Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Вид РИД
Изобретение
Изобретение относится к области литейного производства и может быть использовано для изготовления точных отливок литьем по выплавляемым моделям.
Высокая точность отливок достигается тем, что форма не имеет разъема, отсутствуют стержни, а тепловое расширение формы минимальное. Сущность процесса получения отливок по выплавляемым моделям заключается в изготовлении модели из легкоплавкого материала, покрытии ее огнеупорной обмазкой, а затем выплавлении ее из образовавшейся оболочки. Оболочку прокаливают для придания ей прочности, огнеупорности, газопроницаемости и удаления остатков модели, а затем заливают металлом.
Классический процесс получения отливок литьем по выплавляемым моделям характеризуется длительным циклом формообразования, повышенной трудоемкостью удаления керамики с отливки, сложностью управления ее микроструктурой и физико-механическими свойствами.
Для устранения указанных недостатков широкие перспективы развития процесса литья по выплавляемым моделям открывает применение магнитного сыпучего огнеупорного материала и электромагнитное воздействие (Специальные способы литья: справочник / под общ. ред. В.А. Ефимова - М.: Машиностроение, 1991. - с. 183).
Наиболее близким к заявляемому по технической сущности является способ получения отливок по выплавляемым моделям (RU 2402405, B22D 18/00, опубл. 27.10.2010), включающий изготовление формы из сыпучего огнеупорного материала по разовой модели, удаление модели, заливку расплава металла отливки в форму, извлечение отливки путем разрушения формы. Форму изготавливают из магнитного сыпучего огнеупорного материала путем образования вакуума в литейном корпусе с разовой моделью и электромагнитного поля для уплотнения огнеупорного магнитного материала. Разовую модель выплавляют и удаляют с помощью вакуума. Форму изготавливают водоохлаждаемой. Расплавленный металл отливки заливают в полученную форму путем создания разряжения в форме и подачи давления на расплав. После кристаллизации отливку удаляют путем снятия магнитного поля и высыпания огнеупорного магнитного материала.
При применении этого способа создаются определенные условия для повышения качества точных отливок.
Однако имеется ряд существенных недостатков:
- высокая скорость кристаллизации расплава в форме, диктуемая стремлением измельчить зерна отливки и повысить ее физико-механические свойства, вызывает вместе с тем нежелательное сокращение формозаполняемости;
- при удалении восковой модели не удается полностью исключить пропитку огнеупорного материала расплавом модельной массы, что вызывает необходимость увеличения температуры и продолжительности последующей прокалки форм для полной термодеструкции и удаления остатков модельной массы (в противном случае отливки будут поражены газовыми раковинами и неметаллическими включениями);
- высокая скорость кристаллизации расплава в форме из огнеупорного магнитного материала (металлического) существенно снижает трещиноустойчивость отливок, в особенности сложнопрофильных и тонкорельефных;
- низкая формозаполняемость, неудовлетворительная трещиноустойчивость, пропитка остатками модельной массы магнитного дисперсного материала формы существенно ухудшают качество изготовления литье по выплавляемым моделям сложнопрофильных тонкорельефных отливок ответственного назначения.
Изобретение решает задачу повышения качества сложнопрофильных и тонкорельефных отливок ответственного назначения, изготавливаемых литьем по выплавляемым моделям.
Это достигается тем, что в способе получения отливок по выплавляемым моделям, включающем изготовление формы из сыпучего огнеупорного магнитного материала в литейном корпусе с разовой моделью путем воздействия вакуума и электромагнитного поля для уплотнения материала, удаление модели с помощью вакуума, заливку расплавленного металла отливки в полученную форму путем создания разряжения в форме и подачи давления на расплав, извлечение отливки из формы после кристаллизации расплава путем снятия магнитного поля и высыпания огнеупорного магнитного материала из литейного корпуса, согласно изобретению, при удалении восковой модели с помощью вакуума на огнеупорный дисперсный магнитный материал формы оказывают избыточное воздушное давление (1,5…2,5)·105 Па, а заливку металлического расплава в форму осуществляют при одновременном воздействии на огнеупорный дисперсный магнитный материал формы наносекундными электромагнитными импульсами в течение 30…60 секунд.
Технический результат - повышение формозаполняемости, трещиноустойчивости, исключения пропитки модельной массой огнеупорного магнитного материала формы и, как следствие, снижение температуры и продолжительности их прокалки при сохранении высоких физико-механических свойств отливок.
Воздействие на уплотненный огнеупорный магнитный материал формы избыточным давлением воздуха (1,5…2,5)·105 Па при вакуумном удалении модели увеличивает градиент давления, в результате чего максимально полно удаляются остатки восковой модельной массы из указанной формы, причем с высокой скоростью. Если давление будет меньше 1,5·105 Па, то модельная масса остается в порах формы, что вызывает увеличение температуры и продолжительности ее прокалки, а также ухудшение качества ее поверхности. При давлении больше чем 2,5·105 Па могут наблюдаться нарушения в точности геометрии полости формы и получаемой отливки.
