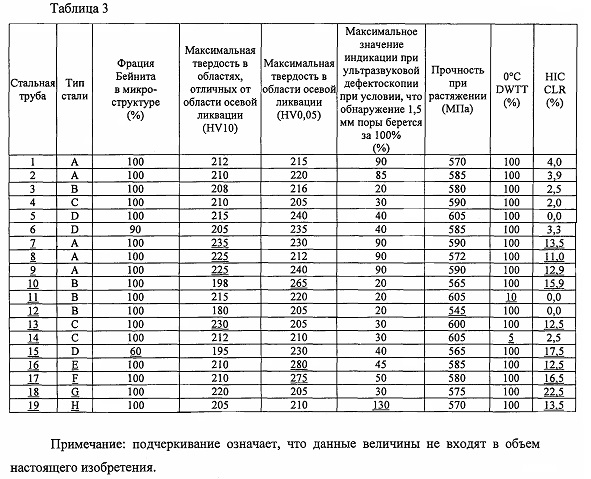
Бейнитную фракцию в микроструктуре основного металла каждой стальной трубы измеряли на образцах, протравленных в нитале, взятых на участке от положения 2 мм от внутренней поверхности до положения 2 мм от внешней поверхности и в центре в направлении по толщине трубы, которые изучали с помощью микроскопа. В рассмотрение брали самое низкое значение среди бейнитных фракций, наблюдаемых в трех положениях.
Твердость других участков стальной трубы помимо области осевой ликвации измеряли с помощью твердомера Виккерса под нагрузкой 10 кг. Измерения выполняли на расстоянии 1 мм от положения 1 мм от внутренней поверхности до положения 1 мм от внешней поверхности и использовали максимальной значение. Твердость области осевой ликвации измеряли с помощью твердомера Виккерса под нагрузкой 50 г. Измерения выполняли в 20 точках в области осевой ликвации и использовали максимальное значение.
Поры и включения вблизи поверхности измеряли посредством С-сканирования (с применением зонда с частотой 25 МГц). При этих измерениях из внутренней поверхности стальной трубы вырезали пять прямоугольных образцов размерами 10 мм в направлении по толщине, 100 мм в направлении по длине и 20 мм в круговом направлении трубы, которые устанавливали в детектор внутренней поверхностью вниз. Затем выполняли дефектоскопию посредством установки рамки дефектоскопа на участке, который простирается от положения 1 мм от внутренней поверхности до положения 3/16Т. Выполняли дефектоскопию имитирующего материала, имеющего поры диаметром 1,5 мм и такую же толщину, как и у этих образцов, для того, чтобы определить условия, при которых получаемая для этих пор величина соответствует 100% чувствительности. В таких же условиях испытывались и образцы и оценивались в качестве имеющих поры и включения размером 1,5 мм и более, если считываемое значение превышало 100%.
Прочность стальных труб оценивали с использованием соответствующих толщине трубы образцов для испытания на растяжение согласно стандартам API, которые отбирали в круговом направлении трубы, и стальные трубы, продемонстрировавшие прочность на разрыв 560 МПа или выше, квалифицировались как приемлемые. Выполняли ударные испытания на разрыв (DWTT) для каждого из двух образцов при температуре 0°С, и приемлемыми признавались стальные трубы, имеющие среднюю долю вязкой составляющей 85% или выше. Испытание на HIC выполнялось с использованием раствора А согласно стандарту NACE ТМ0284-2003 на трех образцах. Стальные трубы, имевшие по результатам оценки коэффициента длины водородных трещин CLR максимальное значение 10% или менее, признавались приемлемыми (превосходная устойчивость к HIC).
Результаты наблюдения микроструктуры полученных сварных стальных труб, результаты ультразвуковой дефектоскопии и результаты испытаний материалов представлены в таблице 3. Сварные стальные трубы в диапазоне настоящего изобретения полностью подтвердили соответствие требованиям по прочности и свойствам DWTT для магистральных труб и превосходную устойчивость к HIC. Сварные стальные трубы с химической композицией и/или условиями процесса вне диапазона настоящего изобретения трубы, или имевшие бейнитную фракцию микроструктуры или распределение твердости вне диапазона настоящего изобретения, были хуже по сравнению с примерами труб в пределах диапазона настоящего изобретения в отношении результатов оценки CLR и испытаний на устойчивость к HIC.
Стальные трубы (стальные трубы №№11, 12 и 14), имевшие бейнитную фракцию микроструктуры и распределение твердости в диапазоне настоящего изобретения, но произведенные в условиях вне объема настоящего изобретения, продемонстрировали худшую прочность на растяжение или свойства при DWTT, хотя результаты оценки CLR при испытании устойчивости к HIC были сопоставимы с примерами настоящего изобретения.




Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами

