Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано для поштучной загрузки длинномерных заготовок в нагревательное устройство.
Известно устройство [Устройство для поштучной выдачи длинномерных изделий из пакета, а.с. СССР №426942, B65g 67/02, опубл. 05.05.1974], которое содержит два приводных цепных конвейера, склиз и транспортный рольганг. Один из конвейеров служит для приема пачки изделий и перемещения их другому конвейеру. Другой конвейер служит для поштучного захвата изделий специальными захватками, закрепленными на цепи, и перемещения одновременно нескольких изделий под некоторым углом, обеспечивающим опору изделий на цепи конвейера. Изделия передаются на наклонные склизы и за счет силы тяжести перемещаются на транспортный рольганг.
Такая конструкция, в случае надежного захвата и удержания специальными захватками по одному изделию, хорошо обеспечивает непрерывную работу технологической линии, при синхронной работе второго транспортера и транспортного рольганга, т.к. при подаче на транспортный рольганг следующего изделия предыдущее изделие должно быть убрано с данного места транспортного рольганга. В случае необходимости работы технологической линии в «рваном», прерывистом режиме, когда время цикла подачи изделий на транспортный рольганг переменно, требуется остановка транспортеров, в особенности второго, или работа его в переменном скоростном режиме. Т.е. данное устройство не обеспечивает цикличность работы. Кроме того, одновременный подъем и перемещение вторым транспортером нескольких изделий приводит к необходимости применения привода этого транспортера повышенной мощности, применения транспортера с повышенной нагрузочной способностью, весовыми и габаритными характеристиками. Применяемая в данном устройстве отрытая цепная передача требует смазки, в условиях металлургического производства на нее налипает грязь, что приводит к снижению надежности и повышению эксплуатационных расходов. Продольное перемещение изделий первым транспортером и их подъем вторым транспортером одновременно нескольких изделий на значительную высоту повышает расход энергии.
Из числа известных наиболее близким по технической сущности и достигаемому эффекту является устройство [Устройство для поштучной выдачи длинномерных изделий из пакета, патент РФ №2186718, B65G 47/256, опубл. 10.08.2002], принятое в качестве прототипа. Данное устройство включает наклонную подающую решетку, упор, передаточный механизм с приводом, склиз и приемный рольганг.
Применение наклонной решетки устраняет необходимость использования специального привода перемещения заготовок до упора. Заготовки перемещаются до упора за счет сил тяжести.
Однако все остальные недостатки, характерные для устройства-аналога, присутствуют в устройстве-прототипе. К этим недостаткам относятся:
- сложность обеспечения цикличности подачи заготовок в постоянном и переменном режимах, т.к. в приводе передаточного механизма применяются достаточно инерционные системы, включающие электродвигатель, редуктор, длинные трансмиссионные валы и цепи. Данный привод должен постоянно работать в режиме запусков и остановок с применением тормозных и следящих систем, что приводит в конечном итоге к снижению надежности его работы;
- использование в передаточном механизме множества открытых цепных передач в условиях запыленного металлургического производства приводит к снижению надежности работы передаточного механизма;
- необходимость размещения на пути подъема заготовок приводных и натяжных звездочек, рычагов приводит к значительной высоте их подъема, увеличивая расход энергии на выполнение данной операции, что можно отнести к показателю повышения эксплуатационных затрат.
Вместе с тем применение наклонной решетки не гарантирует стабильных условий подачи заготовок, т.к. при изменении формы поперечного сечения заготовки и ее кривизны, а также условий трения между опорными поверхностями перемещаемой заготовки и подающей решетки заготовка может прекращать перемещение по подающей решетке или начать перемещаться с большой скоростью. Первое нарушает ритмичность подачи заготовок, а второе приводит к действию от ускоренно перемещающейся заготовки больших динамических усилий на останавливающие заготовки упоры. Все это в конечном итоге снижает надежность работы устройства для поштучной подачи длинномерных заготовок.
Таким образом, основными недостатками устройства, принятого в качестве прототипа, являются низкая надежность его работы, повышенные эксплуатационные затраты при его применении.
Задачей изобретения является повышение надежность работы устройства для поштучной подачи длинномерных заготовок, снижение эксплуатационных затрат при его применении.
Поставленная задача достигается тем, что в заявляемом устройстве для поштучной подачи длинномерных заготовок, содержащем наклонную подающую решетку с пазами; упоры, размещенные вдоль оси заготовки, передаточный механизм с приводом, склизы с пазами и приемный рольганг, согласно изобретению наклонная подающая решетка установлена с изменяющимся углом наклона, передаточный механизм выполнен в виде многоплечих рычагов с равными углами между его плечами и вала, многоплечие рычаги установлены в пазы наклонной подающей решетки и склизов и жестко соединены с валом вдоль его длины, вал установлен с возможностью поворота вокруг оси, параллельной оси заготовок, привод поворота вала выполнен в виде храпового механизма, храповое колесо которого имеет число зубьев, кратное числу многоплечих рычагов, и неподвижно посажено на указанный вал, а привод поворота собачки храпового механизма с коромыслом, посаженным с возможностью поворота на вал, выполнен в виде силового цилиндра, шарнирно соединенного с коромыслом.
Установка наклонной подающей решетки с изменяющимся углом наклона позволяет управлять скоростным режимом перемещения заготовок по наклонной подающей решетке за счет сил тяжести при разной форме поперечного сечения перемещаемой заготовки, разной ее кривизне и разных условиях контактного взаимодействия между опорными поверхностями перемещаемой заготовки и наклонной подающей решетки. Это одновременно обеспечивает ритмичность подачи заготовок и устраняет возможность бесконтрольного силового воздействия заготовок на элементы конструкции устройства для поштучной подачи длинномерных заготовок, приводя к устранению аварийных ситуаций. Все это в конечном итоге повышает надежность работы устройства для поштучной подачи длинномерных заготовок.
Применение в предложенной конструкции передаточного механизма многоплечих рычагов дает возможность при малых значениях высоты подъема заготовки осуществлять передачу заготовки с наклонной подающей решетки на склизы. Подъем заготовки осуществляется только на высоту упора, останавливающего заготовку при перемещении ее по наклонной подающей решетке. Максимальная высота упора, обеспечивающая остановку заготовки, исходя из простых геометрических условий, должна несколько превышать расстояние от опорной поверхности заготовки до центра тяжести ее поперечного сечения. При этом следующая заготовка, перемещающаяся за счет сил тяжести по наклонной подающей решетке, путем воздействия на следующий поворачивающийся рычаг, способствует повороту вала, уменьшая усилие на привод поворота собачки храпового механизма. Все это позволяет снизить расход энергии на передачу заготовок с наклонной подающей решетки на склизы и, как следствие, эксплуатационные затраты.
Равные углы между плечами жестко закрепленных на валу рычагов позволяют осуществлять ритмичную пошаговую подачу заготовок при строго определенной величине угла поворота вала с многоплечими рычагами, храпового колеса, коромысла и собачки храпового механизма.
Установка многоплечих рычагов в пазы наклонной подающей решетки и склизов позволяет им осуществлять свободный поворот.
Жесткое соединение многоплечих рычагов с валом вдоль его длины при установке вала с возможностью поворота вокруг оси, параллельной оси заготовки, обеспечивает при повороте вала одновременное воздействие на заготовку всех рычагов и ее перемещение с наклонной подающей решетки на склизы в плоскости, перпендикулярной оси заготовки.
Применение в передаточном механизме храпового механизма с неподвижной посадкой его храпового колеса на вал с многоплечими рычагами обеспечивает их периодический прерывистый однонаправленный поворот.
Использование храпового колеса с числом зубьев, кратным числу многоплечих рычагов, дает возможность осуществлять поворот вала с многоплечими рычагами на угол, равный частному от деления полного угла на число рычагов. Кратность означает, например, что при числе рычагов многоплечего рычага, равном 3, число зубьев храпового колеса может быть равно 3, 6, 9, 12 и т.д., при числе рычагов многоплечего рычага, равном 4, число зубьев храпового колеса может быть равно 4, 8, 12, 16 и т.д. Взаимное угловое положение многоплечих рычагов и зубьев храпового колеса зависит от конкретных требуемых условий работы передаточного механизма и его положения относительно наклонной подающей решетки и склиза.
Применение силового цилиндра в качестве ведущего звена для привода поворота собачки храпового механизма через шарнирное соединение силового цилиндра с коромыслом обусловлено родовыми свойствами силового цилиндра - наличие крайних положений его поршня, регулируемых открытием или закрытием клапанов подачи энергоносителя в поршневую или штоковую полости силового цилиндра. Это позволяет точно выставлять крайние угловые положения храпового колеса и многоплечих рычагов при преобразовании возвратно-поступательного движения поршня со штоком силового цилиндра в качательное движение собачки с коромыслом и периодический прерывистый однонаправленный поворот храпового колеса и вала с многоплечими рычагами.
Применение в передаточном механизме храпового механизма в сочетании с приводом его от силового цилиндра обеспечивает при минимальном использовании средств автоматизации, без применения тормозных и следящих систем точную установку угловых положений многоплечих рычагов, осуществляя циклическую передачу заготовок в постоянном и переменном режимах с наклонной подающей решетки на склизы. Все это приводит к повышению надежности работы устройства для поштучной подачи длинномерных заготовок.
Таким образом, приведенное обоснование целесообразности применения как каждого из элементов предлагаемой конструкции устройства для поштучной подачи длинномерных заготовок, так и их сочетания позволяет говорить о повышении надежности его работы и снижении эксплуатационных затрат при его применении.
Предлагаемое изобретение проиллюстрировано на чертежах.