Воздействие наносекундных электромагнитных импульсов на огнеупорный магнитный материал формы обеспечивает повышение ее формозаполняемости, проливку тонких сечений отливок, в особенности тонкорельефных и сложнопрофильных. Продолжительность обработки наносекундными электромагнитными импульсами при заданных параметрах импульсной мощности 1 МВт и частоты следования импульсов 1000 Гц в пределах 30…60 секунд создает условия для ускоренного формирования кластерных наноструктур в кристаллизующемся металле, измельчение зерен отливок и, как следствие, повышение их физико-механических свойств. При продолжительности воздействия наносекундных электромагнитных импульсов менее 30 секунд не удается значимо влиять на литейные и механические свойства сплавов. Воздействие наносекундных электромагнитных импульсов дольше 60 секунд становится неэффективным по причине возрастания энергетических затрат при формировании отливок.
Улучшение литейных и физико-механических свойств сплавов обеспечивает повышение качества изготовления сложнопрофильных и тонкорельефных отливок, в том числе, ответственного назначения.
Способ осуществляется следующим образом.
В литейный корпус с установленным в него блоком выплавляемых моделей засыпают огнеупорный дисперсный магнитный материал. За счет вакуумирования и воздействия электромагнитного поля уплотняют этот материал и обеспечивают формирование требуемой прочности.
Удаление моделей осуществляют путем нагрева корпуса и одновременного воздействия на уплотненный магнитный материал формы избыточным давлением воздуха (1,5…2,5)·105 Па при поддержании разряжения внутри модельного блока.
После максимально полного удаления моделей литейный корпус нагревают до температуры 300…400°C и вакуумным всасыванием осуществляют заливку форм расплавом. При этом одновременно воздействуют на огнеупорный магнитный материал формы наносекундными электромагнитными импульсами в течение 30…60 секунд. Энергетические параметры наносекундных электромагнитных импульсов: мощность в одном импульсе 1 МВт, частота следования импульсов 1000 Гц.
После формирования отливок огнеупорный магнитный материал высыпается из литейного корпуса путем снятия магнитного поля.
Предлагаемый способ получения отливок по выплавляемым моделям иллюстрируется следующими примерами.
Пример 1.
Готовили модельный блок из состава МВС-15. На него наносили защитное покрытие, например из водного раствора алюмоборфосфатного концентрата и микропорошков электрокорунда, толщиной 0,2…0,7 мм. Модельный блок устанавливали в литейный корпус и засыпали огнеупорным магнитным материалом, например стальным песком фракции 0,3. За счет вакуумирования и электромагнитного поля осуществляли уплотнение и фиксацию материала в корпусе. Затем удаляли выплавляемую модель путем нагрева корпуса до 150…200°C при одновременном воздействии на уплотненный магнитный материал избыточным давлением воздуха и поддерживали внутри модельного блока разряжение (остаточное давление 1400 Па). Указанное давление воздуха варьировали (1,5; 2,0; 2,5)·105 Па. Затем литейный корпус нагревали до 350°C и осуществляли заливку различных сплавов (чугун марки СЧ 20 и алюминиевый сплав АК 7) вакуумным всасыванием (остаточное давление в форме 1400 Па). При этом одновременно воздействовали на огнеупорный магнитный материал формы наносекундными электромагнитными импульсами в течение 35 с. После формирования отливок снимали магнитное поле с литейного корпуса и огнеупорный магнитный материал высыпали из него.
Сравнительные показатели способов получения отливок по выплавляемым моделям представлены в табл. 1.
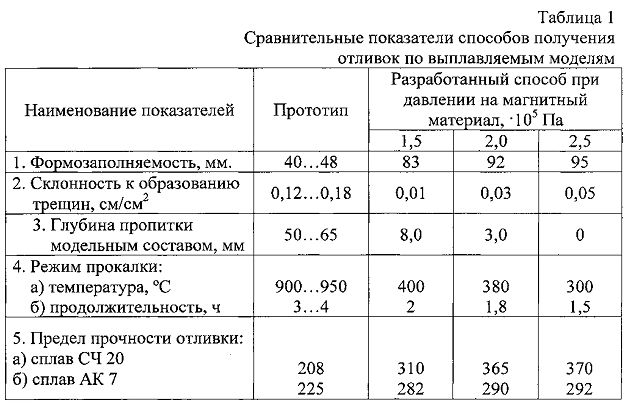
Анализ полученных данных показывает, что в отличие от прототипа разработанный способ получения отливок по выплавляемым моделям обеспечивает повышенные формозаполняемость и трещиноустойчивость, прочностные свойства отливок, исключение пропитки модельной массы огнеупорного магнитного материала формы, снижение температуры и продолжительности ее тепловой обработки. Это снижает энергоемкость и определяет энергосберегающий характер заявленного способа получения точных отливок.
