Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к области термической обработки сталей, и может быть использовано на машиностроительных заводах в инструментальном производстве при изготовлении режущего и штампового инструмента из быстрорежущей стали.
Известен способ термической обработки быстрорежущей стали (Материаловедение: Учебник для вузов/ Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др. - М: Изд-во МГТУ им. Н.Э. Баумана, 2001. С. 614-618), включающий в себя закалку и трехкратный отпуск при температуре от 540 до 560°С. В термически обработанном состоянии быстрорежущие стали имеют фазовый состав, состоящий из мартенсита отпуска, 3…5% остаточного аустенита и карбидов.
Данный способ упрочнения не обеспечивает максимально высокого уровня износостойкости быстрорежущей стали, а следовательно, и стойкости изготовленного из нее инструмента, поскольку после многократного отпуска основной структурной составляющей стали является высокоотпущенный низкоуглеродистый мартенсит, обедненный углеродом и легирующими компонентами.
Наиболее близким по технической сущности является способ упрочнения разделительного штампа (RU 2452780, МПК C21D 9/22, C21D 1/09, 2011 г.), включающий механическую обработку с выполнением припуска на оплавление, объемную закалку, низкотемпературный отпуск, лазерную закалку, а также отпуск при температуре от 550 до 560°С в течение 1 часа и чистовую механическую обработку оплавленных поверхностей.
Недостатком данного способа является то, что он не обеспечивает максимально высокого уровня износостойкости быстрорежущей стали, а следовательно, и стойкости изготовленного из нее инструмента, поскольку после однократного или многократного высокотемпературного отпуска длительностью 1 час основной структурной составляющей стали является низкоуглеродистый мартенсит, обедненный углеродом и легирующими компонентами. Кроме этого, к недостатку данного способа упрочнения можно отнести нерациональное использование энергетических и временных ресурсов из-за неоправданно длительного времени отпуска после лазерной закалки.
В основу настоящего изобретения положена задача разработки способа упрочнения, позволяющего более рационально использовать энергетические и временные ресурсы при термоупрочнении инструмента из быстрорежущей стали.
Техническим результатом является повышение износостойкости быстрорежущей стали и эксплуатационной стойкости инструмента.
Поставленная задача и указанный технический результат достигаются тем, что используют способ упрочнения инструмента из быстрорежущей стали, включающий механическую обработку с выполнением припуска на оплавление, объемную закалку, низкотемпературный отпуск, лазерную закалку, а также отпуск при температуре от 550 до 560°С и чистовую механическую обработку оплавленных поверхностей, отличающийся тем, что после лазерной закалки отпуск выполняют путем однократного кратковременного нагрева инструмента в печи в течение от 3 до 5 минут.
Выполнение однократного кратковременного отпуска при температуре от 550 до 560°С позволяет упрочнить быстрорежущую сталь в зоне лазерной закалки за счет процессов дисперсионного твердения, снизить количество остаточного аустенита, сохранив в мартенсите повышенное количество углерода и легирующих компонентов.
При лазерной закалке упрочняется поверхностный слой стали на глубину от 0,5 до 3 мм в зависимости от режима. Время однократного отпуска в предлагаемом способе упрочнения быстрорежущей стали от 3 до 5 минут достаточно для нагрева закаленного лазером металла до требуемой температуры на требуемую глубину и прохождения в нем процессов дисперсионного твердения. Увеличение времени выдержки более 5 минут обедняет мартенсит углеродом и легирующими компонентами, снижает эксплуатационные характеристики инструмента и экономическую эффективность способа. Уменьшение времени выдержки менее 3 минут не обеспечивает прохождения в стали процессов дисперсионного твердения в нужном объеме.
Изобретение поясняется чертежами, где на фиг. 1. представлен график упрочнения быстрорежущей стали известным способом (прототип), на фиг. 2 представлен график упрочнения быстрорежущей стали предлагаемого изобретения.
Сущность изобретения иллюстрируется следующими примерами.
