Результат интеллектуальной деятельности: Маятниковый раскладчик
Вид РИД
Изобретение
Изобретение относится к производству минераловатных изделий, преимущественно полос и плит.
Известен маятниковый раскладчик, используемый при производстве минераловатных изделий [International Publication Number: WO 88/03509, 19.05.1988, МПК B65H 45/10, D01G 25/00, D04H 1/70. A METHOD FOR FEEDING THE PRIMARY WEB OF MINERAL WOOL WEB BY MEANS OF A PENDULUM CONVEYOR ONTO A RECEIVING CONYEOR A RECEIVING CONVEYOR AND AN ARRANGEMENT OF SUCH А].
В данной конструкции маятникового раскладчика для качания маятника применяется кривошипно-шатунный механизм. При работе такой конструкции маятникового раскладчика окружная скорость рычага маятника в точке выхода из него ковра изменяется по синусоидальному закону. В крайних положениях маятника скорость равна нулю, а в среднем положении имеет максимальное значение. Учитывая, что скорость подачи ковра к маятниковому раскладчику постоянна, то при зигзагообразной раскладке получаемый многослойный ковер будет иметь разную высоту по его ширине. Это приводит после гофрирования и полимеризации многослойного ковра к получению минераловатных изделий с разной плотностью и механическими свойствами по ширине, что является характеристикой низкого их качества.
Таким образом, основным недостатком данного маятникового раскладчика является низкое качество получаемых минераловатных изделий.
Наиболее близким по технической сущности и достигаемому эффекту является маятниковый раскладчик, применяемый при производства минераловатных изделий [International Publication Number: WO 88/03121, 05.05.1988, МПК B65H 45/10, D01G 25/00, D04H 1/70. A PROCESS ATB DEVICE FOR FEEDING A THIN BINDER IMPREG NATED UNCURED PRIMARY WEB OF MINERAL WOOL ONTO A RECEIVING CONYEOR], включающий рычаг маятника, привод качания рычага маятника с кривошипом и шатуном, качающийся транспортер. Применение в приводе качания рычага данного раскладчика цепной передачи для перемещения кривошипа, а также дополнительной рычажной системы и криволинейной направляющей для нижней части рычага маятника позволяет осуществлять подъем рычага маятника и поворот качающегося транспортера при прохождении маятником средней части его траектории. При этом средняя часть траектории точки выхода первичного ковра из маятника проходит по прямой линии.
Применение цепной передачи позволяет в средней части пути перемещения маятника сгладить синусоидальную кривую окружной скорости маятника (окружная скорость маятника на этой части пути маятника практически постоянна). Использование дополнительной рычажной системы и криволинейной направляющей дает возможность несколько уменьшить скорость подачи первичного ковра к маятнику. Все это приводит к некоторому снижению разности между скоростью подачи первичного ковра к маятнику и окружной скоростью точки выхода первичного ковра из маятника. Однако это позволяет только «сгладить» «родовые» недостатки маятникового способа раскладки первичного ковра для образования многослойного ковра. Высота многослойного ковра по его краям остается больше, чем в средней его части. В связи с этим получаемые из такого многослойного ковра минераловатные изделия имеют разную плотность и механические свойства по их ширине. Это снижает качество минераловатных изделий.
Таким образом, основным недостатком данной конструкции маятникового раскладчика является низкое качество получаемых с его применением минераловатных изделий.
Задачей изобретения является повышение качества минераловатных изделий.
Поставленная задача достигается тем, что в заявляемом маятниковом раскладчике, включающем рычаг маятника, качающийся транспортер, привод с кривошипом и шатуном, согласно изобретению привод снабжен дополнительными связанными между собой шарнирно кривошипом и шатуном, качающийся транспортер выполнен в виде двух соединенных шарнирно рычагов и серег, серьги шарнирно соединены между собой и с дополнительным шатуном, угол поворота дополнительного кривошипа равен двум углам поворота кривошипа при начале отсчета от горизонтального их положения, в крайнем положении рычаги расположены на прямой линии.
Применение в приводе качания рычага маятника дополнительных кривошипа и шатуна, выполнение качающегося транспортера в виде двух рычагов и серег, соединение рычагов между собой шарнирно через две серьги, которые также шарнирно соединены с дополнительным шатуном, дает возможность одновременно с качанием маятника осуществлять качание рычагов транспортера и изменять при этом длину качающегося транспортера. Изменение длины качающегося транспортера дает возможность изменять длину лежащего на нем первичного ковра. Это при постоянной скорости первичного ковра, подаваемого на качающийся транспортер из камеры волокноосаждения, приведет к изменению в единицу времени передаваемой от качающегося транспортера к маятнику длины первичного ковра, т.е. к изменению скорости подачи первичного ковра к маятнику, уменьшению или увеличению этой скорости по сравнению со скоростью подачи первичного ковра из камеры волокноосаждения к качающемуся транспортеру. При увеличении лежащей на качающемся транспортере длины первичного ковра скорость подачи первичного ковра к маятнику уменьшается. При уменьшении лежащей на качающемся транспортере длины первичного ковра скорость подачи первичного ковра к маятнику увеличивается.
Обеспечение угла поворота дополнительного кривошипа, равного двум углам поворота кривошипа при начале отсчета от горизонтального их положения, позволяет создать синхронизированный режим качания рычагов качающегося транспортера и качания маятника. При этом режиме в крайних положениях рычагов качающегося транспортера скорость их качания или скорость перемещения шарнира, соединяющего дополнительный шатун с серьгами, равна нулю, а скорость перемещения первичного ковра из камеры волокноосаждения будет примерно равна скорости маятника в точке выхода из него первичного ковра.