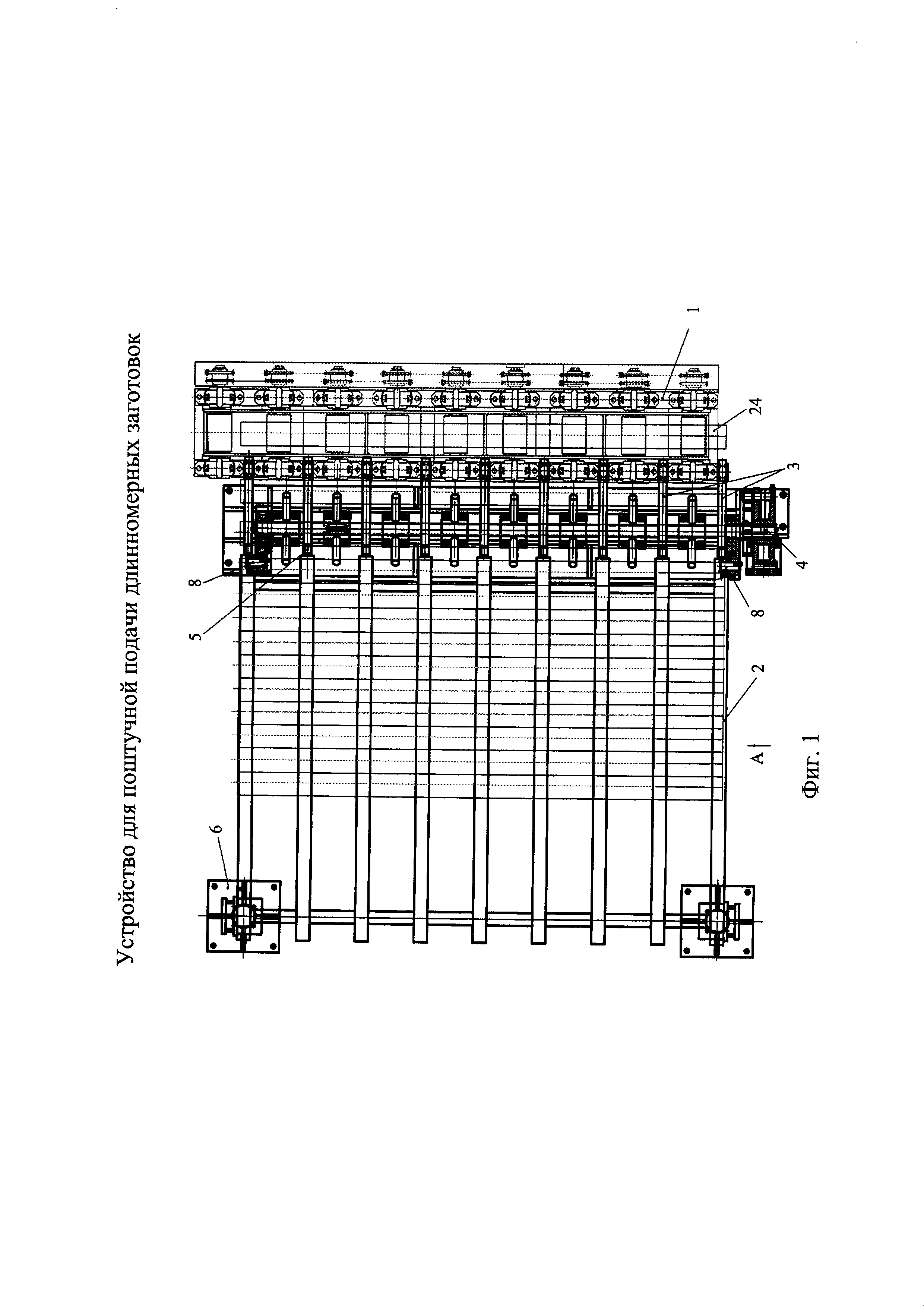
На фиг. 1 показан вид в плане на устройство для поштучной подачи длинномерных заготовок.
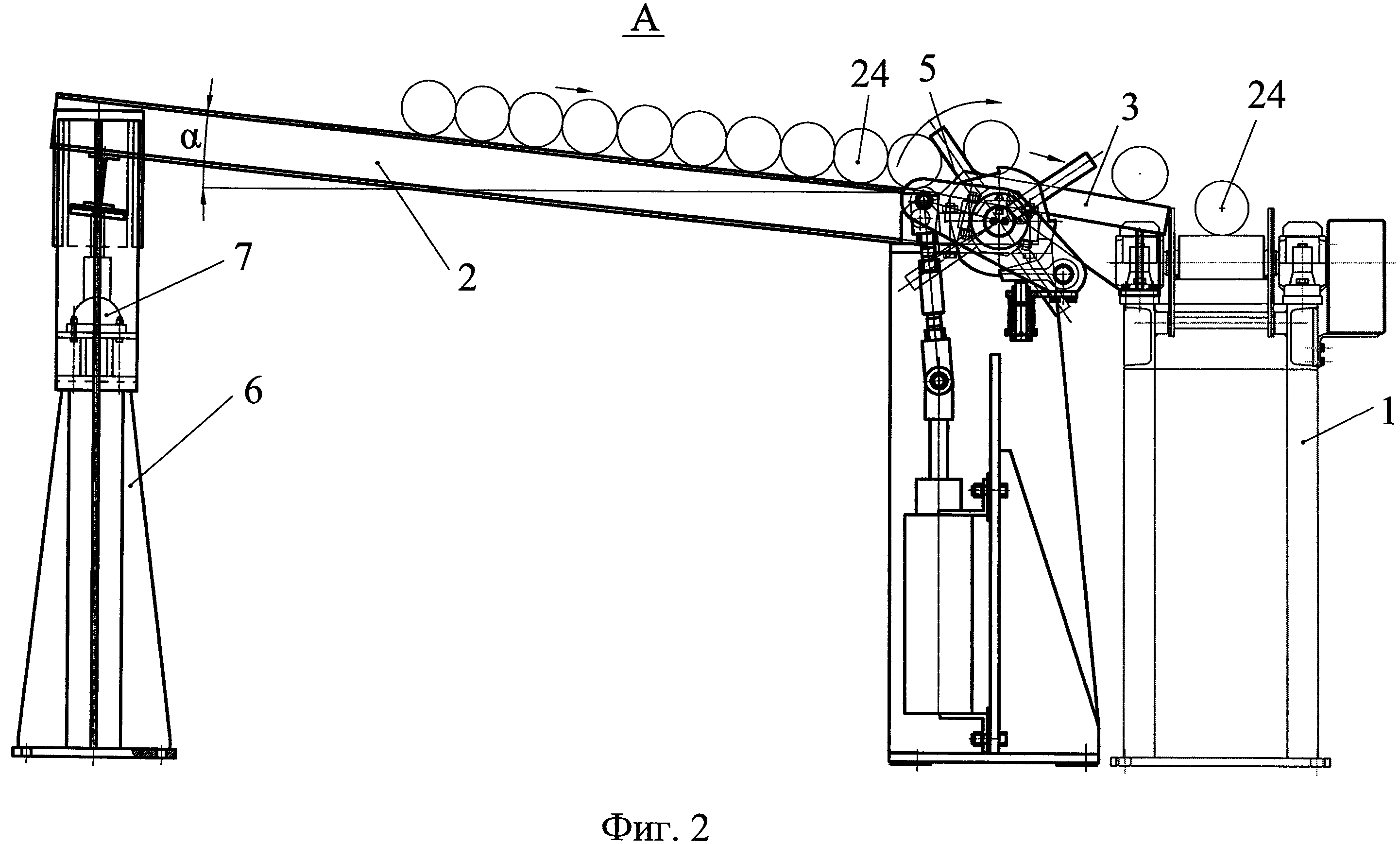
