Результат интеллектуальной деятельности: ГОРЯЧЕКАТАНАЯ ПОЛОСА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к горячекатаной полосе для изготовления электротехнической листовой стали и к способу ее изготовления.
Уровень техники
Материалы для электротехнической листовой стали известны, к примеру, из DE 10153234 А1 или DE 60108980 Т2. В большинстве случаев они состоят из сплава железа-кремния или железа-кремния-алюминия, причем различают электротехническую листовую сталь с ориентированной зернистой структурой (КО) и с неориентированной зернистой структурой (NO), которые используются для различных назначений. Алюминий и кремний добавляются, в частности, чтобы удерживать потери на намагничивание на максимально низком уровне.
В целом, материалы, физические свойства которых зависят от направления нагрузки, обозначаются как анизотропные. Если свойства во всех направлениях нагрузки равны, то речь идет об изотропных материалах. Анизотропия магнитных свойств электротехнической листовой стали базируется на анизотропии кристаллов железа. Железо и его сплавы кристаллизуются в кубическую структуру. Направление ребра куба является при этом направлением, наиболее легко поддающимся намагничиванию [100]. Направление пространственной диагонали [111] в кубе является неблагоприятным направлением намагничивания.
Для использования в электромашиностроении, когда магнитный поток не упорядочен ни в каком определенном направлении и поэтому во всех направления требуются одинаково хорошие магнитные свойства, обычно производят электротехническую листовую сталь с максимально изотропными свойствами, которая обозначается как электротехническая листовая сталь с неориентированной зернистой структурой (ΝΟ-). Она используется, по большей части, в генераторах, электромоторах, защитных устройствах, реле и микротрансформаторах.
Идеальной структурой (строением) для электротехнической листовой стали с неориентированной зернистой структурой является поликристаллическая структура с размером зерна от 20 мкм до 200 мкм, причем кристаллические зерна беспорядочно ориентированы в плоскости листа с поверхностью (100). На практике, однако, магнитные свойства фактической электротехнической листовой стали с неориентированной зернистой структурой в плоскости листа зависят от направления намагничивания в незначительной степени. Так, различия в потерях между продольным и поперечным направлениями составляют лишь максимум 10%. На проявление достаточной изотропности магнитных свойств в электротехнической листовой стали с неориентированной зернистой структурой существенное воздействие оказывает структура производственного процесса горячего формования, холодного формования и заключительного отжига.
Для вариантов применения, когда определяются особенно небольшие потери на перемагничивания, а в отношении магнитной проницаемости или поляризации предъявляются особенно высокие требования, к примеру, в силовых трансформаторах, распределительных трансформаторах и в вышестоящих микротрансформаторах, производят электрическую листовую сталь с единой ориентацией кристаллических зерен (кристаллографической текстурой), которая обозначается как электротехническая листовая сталь с ориентированной зернистой структурой (КО-). При единой ориентации кристаллических зерен имеют место сильные анизотропные характеристики электротехнической листовой стали. У электротехнической листовой стали с ориентированной зернистой структурой к тому же за счет дорогостоящей технологии изготовления производится эффективная сортировка роста зерна. Ее зерна (кристаллические зерна) за счет небольшой разориентации демонстрируют в подвергнутом окончательному отжигу материале практически идеальную текстуру, названную по ее открывателю Goss-текстурой. Ребро куба указывает в направлении прокатки, поверхностная диагональ перпендикулярна направлению прокатки. Отклонение ребра куба от направления прокатки составляет у стандартного материала обычно до 7° и у материала с высокой магнитной проницаемостью до 3°. Размер зерен составляет от нескольких миллиметров до сантиметра.
В соответствии с известным уровнем техники магнитные свойства электротехнической листовой стали значительным образом определяются высокой степенью чистоты, содержанием кремния и алюминия (примерно до 4 массовых долей в %), небольшим количеством других легирующих элементов, таких, к примеру, как марганец, сера и азот, а также процессами горячей прокатки, холодной прокатки и отжига. Серийно выпускаемые толщины листовой стали составляют существенно менее 1 мм, к примеру 018 мм или 0,35 мм.