Установка на прямой линии рычагов качающегося транспортера в одном из крайних их положений обеспечивает нахождение на качающемся транспортере минимальной длины первичного ковра. В другом крайнем наклонном положении рычагов качающегося транспортера на нем будет накоплена максимальная длина первичного ковра. Благодаря этому от первого крайнего положения рычагов качающегося транспортера до второго осуществляется накопление длины первичного ковра, а от второго крайнего положения рычагов качающегося транспортера до первого осуществляется выдача накопленной длины первичного ковра.
Сочетание двух последних предложенных отличительных особенностей предложенного маятникового раскладчика дает следующий эффект. При превышении скорости перемещения первичного ковра из камеры волокноосаждения над скоростью маятника в точке выхода из него первичного ковра происходит накопление длины первичного ковра на рычагах качающегося транспортера. При скорости перемещения первичного ковра из камеры волокноосаждения меньшей по сравнению скоростью маятника в точке выхода из него первичного ковра происходит выдача накопленной длины первичного ковра с рычагов качающегося транспортера.
Таким образом, благодаря применению в маятниковом раскладчике дополнительных конструктивных элементов при соответствующей их взаимосвязи обеспечивается равномерная раскладка первичного ковра и образование многослойного ковра с практически постоянной высотой по его ширине. Получаемые из такого многослойного ковра минераловатные изделия имеют равномерную плотность и механические свойства по их ширине, что является критерием высокого качества минераловатных изделий.
Предлагаемый маятниковый раскладчик проиллюстрирован на чертежах.
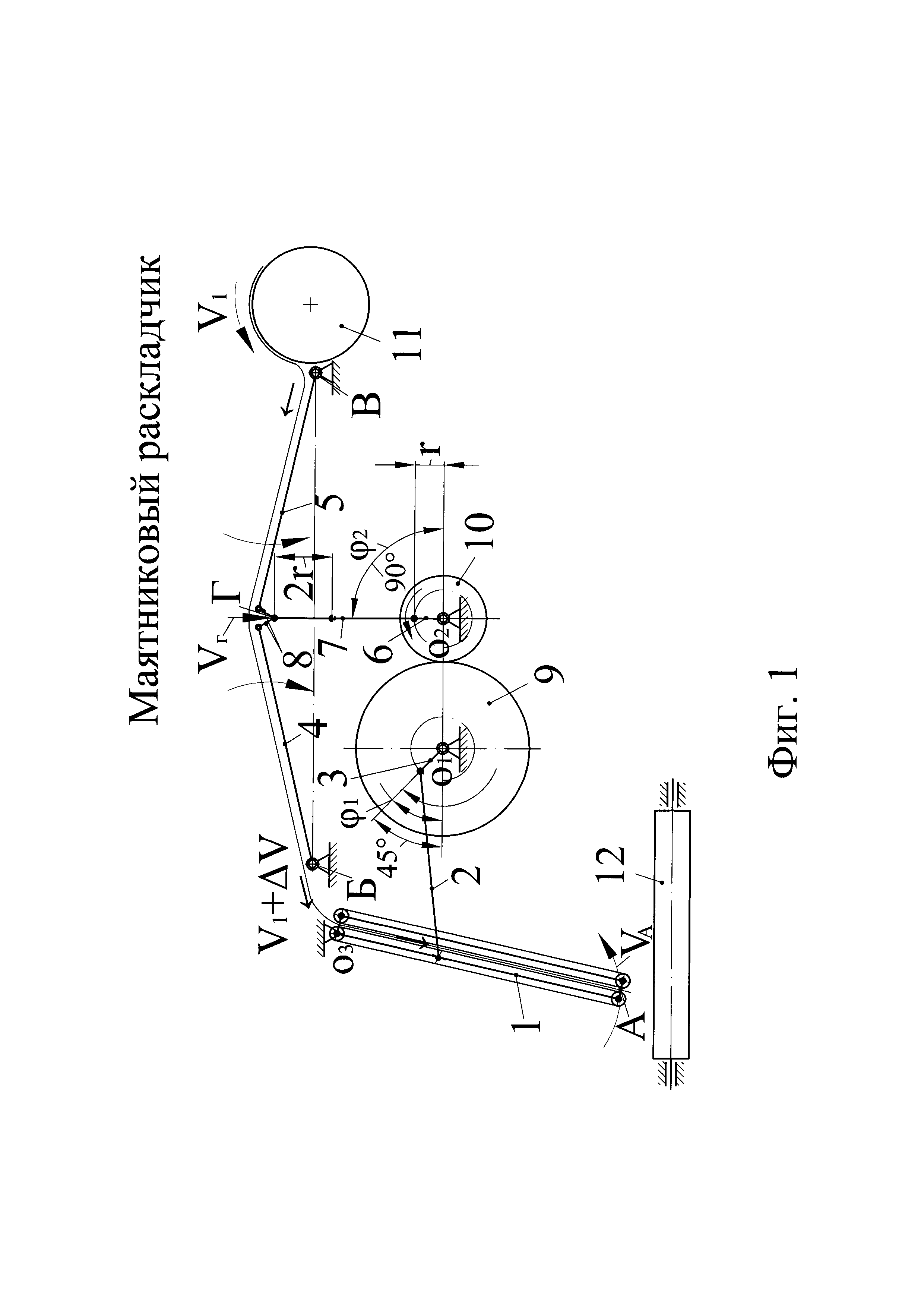
На фиг. 1 показано положение механизмов маятникового раскладчика в верхнем наклонном положении рычагов качающегося транспортера при повороте маятника против часовой стрелки, кривошипе, повернутом на угол 45 град, при дополнительном кривошипе, повернутом на угол 90 град.
