Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ЭКОНОМНО-ЛЕГИРОВАННОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ ВЫСОКОГО ДАВЛЕНИЯ, А ТАКЖЕ ДЛЯ ОТРАСЛЕЙ МАШИНОСТРОЕНИЯ И ОФФШОРНОГО СУДОСТРОЕНИЯ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, в частности к производству экономнолегированной высокопрочной стали для труб магистральных газопроводов высокого давления, а также для отраслей машиностроения, офшорного судостроения.
Известен способ производства проката по патенту РФ №2355783, включающий выплавку стали, непрерывную разливку на слябы, аустенизацию, предварительную и окончательную деформации по продольно-поперечной схеме и охлаждение готового проката, при этом выплавляют сталь, содержащую, мас.%:
|
при этом предварительную прокатку в области температур рекристаллизации аустенита осуществляют с общей степенью деформации 50-80% и с частной деформацией 12-20% за проход в направлении поперек оси сляба, а окончательную деформацию осуществляют при температурах ниже температуры рекристаллизации аустенита с общей степенью деформации 60-80% вдоль оси сляба.
Техническим результатом заявленного изобретения является повышение прочностных показателей проката при одновременном повышении прокаливаемости и показателей пластичности (деформационной способности) и ударной вязкости (хладостойкости).
Поставленный результат в способе производства высокопрочного хладостойкого проката, включающем выплавку стали, непрерывную разливку в слябы, аустенизацию, черновую и чистовую стадию прокатки, ускоренное охлаждение, достигается тем, что выплавляют сталь следующего химического состава при соотношении ингредиентов, мас.%:
|
аустенизацию проводят в интервале температур 1050÷1100°С, черновую прокатку производят с частной деформацией 12÷20% в области температур рекристаллизации аустенита, чистовую - в области температур полного торможения рекристаллизации с общей степенью деформации 70÷80%, ускоренное охлаждение завершают при температуре 350÷450°С, при этом, после ускоренного охлаждения, в потоке прокатного стана, дополнительно проводят кратковременный высокий индукционный отпуск при температуре 620±10°С.
Дополнительно сталь может включать один или несколько элементов из ряда, мас.%:
|
ускорение охлаждения возможно осуществлять со скоростью 25÷35 град/с, а нагрев при индукционном отпуске осуществляют в темпе «прокатки» со скоростью от 15 до 120 секунд в зависимости от толщины проката.
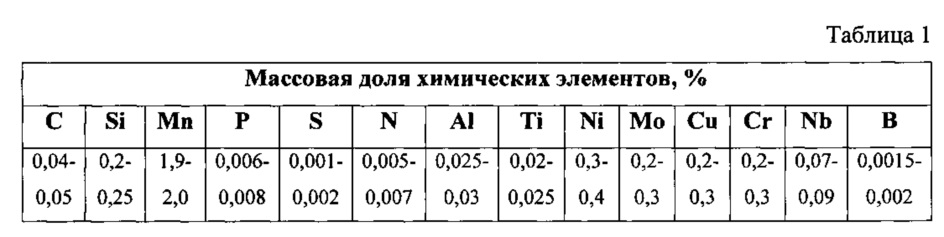
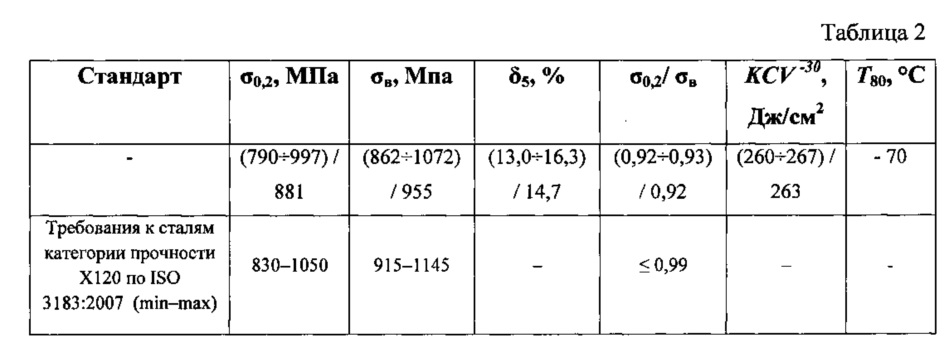
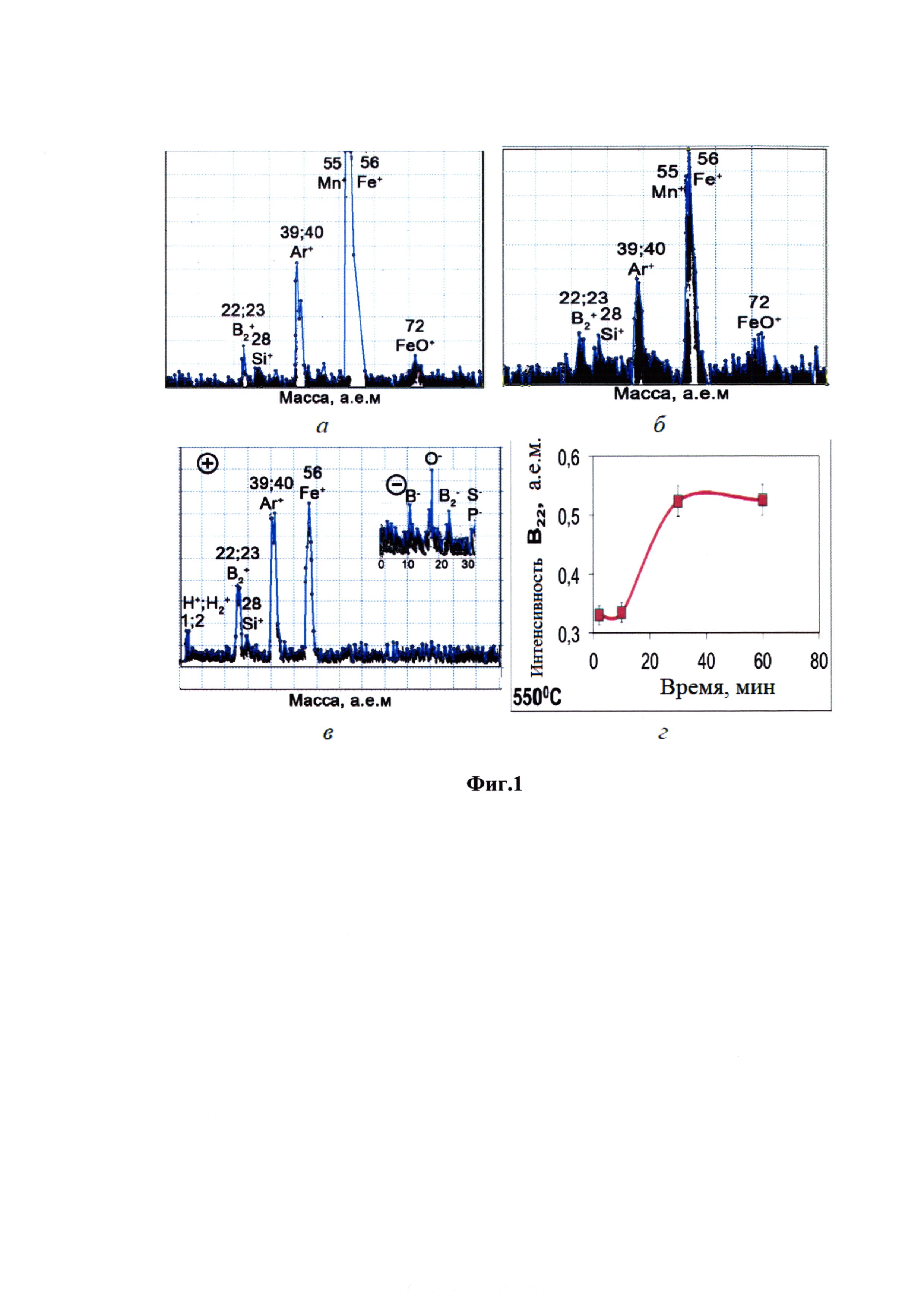
Описание иллюстрируется фиг. 1 - спектры масс-положительных и отрицательных ионов, полученные для поверхности образца после его нагрева в вакууме при 550°С в зависимости от продолжительности выдержки (а - 10 мин; б - 30 мин; в - 60 мин; г - зависимость интенсивности линии бора на спектре масс от длительности нагрева); фиг. 2 - микроструктура опытного образца с увеличением ×6000, показано распределение бора по периферии бейнитной колонии; фиг. 3 - тонкая структура образца после индукционного отпуска, показана структура нижнего бейнита (темнопольное изображение в рефлексах мартенсита, температура окончания ускоренного охлаждения 450°С).