На фиг. 2 показан вид сбоку на устройство для поштучной подачи длинномерных заготовок.
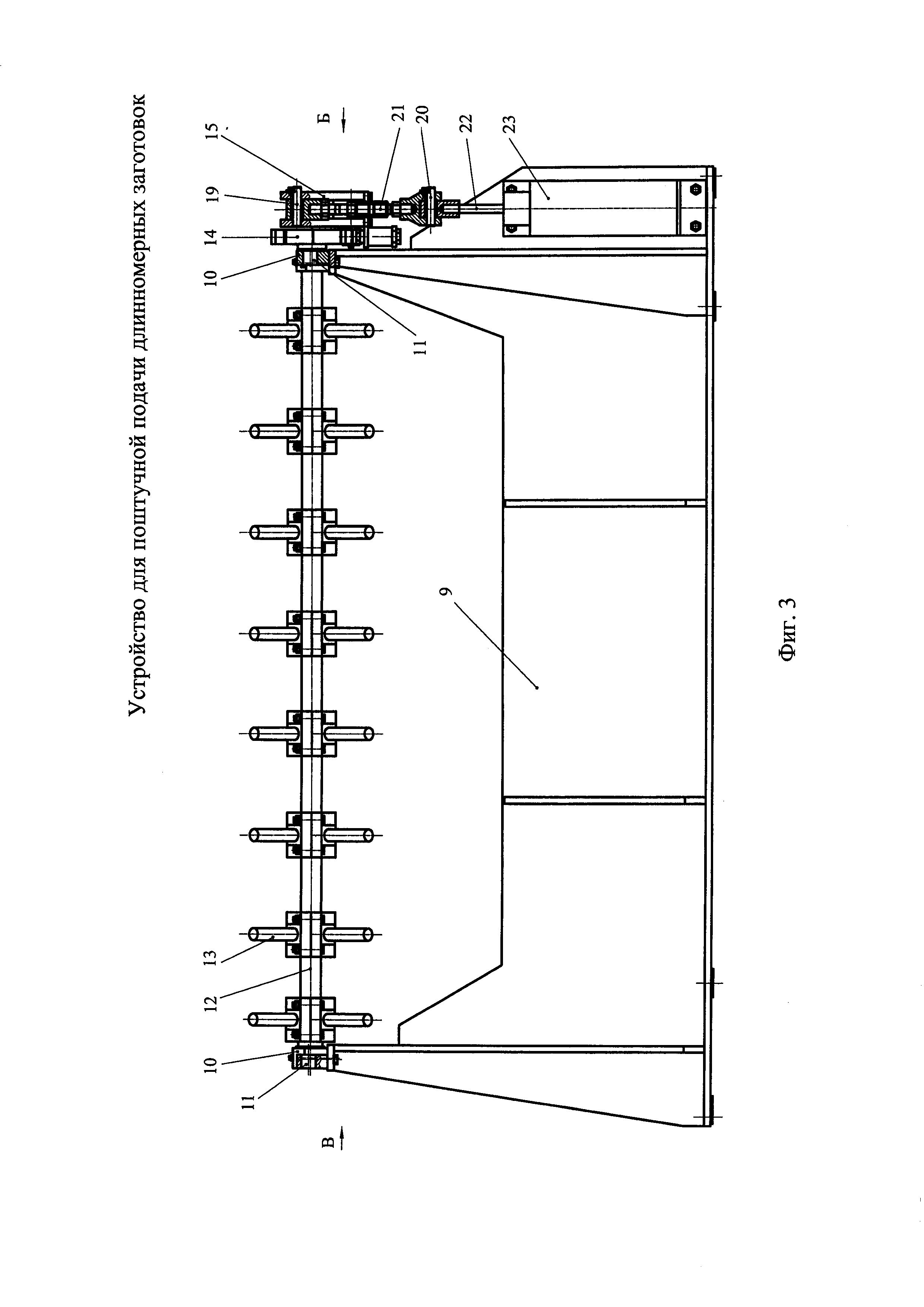
На фиг. 3 показан продольный вид на передаточный механизм.