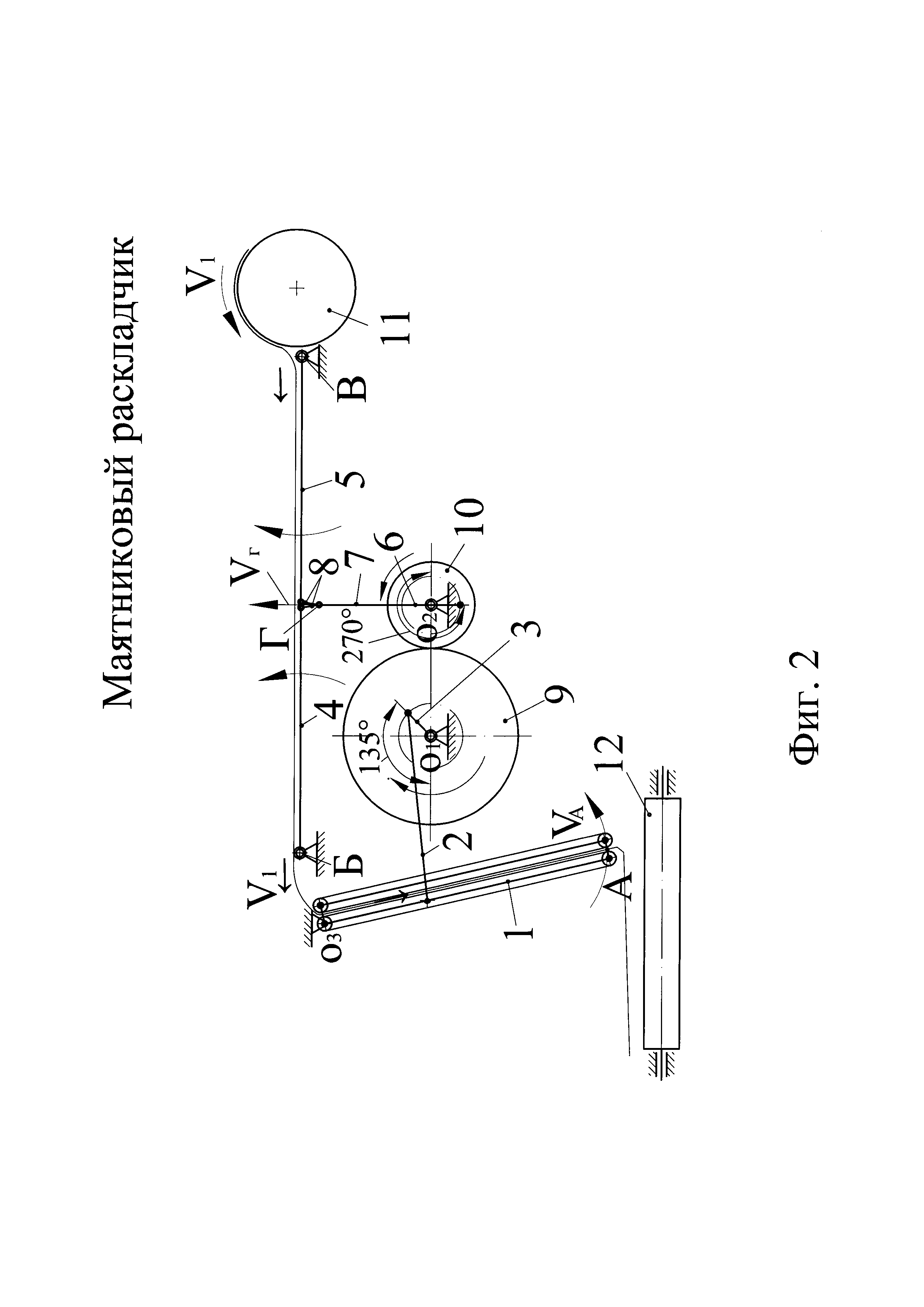
На фиг. 2 показано положение механизмов маятникового раскладчика в нижнем горизонтальном на прямой линии положении рычагов качающегося транспортера при повороте маятника против часовой стрелки, кривошипе, повернутом на угол 135 град, при дополнительном кривошипе, повернутом на угол 270 град.
