Результат интеллектуальной деятельности: СПОСОБ ТОНКОЛИСТОВОЙ ПРОКАТКИ АЛЮМИНИЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления высокопрочных тонких полос и листов из алюминиевых сплавов.
Известен способ производства листов из алюминиевых сплавов, включающий продольную холодную прокатку листов в температурном интервале от -80 до -196°С с суммарным относительным обжатием 35-99% (см. патент РФ №2463116, В21В 3/00).
Недостаток известного способа заключается в том, что изготавливаемые листы из алюминиевого сплава, имея достаточно высокие прочностные свойства, обладают при этом низкими пластическими свойствами из-за незначительности вклада механического двойникования в процесс деформации, что снижает эффективность фрагментирования зерен металла.
Наиболее близким аналогом к заявляемому объекту является способ производства холоднокатаных полос и листов из различных металлов и сплавов, включающий холодную прокатку тонкой полосы до суммарной степени деформации 75-95% с единичной степенью деформации не менее 50% в валках с шероховатостью 6,0-12,0 мкм Ra и соотношением окружных скоростей V1≥2V2 (см. патент РФ №2542212, В21В 1/28).
Хотя указанный способ позволяет повысить прочностные свойства металла, однако его пластические свойства при этом остаются низкими. Это связано с тем, что при прокатке полосы или листа с вышеуказанными режимами фрагментирование структуры металла при деформации происходит преимущественно по механизму дислокационного скольжения, а это приводит к снижению пластических свойств металла.
Задача, решаемая изобретением, заключается в изготовлении тонких алюминиевых полос и листов, обладающих одновременно высокими прочностными и пластическими свойствами.
Технический результат, обеспечивающий решение поставленной задачи, заключается в интенсификации процесса фрагментирования зерен металла за счет активизации процесса механического двойникования и повышения плотности дислокаций под действием больших сдвиговых деформаций, а также подавления процессов динамического возврата и рекристаллизации металла в условиях криогенных температур.
Поставленная задача решается тем, что в известном способе тонколистовой прокатки алюминиевых сплавов, включающем прокатку тонкой полосы в двух валках с рассогласованием их окружных скоростей, по меньшей мере, в два раза и с единичной степенью деформации не менее 50% до суммарной степени деформации 75-95%, согласно изобретению перед прокаткой тонкую полосу охлаждают до температуры -153÷-196°С, после чего ее нагревают до температуры 20-25°С со скоростью 100-400°С/с.
Известна прокатка листов из алюминиевого сплава при криогенной температуре, обеспечивающая повышение прочностных свойств металла за счет вытягивания и диспергирования зерен путем деформации по механизму дислокационного скольжения (см. патент РФ №2463116, В21В 3/00).
В заявляемом способе тонколистовая прокатка при температуре в диапазоне -153÷-196°С, также как и в известном способе, предназначена для увеличения плотности дислокаций и измельчения зеренной структуры алюминиевых сплавов.
Известно, что для предотвращения разупрочнения металла вследствие термически активационных процессов, например, возврата, после криогенной прокатки металл нагревают до комнатной температуры (см. Васильев М.А., Волошко С.М., Яценко Л.Ф. Микроструктура и механические свойства металлов и сплавов, деформированных в жидком азоте (обзор) // Успехи физики металлов. 2012. Т. 13. С. 303-343).
В заявляемом способе нагрев металла до температуры 20-25°С после криогенной прокатки также предназначен для предотвращения разупрочнения металла вследствие термически активационных процессов.
Однако наравне с вышеуказанными известными техническими свойствами, в заявляемом способе тонколистовой прокатки алюминиевых сплавов совокупность отличительных признаков проявляет новый технический результат, заключающийся в интенсификации процесса фрагментирования зерен металла за счет активизации процесса механического двойникования и повышения плотности дислокаций под действием больших сдвиговых деформаций, а также подавления процессов динамического возврата и рекристаллизации в условиях криогенных температур. В результате этого достигается значительное повышение прочностных и пластических свойств изготавливаемых тонких алюминиевых полос и листов.
На основании вышеизложенного можно сделать вывод, что заявляемый способ тонколистовой прокатки алюминиевых сплавов не следует явным образом из известного уровня техники и, следовательно, соответствует условию патентоспособности «изобретательский уровень».
Способ тонколистовой прокатки алюминиевых сплавов осуществляют следующим образом.