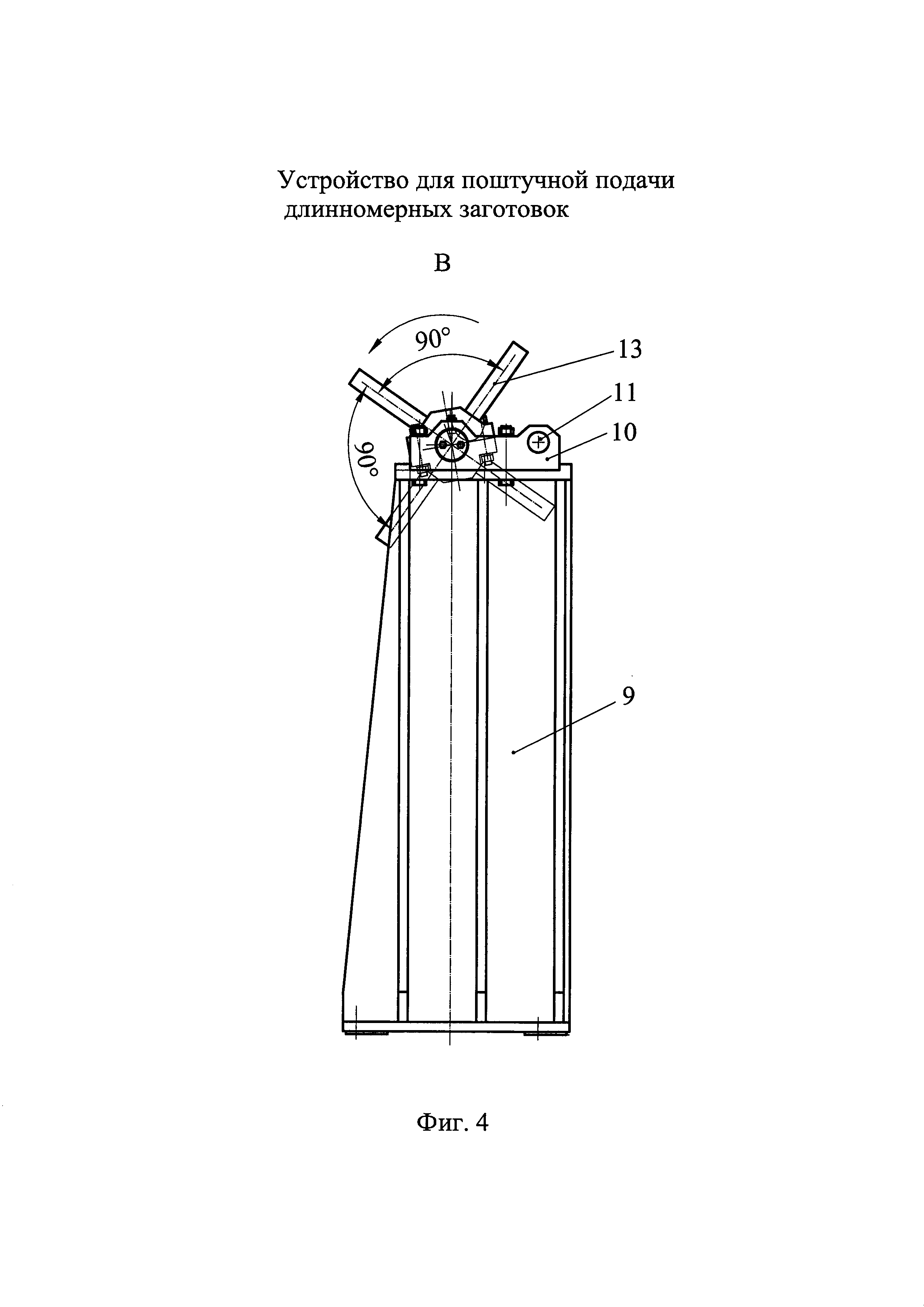
На фиг. 4 показан вид сбоку на передаточный механизм.