Пример 2.
Получение отливок по выплавляемым моделям проводили аналогично примеру 1, но, при этом, варьировали продолжительность воздействия наносекундных электромагнитных импульсов на затвердевающий в форме расплав. Этот параметр составлял 30; 40; 60 секунд. Давление воздуха на огнеупорный магнитный материал при удалении модельного состава - 2·105 Па.
Влияние продолжительности обработки наносекундными электромагнитными импульсами на свойства форм и отливок представлено в табл. 2.
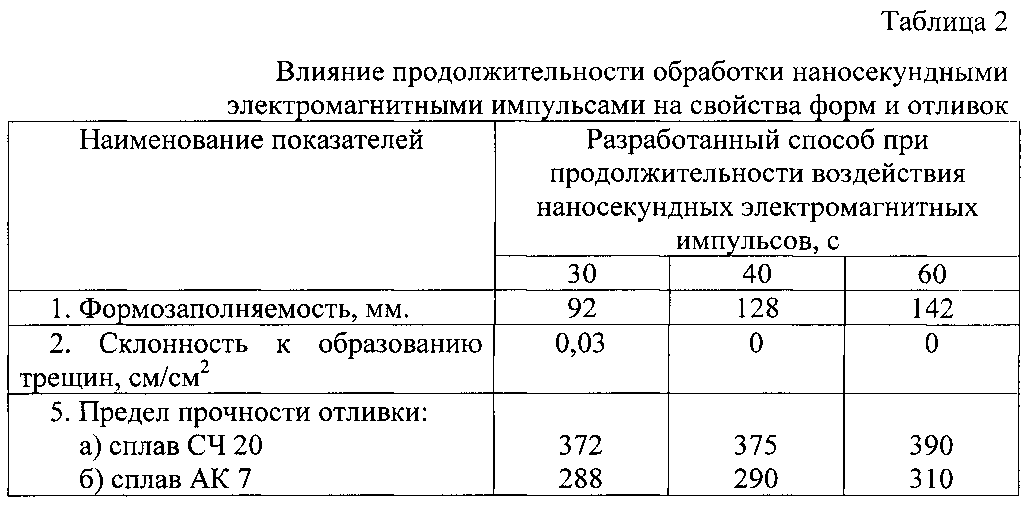
Таким образом, изобретение решает важнейшую проблему в области специальных способов литья: наряду с обеспечением повышенных физико-механических свойств точных отливок создаются условия для существенного улучшения формозаполняемости и трещиноустойчивости. Кроме того, процесс получения отливок по выплавляемым моделям в этом случае является энергосберегающим по сравнению с прототипом.
Учитывая повышенные свойства получаемых отливок, способ может быть с успехом применен практически в любых отечественных и зарубежных цехах литья по выплавляемым моделям.
Способ получения отливок по выплавляемым моделям, включающий изготовление формы из сыпучего огнеупорного магнитного материала в литейном корпусе с разовой моделью путем воздействия вакуума и электромагнитного поля для уплотнения материала, удаление модели с помощью вакуума, заливку расплавленного металла отливки в полученную форму путем создания разрежения в форме и подачи давления на расплав, извлечение отливки из формы после кристаллизации расплава путем снятия магнитного поля и высыпания огнеупорного магнитного материала из литейного корпуса, отличающийся тем, что при удалении модели с помощью вакуума на огнеупорный дисперсный магнитный материал формы воздействуют избыточным давлением воздуха величиной (1,5-2,5)·10 Па, а при заливке металлического расплава в форму на огнеупорный дисперсный магнитный материал формы воздействуют наносекундными электромагнитными импульсами в течение 30-60 секунд.Водонагреватель
Способ изготовления форм по выплавляемым моделям (варианты)
Способ приготовления бескремнеземного связующего для литья по выплавляемым моделям химически активных сплавов
Способ летных проверок наземных средств радиотехнического обеспечения полетов и устройства для его применения
Композиция для получения белкового обогатителя пищевых продуктов
Композиция на основе хлормагнезиального вяжущего
Суспензия огнеупорная для оболочковых форм по выплавляемым моделям
Низкоуглеродистая конструкционная сталь с улучшенной обрабатываемостью резанием
Способ получения доломитового вяжущего
Способ обработки стали в ковше
Способ выращивания объемных монокристаллов александрита
Форсунка
Частотно-широтно-импульсный регулятор переменного напряжения с распределенной нагрузкой
Топка
Способ вентиляции и отопления нежилого помещения
Двухкамерная топка для сжигания дробленых древесных отходов (варианты)
Водонагреватель
Способ изготовления форм по выплавляемым моделям (варианты)
Устройство для получения минеральной ваты
Способ производства хлебобулочных изделий из пшеничной муки