Предварительно тонкую полосу из алюминиевого сплава охлаждают в жидком азоте до температуры -153÷-196°С, после чего ее прокатывают в двух приводных валках с рассогласованием их окружных скоростей, по меньшей мере, в два раза. При этом прокатку осуществляют с единичной степенью деформации не менее 50% до суммарной степени деформации 75-95%. Это позволяет обеспечить при прокатке металла активизацию процесса механического двойникования за счет создания больших сдвиговых деформаций при криогенной температуре металла. В результате структура металла становится фрагментированной, а плотность дислокаций повышается по границам зерен. Одновременно с этим предотвращаются процессы динамического возврата и рекристаллизации металла. В совокупности это приводит к повышению прочностных и пластических свойств металла. Для стабилизации (фиксации) полученной структуры и свойств металла сразу после прокатки полосу нагревают до температуры 20-25°С со скоростью 100-400°С/с.
Осуществлять тонколистовую прокатку в приводных валках с рассогласованием их окружных скоростей менее чем в два раза, и с единичной степенью деформации менее 50% нецелесообразно, так как при этом уменьшается интенсивность сдвиговой деформации, а основным механизмом деформации является дислокационное скольжение. В результате значительно снижаются прочностные и пластические свойства алюминиевых сплавов.
Осуществлять прокатку алюминиевых сплавов при температуре выше -153°С и с суммарной степенью деформации меньше чем 75%, нецелесообразно, так как получаемый при этом размер фрагментов зерна и плотность дислокаций в металле будут недостаточными для получения высоких прочностных и пластических свойств металла.
Если температура прокатки алюминиевого сплава будет ниже чем -196°С, а суммарная степень деформации больше 95%, то вследствие снижения ресурса технологической пластичности металла произойдет охрупчивание и разрушение прокатываемого изделия.
Осуществлять нагрев полосы после прокатки со скоростью менее 100°С/с и до температуры ниже 20°С нецелесообразно, так как структура металла в этом случае становится термически нестабильной и разнозернистой, что значительно снижает прочностные и пластические свойства изделия.
Нагрев полосы после прокатки до температуры выше 25°С приводит к снижению прочностных свойств металла изделия из-за термически активационных процессов его разупрочнения, например, возврата или рекристаллизации.
Если нагрев полосы после прокатки осуществлять со скоростью, превышающей 400°С/с, то это приведет к значительному повышению термических напряжений в металле, и соответственно, к появлению в нем трещин и разрывов.
Таким образом, новая последовательность и режимы выполнения операций заявляемого способа позволяет получить фрагментированную структуру металла с высокой плотностью дислокаций по границам зерен за счет активизации процесса механического двойникования под действием больших сдвиговых деформаций, а также активного подавления процессов динамического возврата и рекристаллизации в условиях криогенных температур.
Для обоснования преимуществ заявляемого способа тонколистовой прокатки алюминиевых сплавов были проведены 15 экспериментов. Исходную заготовку в виде полосы толщиной 4,0 мм из алюминиевого сплава марки АМг6 погружали в жидкий азот и охлаждали до температуры в диапазоне от -153 до -196°С, а затем прокатывали в двух приводных валках диаметром 400 мм, окружные скорости которых в каждом проходе отличались не менее чем в два раза. Прокатку проводили с единичной степенью деформации не менее 50% на сухих валках без использования технологической смазки.
Эксперименты №1-3 проводили в соответствии с заявляемыми режимами, указанными в формуле изобретения;
эксперименты №4-13 - с режимами, выходящими за заявляемые пределы;
эксперименты №14-15 - по прототипу.
Режимы прокатки приведены в таблице 1, а результаты испытаний - в таблице 2.
