Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ
Вид РИД
Изобретение
Область техники
Объектом данного изобретения является способ производства стальной трубы, включающий в себя операцию раздачи стальной трубы изнутри с помощью пресс-расширителя для экспандирования труб, содержащего несколько расположенных по окружности элементов для раздачи с внешней периферийной поверхностью, поперечное сечение которой имеет округлую дугообразную форму.
Уровень техники
В целом, процесс производства труб по технологии UOE, например, труб для нефтяных скважин или трубопроводов включает в себя операцию краевой гибки в направлении по ширине толстого стального листа, используемого в качестве исходного материала при производстве труб; операцию формовки посредством прессовой гибки толстого стального листа в направлении по ширине с приданием ему сначала U-образной, а затем О-образной формы, для получения открытой трубы, по существу, цилиндрической формы, несоединенные кромки которой расположены напротив друг друга; операцию сварки прихваточным швом, заключающуюся в сжатии цилиндрической открытой трубы с толстыми стенками, соединении несоединенных кромок открытой трубы и сварке соединенных кромок друг с другом прихваточным швом; операцию основной сварки, заключающуюся в выполнении сварки внутреннего и внешнего швов стальной трубы методом дуговой сварки под флюсом; и операцию раздачи стальной трубы с целью получения требуемых значений округлости, прямолинейности и внешнего диаметра путем экспандирования изнутри с помощью пресс-расширителя для экспандирования труб, содержащего несколько расположенных по окружности элементов для раздачи с внешней периферийной поверхностью, поперечное сечение которой имеет округлую дугообразную форму.
В способе производства сварных стальных труб, например, для нефтяных скважин или магистральных трубопроводов, операцию формовки из толстого стального листа открытой трубы, несоединенные кромки которой расположены напротив друг друга, часто осуществляют методом прессовой гибки с помощью гибочного пресса, при котором толстый стальной лист помещают на два матричных элемента, установленных на определенном расстоянии друг от друга, а пуансон перемещается и входит в пространство между данными матричными элементами, вместо использования метода U-образной и О-образной формовки на прессовой машине. При использовании способа прессовой гибки требуется меньшее прижимающее усилие пуансона, чем в случае формовки с приданием U-образной или О-образной формы, при этом количество прессований увеличивается. По этой причине способ прессовой гибки является предпочтительным при производстве стальных труб из толстолистовой или высокопрочной стали.
Стальные трубы UOE для нефтяных скважин или магистральных трубопроводов производятся путем соединения торцов труб и сваркой по окружности на месте укладки. Таким образом, если округлость стальной трубы UOE является низкой, торцы стальных труб UOE невозможно соединить друг с другом и сварить кольцевым швом. Если округлость стальной трубы UOE является низкой, такая стальная труба, скорее всего, будет деформироваться под действием высокого давления окружающей среды, например, при укладке в море на большой глубине. В связи с этим были предложены технологии, обеспечивающие улучшение округлости стальной трубы UOE на этапе экспандирования трубы (см. патентные документы 1-4).
Список цитированных документов
Патентная документация.
Патентный документ 1: Опубликованная патентная заявка Японии №2010-167440
Патентный документ 2: Опубликованная патентная заявка Японии №Н03-094936
Патентный документ 3: Опубликованная патентная заявка Японии №S59-183943
Патентный документ 4: Опубликованная патентная заявка Японии №S61-147930
Раскрытие изобретения
Техническая проблема.
Для улучшения округлости стальной трубы UOE желательно, чтобы отношение радиуса кривизны R1 внешней периферийной поверхности каждого раздаточного элемента к заданному радиусу R0 внутренней поверхности стальной трубы UOE (далее везде называемое коэффициентом экспандирования R трубы) было близким к 1,0. Однако при близких к 1,0 значениях коэффициента экспандирования R трубы контактное давление при контакте раздаточного элемента с внутренней поверхностью стальной трубы возрастает, и раздаточный элемент может треснуть. Поэтому при существующей технологии коэффициент экспандирования R трубы на этапе экспандирования трубы ограничивали величиной приблизительно 0,9, и дальнейшее улучшение округлости стальной трубы UOE являлось затруднительным. Исходя из вышесказанного, желательно разработать технологию, обеспечивающую возможность производства стальной трубы с высокой округлостью, без риска растрескивания элементов для раздачи трубы.
Принимая во внимание описанную выше проблему, было создано настоящее изобретение, целью которого является создание способа производства стальной трубы, обеспечивающего возможность производства стальной трубы с высокой округлостью без растрескивания раздаточного элемента.
Решение проблемы.
