Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к области термической обработки сталей, и может быть использовано на машиностроительных заводах в инструментальном производстве при изготовлении режущего и штампового инструмента из быстрорежущей стали.
Известен способ термической обработки быстрорежущей стали (Материаловедение: Учебник для вузов/ Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др. - М: Изд-во МГТУ им. Н.Э. Баумана, 2001. С. 614-618), включающий в себя закалку и трехкратный отпуск при температуре от 540 до 560°С. В термически обработанном состоянии быстрорежущие стали имеют фазовый состав, состоящий из мартенсита отпуска, 3…5% остаточного аустенита и карбидов.
Данный способ упрочнения не обеспечивает максимально высокого уровня износостойкости быстрорежущей стали, а следовательно, и стойкости изготовленного из нее инструмента, поскольку после многократного отпуска основной структурной составляющей стали является высокоотпущенный низкоуглеродистый мартенсит, обедненный углеродом и легирующими компонентами.
Наиболее близким по технической сущности является способ упрочнения разделительного штампа (RU 2452780, МПК C21D 9/22, C21D 1/09, 2011 г.), включающий механическую обработку с выполнением припуска на оплавление, объемную закалку, низкотемпературный отпуск, лазерную закалку, а также отпуск при температуре от 550 до 560°С в течение 1 часа и чистовую механическую обработку оплавленных поверхностей.
Недостатком данного способа является то, что он не обеспечивает максимально высокого уровня износостойкости быстрорежущей стали, а следовательно, и стойкости изготовленного из нее инструмента, поскольку после однократного или многократного высокотемпературного отпуска длительностью 1 час основной структурной составляющей стали является низкоуглеродистый мартенсит, обедненный углеродом и легирующими компонентами. Кроме этого, к недостатку данного способа упрочнения можно отнести нерациональное использование энергетических и временных ресурсов из-за неоправданно длительного времени отпуска после лазерной закалки.
В основу настоящего изобретения положена задача разработки способа упрочнения, позволяющего более рационально использовать энергетические и временные ресурсы при термоупрочнении инструмента из быстрорежущей стали.
Техническим результатом является повышение износостойкости быстрорежущей стали и эксплуатационной стойкости инструмента.
Поставленная задача и указанный технический результат достигаются тем, что используют способ упрочнения инструмента из быстрорежущей стали, включающий механическую обработку с выполнением припуска на оплавление, объемную закалку, низкотемпературный отпуск, лазерную закалку, а также отпуск при температуре от 550 до 560°С и чистовую механическую обработку оплавленных поверхностей, отличающийся тем, что после лазерной закалки отпуск выполняют путем однократного кратковременного нагрева инструмента в печи в течение от 3 до 5 минут.
Выполнение однократного кратковременного отпуска при температуре от 550 до 560°С позволяет упрочнить быстрорежущую сталь в зоне лазерной закалки за счет процессов дисперсионного твердения, снизить количество остаточного аустенита, сохранив в мартенсите повышенное количество углерода и легирующих компонентов.
При лазерной закалке упрочняется поверхностный слой стали на глубину от 0,5 до 3 мм в зависимости от режима. Время однократного отпуска в предлагаемом способе упрочнения быстрорежущей стали от 3 до 5 минут достаточно для нагрева закаленного лазером металла до требуемой температуры на требуемую глубину и прохождения в нем процессов дисперсионного твердения. Увеличение времени выдержки более 5 минут обедняет мартенсит углеродом и легирующими компонентами, снижает эксплуатационные характеристики инструмента и экономическую эффективность способа. Уменьшение времени выдержки менее 3 минут не обеспечивает прохождения в стали процессов дисперсионного твердения в нужном объеме.
Изобретение поясняется чертежами, где на фиг. 1. представлен график упрочнения быстрорежущей стали известным способом (прототип), на фиг. 2 представлен график упрочнения быстрорежущей стали предлагаемого изобретения.
Сущность изобретения иллюстрируется следующими примерами.
Пример 1
Образцы стали марки Р6М5 (ГОСТ 19265-73) после объемной закалки 1220°С и отпуска в течение 1 часа при температуре 200°С обрабатывали непрерывным лазерным излучением многоканального СO2-лазера на автоматизированном комплексе АЛТКУ-3. Лазерную закалку с оплавлением поверхности выполняли на следующем режиме: мощность излучения 2,5 кВт, скорость сканирования 10 мм/с, диаметр пятна лазерного излучения 6 мм. Далее проводили кратковременный однократный отпуск образцов в печи при температуре 550°С в течение 5 минут с последующим охлаждением на воздухе.