Если материал с неориентированной зернистой структурой в плоскости листа имеет максимально изотропные магнитные свойства и вследствие этого применяется в предпочтительном варианте для вращающихся машин, у материала с ориентированной зернистой структурой посредством нескольких следующих друг за другом этапов обработки вальцеванием и отжигом формируется ориентированная зернистая структура (текстура). Посредством такой целенаправленно формируемой анизотропии в материале при соответствующем направлении намагничивания уменьшаются потери на перемагничивание и повышается относительная магнитная проницаемость. Поэтому в сравнении с материалами с неориентированной зернистой структурой с помощью такого текстурированного материала можно изготавливать трансформаторы, которые при повышенном кпд имеют уменьшенные габариты.
Известный из DE 10153234 А1 материал для электротехнической листовой стали с неориентированной зернистой структурой имеет состав легирующих добавок с С<0,02%, Mn≤1,2%, Si 0,1-4,4% и Al 0,1-4,4%. Описываются различные способы изготовления, к примеру тонкая прокатка или тонкая отливка полосы, посредством которых может быть получена горячекатаная полоса.
Недостатком известного материала является сравнительно небольшое содержание, соответственно максимум 4,4%, кремния и алюминия, при котором во многих случаях применения магнитная проницаемость еще недостаточно высока, а потери на намагничивание достаточно низки, что негативным образом воздействует на кпд электромашин и тем самым на их рентабельность. С повышением содержания Si и Al возрастает электрическое сопротивление стали. Благодаря этому уменьшаются индуцированные вихревые токи и тем самым также потери зерна.
Проблема состоит в том, что при увеличении содержания Si выше известных пределов отливка с помощью известных способов посредством макроликвации или гибки прутка или полосы во время отверждения затруднена или вообще невозможна. Сталь с содержанием Al>2% образует в процессе отверждения на воздухе оксид (Al2O3), который является предельно твердым и ломким и таким образом делает невозможным процесс отливки и дальнейшей обработки. Поэтому сталь можно подвергнуть дальнейшей обработке лишь посредством дорогостоящих технологий, таких, к примеру, как индукционное плавление в вакууме базового сплава в блоки с последующей электрошлаковой переплавкой для гомогенизации и очистки расплава и заключительным перековыванием, в частности с использованием обработки резанием с формированием листов. Начиная с 3,5% Si, способность к холодной обработке давлением ввиду ломкости (заданная степень упорядоченности структуры) более неприемлема, в то время как горячая обработка давлением до 4% относительно непроблематична. Так как толщина готовой полосы и потери вихревого тока связаны между собой квадратичной зависимостью, следует стремиться к небольшой конечной толщине. Этот путь при использовании традиционных средств (плоская заготовка, литье тонких плоских заготовок (CSP)) ввиду ломкости может быть реализован лишь с большими затратами. При литье, близком к конечным контурам, к примеру при отливке тонкой ленты с соответствующей высокой скоростью охлаждения, могут быть предотвращены критические состояния упорядоченности структуры.
Недостатком известных способов является далее то, что исходный продукт имеет очень грубое зерно и отливка посредством формовочного порошка ввиду высокого содержания Al в ферритной стали проблематична. Формовочный порошок не может быть использован при содержании Al в расплаве примерно более 2%, так как алюминий взаимодействует со связанным в формовочном порошке кислородом и тем самым образуются оксиды алюминия (см. выше).
Раскрытие изобретения
Задачей изобретения является создание горячекатаной полосы для изготовления электротехнической листовой стали, посредством которой можно получить улучшенные в сравнении с известной электротехнической листовой сталью магнитные свойства, в частности более высокую магнитную проницаемость, а также создание более экономичного способа изготовления такой горячекатаной полосы.