Способ производства стальной трубы согласно настоящему изобретению включает в себя выполнение следующих операций: придание цилиндрической формы стальному листу с помощью метода прессовой гибки, при котором осуществляется прессовка стального листа пуансоном, на передней части которого имеется внешняя периферийная поверхность округлой дугообразной формы, таким образом, чтобы кромки противоположных краев листа в поперечном направлении приняли положение, в котором они располагаются напротив друг друга; стыковку и сварку расположенных напротив друг друга кромок в поперечном направлении стального листа; и экспандирование стальной трубы изнутри с помощью экспандирующего устройства, содержащего несколько установленных по его окружности раздаточных элементов с внешней периферийной поверхностью округлой дугообразной формы, в котором коэффициент экспандирования R трубы, являющийся отношением радиуса кривизны внешней периферийной поверхности каждого раздаточного элемента к заданному радиусу внутренней поверхности стальной трубы, и коэффициент пуансона R, являющийся отношением радиуса кривизны внешней периферийной поверхности переднего конца пуансона к заданному радиусу внутренней поверхности стальной трубы, меньше 1,0 и удовлетворяют выражению (1): коэффициент экспандирования R трубы ≥-0.3 × коэффициент пуансона R+1.18… (1).
Описанный выше способ производства стальной трубы согласно настоящему изобретению обеспечивает возможность дальнейшего повышения коэффициента экспандирования R трубы до значений от 0,94 до 1,0.
Полезный эффект изобретения.
Применение способа производства стальной трубы согласно настоящему изобретению обеспечивает возможность производства стальной трубы с высокой округлостью без риска растрескивания раздаточного элемента.
Краткое описание чертежей
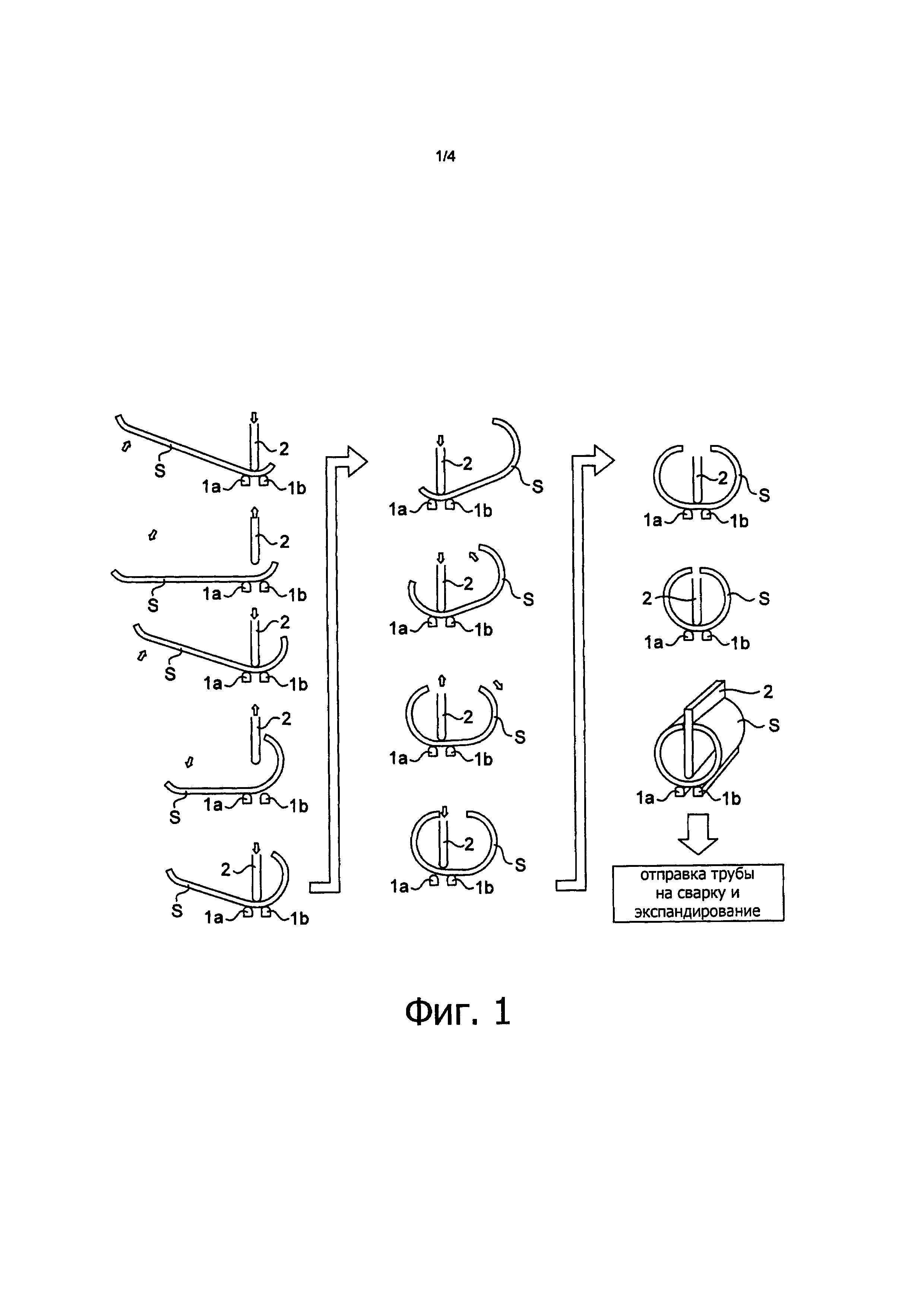
Фиг. 1 - схема, поясняющая процесс формовки открытой трубы методом прессовой гибки как часть способа производства стальной трубы согласно одному из возможных вариантов реализации настоящего изобретения.