В целях обоснования достижения поставленного результата осуществили опытную выплавку низкоуглеродистой ниобийсодержащей стали, дополнительно легированной элементами, обеспечивающими твердорастворное упрочнение - Mn, Ni, Мо, Cr, Cu с микродобавкой бора. Сталь имела экономный уровень легирования, выражающийся величиной Сэкв=0,48% и Рст=0,19%, а ее химический состав представлен в таблице 1.
После выплавки сталь разливали в изложницы. Полученную заготовку прокатывали в полуавтоматическом режиме с ускоренным охлаждением. Нагрев (аустенизацию) осуществляли до температуры 1100°С. Температура начала черновой прокатки Тн.черн составила 1000÷1050°С, температура окончания черновой прокатки Тк.черн - 950÷1000°С. Чистовую прокатку проводили с завершением в нижней части γ-области при температуре начала чистовой прокатки Тн.чист 800÷850°С и температуре окончания чистовой прокатки Тк.чист 790-820°С. Суммарное обжатие при чистовой прокатке составило порядка 80%. Ускоренное охлаждение осуществляли при температуре 750÷790°С и завершали при температуре 350÷450°С со средней скоростью охлаждения 25÷35°С/с. По завершении ускоренного охлаждения для получения высокой деформационной способности (пластичности, вязкости) прокат дополнительно подвергали кратковременному высокому индукционному отпуску токами промышленной частоты в темпе «прокатки» при температуре 620±10°С в течении 5-10 с.
Значения механических свойств опытного проката представлено в таблице 2 (интервал значений в зависимости от температуры конца ускоренного охлаждения / среднее значение).
Особенности распределения бора в металле проката были исследованы методами спектроскопии Оже-электронов (ОЭС) и масс-спектрометрии вторичных ионов (ВИМС). На фиг. 1 представлены результаты масс-спектроскопического исследования поверхности образца, предварительно очищенного ионным травлением и затем нагретого до 550°С. На спектрах масс присутствуют кластеры В2+ и В- и отсутствуют более сложные кластеры бора с азотом (BN - масса порядка 25 а.е.м.), кислородом (ВО, BO2 - массой около 27 а.е.м. и 43 а.е.м., соответственно), или металлами, что свидетельствует о присутствии бора в свободном состоянии в сегрегациях на межфазных границах (фиг. 2). По результатам исследований установлено, что бор находится в свободном состоянии (твердом растворе) и не связан в нитриды бора, что способствует повышению прокаливаемости (прочности) стали. Кроме того, микролегирование стали бором способствует преимущественно сдвиговому превращению аустенита, бор замедляет превращение основных фаз - феррита, гранулярного бейнита, сдвигает область распада переохлажденного аустенита, облегчая тем самым образование нижнего реечного бейнита и малоуглеродистого мартенсита.
Легирование стали бором способствует повышению устойчивости аустенита и приводит к снижению критических точек температуры начала бейнитного превращения на 50°С, в результате чего область начала бейнитного превращения смещается в сторону более низких скоростей охлаждения, при этом изменяется морфология бейнита от зернистого к игольчатому.
Дополнительно было исследовано влияние индукционного отпуска после ускоренного охлаждения (УО) на повышение деформационной способности и хладостойкости опытного образца. Улучшение вязких свойств и пластичности связано с отсутствием МА-фазы (фиг. 3), аннигиляцией дислокаций, релаксацией локальных пиковых напряжений, характерных для мартенситной структуры (и/или структуры нижнего бейнита) в исходном состоянии, однако краткость индукционного нагрева не приводит к видимым изменениям общей дислокационной структуры. Таким образом, индукционный нагрев до 630°С способствует началу образования полигонизованной субструктуры, что приводит к улучшению вязких характеристик.
Заявленный способ применим для производства стали категории прочности Х90, X100, X120, К80, К90 для труб магистральных газопроводов высокого давления, а также для отраслей машиностроения, офшорного судостроения.
Способ производства штрипсов из низколегированной стали
Способ производства высокопрочной толстолистовой стали
Способ производства листовой стали с высокой износостойкостью
Способ производства штрипсов из низколегированной стали
Способ производства высокопрочной толстолистовой стали
Способ производства листовой стали с высокой износостойкостью
Способ производства листового проката
Способ производства листового проката
Способ производства штрипсовой стали для труб подводных морских газопроводов высоких параметров
Способ производства проката с повышенным сопротивлением водородному и сероводородному растрескиванию
Способ производства проката
Способ производства проката
Способ производства толстолистового проката из свариваемой хромомарганцевой стали