Горячекатаная полоса в соответствии с изобретением имеет следующий состав легирующих добавок, в весовых процентах:
|
Добавление В и/или Zr до заданного предельного значения в предпочтительном варианте может привести к улучшению свойств горячей прокатки, так как образующиеся нитриды (BN, ZrN) или карбиды (ZrC) откладываются на границах зерен и улучшают скольжение при высоких температурах (температурах горячей прокатки). Для достижения эффекта минимальный процент содержания должен составлять для В 0,001% и для Zr до 0,05%. В предпочтительном варианте, кроме того, за счет таких добавок существенно снижается склонность к образованию трещин в горячем состоянии.
За счет добавления Cr в размере более 0,1% и максимально до 4% пластичность при комнатной температуре может быть в предпочтительном варианте улучшена без оказания существенного воздействия на магнитные свойства.
Горячекатаная полоса с составом легирующих добавок в соответствии с изобретением отличается существенно улучшенными магнитными свойствами, в частности существенно более высокой степенью магнитной проницаемости, за счет чего область применения этого материала, с точки зрения энергетических и производственных аспектов, может быть значительно расширена. В частности, в сравнении с известной электротехнической листовой сталью повышение процента содержания Al максимум на 20% способствует существенному повышению электрического сопротивления и тем самым соответствующему уменьшению потерь на перемагничивание.
Так как горячекатаная полоса при температурах выше 400°C подвергается дальнейшей обработке, к примеру, прокатывается, к материалу предъявляются высокие требования в отношении защиты от образования окалины. За счет исключительно высокого содержания Al или Si на поверхности разогретого листа образуется толстый слой Al2O3 или SiO2, который эффективно уменьшает образование окалины железа в стали или даже полностью предотвращает его. На толщину слоя может оказываться воздействие посредством температуры и времени отжига.
С увеличением температуры и времени отжига увеличивается толщина слоя. Правда, толщина этого слоя окалины не должна превышать 100 мкм, лучше 50 мкм, чтобы слой вследствие увеличивающейся с увеличением толщины слоя ломкости не оказывал негативного воздействия на способность подвергаться прокатке вследствие отслаивающейся окалины.
Хотя добавление Si в размере выше 0,05% не является обязательным, дальнейшее увеличение магнитной проницаемости в предпочтительном варианте может быть получено за счет увеличенной подачи Si. Особо предпочтительно, если подача Si производится в зависимости от процента содержания Al. При содержании Al от 4,8 до 8% содержание Si должно составлять от 2 до 5%, при содержании Al от более 8 до 15% содержание Si должно составлять от 0,05 до 4% и при содержании Al свыше 15% содержание Si должно быть ниже 2%, чтобы материал оставался пригодным для горячей прокатки.
Для рентабельного изготовления такой горячекатаной полосы гарантированного качества в соответствии с изобретением применяется способ, при котором расплав в горизонтальной установке для отливки полосы в спокойном потоке и без изгибов отливается в заготовку полосы толщиной от 6 до 30 мм и затем прокатывается в горячекатаную полосу со степенью деформации по меньшей мере 50% и толщиной от 0,9 до 6,0 мм. Перед горячей прокаткой может быть необходим процесс отжига при температурах от 800 до 1200°C.
Для поддержания минимальной степени деформации выявлено, что она должна увеличиваться с увеличением содержания Al. Так, в зависимости от желаемой конечной толщины полосы и от процента содержания Al степень деформации следует удерживать на уровне более 50, 70 или даже 90%, чтобы получить смешанную структуру из упорядоченной и неупорядоченной фаз. Высокая степень деформации необходима также для того, чтобы разрушить структуру особенно в сплавах с большим содержанием Al и тем самым уменьшить зерна (измельчение зерна). Повышенное содержание Al требует поэтому соответствующей более высокой степени деформации.