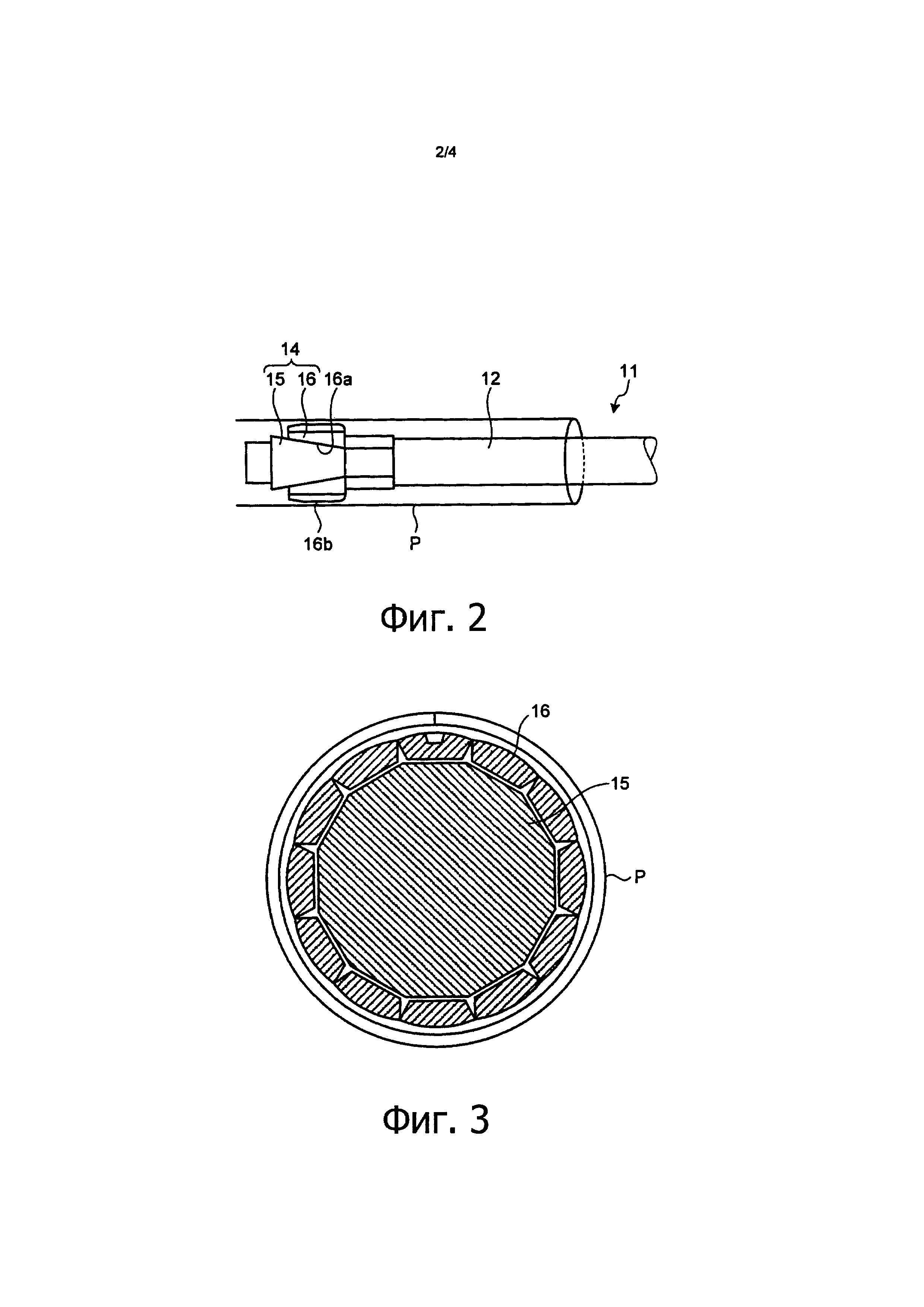
Фиг. 2 - принципиальная схема экспандирующего устройства, используемого для экспандирования труб в способе производства стальной трубы согласно одному из возможных вариантов реализации настоящего изобретения.