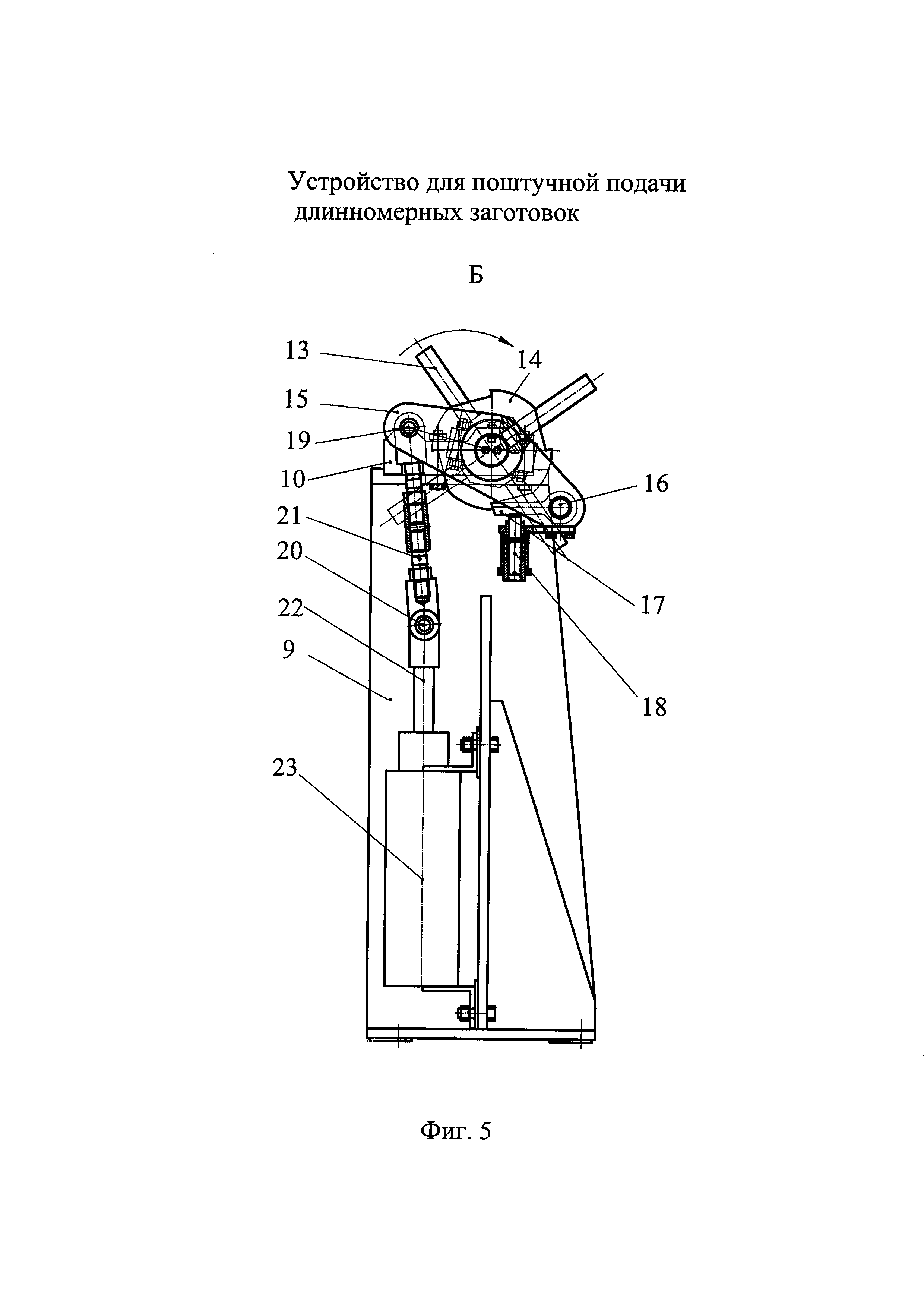
На фиг. 5 показан вид на храповой механизм.
Устройство для поштучной подачи длинномерных заготовок (фиг. 1-5) содержит приемный рольганг 1, наклонную подающую решетку 2, склиз 3, передаточный механизм 4 и упоры 5. Наклонная подающая решетка 2, с изменяющимся углом наклона α в виде ряда соединенных между собой балок с пазами между ними, установлена на двух опорах 6 через подъемный механизм 7. Оси 8 поворота наклонной подающей решетки 2 установлены на раме 9 передаточного механизма. Склизы 3, установленные вдоль продольных балок наклонной подающей решетки 2, образуя между собой пазы, закреплены консольно на раме приемного рольганга 1. Упоры 5 выполнены в виде наклонных площадок на склизах 3. Высота упоров 5 и угол их наклона выбираются при конструировании исходя из размеров и формы поперечного сечения заготовок для обеспечения остановки заготовок, перемещающихся по склизу, и свободной передачи заготовок с наклонной подающей решетки 2 на склизы 3 с учетом круговой траектории ее перемещения с помощью передаточного механизма 4.
