Результат интеллектуальной деятельности: СПОСОБ РЕЗКИ ХРУПКИХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к способам резки (термораскалывания) хрупких материалов (в дальнейшем - материал, пластина), таких как любой тип стекла, различные монокристаллы, все типы керамики, а также полупроводниковые материалы и может быть использованно в автомобилестроении, в электронной промышленности и в других областях техники для высокоточной и высокопроизводительной резки широкого класса материалов.
Известен способ резки хрупких неметаллических материалов (патент РФ №2024441, МПК C03B 33/02, дата приоритета 02.04.1992 г., дата публикации 15.12.1994), включающий нагрев материала на линии реза пучком лазера, создание в зоне нагрева локального напряжения в обрабатываемом материале, совместное перемещение зоны нагрева и напряжения с образованием в материале несквозной разделяющей трещины. При резке материалов этим способом необходима дополнительная операция механического скрайбирования алмазной пирамидкой для создания первоначального микродефекта. Недостатками способа являются малые глубина и скорость резки, необходимость дополнительной операции скрайбирования.
Наиболее близким по технической сущности к предлагаемому изобретению является способ резки неметаллических хрупких материалов (патент РФ №2238918, МПК С03B 33/09, дата приоритета 07.06.2002 г., дата публикации 27.10.2004 г.), который принят в качестве прототипа. Способ включает в себя нагрев поверхности материала по линии реза с помощью лазерного пучка, создание несквозного надреза материала по линии реза трещины, дополнительное воздействие на поверхность материала, которое осуществляют в зоне нанесения надреза, по крайней мере, одним источником упругих волн, в качестве которого используют импульсное лазерное излучение, для которого материал непрозрачен, при этом амплитуду и частоту упругих волн выбирают из условия углубления надреза на заданную глубину или сквозной резки и охлаждения зоны нагрева поверхности материала с помощью хладагента, при этом упругие волны воздействуют в зоне воздействия хладагента. Одновременно на противоположную поверхность материала воздействуют упругой волной в зоне, расположенной между зонами воздействия двух других упругих волн, направленных со стороны воздействия лазерного пучка.
Недостатками этого способа являются малые толщина разрезаемых материалов, низкая скорость их резки, а также возможность отклонения направления линии реза от заданной траектории, особенно на начальных и конечных участках поверхности разрезаемого материала, что приводит к появлению брака. Эти недостатки являются следствием топологии локализации зон упругих напряжений в разрезаемом материале. При воздействии лазерного импульсного излучения на материал, непрозрачный для его длины волны, возникают акустические (упругие) волны соизмеримые с площадью взаимодействия. Обычно диаметр пучка импульсного лазера составляет единицы миллиметра, причем возникающие упругие волны имеют сферический фронт при распространении. При использовании двух лазерных источников, учитывая их поперечное распределение, амплитуду и частоту которых подберут для образования максимальных напряжений в зоне разреза, эта зона будет составлять доли миллиметра как по протяженности, так и по площади, что ограничит скорость реза и толщину разрезаемого материала. При этом на краях зоны созданных упругих напряжений возникает расширение зоны локализации этих напряжений и снижение их амплитуды, что связано с характером интерференции упругих волн, взаимодействующих не ортогонально и имеющих градиент поперечного распределения, что может приводить к отклонению направления линии реза от заданной траектории.
Решается задача увеличения толщины разрезаемого материала, повышения скорости и качества резки материала.
Поставленная задача решается тем, что в способе резки хрупких материалов включающем нагрев поверхности материала по линии реза с помощью лазерного пучка, осуществление надреза материала по линии реза, дополнительное воздействие на материал источниками упругих волн с выбором значений амплитуды и частоты этих потоков, дополнительно осуществляется перемещение материала относительно зоны нагрева, кроме этого не менее двух источников упругих волн располагаются с противоположных боковых сторон разрезаемого материала поперек линии реза, причем этими источниками создают две упругие волны, движущиеся навстречу друг другу, и формируют в материале зону стоячей упругой волны, совмещая максимальную амплитуду механических напряжений с зоной нагрева.