Фиг. 3 - вид стальной трубы в разрезе.
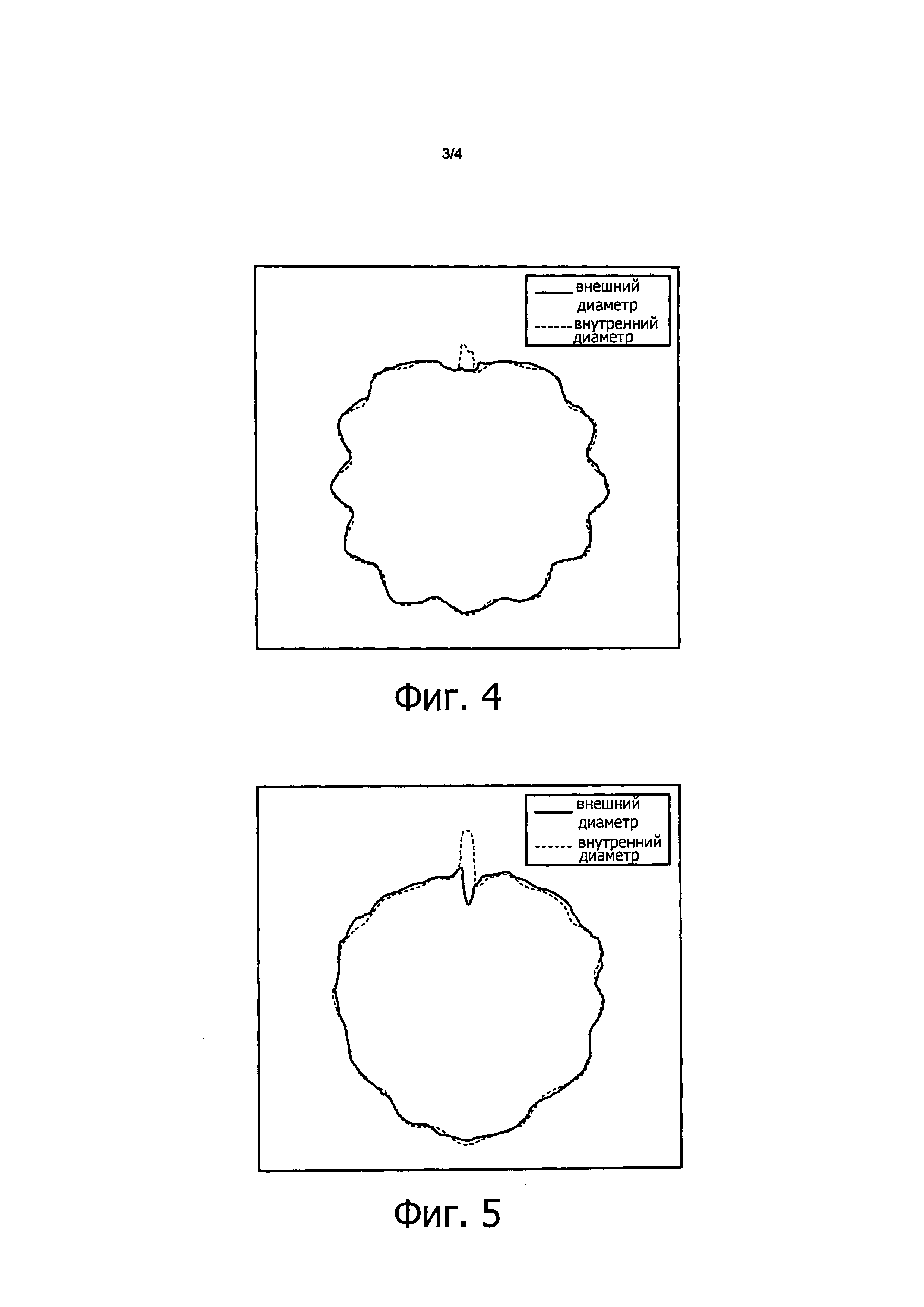
Фиг. 4 - диаграмма, показывающая внешний и внутренний диаметры стальной трубы после формовки методом прессовой гибки и экспандирования при коэффициенте экспандирования R трубы, равном 0,903.