На раме 9 закреплены корпуса 10 с двумя горизонтальными цилиндрическими расточками, одна из которых 11 предназначена для установки осей 8 поворота наклонной подающей решетки 2, а другая для установки через подшипники; опорных частей вала 12. На валу 12 между балками наклонной подающей решетки неподвижно закреплены многоплечие рычаги 13 с четырьмя плечами. Углы между плечами равны 90 град. На концевую часть вала 12 последовательно неподвижно посажено храповое колесо 14 с четырьмя зубьями и с возможностью поворота установлено коромысло 15. Одним плечом коромысло 15 через ось 16 соединено с собачкой 17, прижимаемой к рабочей поверхности храпового колеса 14 демпфером 18. Демпфер 18 закреплен на коромысле 15. Другое плечо коромысла 15 шарнирно через оси 19, 20 посредством тяги 21 шарнирно соединено со штоком 22 пневмоцилиндра 23, закрепленного на раме 9.
Работа устройства для поштучной подачи длинномерных заготовок осуществляется следующим образом.
Пакет заготовок 24 (в рассматриваемом примере круглых) мостовым краном укладывается на наклонную подающую решетку 2. Заготовки 24 за счет сил тяжести раскатываются по наклонной подающей решетке 2 в один слой. Перед этим в зависимости от формы поперечного сечения перемещаемой заготовки, ее кривизны и качественных характеристик опорной поверхности наклонной подающей решетки 2 (шероховатость, прямолинейность и т.п.) последнюю поворачивают на угол α, позволяющий заготовкам самостоятельно перемещаться под собственным весом в сторону упора 5, обеспечивая ритмичность подачи заготовок в один ряд с управляемой скоростью и устраняя бесконтрольное силовое воздействие заготовок на упор 5 и возможность перекатывания заготовок через него на склиз 3.
Первая заготовка 24, перемещаясь (прямая стрелка на фиг. 1, 2) по наклонной подающей решетке 2, останавливается упором 5. Затем сжатый воздух подается в поршневую полость пневмоцилиндра 23 и его шток 22, воздействуя через оси 19, 20 и тягу 21, поворачивает коромысло 15 вокруг концевой части вала 12. При этом вместе с коромыслом 15 поворачивается ось 16 и собачка 17, прижимаемая демпфером 18 к рабочей поверхности храпового колеса 14. Собачка 17 воздействует на зуб храпового колеса 14, поворачивая его вместе с валом 12 и закрепленными на нем четырехплечими рычагами 13 на угол 90 град. равный углу между его плечами (круговые стрелки на фиг. 2, 4 и 5). При этом поршень пневмоцилиндра 23 доходит до упора в переднюю его крышку. Благодаря этому первая заготовка 24, остановленная упором 5, поднимается рычагами четырехплечих рычагов 13, находящимися под данной заготовкой, на высоту несколько превышающую расстояние от опорной поверхности заготовки до центра тяжести ее поперечного сечения. При круглой заготовке высота ее подъема несколько превышает радиус заготовки.
Заготовка 24, поднимаясь за счетом поворота четырехплечих рычагов 13, перекатывается по ним в сторону склиза 3 и далее оказывается на склизе 3, по которому скатывается неприемный рольганг 1.
Далее сжатый воздух подается в штоковую полость пневмоцилиндра 23, перемещая его поршень до упора в заднюю крышку пневмоцилиндра 23. При этом шток 22, воздействуя через оси 19, 20 и тягу 21, поворачивает коромысло 15 вокруг концевой части вала 12, возвращая его в первоначальное исходное положение. При этом вал 12 вместе с четырехплечими рычагами 13 и храповым колесом 14 остаются неподвижными в прежнем положении.
После подачи первой заготовки 24 на приемный рольганг 1 и передачи ее данным рольгангом, например, в устройство для индукционного нагрева (на рисунках не показано) может быть произведена подача следующей заготовки 24 на приемный рольганг 1 в аналогичной, описанной выше последовательности.
Описанные условиям работы устройства для поштучной подачи длинномерных заготовок за счет использования наклонной подающей решетки 2 с изменяемым углом ее наклона α позволяет заготовкам 24 самостоятельно перемещаться под собственным весом в сторону упора 5, обеспечивая ритмичность подачи заготовок в один ряд и устраняя бесконтрольное силовое воздействие заготовок на упор 5. Применение храпового механизма, включающего храповое колесо 14, собачку 17 и коромысло 15, в сочетании с приводом его от пневмоцилиндра 23 обеспечивает точную установку угловых положений многоплечих рычагов 13, осуществляя циклическую передачу заготовок в постоянном и переменном режимах с наклонной подающей решетки 2 на склизы 3 и приемный рольганг 1. Вместе с тем использование рычажной системы снижает расход энергии, требуемый для передачи заготовок с подающей решетки 2 на склиз 3.
Все это служит доказательством повышения надежности работы и снижения эксплуатационных затрат при применении предложенного устройства для поштучной подачи длинномерных заготовок.
В настоящее время заканчивается подготовка конструкторской документации для изготовления данного устройства. После изготовления данное устройство будет установлено в линии поштучной подачи заготовок к установке индукционного нагрева для их нагрева и дальнейшей деформации на радиально-ковочной машине SKK-14 австрийской фирмы GFM.