При толщине, к примеру, 0,9 мм горячекатаная полоса может в предпочтительном варианте использоваться также в качестве конечного продукта в электромагнитных сферах применения. Для получения полосы с ориентированной структурой необходим дополнительный процесс отжига для того, чтобы зерна могли выровняться. Этот процесс, который предусматривает обработку отжигом при температурах от 800 до 1200°C, может осуществляться непрерывно или дискретно и длиться до 30 минут. Таким образом, посредством состава легирующих добавок в зависимости от планового задания возможно получить электротехническую листовую сталь как с ориентированной зернистой структурой (КО), так и с неориентированной зернистой структурой (NO).
Кроме того, имеется возможность подвергнуть горячекатаную полосу после обеспечивающего повторный нагрев процесса отжига (в частности, в обезуглероживающей атмосфере) холодной прокатке и тем самым отрегулировать конечную толщину до 0,1 мм. Отжиг после холодной прокатки должен производиться при температурах от 700 до 900°C максимум 10 минут или для электротехнической листовой стали с ориентированной зернистой структурой (КО) несколько часов в сравнимом температурном диапазоне.
Обезуглероживающая атмосфера является предпочтительной, так как содержание углерода в полосе уменьшается (главным образом, в кромочной зоне). Это приводит к улучшению магнитных свойств, так как в материале возникает меньше дефектов, которые вызываются, к примеру, атомами углерода.
Преимущество предложенного способа можно увидеть в том, что при использовании горизонтальной установки для отливки полосы могут надежно предотвращаться макроликвации и усадочные раковины ввиду очень однородных условий охлаждения в горизонтальной установке для отливки полосы. Так как в этих установках не используется формовочный порошок, то проблема формовочного порошка также отпадает.
Технологически для процесса отливки полосы предлагается добиваться стабилизации потока посредством того, что применяется перемещающийся синхронно или с оптимальной скоростью относительно полосы генерирующий синхронно перемещающееся поле тормозной механизм, который заботиться о том, чтобы в идеальном варианте скорость подачи расплава была равна скорости вращающегося ленточного транспортера. Рассматриваемое в качестве недостатка изгибание во время отверждения предотвращается посредством того, что нижняя сторона принимающей расплав ленты разливочной машины опирается на большое количество расположенных рядом друг с другом роликов. Опирание усиливается за счет того, что в зоне ленты разливочной машины создается разряжение, так что лента прочно прижимается к роликам. В дополнение богатый на Al и Si расплав отверждается в практически свободной от кислорода атмосфере печи. В обычных условиях выше 1250°C богатая на Si окалина (фаялит) расплавляется и, кроме того, крайне сложно удаляется. Это может быть предотвращено посредством соответствующей регулировки температуры и времени в защитной камере, а также посредством последующих этапов процесса.
Чтобы поддерживать эти условия во время критической фазы отверждения, длина ленточного транспортера выбирается таким образом, что на конце ленточного транспортера перед его поворотом заготовка полосы оказывается уже в максимальной степени отвержденной.
К концу ленточного транспортера примыкает зона гомогенизации, которая используется для выравнивания температуры и возможного снижения напряжения.
Прокатка заготовки полосы в горячекатаную полосу может производиться либо во встроенном режиме, либо отдельно в автономном режиме. Перед прокаткой в автономном режиме заготовка полосы после изготовления перед охлаждением либо непосредственно в горячем состоянии сматывается, либо разрезается на листы. Материал полосы или листа затем после возможного охлаждения снова нагревается и для прокатки в автономном режиме сматывается или же в виде листов снова нагревается и подвергается прокатке.