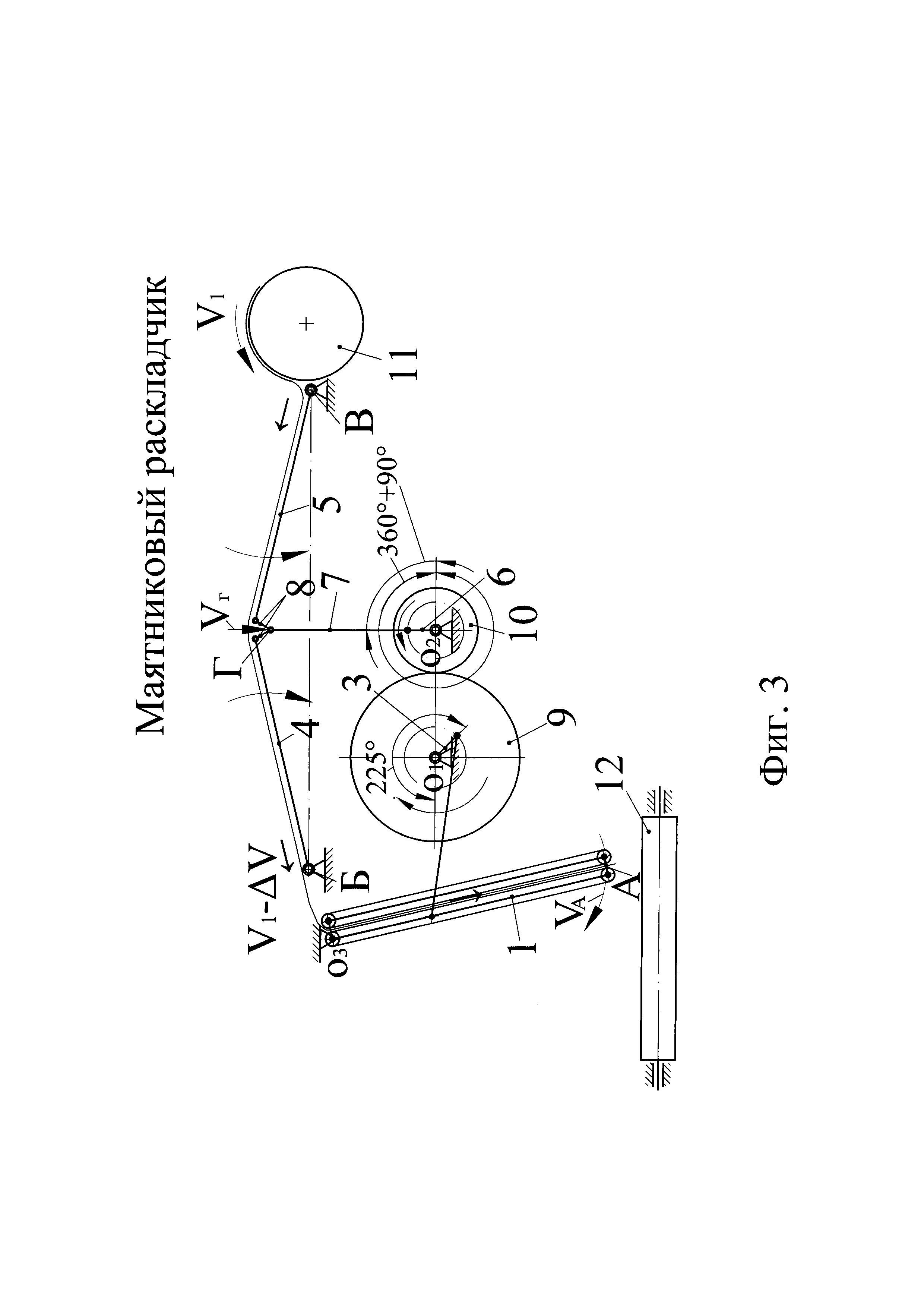
На фиг. 3 показано положение механизмов маятникового раскладчика в верхнем наклонном положении рычагов качающегося транспортера при повороте маятника по часовой стрелке, кривошипе, повернутом на угол 225 град, дополнительном кривошипе, повернутом на угол 450 град.
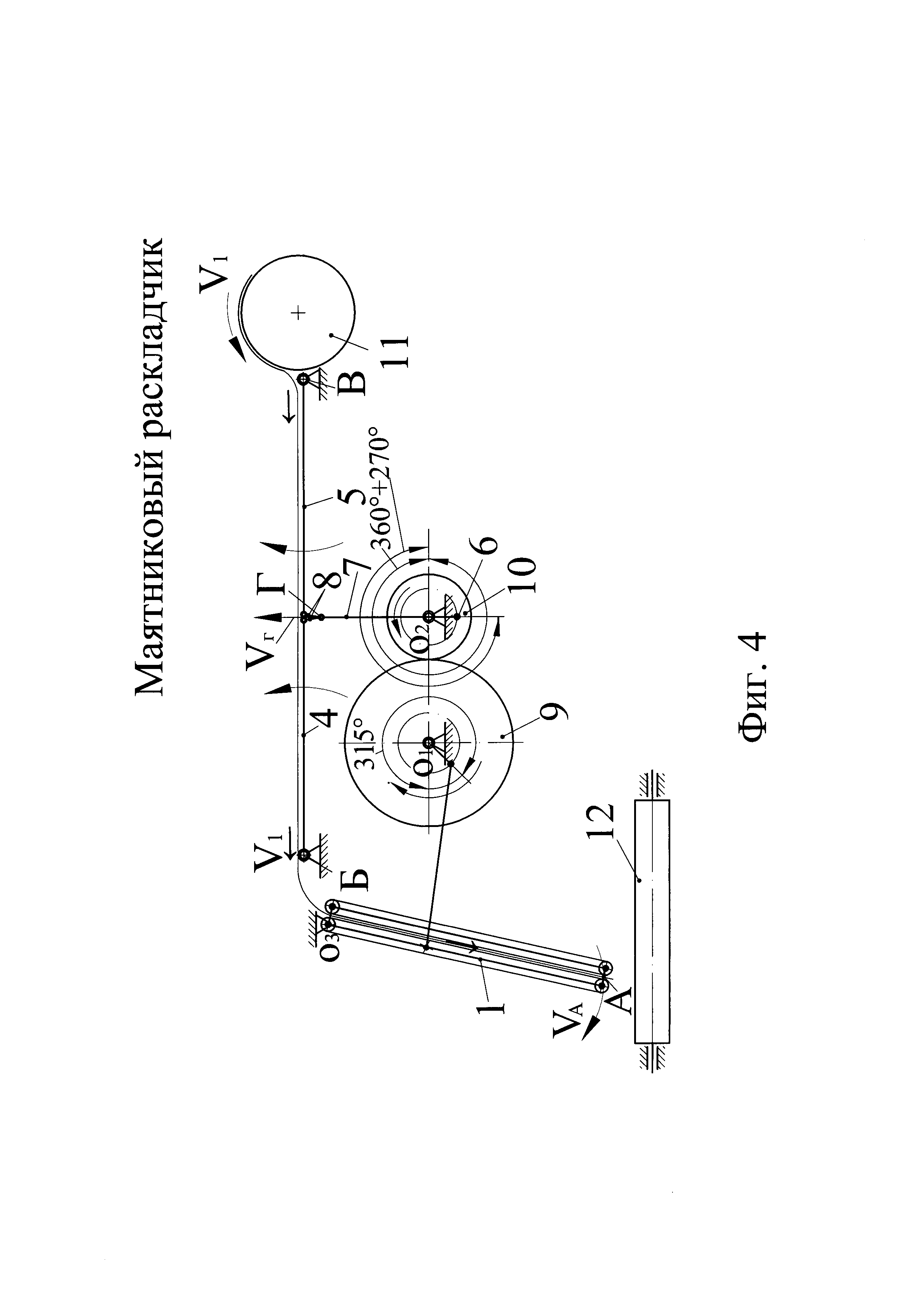
На фиг. 4 показано положение механизмов маятникового раскладчика в нижнем горизонтальном на прямой линии положении рычагов качающегося транспортера при повороте маятника по часовой стрелке, кривошипе, повернутом на угол 315 град, дополнительном кривошипе, повернутом на угол 630 град.