Устройство для поштучной подачи длинномерных заготовок, содержащее наклонную подающую решетку с пазами, упоры, размещенные вдоль оси заготовки, передаточный механизм с приводом, склизы с пазами и приемный рольганг, отличающееся тем, что наклонная подающая решетка установлена с изменяющимся углом наклона, передаточный механизм выполнен в виде многоплечих рычагов с равными углами между его плечами и вала, многоплечие рычаги установлены в пазы наклонной подающей решетки и склизов и жестко соединены с валом вдоль его длины, вал установлен с возможностью поворота вокруг оси, параллельной оси заготовок, привод поворота вала выполнен в виде храпового механизма, храповое колесо которого имеет число зубьев, кратное числу многоплечих рычагов, и неподвижно посажено на указанный вал, а привод поворота собачки храпового механизма с коромыслом, посаженным в возможностью поворота на вал, выполнен в виде силового цилиндра, шарнирно соединенного с коромыслом.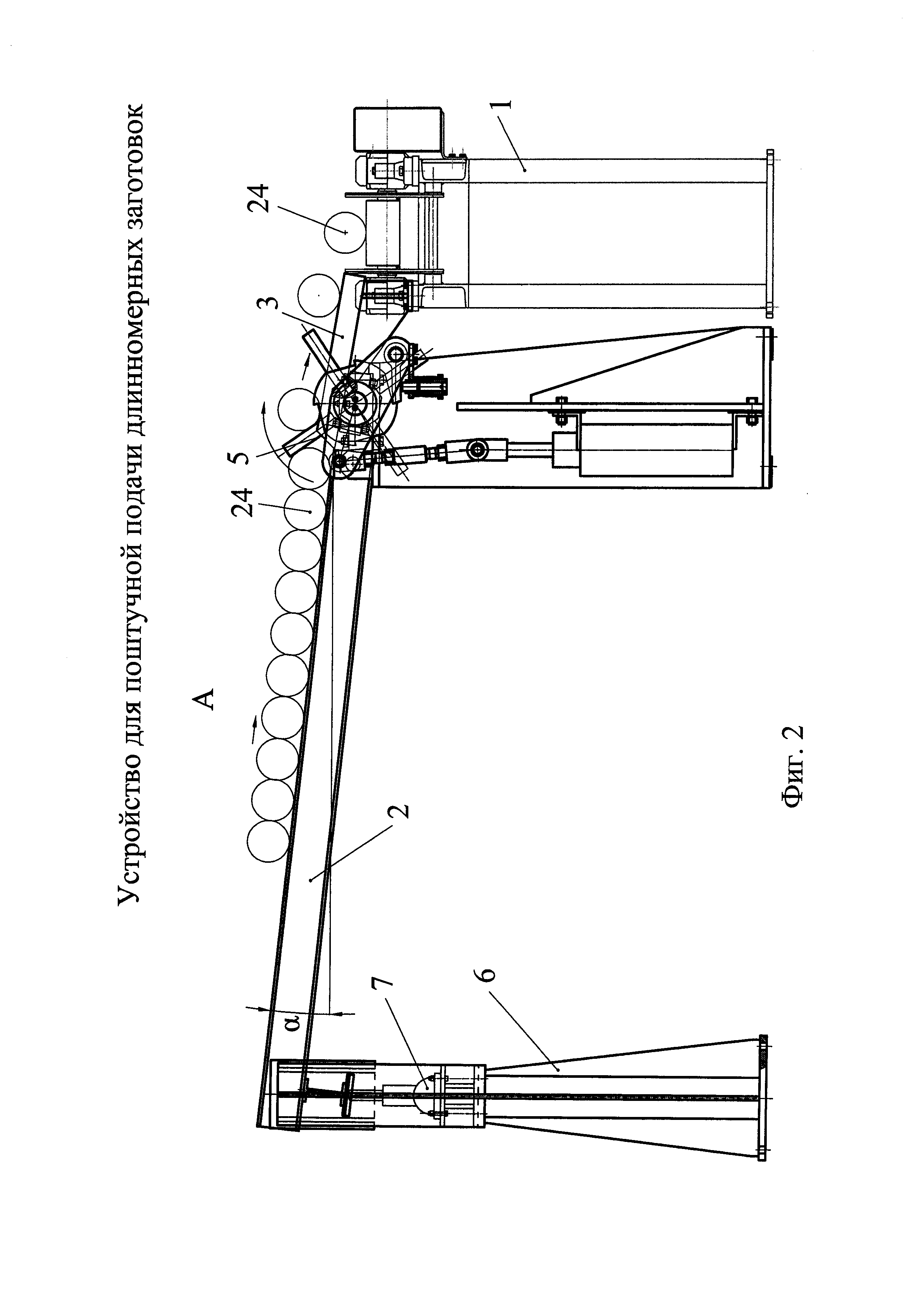
Устройство для получения минеральной ваты
Способ производства минераловатных изделий
Способ производства минераловатных изделий
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Роликовый центрователь
Способ радиальной ковки шестигранных полых профилей
Способ радиальной ковки полосовых профилей