Пример 1
Образцы стали марки Р6М5 (ГОСТ 19265-73) после объемной закалки 1220°С и отпуска в течение 1 часа при температуре 200°С обрабатывали непрерывным лазерным излучением многоканального СO2-лазера на автоматизированном комплексе АЛТКУ-3. Лазерную закалку с оплавлением поверхности выполняли на следующем режиме: мощность излучения 2,5 кВт, скорость сканирования 10 мм/с, диаметр пятна лазерного излучения 6 мм. Далее проводили кратковременный однократный отпуск образцов в печи при температуре 550°С в течение 5 минут с последующим охлаждением на воздухе.
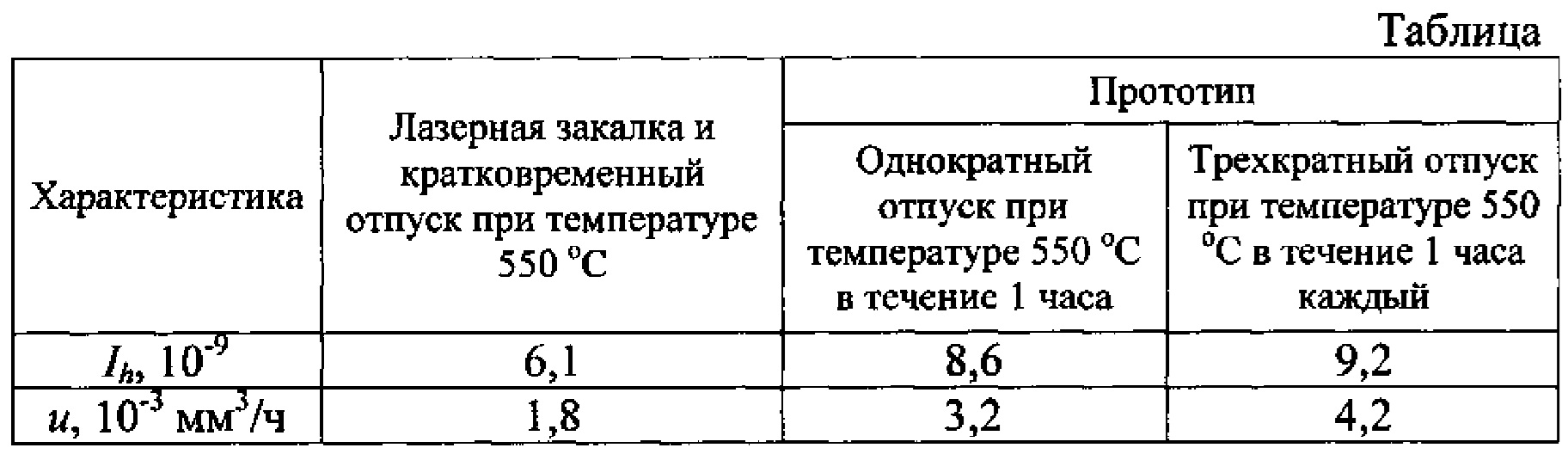
При кратковременном отпуске произошло упрочнение быстрорежущей стали в зоне лазерной закалки за счет процессов дисперсионного твердения. Количество остаточного аустенита составляло 6…7%. При кратковременном отпуске в мартенсите сохранялось повышенное количество углерода и легирующих компонентов. Был достигнут технический результат - повышение износостойкости материала, то есть снижение интенсивности и скорости изнашивания образцов. Результаты испытаний на абразивное изнашивание исследуемых образцов представлены в таблице.
В качестве критерия износостойкости были приняты характеристики изнашивания (ГОСТ 27674-88): линейная интенсивность изнашивания Ih, равная отношению величины линейного износа h к пути трения Lтр под нагрузкой, вызывающей данный износ (Ih=h/Lтр); скорость изнашивания u, равная отношению величины объемного износа V (объема удаленного материала) к интервалу времени t, в течение которого он возник (u=V/t). Износостойкость материала оценивается величиной, обратной интенсивности или скорости изнашивания.