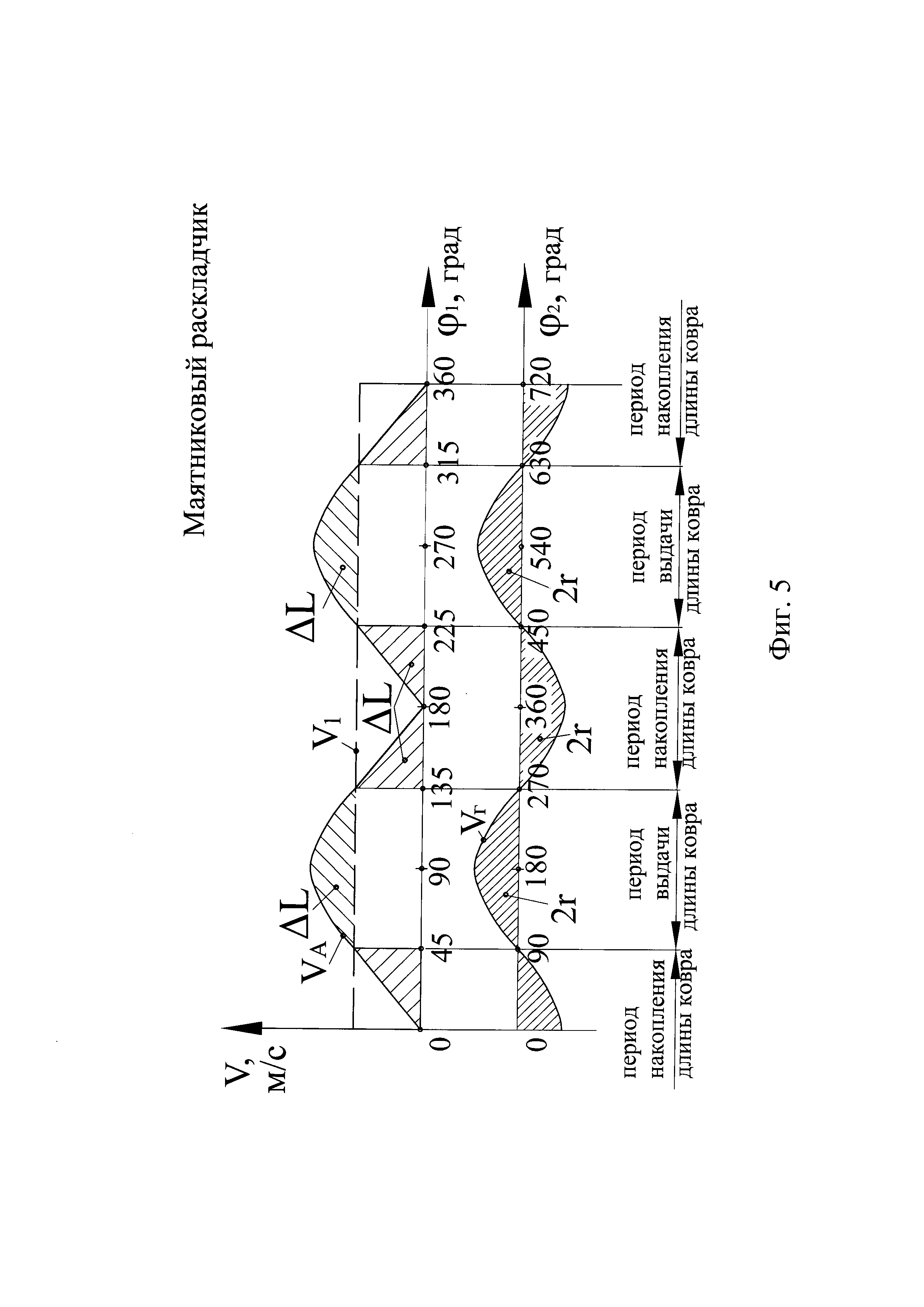
На фиг. 5 показано графическое изображение изменения скоростей первично ковра, маятника и рычагов качающегося транспортера.