Кроме того, решение задачи обеспечивается тем, что дополнительно формируют несколько зон нагрева лазерным пучком для создания дополнительных линий реза, изменяют значения параметров частоты и амплитуды источников упругих волн и формируют дополнительно одну или несколько неподвижных зон с периодическими изменениями механических напряжений, по количеству равными числу зон нагрева, и совмещают их с сформированными зонами нагрева лазерным пучком.
Также решение задачи обеспечивается тем, что с противоположных сторон материала вдоль линии реза дополнительно вводят один или несколько источников упругих волн и располагают их линейно на каждой из боковых сторон плоскости материала.
Особенность предлагаемого способа заключается в следующем.
1) Для повышения глубины трещины и, соответственно, толщины разрезаемых материалов и качества резки, в данном изобретении предлагается, помимо зоны нагрева, создать зону с периодическими изменениями механических напряжений на основе эффекта стоячей волны, образующейся в результате взаимодействия движущихся навстречу друг другу потоков упругих волн. Эффект стоячей волны характерен появлением чередующихся т.н. узлов и пучностей, т.е. зон с нулевой и максимальной амплитудой механических напряжений: в виде сжатия-разрежения (в материале).
Эти две зоны пространственно совмещают с зоной нагрева, что увеличивает уровень локальных суммарных напряжений в материале, что в итоге и позволяет повысить глубину трещины и сделать ее единственной, повысив качество резки, одновременно приводя к повышению глубины и скорости резки.
Формирование двух и более зон механических напряжений, совмещенных с зонами нагрева разрезаемого материала, позволяет также осуществлять качественную резку по двум и более линиям реза, т.е. «в несколько полос». Это дает возможность повысить производительность резки материалов.
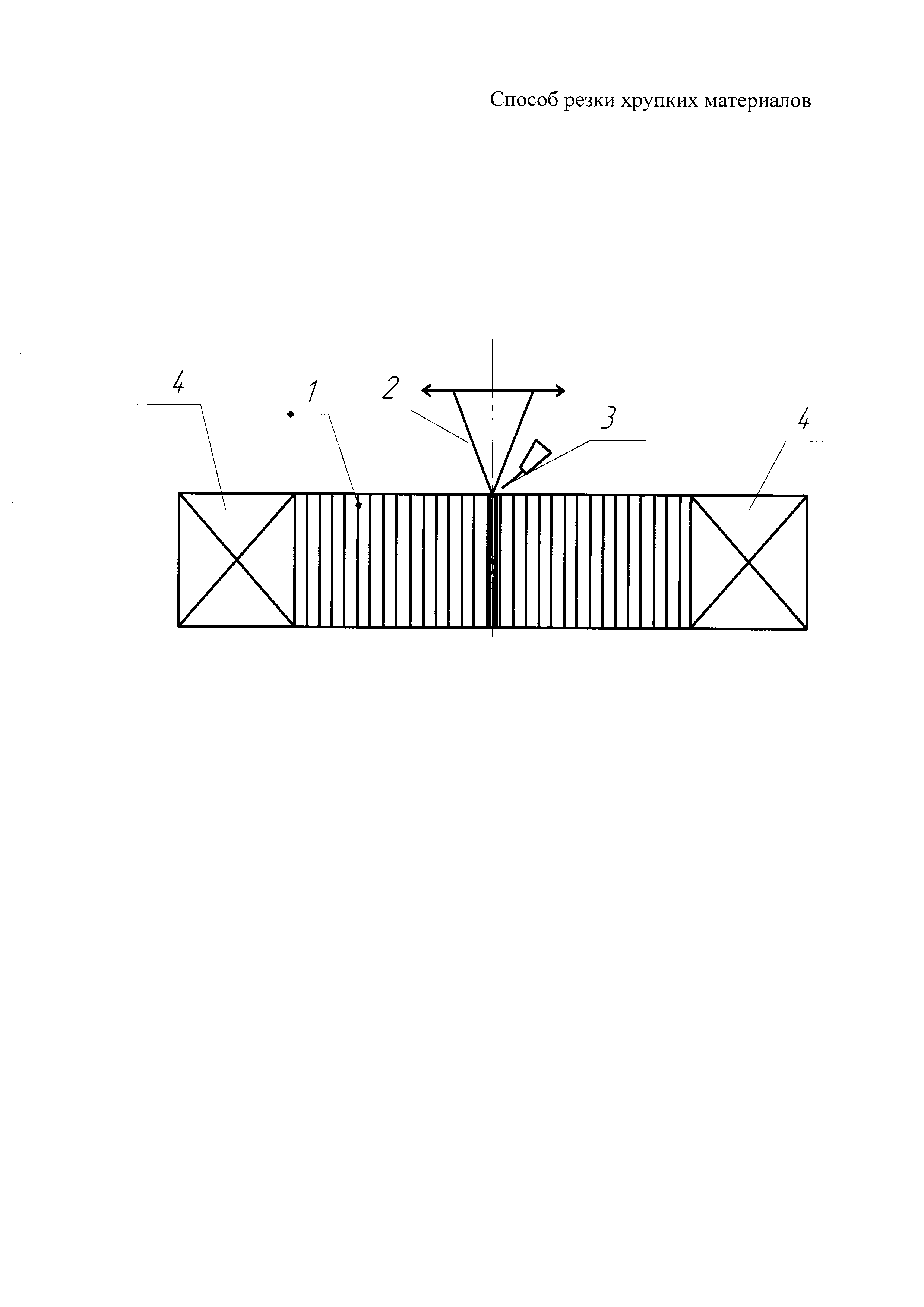
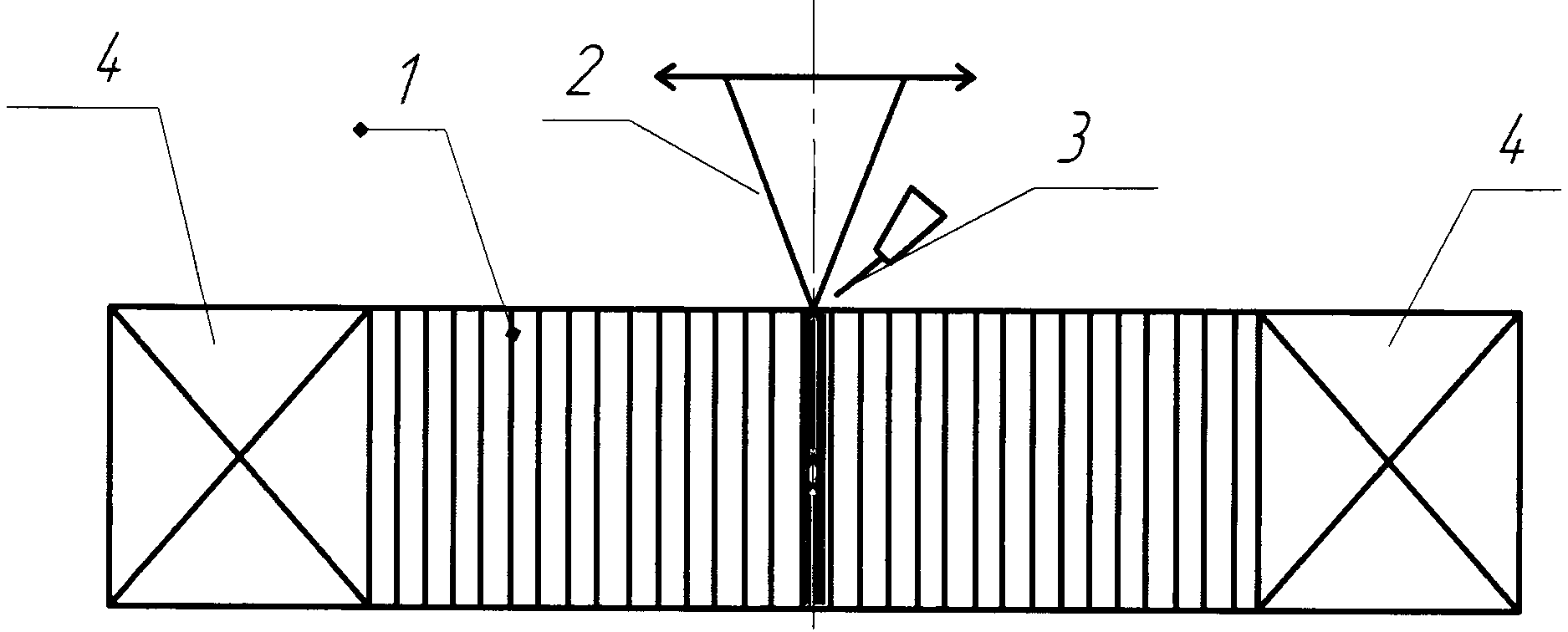
