Результат интеллектуальной деятельности: Способ изготовления объемных изделий и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к области лазерной обработки материалов и может быть использовано при изготовлении объемных изделий из разнородных материалов, у которых различные участки обладали разными свойствами.
К таким изделиям можно отнести теплообменники, предназначенные для работы в агрессивных средах, у которых внешняя часть должна быть выполнена из нержавеющей стали, а внутренняя часть - из материала с большой удельной теплопроводностью, например, меди.
К ним также можно отнести инструмент, работающий в буровых скважинах, внешняя поверхность которых должна быть абразивно устойчивой, и так далее.
Известен способ для изготовления объемных изделий из разнородных материалов, включающий послойную насыпку, планаризацию и программируемое селективное спекание заданной области одного из материалов в плоскости каждого слоя с последующим удалением излишнего порошка и послойной насыпки, планаризации и программируемого селективного спекания заданной области другого материала в плоскости того же слоя спекания [1]
Известно также устройство для изготовления объемных изделий с внешней оболочкой, включающее открытый сверху контейнер, в котором размещено с возможностью вертикального перемещения относительно последнего опорное устройство для изготовления объемных изделий, привод опорного устройства с блоком управления, дозирующие устройства и размещенные на рабочей плоскости, задаваемой верхними краями контейнера, устройство с приводами соответственно планаризации слоя порошка и послойного лазерного спекания [1]
Эти способ и устройство требуют больших временных затрат для изготовления изделий и поэтому являются недостаточно эффективными.
Результат, для достижения которого направлено данное техническое решение, заключается в уменьшении времени и удешевлении создания изделий.
Указанный результат достигается за счет того, что в способе изготовления объемных изделий, включающем создание внешней оболочки путем послойной насыпки, планаризации и программируемого селективного спекания заданной области в плоскости каждого слоя спекания с последующим удалением излишнего порошка, оболочку создают группами слоев, и после создания каждой из групп слоев заполняют внутреннюю полость оболочки на высоту группы материалом с последующим тепловым воздействием лазерным лучом на всю его глубину. Для изготовления внешней оболочки и внутренней полости оболочки применяют материалы различающегося состава. Внешнюю оболочку и внутреннюю полость оболочки формируют в различных энергетических режимах.
Указанный результат достигается также за счет того, что устройство для изготовления объемных изделий с внешней оболочкой, включающее открытый сверху контейнер, в котором размещено с возможностью вертикального перемещения относительно последнего опорное устройство для изготовления объемных изделий, привод опорного устройства, дозирующие устройства и размещенные на рабочей плоскости, задаваемой верхними краями контейнера, устройства с приводами соответственно планаризации слоя порошка, послойного лазерного спекания и удаления излишнего материала, и программатор работы приводов, снабжено соединенным с программатором работы приводов задатчиком количества слоев групп внешней оболочки, устройствами удаления излишнего порошка из внутренней полости оболочки и заполнения внутренней полости рабочим материалом. Устройство снабжено дополнительным устройством лазерного спекания материала внутренней полости оболочки с блоком переключения энергетических режимов работы.