Фиг. 5 - диаграмма, показывающая внешний и внутренний диаметры стальной трубы после формовки методом прессовой гибки и экспандирования при коэффициенте экспандирования R трубы, равном 0,986.
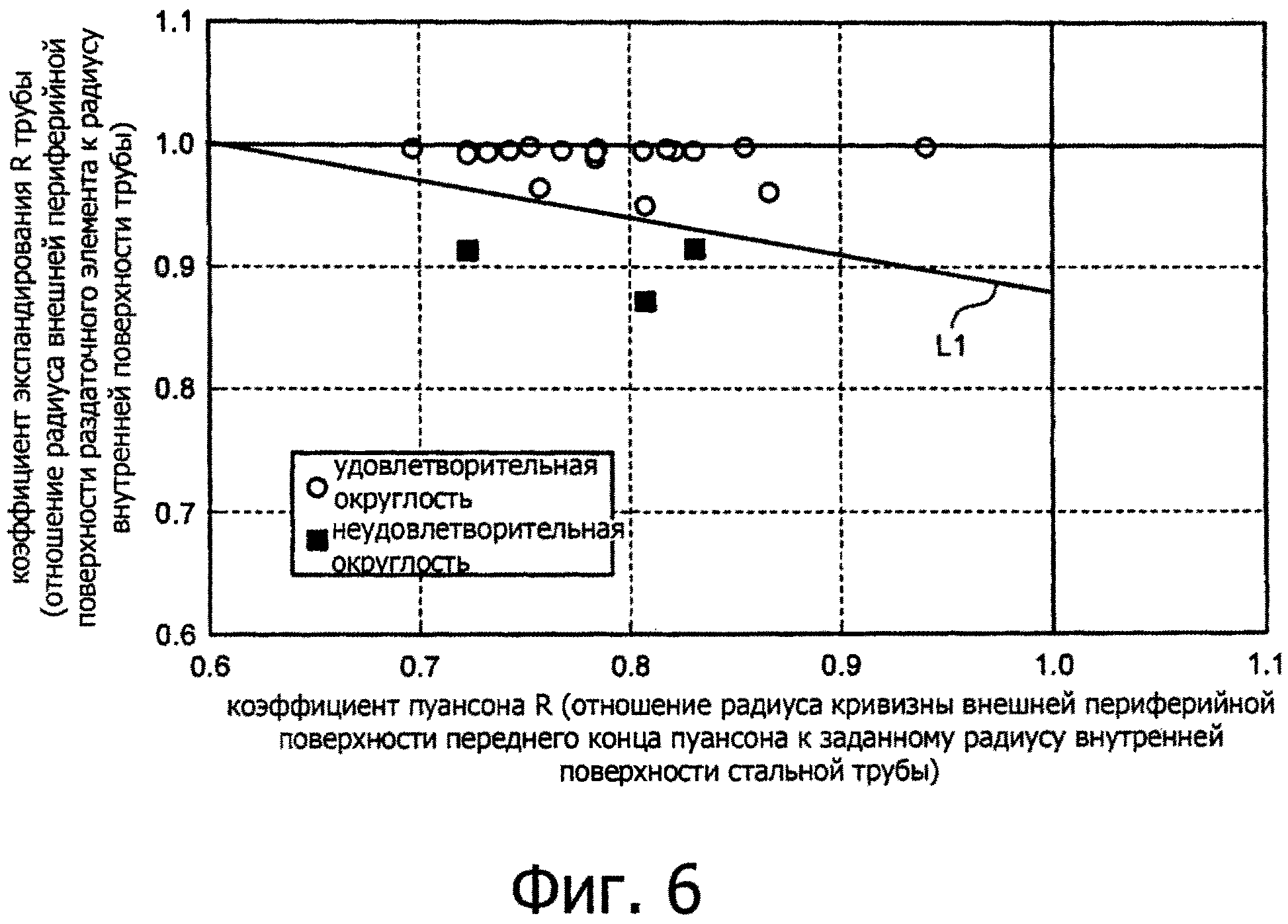
Фиг. 6 - график зависимости округлости стальной трубы от коэффициента экспандирования R трубы и коэффициент пуансона R.