Испытание на изнашивание стальных образцов проводили о закрепленный абразив по схеме шар - плоскость. В качестве контробразца использовали сферический наконечник с алмазным напылением. Каждый образец подвергался испытанию в течение 10 часов. Общий путь трения составлял 7200…8600 м. Геометрические размеры дорожки изнашивания определяли по профилограмме, снятой перпендикулярно дорожке трения.
Пример 2
Пример осуществлялся аналогично приведенному выше примеру, но однократный отпуск проводили при температуре 550°С в течение 1 часа с последующим охлаждением на воздухе.
При отпуске произошло упрочнение быстрорежущей стали в зоне лазерной закалки за счет процессов дисперсионного твердения. Количество остаточного аустенита 6…7%. При отпуске длительностью 1 час произошло обеднение мартенсита углеродом и легирующими компонентами, что привело к снижению износостойкости материала, то есть более высоким значениям интенсивности и скорости изнашивания образца по сравнению с примером 1 (см. табл.)
Пример 3
Пример осуществлялся аналогично приведенному выше примеру, но выполняли трехкратный отпуск при температуре 550°С длительностью 1 час каждый с последующим охлаждением на воздухе.
При отпуске произошло упрочнение быстрорежущей стали в зоне лазерной закалки за счет процессов дисперсионного твердения. Количество остаточного аустенита 3%. При трехкратном отпуске длительностью 1 час каждый произошло обеднение мартенсита углеродом и легирующими компонентами, что привело к снижению износостойкости материала образца по сравнению с примером 1 (см. табл.).
Анализ данных таблицы показал, что однократный кратковременный отпуск после лазерной закалки позволяет получить в стали структуру, обеспечивающую более высокие эксплуатационные характеристики материала по сравнению с известным способом термообработки за счет сохранения в мартенсите повышенного количества углерода и легирующих компонентов.
На основании проведенной работы можно сделать вывод, что поставленная задача - повысить износостойкость быстрорежущей стали достигнута. Согласно данным таблицы, величины характеристик изнашивания образцов, упрочненных по предлагаемому способу, понизились более чем на 30%, следовательно, износостойкость повысилась по сравнению с известным способом упрочнения. Это является предпосылкой к повышению эксплуатационной стойкости инструмента. Повысилась экономическая эффективность упрочнения инструмента за счет уменьшения времени выполнения отпуска.