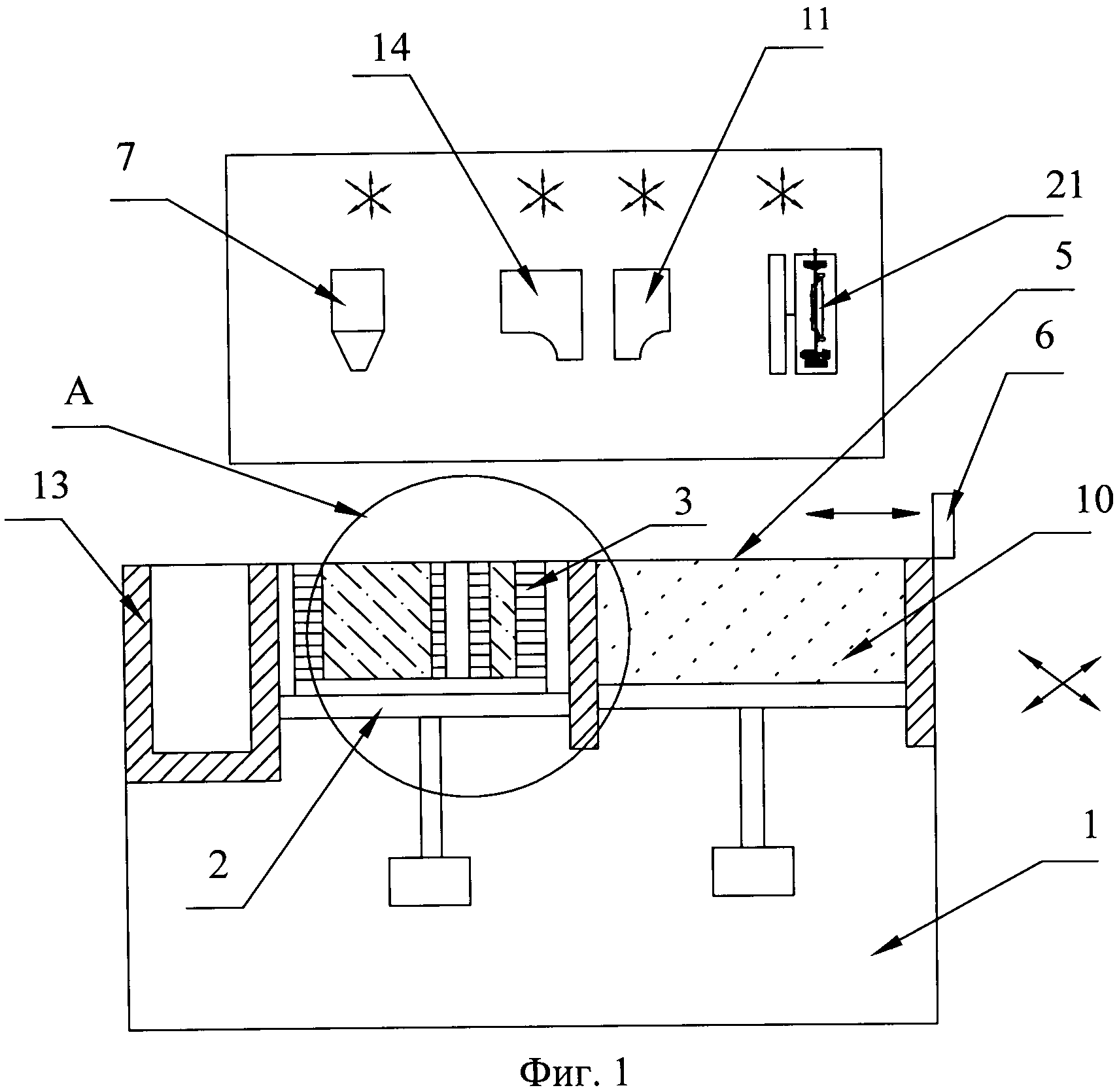
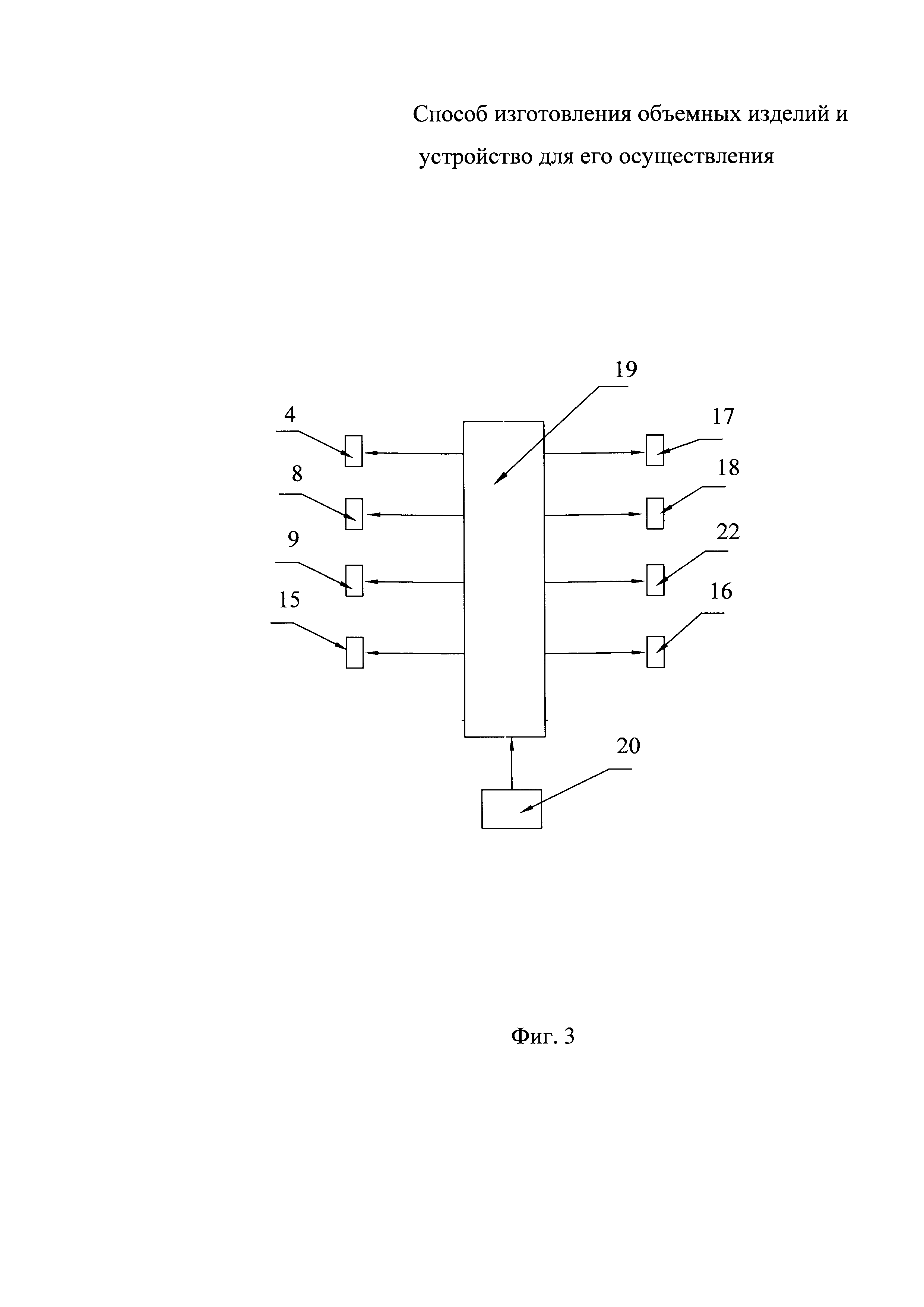
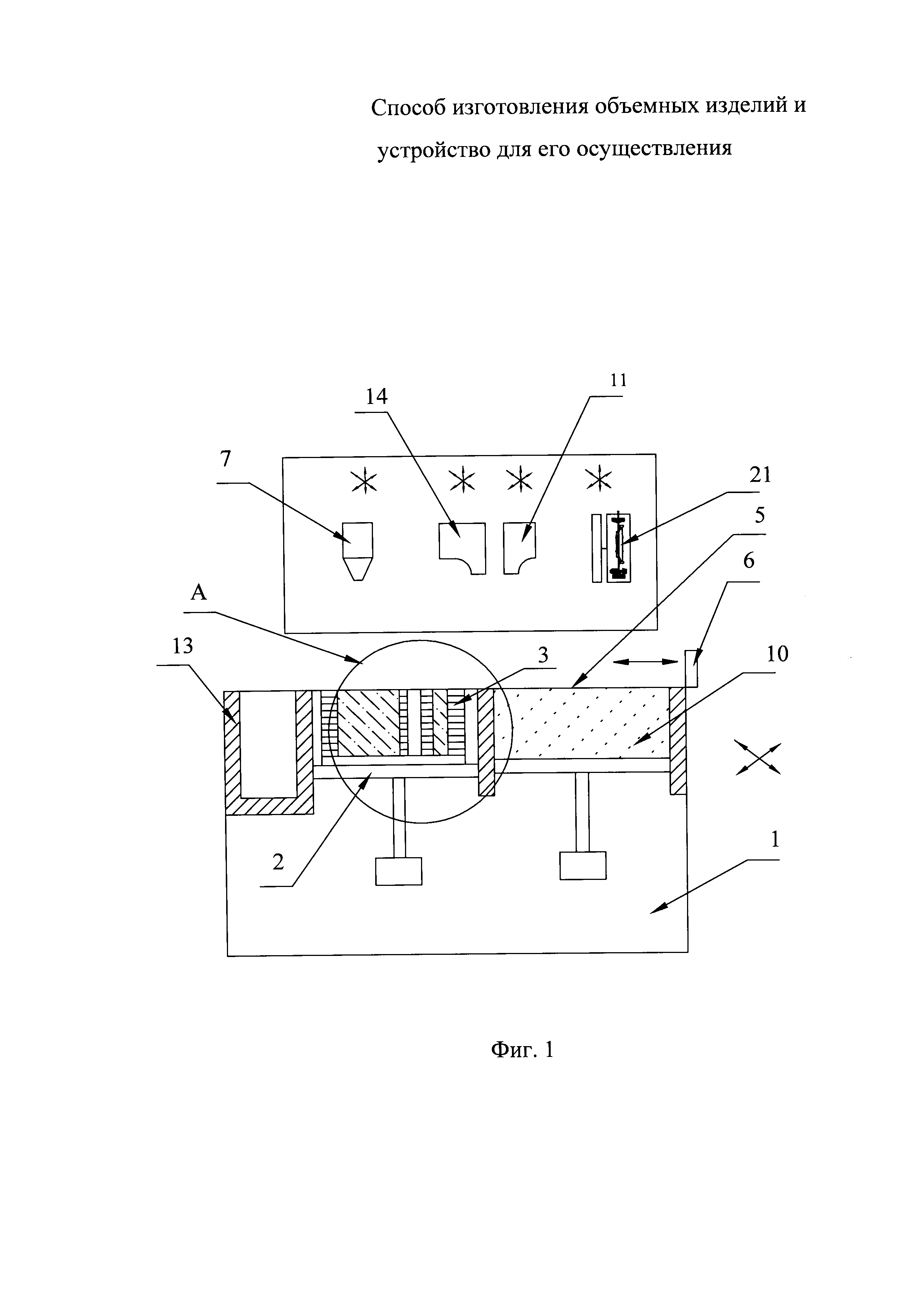
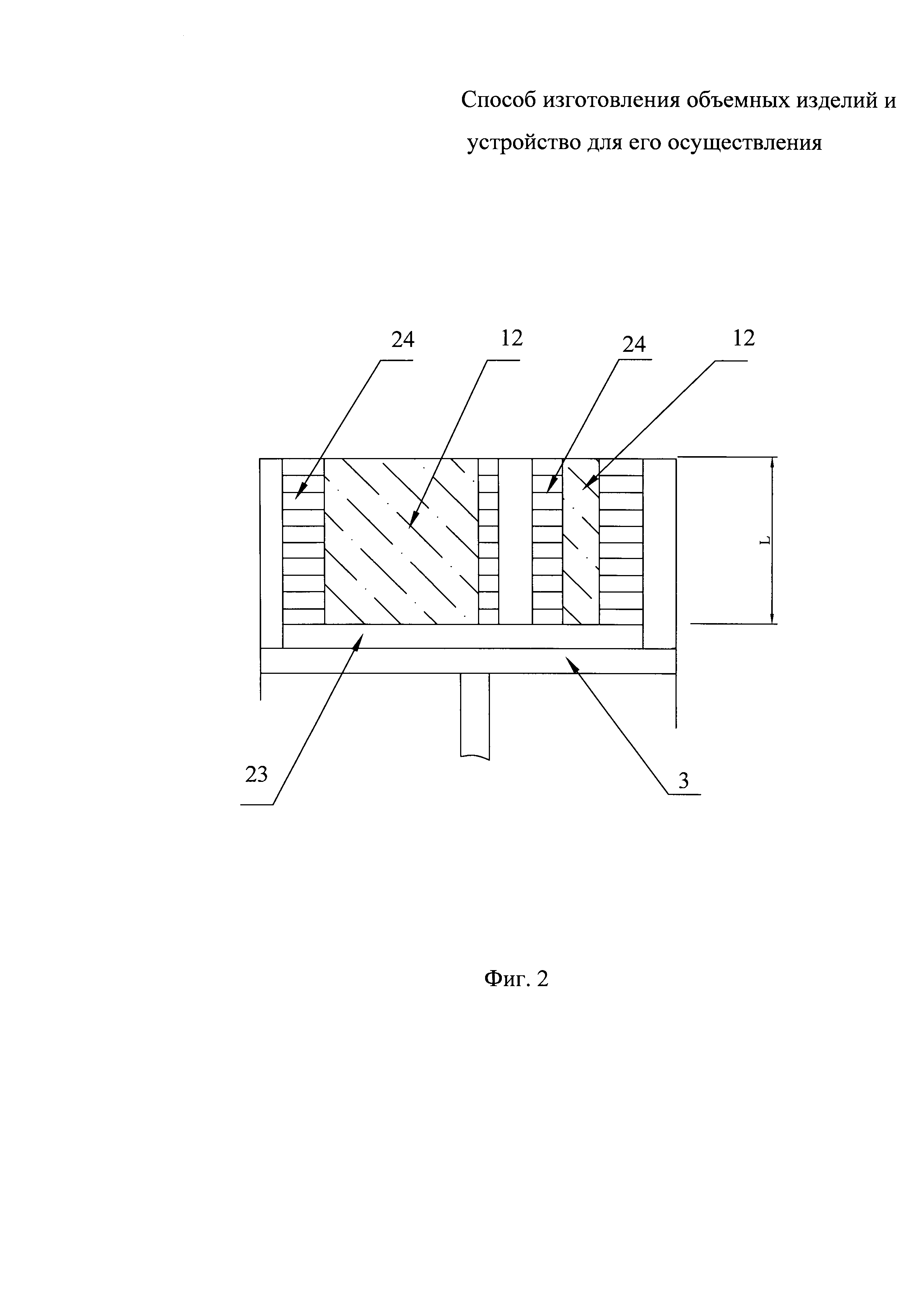
Пример выполнения заявляемого устройства поясняется чертежами, где на фиг. 1 представлено заявляемое устройство, на фиг. 2 - место А, на фиг. 3 - схема привода устройства.
Устройство для изготовления объемных изделий с внешней оболочкой выполнено в виде открытого сверху контейнера 1, в котором размещено с возможностью вертикального перемещения относительно последнего опорное устройство 2 для изготовления объемных изделий 3 с приводом 4 и размещенное над рабочей плоскостью 5, задаваемой верхними краями контейнера 1, размещены устройства 6, 7 соответственно планаризации слоя порошка и послойного лазерного спекания с приводами 8, 9.