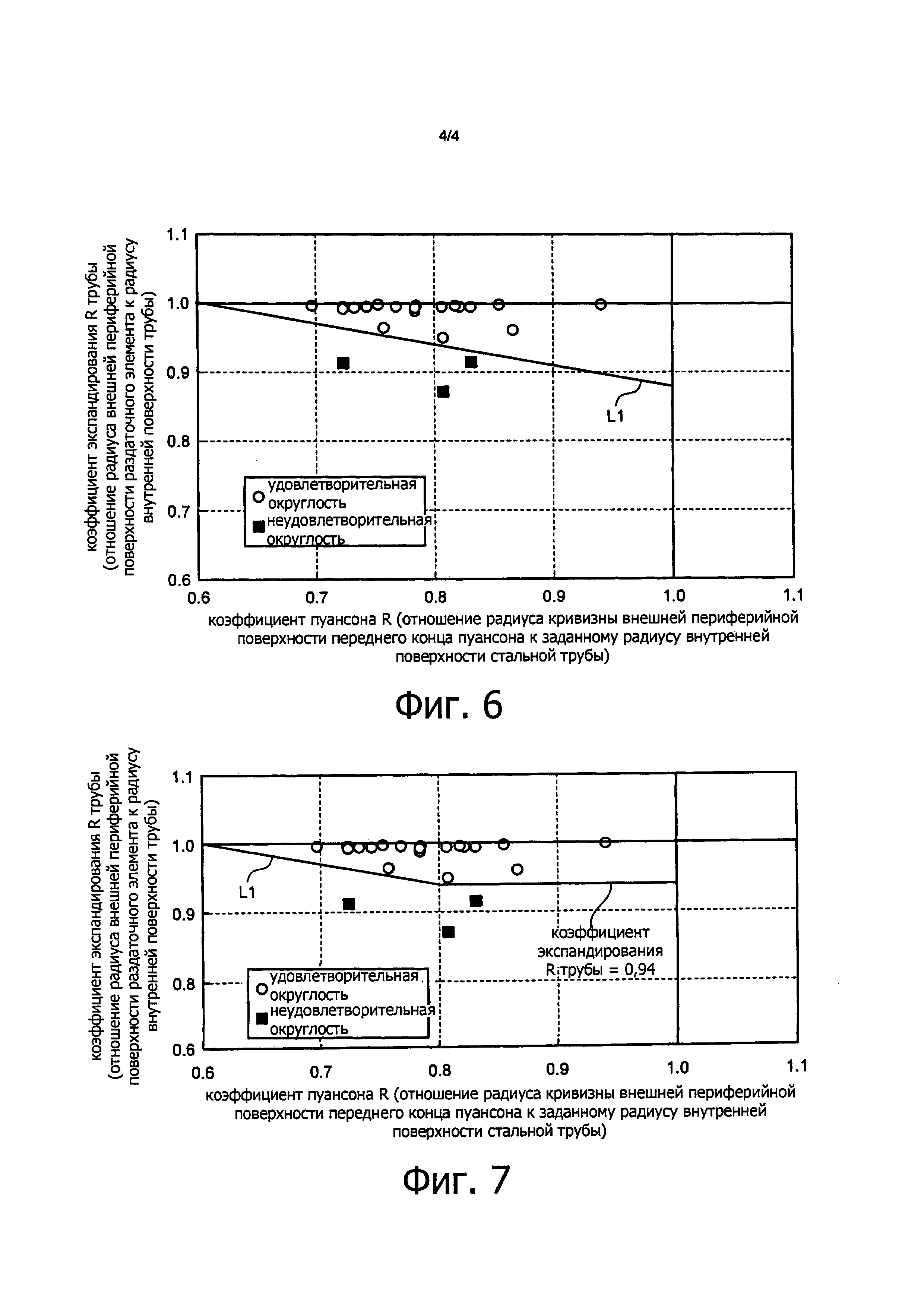
Фиг. 7 - еще один график зависимости округлости стальной трубы от коэффициента экспандирования R трубы и коэффициент пуансона R.