Краткое описание чертежей
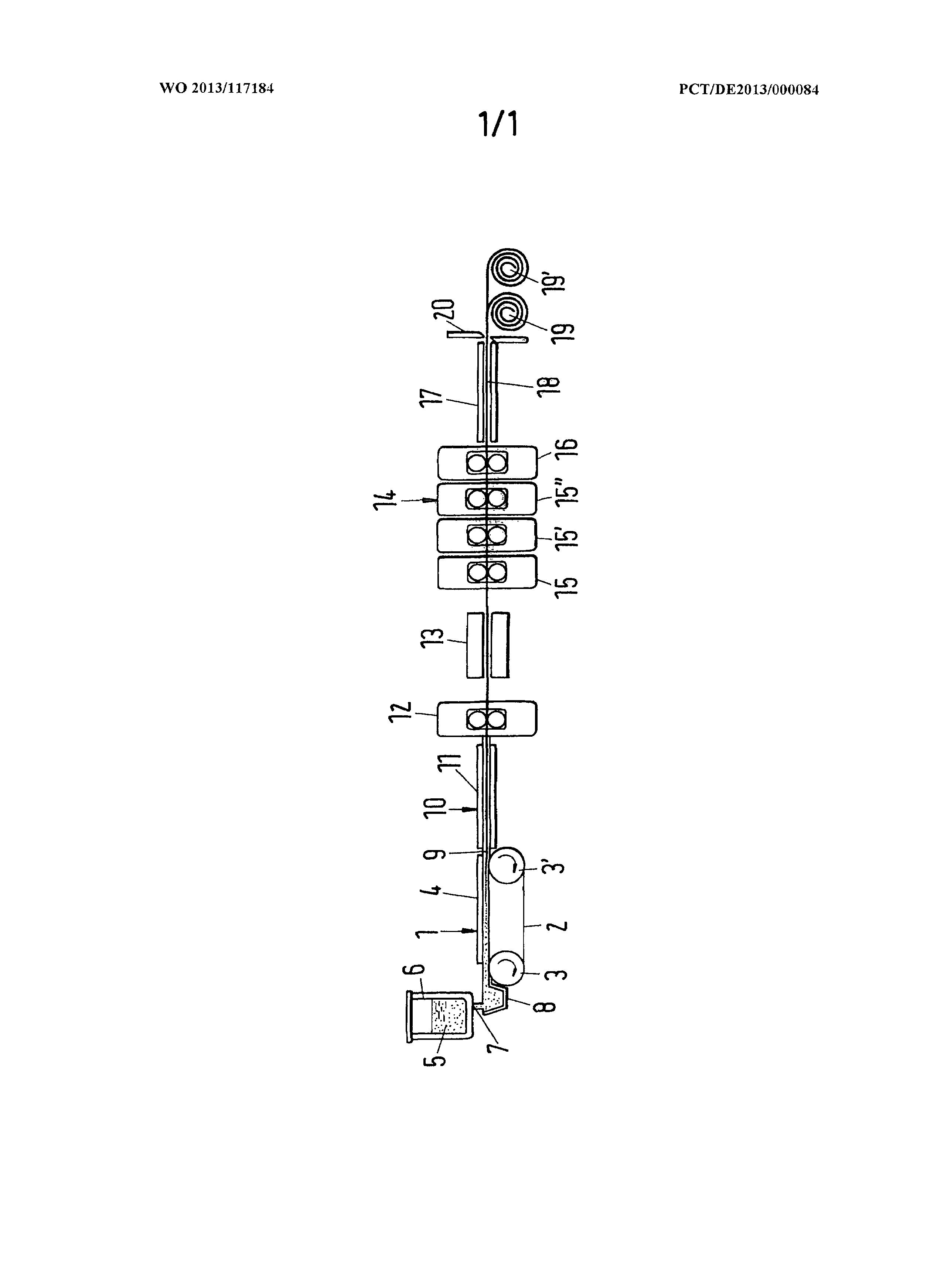
На чертеже схематично изображена последовательность операций способа в соответствии с изобретением для условия: скорость литья = скорости прокатки.