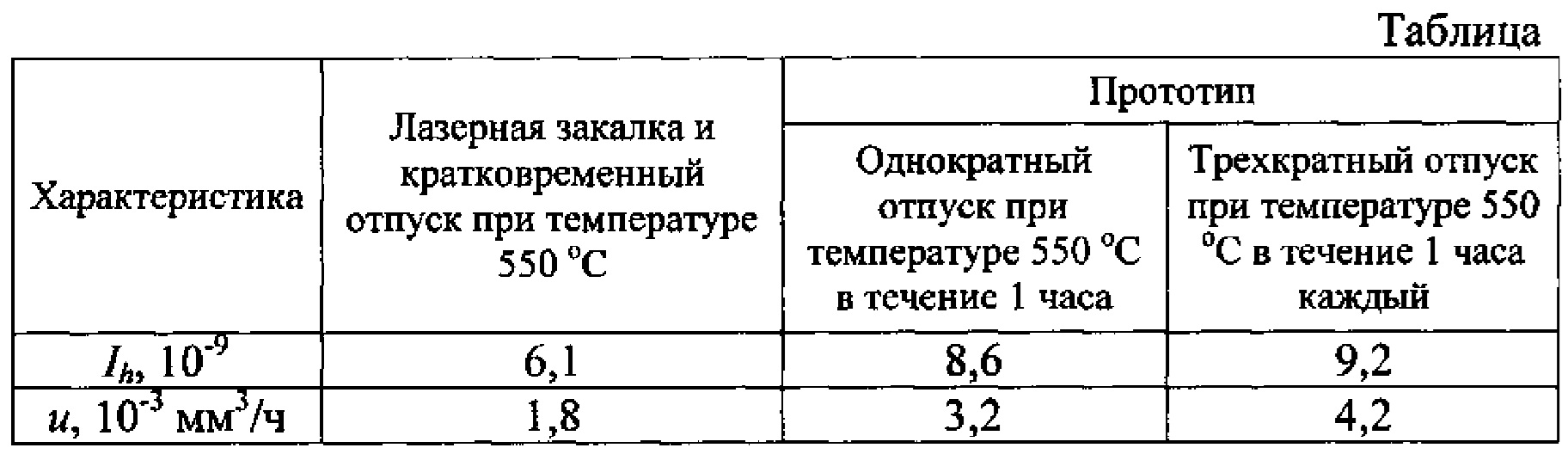
При кратковременном отпуске произошло упрочнение быстрорежущей стали в зоне лазерной закалки за счет процессов дисперсионного твердения. Количество остаточного аустенита составляло 6…7%. При кратковременном отпуске в мартенсите сохранялось повышенное количество углерода и легирующих компонентов. Был достигнут технический результат - повышение износостойкости материала, то есть снижение интенсивности и скорости изнашивания образцов. Результаты испытаний на абразивное изнашивание исследуемых образцов представлены в таблице.
В качестве критерия износостойкости были приняты характеристики изнашивания (ГОСТ 27674-88): линейная интенсивность изнашивания Ih, равная отношению величины линейного износа h к пути трения Lтр под нагрузкой, вызывающей данный износ (Ih=h/Lтр); скорость изнашивания u, равная отношению величины объемного износа V (объема удаленного материала) к интервалу времени t, в течение которого он возник (u=V/t). Износостойкость материала оценивается величиной, обратной интенсивности или скорости изнашивания.
Испытание на изнашивание стальных образцов проводили о закрепленный абразив по схеме шар - плоскость. В качестве контробразца использовали сферический наконечник с алмазным напылением. Каждый образец подвергался испытанию в течение 10 часов. Общий путь трения составлял 7200…8600 м. Геометрические размеры дорожки изнашивания определяли по профилограмме, снятой перпендикулярно дорожке трения.
Пример 2
Пример осуществлялся аналогично приведенному выше примеру, но однократный отпуск проводили при температуре 550°С в течение 1 часа с последующим охлаждением на воздухе.
При отпуске произошло упрочнение быстрорежущей стали в зоне лазерной закалки за счет процессов дисперсионного твердения. Количество остаточного аустенита 6…7%. При отпуске длительностью 1 час произошло обеднение мартенсита углеродом и легирующими компонентами, что привело к снижению износостойкости материала, то есть более высоким значениям интенсивности и скорости изнашивания образца по сравнению с примером 1 (см. табл.)
Пример 3
Пример осуществлялся аналогично приведенному выше примеру, но выполняли трехкратный отпуск при температуре 550°С длительностью 1 час каждый с последующим охлаждением на воздухе.
При отпуске произошло упрочнение быстрорежущей стали в зоне лазерной закалки за счет процессов дисперсионного твердения. Количество остаточного аустенита 3%. При трехкратном отпуске длительностью 1 час каждый произошло обеднение мартенсита углеродом и легирующими компонентами, что привело к снижению износостойкости материала образца по сравнению с примером 1 (см. табл.).
Анализ данных таблицы показал, что однократный кратковременный отпуск после лазерной закалки позволяет получить в стали структуру, обеспечивающую более высокие эксплуатационные характеристики материала по сравнению с известным способом термообработки за счет сохранения в мартенсите повышенного количества углерода и легирующих компонентов.
На основании проведенной работы можно сделать вывод, что поставленная задача - повысить износостойкость быстрорежущей стали достигнута. Согласно данным таблицы, величины характеристик изнашивания образцов, упрочненных по предлагаемому способу, понизились более чем на 30%, следовательно, износостойкость повысилась по сравнению с известным способом упрочнения. Это является предпосылкой к повышению эксплуатационной стойкости инструмента. Повысилась экономическая эффективность упрочнения инструмента за счет уменьшения времени выполнения отпуска.