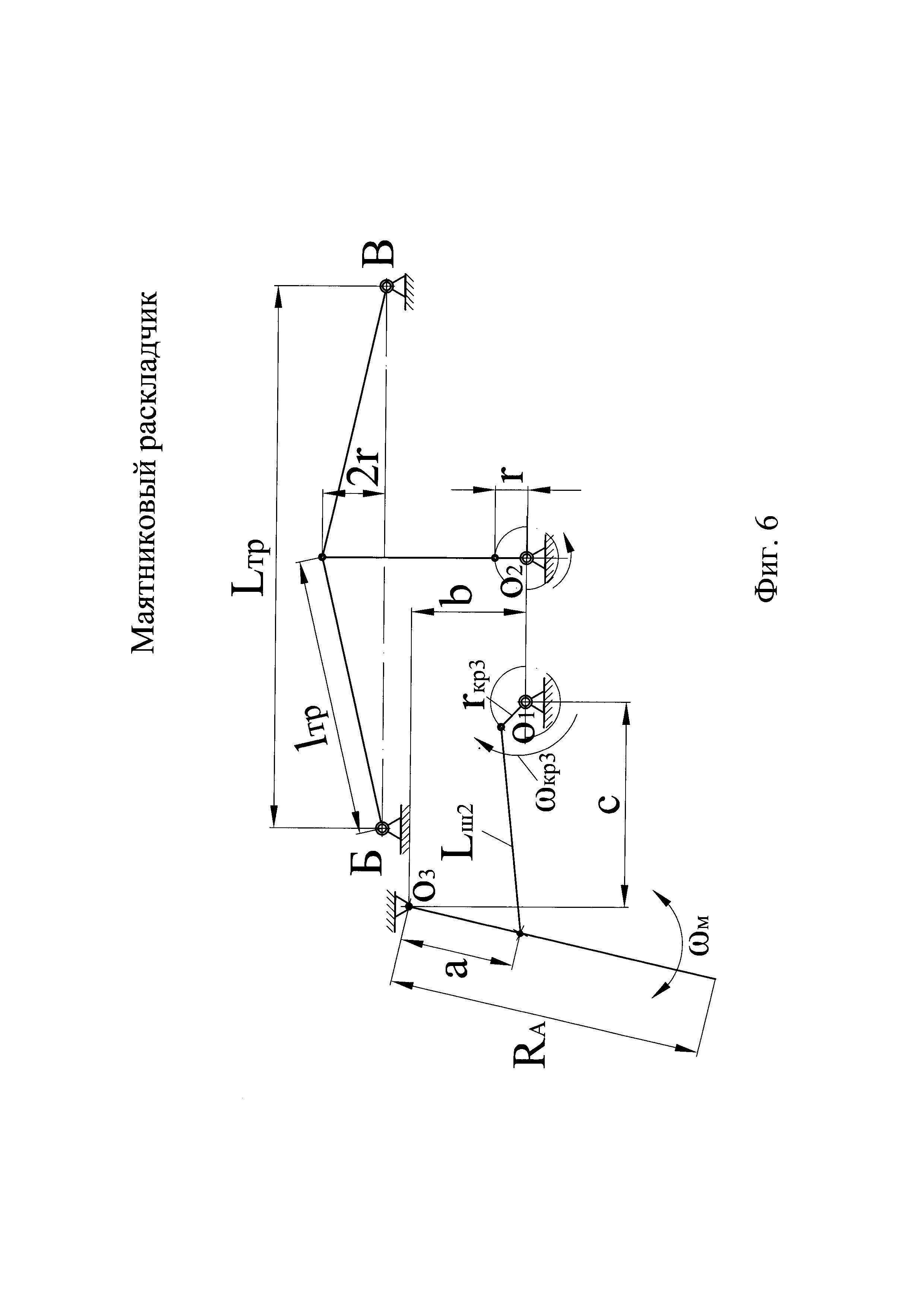
На фиг. 6 показана расчетная схема маятникового раскладчика.
Маятниковый раскладчик (фиг. 1-4) содержит рычаг маятника 1, шарнирно связанный с шатуном 2 и кривошипом 3, качающийся транспортер с рычагами 4 и 5, шарнирно связанными с дополнительным кривошипом 6 и дополнительным шатуном 7 через серьги 8. Синхронизация привода поворота кривошипа 3 и дополнительного кривошипа 6 осуществляется посредством шестерен 9 и 10. Диаметр шестерни 9 в два раза превышает диаметр шестерни 10. Подача первичного ковра на рычаги 4, 5 качающегося транспортера осуществляется из камеры волокноосаждения 11. Зигзагообразная раскладка первичного ковра осуществляется на транспортере 12.
Маятниковый раскладчик работает следующим образом.
При повороте кривошипа 3 вокруг оси (фиг. 1-4) за счет его шарнирной связи через шатун 2 с маятником 1 происходит качание последнего вокруг оси О3. Синхронно с поворотом кривошипа 3 осуществляется поворот дополнительного кривошипа 6 вокруг оси O2, с помощью которого через шатун 7 и серьги 8 происходит качание рычагов 4 и 5 качающегося транспортера вокруг осей Б и В.
Подача первичного ковра из камеры волокноосаждения 11 на рычаги 4 и 5 качающегося транспортера осуществляется с постоянной скоростью V1, окружная скорость VA маятника 1 в точке выхода из него первичного ковра (т. А) и скорость Vг поступательного перемещения шарнира (т. Г), соединяющего дополнительный шатун 7 с серьгами 8, изменяются по синусоидальному закону, показанному на фиг. 5.
Рассмотрим с использованием фиг. 1-5 поэтапно работу маятникового раскладчика за один цикл его работы за один оборот кривошипа 3 от 0 до 360 град. Координата поворота кривошипа 3 обозначена углом ϕ1. За это время дополнительный кривошип 6 совершит два оборота, повернувшись на угол 720 град. Координата поворота дополнительного кривошипа 6 обозначена углом ϕ2.