Устройство имеет дозирующие устройства 10 и 11 для планаризации слоя порошка и заполнения внутренней полости 12 рабочим материалом, а также устройства удаления излишнего порошка 13, 14 с поверхности слоев и из внутренней полости оболочки 12 с соответствующими приводами 15-18.
Для управления приводами при создании оболочки применен программатор 19 управления приводами и задатчик 20 количества слоев группы L внешней оболочки. Кроме того, устройство снабжено дополнительным устройством 21 с блоком переключения энергетических режимов работы для лазерного спекания материала внутренней полости оболочки с приводом 22.
Способ изготовления объемных изделий заключается в следующем.
Сначала создают на опорном устройстве 2 донную часть 23 изделия.
Затем создают внешнюю оболочку 24 путем послойной насыпки, планаризации и программируемого селективного спекания заданной области в плоскости каждого слоя спекания с последующим удалением излишнего порошка.
Оболочку создают группами слоев, и после создания каждой из групп слоев, заполняют внутреннюю полость 23 оболочки 22 на высоту группы L материалом с последующим тепловым воздействием лазерным лучом на всю его глубину.
Для изготовления внешней оболочки и внутренней полости оболочки могут применятся материалы различающегося состава.
Внешнюю оболочку и внутреннюю полость оболочки формируют в различных энергетических режимах.
Таким образом, данное техническое решение позволит:
- уменьшить время создания изделий;
- удешевить создание изделий.
Источники информации
1. Патент РФ №2401180, МКИ B22F 3/105, B23K 26/16, 2008.
Способ сборки линейной оси
Способ лазерной обработки материалов и устройство для его осуществления
Поворотный стол
Координатное устройство
Способ лазерной обработки материалов и устройство для его осуществления
Устройство для лазерной подгонки резисторов
Координатное устройство
Способ изготовления координатного устройства
Фитотрон
Устройство для изготовления объемных изделий
Способ сборки линейной оси
Способ лазерной обработки материалов и устройство для его осуществления
Поворотный стол
Координатное устройство
Способ лазерной обработки материалов и устройство для его осуществления
Устройство для лазерной подгонки резисторов
Координатное устройство
Способ изготовления координатного устройства
Фитотрон
Устройство для изготовления объемных изделий