Предлагаемое изобретение находится на стадии опытно-промышленных исследований и испытаний.
Способ упрочнения инструмента из быстрорежущей стали, включающий механическую обработку с выполнением припуска на оплавление, объемную закалку, низкотемпературный отпуск, лазерную закалку, а также отпуск при температуре от 550 до 560°C и чистовую механическую обработку оплавленных поверхностей, отличающийся тем, что после лазерной закалки отпуск выполняют путем однократного кратковременного нагрева инструмента в печи в течение от 3 до 5 минут.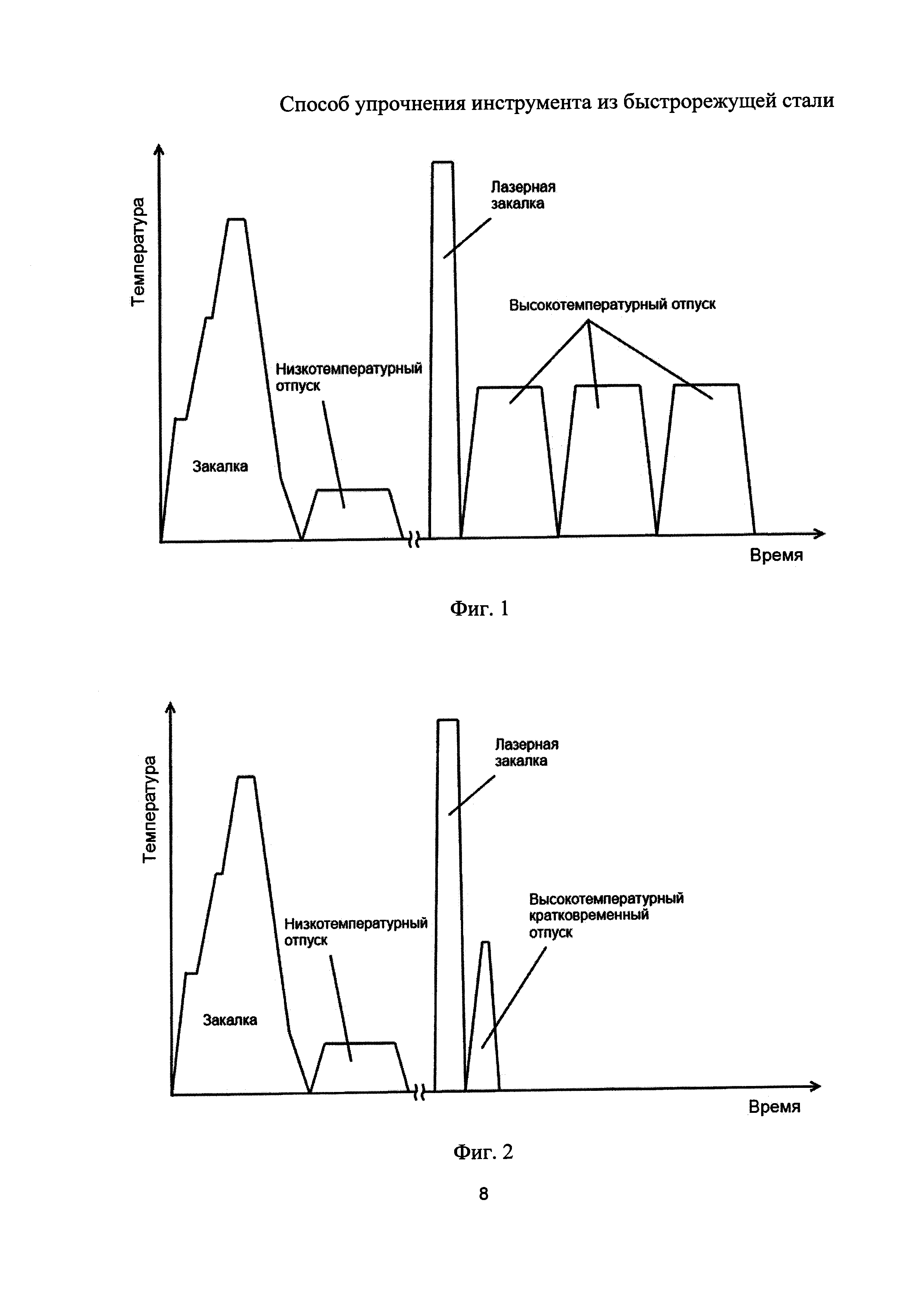
Трансформаторная подстанция
Патрон кулачковый механизированный
Способ получения износостойкого покрытия
Способ измерения параметров корпусной детали
Устройство для измерения параметров паза и ступицы корпусной детали
Способ получения алмазосодержащего композиционного материала
Устройство для создания и измерения разрушающей нагрузки
Ленточный фильтр-пресс для непрерывного обезвоживания материала
Способ гидромеханического фракционирования торфяного сырья
Способ получения стимулятора роста растений из растительного сырья
Способ строительства водопропускного сооружения (варианты)
Способ плавки стали в дуговой сталеплавильной печи трехфазного тока
Зажимное устройство
Способ получения износостойкого покрытия