При повороте кривошипа 3 вокруг оси O1 на угол ϕ1=45 град в направлении круговой стрелки (фиг. 1) от горизонтального положения дополнительный кривошип 6 синхронно за счет жесткой кинематической связи шестерни 9 с шестерней 10 повернется вокруг оси O2 на угол ϕ2=90 град от горизонтального положения также по круговой стрелке и установит рычаги 4, 5 качающегося транспортера в крайнее верхнее наклонное положение. Перемещение шарнира (т. Г) достигнет значения 2r. При этом скорость Vг=0. Маятник 1 повернется в промежуточное положение и скорость маятника 1 в точке выхода из него первичного ковра VA будет примерно равна скорости V1 (фиг. 5). На рычагах 4, 5 качающегося транспортера в этот момент накопится длина первичного ковра, превышающая расстояние между осями Б и В на величину ΔL.
При дальнейшем повороте кривошипа 3 вокруг оси О1 на угол ϕ1=135 град в направлении круговой стрелки (фиг. 2) от горизонтального положения дополнительный кривошип 6 повернется вокруг оси O2 на угол ϕ2=270 град от горизонтального положения также по круговой стрелке и установит рычаги 4, 5 качающегося транспортера в крайнее нижнее положение на прямую линию. Скорость Vг=0. За это время произойдет выдача накопленной на рычагах 4, 5 качающегося транспортера длины первичного ковра ΔL (фиг. 5) к маятнику 1. Благодаря этому скорость перемещения первичного ковра на выходе его из маятника (т. А) увеличится на величину ΔV и достигает значения V1+ΔV, примерно равного скорости VA в рассматриваемом интервале угла поворота кривошипа 3.
Далее кривошип 3 повернется вокруг оси O1 на угол ϕ1=225 град в направлении круговой стрелки (фиг. 3) от горизонтального положения, а дополнительный кривошип 6 повернется вокруг оси O2 на угол ϕ2=(360+90)град = 450 град от горизонтального положения также по круговой стрелке и установит рычаги 4, 5 качающегося транспортера в крайнее верхнее наклонное положение. Скорость Vг=0. За это время произойдет накопление на рычагах 4, 5 качающегося транспортера длины первичного ковра ΔL (фиг. 5). Благодаря этому скорость перемещения первичного ковра на выходе его из маятника 1 (т. А) уменьшится на величину ΔV и достигает значения V1-ΔV, равного примерно скорости VA в рассматриваемом интервале угла поворота кривошипа 3.
При последующем повороте кривошипа 3 вокруг оси O1 на угол ϕ1=315 град в направлении круговой стрелки (фиг. 4) от горизонтального положения дополнительный кривошип 6 повернется вокруг оси O2 на угол ϕ2=(360+270)град = 630 град от горизонтального положения также по круговой стрелке и установит рычаги 4, 5 качающегося транспортера в крайнее нижнее положение на прямой линии. При этом скорость Vг=0. За это время произойдет выдача накопленной на рычагах 4, 5 качающегося транспортера длины первичного ковра ΔL (фиг. 5) к маятнику 1. Благодаря этому скорость перемещения первичного ковра на выходе его из маятника (т. А) увеличится на величину ΔV и достигает значения V1+ΔV, примерно равного скорости VA в рассматриваемом интервале угла поворота кривошипа 3.
Таким образом, в периоды времени, характеризующиеся углом ϕ1 поворота кривошипа 3 (фиг. 1-4), когда скорость V1 превышает скорость VA (фиг. 5), осуществляется накопление длины первичного ковра до величины ΔL на рычагах 4, 5 качающегося транспортера. В периоды времени, характеризующиеся углом ϕ1 поворота кривошипа 3, когда скорость V1 меньше скорости VA (фиг. 5), происходит выдача накопленной на рычагах 4, 5 качающегося транспортера длины ΔL первичного ковра.
Это приводит к тому, что скорость подачи первичного ковра к маятниковому раскладчику V1±ΔV для зигзагообразной раскладки и окружная скорость маятника VA в точке выхода из него первичного ковра на всем протяжении процесса раскладки первичного ковра на транспортере 12 выравниваются. Благодаря этому на транспортере 12 (фиг. 1-4) обеспечивается равномерная раскладка первичного ковра.
При проектировании предложенной конструкции маятникового раскладчика (фиг. 6) исходными данными являются RA - радиус, соответствующий точке выхода первичного ковра из маятникового раскладчика; V1; Lтр - расстояние между осями поворота рычагов качающегося транспортера; ωкр3 - угловая скорость кривошипа 3; параметры привода маятника а - расстояние от оси поворота О3 маятника до точки соединения шатуна Lш2 на рычаге маятника; b - вертикальная проекция расстояния между осью поворота маятника О3 до оси поворота кривошипа О1; с - горизонтальная проекция расстояния между осью поворота маятника O3 до оси поворота кривошипа О1; rкр3 - радиус кривошипа; Lш2 - длина шатуна.
Расчетными параметрами являются угловая скорость маятника ωм, определяемая по формулам для шарнирного четырехзвенника, известным из теории механизмов и машин (см., например, книгу: И.И. Артоболевский, Теория механизмов и машин. М.: Наука, 1975. с. 117…122). Параметр VA определяется по формуле

Суммарная накапливаемая на рычагах 4, 5 качающегося транспортера длина первичного ковра ΔL, необходимая для выравнивания скоростей подачи первичного ковра к маятнику и скорости в точке выхода из него первичного ковра, определяется по формуле

где ϕ - произвольный угол поворота кривошипа. Согласно фиг. 5 в формуле (2) может быть принят интервал интегрирования по ϕ1 от 45 до 135 град.
Для определения радиуса r дополнительного кривошипа 6 используется схема (фиг. 6) качающего транспортера с длиной рычага lтр (для упрощения расчетов серьги в расчетной схеме отсутствуют).