Осуществление изобретения
Процессу горячей прокатки предшествует процесс литья посредством горизонтальной установки 1 для отливки полосы, состоящей из вращающегося ленточного транспортера 2 и двух поворотных роликов 3, 3'. Также можно видеть боковое уплотнение 4, которое предотвращает стекание поданного расплава 5 вправо и влево с ленточного транспортера 2. Расплав 5 с помощью разливочного ковша 6 подается к установке 1 для отливки полосы и протекает через установленное в днище отверстие 7 в приемный резервуар 8. Этот приемный резервуар 8 осуществлен в виде переливного бака.
Не изображены устройства для интенсивного охлаждения нижней стороны верхней ветви ленточного транспортера 2, а также замкнутая защитная камера установки 1 для отливки полосы с соответствующей атмосферой защитного газа.
После подачи расплава 5 на вращающийся ленточный транспортер 2 вследствие интенсивного охлаждения происходит отверждение и образование заготовки 9 полосы, которая к концу ленточного транспортера 2 в максимальной степени отверждается.
Для выравнивания температуры и снижения напряжения к установке 1 для отливки полосы примыкает зона 10 гомогенизации. Она состоит из теплоизолированной защитной камеры 11 и не изображенного здесь рольганга.
Следующая затем первая клеть 12 прокатного стана осуществлена либо лишь как чисто задающий агрегат, в частности, с небольшим первым пропуском полосы при прокатке, либо как агрегат прокатного стана с заданным пропуском полосы.
Затем следует промежуточное нагревание, в данном случае предпочтительно в виде индуктивного нагревания, к примеру, в форме катушки 13. Собственно горячее формование происходит на следующей линии 14 клетей прокатного стана, причем первые три клети 15, 15', 15'' обеспечивают собственно съем металла при прокатке, в то время как последняя клеть 16 осуществлена в виде прогладочного прокатного стана.
После последнего пропуска металла следует зона 17 охлаждения, в которой готовая горячекатаная полоса охлаждается до температуры навивки.
Между концом участка 17 охлаждения и устройством 19, 19' для навивки располагаются ножницы. Задача этих ножниц 20 состоит в том, чтобы разделять горячекатаную полосу 18 в поперечном направлении до тех пор, пока одно из двух устройств 19, 19' для навивки не будет полностью навито. Начало следующей горячекатаной полосы 18 проводится в этом случае на второе оставшееся свободным устройство 19, 19' для навивки. Благодаря этому гарантируется, что натяжение ленты по всей длине ленты останется неизменным. Это имеет значение, в частности, при формировании тонких горячекатаных полос.
На чертеже не представлены части установки для повторного нагревания заготовки 9 полосы перед горячей прокаткой и для холодной прокатки горячекатаной полосы.
Перечень ссылочных позиций
|
Способ изготовления деталей из легкой конструкционной стали и детали из легкой конструкционной стали
Способ изготовления стальных лент, в частности изготовления режущих инструментов или инструментов для обработки резанием с улучшенной стойкостью
Способ изготовления детали путем горячей деформации стальной заготовки
Содержащая кремний микролегированная высокопрочная многофазная сталь с минимальным пределом прочности при растяжении 750 мпа и улучшенными свойствами и способ производства ленты из такой стали
Антикоррозионное покрытие на основе цинка для стальных листов для изготовления детали при повышенной температуре с закалкой под прессом
Способ повышения свариваемости полос из высокомарганцевой стали и стальная полоса с покрытием
Способ производства горячей полосы из бейнитной многофазной стали с покрытием из zn-mg-al и соответствующая горячая полоса
Сверхвысокопрочная, закаливающаяся на воздухе, многофазная сталь, обладающая отличными технологическими характеристиками, и способ получения полос указанной стали
Деформационно-упрочненный компонент из гальванизированной стали, способ его изготовления и способ получения стальной полосы, пригодной для деформационного упрочнения компонентов
Сверхпрочная многофазная сталь и способ производства холоднокатаной стальной полосы из нее
Способ изготовления деталей из легкой конструкционной стали и детали из легкой конструкционной стали
Способ изготовления стальных лент, в частности изготовления режущих инструментов или инструментов для обработки резанием с улучшенной стойкостью