Осуществление изобретения
В результате глубоких исследований, проведенных заявителями настоящего изобретения, было обнаружено, что форма стальной трубы после сварки несоединенных кромок открытой трубы получается лучше, если на этапе формовки вместо формовки с приданием сначала U-образной, а затем О-образной формы (UO-формовка) используется технология прессовой гибки. Было установлено, что, в отличие от UO-формовки, при применении технологии прессовой гибки увеличение коэффициента экспандирования R трубы не приводит к растрескиванию раздаточных элементов. Считается, что это обусловлено следующими факторами. При использовании метода прессовой гибки формовка стального листа производится с помощью нескольких операций прессовки при перемещении листа в поперечном направлении. В результате, при придании стальному листу цилиндрической формы недеформированные участки не имеют большой длины в направлении по окружности, хотя небольшая неровность поверхности остается. Напротив, при UO-формовке как этап придания U-образной формы, так и этап придания О-образной формы осуществляются с помощью одной операции. В результате, в зависимости от условий прессовки, при придании стальному листу цилиндрической формы недеформированные участки могут иметь большую длину в направлении по окружности. При наличии недеформированных участков в направлении по окружности на раздаточный элемент, производящий экспандирование недеформированного участка, приходится очень высокая нагрузка, и существует высокая вероятность растрескивания раздаточного элемента. Влияние данного фактора еще более возрастает при увеличении коэффициента экспандирования R трубы и приближении его значения к 1, при котором внешняя периферийная поверхность раздаточного элемента контактирует с внутренней поверхностью экспандируемой стальной трубы по большей площади. Однако в случае формовки стальной трубы методом прессовой гибки, протяженность недеформированных участков в направлении по окружности является небольшой. Таким образом, считается, что, в отличие от случая применения технологии UO-формовки, операция экспандирования трубы в данном случае может выполняться без риска растрескивания раздаточного элемента даже при большом коэффициенте экспандирования R трубы. Ниже со ссылками на приложенные чертежи описывается способ производства стальной трубы, рассматриваемый как один из возможных вариантов реализации настоящего изобретения, разработанный на основании вышеуказанных данных.
Операция формовки методом прессовой гибки.
Сначала с помощью Фиг. 1 мы рассмотрим операцию формовки методом прессовой гибки, являющуюся частью способа производства стальной трубы согласно настоящему изобретению. На Фиг. 1 приведена принципиальная схема, иллюстрирующая операцию формовки открытой трубы методом прессовой гибки как часть способа производства стальной трубы согласно одному из возможных вариантов реализации настоящего изобретения. Стрелки на Фиг. 1 показывают направление перемещения стального листа S и пуансона 2.
Как показано на Фиг. 1, для придания стальному листу S цилиндрической формы посредством прессовой гибки его укладывают внешней стороной на два линейных матричных элемента 1а и 1b, установленных параллельно друг другу на определенном расстоянии друг от друга, и многократно выполняют прессовку с помощью пуансона 2 участка внутренней стороны стального листа S, соответствующего пространству между указанными матричными элементами 1а и 1b, начиная от краев стального листа с обеих сторон к центру стального листа S в поперечном направлении. В результате стальной лист S приобретает цилиндрическую форму.
Конфигурация экспандирующего устройства.
Далее, со ссылками на Фиг. 2 и 3, приводится описание конфигурации экспандирующего устройства, применяемого в способе производства стальной трубы согласно одному из возможных вариантов реализации настоящего изобретения. На Фиг. 2 показана принципиальная схема экспандирующего устройства, применяемого в способе производства стальной трубы согласно рассматриваемому варианту реализации настоящего изобретения. На Фиг. 3 приведен вид стальной трубы в разрезе. Конфигурация экспандирующего устройства, которое может быть использовано в способе производства согласно настоящему изобретению, не ограничивается вариантом, показанным на Фиг. 2 и 3.
Как показано на Фиг. 2, данное экспандирующее устройство 11, применяемое в способе производства стальной трубы согласно варианту реализации настоящего изобретения, содержит валообразную штангу 12, передний конец которой вставлен с одного торца внутрь стальной трубы Р, и экспандирующую головку 14, установленную на переднем конце штанги 12, которая осуществляет экспандирование (раздачу) стальной трубы Р в направлении, перпендикулярном оси. Экспандирующая головка 14 содержит конусовидную внешнюю периферийную поверхность 15 и раздаточный элемент 16.
Конусовидная внешняя периферийная поверхность 15 выполнена на переднем конце штанги 12, и диаметр данной поверхности уменьшается от переднего конца к началу штанги 12. Раздаточный элемент 16 находится в подвижном контакте с конусовидной внешней периферийной поверхностью 15 и содержит внутреннюю конусовидную периферийную поверхность 16а, диаметр которой уменьшается от переднего конца к началу штанги 12, и внешнюю периферийную раздаточную поверхность 16b, обращенную к внутренней периферийной поверхности стальной трубы Р. Как показано на Фиг. 3, несколько таких раздаточных элементов 16 расположены по окружности конусовидной внешней периферийной поверхности 15.
Для экспандирования стальной трубы раздаточные элементы 16 устанавливаются в исходном положении, и штангу 12 перемещают назад от исходного положения. При этом каждый из раздаточных элементов 16, установленные с возможностью скольжения по конусовидной внешней периферийной поверхности 15, за счет заклинивания смещаются в радиальном направлении, осуществляя экспандирование стальной трубы Р. Неровность поверхности в поперечном сечении стальной трубы Р уменьшается, и форма поперечного сечения стальной трубы Р становится близкой к окружности.