Сущность способа поясняется чертежом, где на фиг. представлена схема реализации предлагаемого способа. На поверхности разрезаемого материала 1 лазерным излучением 2 создается зона нагрева, в которую подается хладагент 3. У боковых поверхностей разрезаемого материала 1 находятся источники упругих волн 4, распространяющихся в материале 1 навстречу друг другу. В результате взаимодействия этих волн, имеющих одинаковую частоту, возникает стоячая волна. Предварительные расчеты частотных и пространственных параметров, определяющих работу устройства на фиг. показывают следующее. При скорости движения упругих волн в стекле v≈5000 м/с и резе посередине исходной стеклянной заготовки шириной ≈40 мм с шириной получаемых полос ≈20 мм значение частоты излучения возбуждаемых упругих волн составит f=250 кГц, что легко реализуемо промышленно выпускаемыми ультразвуковыми источниками упругих волн. В случае резки материала на две и более полос создаются с помощью лазерного излучения две и более зон нагрева, а частота упругих волн выбирается такой, чтобы при распространении их навстречу друг другу образовывались две или более зоны стоячей волны, совмещенные в материале с зонами нагрева. При использовании в качестве источника нагрева импульсного частотного лазера предлагается совместить время воздействия максимальной интенсивности излучения с временем фазы механического разряжения в зоне стоячей волны. Это увеличит производительность (или потенциальную толщину разрезаемого материала) резки материала при заданных величинах энергетических воздействий на материал (световых и акустических).
Ниже приведен конкретный пример выполнения предлагаемого способа. В качестве материала для резки использовалась пластина из стекла марки К8 толщиной 7 мм. Ортогонально к линии реза по краям пластины располагались ультразвуковые щелевые источники упругих волн марки ПЗ11Щ производства ООО «АЛТЕС» (Новосибирск). Мощность упругих волн в стекле составляла 1,5 Вт