Результаты испытаний показали, что полоса из алюминиевого сплава, изготовленная по заявляемому способу (эксперименты №1-3), в сравнении с 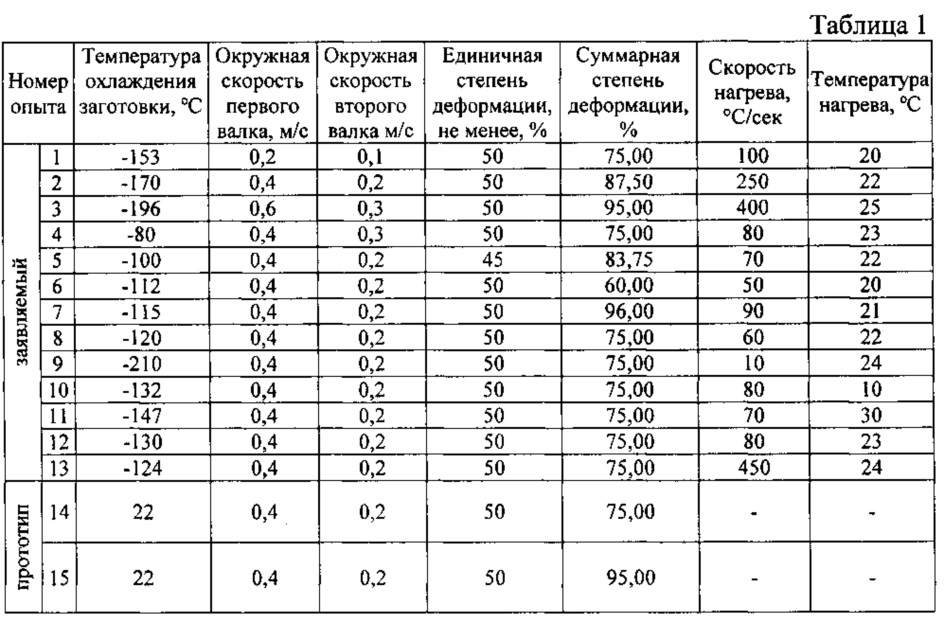
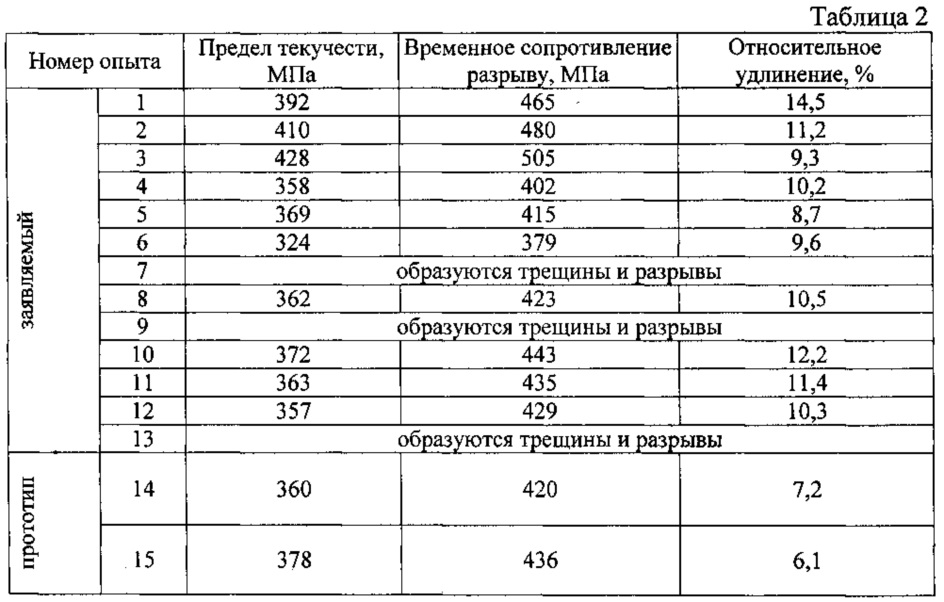
прототипом (эксперименты №14-15), имеет высокие прочностные и пластические свойства, а именно:
- предел текучести металла повышается на 8-13%;
- временное сопротивление разрыву металла повышается на 10-16%;
- относительное удлинение возрастает в 1,5-2,0 раза.
Изготавливать алюминиевую полосу по режимам, выходящим за заявляемые пределы, нецелесообразно, так как при этом снижаются прочностные и пластические свойства металла (эксперименты №4-6, 8, 10-12) или образуются трещины и разрывы (эксперименты №7, 9, 13).
На основании вышеизложенного, можно сделать вывод, что заявляемый способ тонколистовой прокатки алюминиевых сплавов работоспособен, может найти широкое применение в области прокатки высокопрочных изделий и, следовательно, соответствует условию патентоспособности «промышленная применимость».
Способ тонколистовой прокатки алюминиевых сплавов, включающий прокатку тонкой полосы в двух валках с рассогласованием их окружных скоростей по меньшей мере в два раза и с единичной степенью деформации не менее 50% до суммарной степени деформации 75-95%, отличающийся тем, что перед прокаткой тонкую полосу охлаждают до температуры -153÷-196°C, а после прокатки ее нагревают до температуры 20-25°C со скоростью 100-400°C/с.Способ автоматического регулирования скорости горизонтальных и вертикальных валков универсальной клети стана горячей прокатки
Способ прокатки металлических листов
Способ тонколистовой прокатки алюминиевых сплавов
Способ прокатки деталей с криволинейной поверхностью
Способ прокатки деталей с криволинейной поверхностью
Способ асимметричной криогенной прокатки
Способ производства холоднокатаной полосы
Неподвижный деформирующий элемент
Способ производства тонкой полосы
Способ производства фасонных профилей высокой точности
Способ получения калиброванных шестигранных профилей из нержавеющих сталей
Способ поверхностной обработки тел вращения
Способ обработки листа
Способ асимметричной прокатки холоднокатаной ленты из алюминиевого сплава амг6
Волока