Длина рычага lтр, обеспечивающая накопление на рычагах качающегося транспортера длины первичного ковра ΔL, определятся из соотношения

Радиус r дополнительного кривошипа привода поворота рычагов качающегося транспортера вычисляется с использованием (фиг. 6) по формуле

Для практического использования предложенной конструкции маятникового раскладчика в условиях одного из предприятий Челябинской области рассчитаны параметры его кинематической схемы. Исходными данными являются (фиг. 6) RA=3592 мм, а=1300 мм, b=1300 мм, Lш2=1888 мм, rкр3=175 мм, с=1850 мм, Lтр=6000 мм, V1=65 м/мин. ωкр3=3,4 рад/с.
По методике (И.И. Артоболевский. Теория механизмов и машин. М.: Наука, 1975. с. 117…122) рассчитан параметр ωм. По формуле (1) определена VA. Затем графоаналитическим способом с использованием формулы (2) рассчитана накапливаемая на транспортере длина первичного ковра ΔL=134 мм. Далее по формулам (3) и (4) рассчитаны последовательно lтр=3067 мм и r≈319 мм.
С использованием выполненных расчетов разработаны проектные предложения для применения разработанной конструкции маятникового раскладчика при реконструкции технологической линии производства минераловатных изделий одного из предприятий Челябинской области.
Маятниковый раскладчик, включающий рычаг маятника, качающийся транспортер, привод с кривошипом и шатуном, отличающийся тем, что привод снабжен дополнительными, связанными между собой шарнирно кривошипом и шатуном, качающийся транспортер выполнен в виде двух соединенных шарнирно рычагов и серег, серьги шарнирно соединены между собой и с дополнительным шатуном, угол поворота дополнительного кривошипа равен двум углам поворота кривошипа при начале отсчета от горизонтального их положения, в крайнем положении рычаги расположены на прямой линии.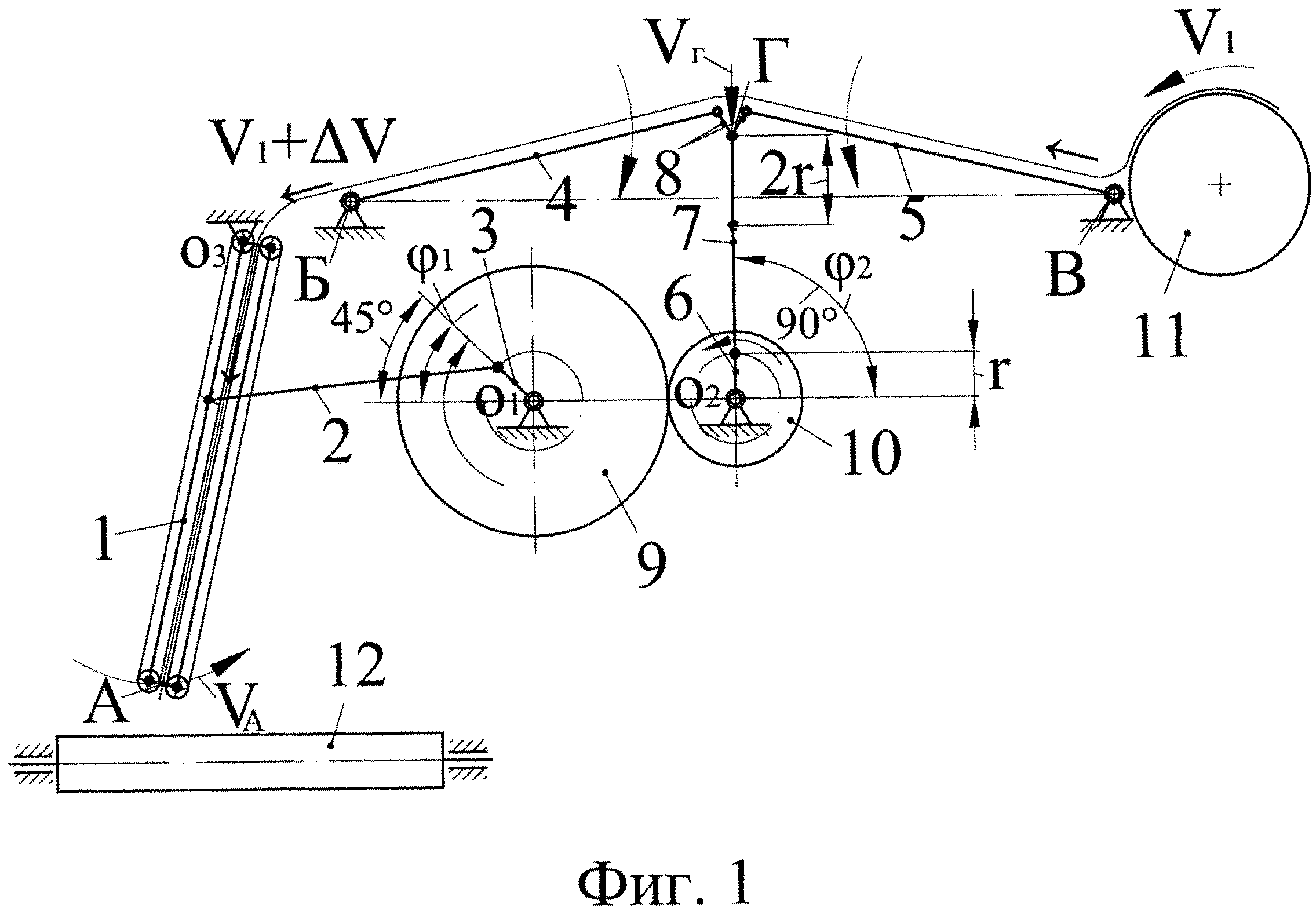
Устройство для получения минеральной ваты
Способ производства минераловатных изделий
Способ производства минераловатных изделий
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Роликовый центрователь
Способ радиальной ковки шестигранных полых профилей
Способ радиальной ковки полосовых профилей