при частоте 250 кГц. Ширина пластины 40 мм, длина 300 мм. Для создания несквозного реза и зоны нагрева использовался инфракрасный импульсный лазер с длиной волны 10,6 мкм, средней мощности 100 Вт и частотой следования импульсов 10 кГц. Излучение лазера с помощью цилиндрической линзы из селенида цинка фокусировалось на поверхность разрезаемой пластины в пятно в виде эллипса с осями 1и 5 мм. В зону реза подавался хладагент. Разрезка пластины проводилась со скоростью 340 мм в секунду. Качество реза получалось хорошим, при этом не отмечалось случаев ухода от прямого реза на начальном и конечном участках разрезаемого материала.
Предлагаемое изобретение позволяет повысить скорость резки материалов и увеличить возможную толщину разрезаемого материала. При этом исключаются искривления, отклонение от заданной траектории реза и образование дефектов на начальных и конечных участках и, тем самым, повышается качество резки и уменьшается объем брака.
Способ контроля процесса эвакуации экипажа и пассажиров при возникновении морских катастроф
Способ записи брэгговской решётки лазерным излучением в двулучепреломляющее оптическое волокно
Способ записи оптической информации в фототерморефрактивном стекле
Оптическая наностеклокерамика с ионами хрома
Иммерсионная композиция
Зонд для сканирующей зондовой микроскопии и способ его изготовления (варианты)
Стекло
Кожухотрубный струйно-инжекционный аппарат и способ его использования для производства пива
Способ получения этилового спирта
Способ производства дистиллята из зернового сырья
Устройство для разделения жидкостей по плотности
Способ частотно-импульсной модуляции полупроводникового лазерного источника оптического излучения для опроса оптических интерферометрических датчиков
Способ активного контроля размеров изделия в процессе его шлифования
Способ высокоточного позиционирования аппарата на поверхности луны и устройство для его осуществления
Модульный космический аппарат