Затем штангу 12 смещают вперед, в сторону исходного положения, и после того, как раздаточные элементы 16 с помощью освобождающего механизма (на чертеже не показан) сместятся внутрь в направлении, перпендикулярном оси, штангу 12 перемещают далее вперед на расстояние, равное величине шага (т.е. расстояния в осевом направлении) раздаточных элементов 16. Раздаточные элементы 16 устанавливаются в новое исходное положение, и вышеописанная операция повторяется. Таким образом, экспандирование стальной трубы Р по всей ее длине осуществляется посредством последовательного экспандирования участков трубы, длина которых равна шагу раздаточных элементов 16.
Вариант реализации изобретения.
На Фиг. 4 и 5 приведены диаграммы, показывающие внешний диаметр (сплошная линия) и внутренний диаметр (пунктир) стальной трубы Р после завершения операции формовки методом прессовой гибки и операции экспандирования с коэффициентом экспандирования R трубы, равным 0,903 и 0,986, соответственно. Как на Фиг. 4, так и на Фиг. 5 в одном и том же увеличенном масштабе показано отклонение среднего радиуса от величин радиусов в соответствующих точках стальной трубы Р.
Как показано на Фиг. 4 и 5, для стальной трубы Р, изготовленной путем формовки методом прессовой гибки, увеличение коэффициента экспандирования R трубы с 0,903 до 0,986 приводит к уменьшению разности между внешним диаметром и внутренним диаметром, и улучшению округлости трубы. После увеличения коэффициента экспандирования R трубы никакого растрескивания раздаточных элементов обнаружено не было.
На Фиг. 6 и 7 приведены графики зависимости округлости стальной трубы от коэффициента экспандирования R трубы и коэффициента пуансона R. Коэффициентом пуансона R называется отношение радиуса RP1 внешней периферийной поверхности переднего конца пуансона к заданному радиусу R0 внутренней поверхности стальной трубы Р. Как показано на Фиг. 6, стальную трубу Р с высокой округлостью можно получить, если значения коэффициента экспандирования R трубы и коэффициент пуансона R меньше 1 и отвечают условию, указанному ниже в виде формулы (1). Прямая линия L1 на Фиг. 6 является прямой, соответствующей следующему выражению: коэффициент экспандирования R трубы=-0,3 × коэффициент пуансона R+1,18. Как показано на Фиг. 7, величина коэффициента экспандирования R трубы может составлять от 0,94 до 1,0.
Коэффициент экспандирования R трубы ≥-0.3 × коэффициент пуансона R+1,18 (1) Описанное выше подтверждает, что округлость стальной трубы можно повысить без растрескивания раздаточных элементов посредством формовки стальной трубы методом прессовой гибки с последующим выполнением операции экспандирования трубы, при которой значения коэффициента экспандирования R трубы и коэффициент пуансона R меньше 1 и удовлетворяют приведенному выше уравнению (1).
Несмотря на то, что описание настоящего изобретения было выполнено на примере рассмотренного выше варианта его реализации, данное изобретение не ограничивается описанием и чертежами, входящими в настоящее описание и соответствующими рассмотренному варианту реализации. Иными словами, основанные на рассмотренном варианте реализации другие варианты, примеры и технологии, создаваемые и разрабатываемые специалистами в данной области, также охватываются настоящим изобретением.
Промышленная применимость
Применение способа производства стальной трубы согласно рассмотренному варианту реализации настоящего изобретения обеспечивает возможность производства стальной трубы с высокой округлостью без риска растрескивания раздаточного элемента.
Перечень ссылочных позиций:
1 a, 1b - матричный элемент
2 - пуансон
11 - экспандирующее устройство
12 - штанга
14 - экспандирующая головка
15 - конусовидная внешняя периферийная поверхность
16 - раздаточный элемент
16а - конусовидная внутренняя периферийная поверхность
16b - внешняя периферийная раздаточная поверхность
Р - стальная труба
S - стальной лист.
Лист из текстурированной электротехнической стали и способ его изготовления
Материал для изготовления пластинчатого стального сердечника и способ производства пластинчатого стального сердечника
Устройство для изготовления стальной полосы
Высокопрочная стальная труба, полученная электросваркой методом сопротивления, и способ её изготовления
Трубный экспандер
Текстурированный лист из электротехнической стали и способ его изготовления
Способ производства стальной полосы и стальная полоса
Лист из нетекстурированной электротехнической стали, способ его изготовления и сердечник двигателя
Ролик пода и установка непрерывного отжига
Способ получения листов из нетекстурированной электротехнической стали
Устройство ультразвуковой дефектоскопии, способ ультразвуковой дефектоскопии, способ изготовления сварной стальной трубы и способ контроля качества сварной стальной трубы