Предлагаемое изобретение находится на стадии опытно-промышленных исследований и испытаний.
Способ упрочнения инструмента из быстрорежущей стали, включающий механическую обработку с выполнением припуска на оплавление, объемную закалку, низкотемпературный отпуск, лазерную закалку, а также отпуск при температуре от 550 до 560°C и чистовую механическую обработку оплавленных поверхностей, отличающийся тем, что после лазерной закалки отпуск выполняют путем однократного кратковременного нагрева инструмента в печи в течение от 3 до 5 минут.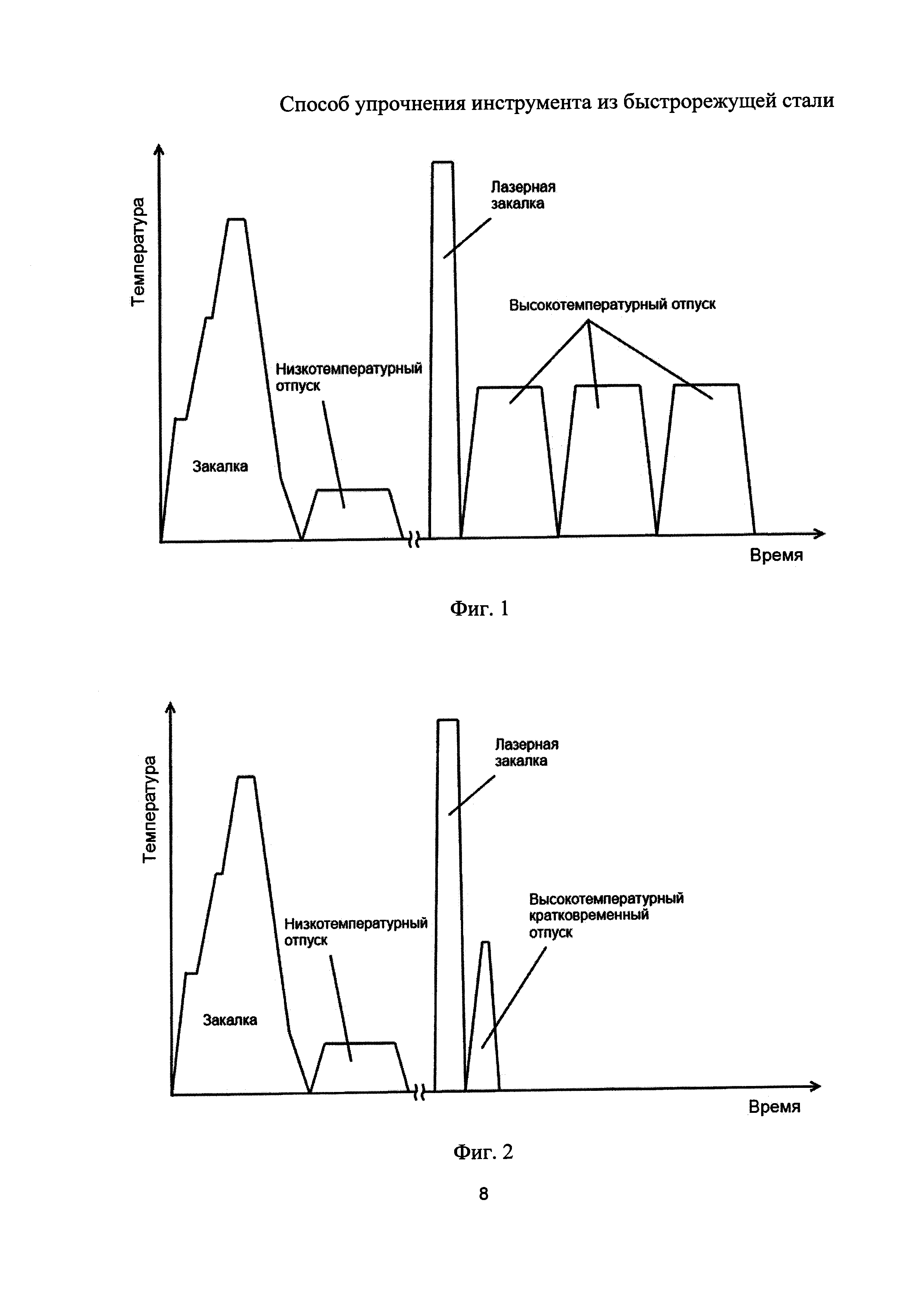
Способ установки заготовки в двухкулачковом механизированном патроне
Способ нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей
Гетерогенный катализатор жидкофазного окисления органических соединений
Способ получения полимерсодержащего катализатора реакции сузуки
Способ измерения позиционного отклонения отверстий, координированных относительно центрального отверстия детали
Способ изготовления наплавленного биметаллического режущего инструмента
Регенеративный нагревательный колодец
Рекуперативный нагревательный колодец
Способ выделения крупной фракции фрезерного торфа на валково-дисковом грохоте
Катализатор термокаталитической переработки тяжелого и остаточного углеводородного сырья
Способ установки заготовки в двухкулачковом механизированном патроне
Способ нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей
Гетерогенный катализатор жидкофазного окисления органических соединений
Способ получения полимерсодержащего катализатора реакции сузуки
Способ измерения позиционного отклонения отверстий, координированных относительно центрального отверстия детали
Способ изготовления наплавленного биметаллического режущего инструмента
Регенеративный нагревательный колодец
Рекуперативный нагревательный колодец
Способ выделения крупной фракции фрезерного торфа на валково-дисковом грохоте
Катализатор термокаталитической переработки тяжелого и остаточного углеводородного сырья

