Результат интеллектуальной деятельности: СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Вид РИД
Изобретение
Изобретение относится к области дуговой сварки, а именно к способам получения сварных соединений при изготовлении металлоконструкций ответственного назначения.
Известен способ дуговой сварки, в котором дополнительно вводят присадочную проволоку в хвостовую часть расплавленной ванны. В результате происходит меньшее тепловложение, уменьшается термический цикл сварки, уменьшается количество проходов и сварочные деформации (П.Л. Жилин, Б.П. Конищев, С.А. Лебедев. Исследование увеличения производительности и качества процесса сварки в CO2 с дополнительной холодной присадкой. // Труды Нижегородского государственного технического университета им. Р.Е. Алексеева. - 2014. - №5. - С. 381-387).
Недостатком способа является то, что в качестве присадочной проволоки использованы стандартные проволоки, что снижает степень воздействия на формирование структуры наплавленного металла.
Известен способ дуговой сварки (Авторское свидетельство №525511), в котором осуществляют введение дополнительной присадочной проволоки в хвостовую часть сварочной ванны. В результате повышается стойкость металла шва против образования холодных и горячих трещин.
Недостатком способа является то, что в качестве присадочной проволоки использованы стандартные проволоки, что снижает степень воздействия на механические свойства сварных соединений.
Прототипом способа выбран способ механизированной сварки плавящимся электродом в среде защитных газов, в котором осуществляют введение присадочной проволоки в хвостовую часть сварочной ванны. В результате происходит уменьшение перегрева расплава ванны и металла зоны термического влияния. Нагрев и плавление присадочной проволоки происходит за счет теплоты, переносимой потоками жидкого металла (Лащенко Г.И. Способы дуговой сварки стали плавящимся электродом. - К.: «Екотехнология», 2006. - 384 с.).
Недостатки способа - в качестве присадочной проволоки использованы стандартные проволоки, что снижает степень воздействия на формирование структуры наплавленного металла и механические свойства сварных соединений.
Задача изобретения - повышение механических свойств и коррозионной стойкости сварных соединений за счет управления структурой наплавленного металла.
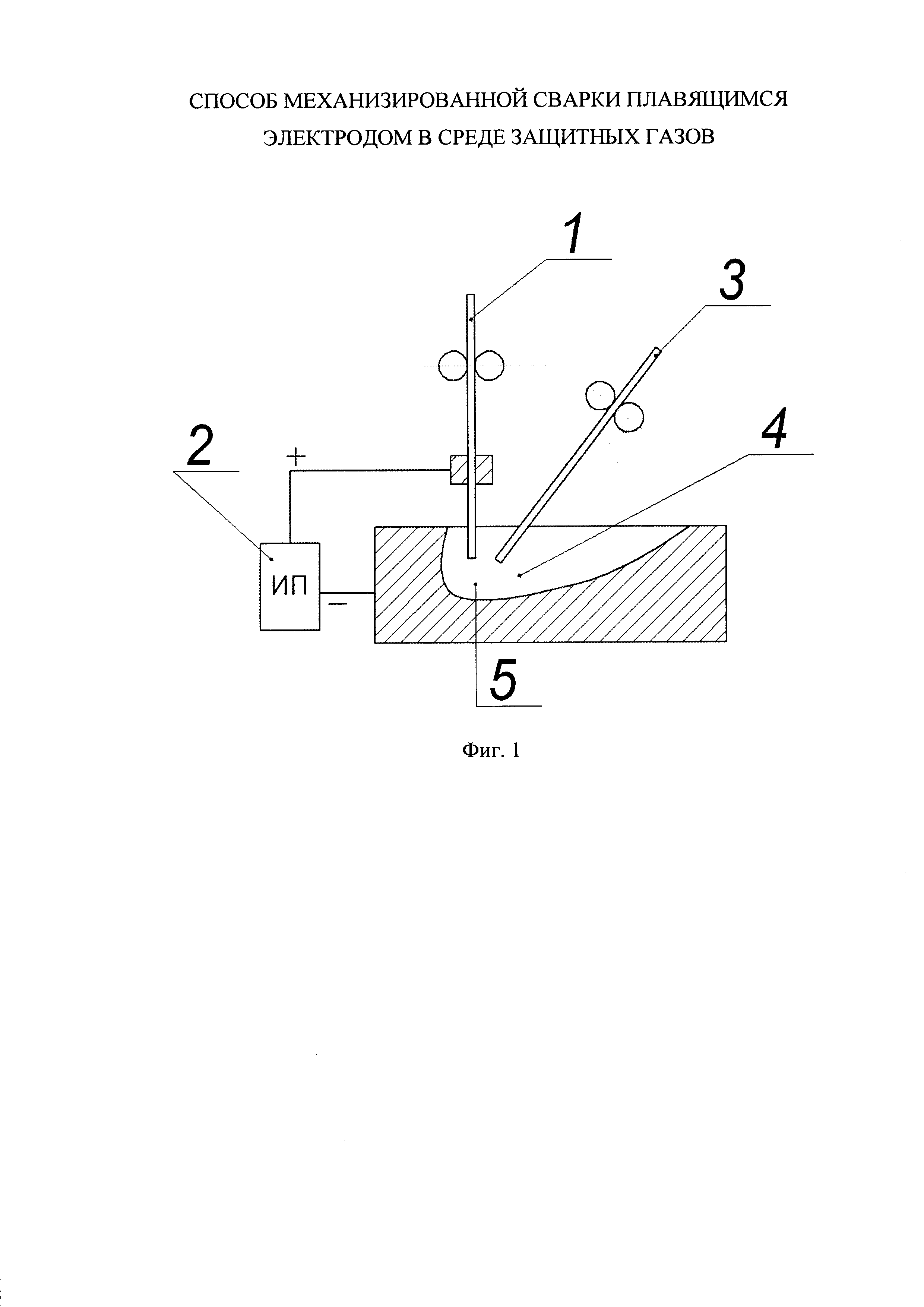
Поставленная задача достигается тем, что в способе механизированной сварки плавящимся электродом в среде защитных газов дополнительно к основной сварочной проволоке, разогретой источником питания, применяют присадочную проволоку, выполненную по технологии изготовления порошковой проволоки, в состав сердечника которой входят наноструктурированные порошки вольфрама, молибдена или оксида алюминия. Присадочную проволоку подают в хвостовую часть сварочной ванны. Присадочная проволока плавится в потоке перегретого жидкого металла сварочной ванны, направленного из-под дуги в хвостовую часть. Наноструктурированные порошки из расплавленной присадочной проволоки попадают в хвостовую часть сварочной ванны, не проходят дуговой промежуток, т.е. практически без потерь переходят в жидкий металл сварочной ванны, перемешиваются в ней и служат дополнительными центрами кристаллизации при образовании зерна микроструктуры наплавленного металла - модифицируют структуру наплавленного металла шва. Они не расплавляются в жидкой сварочной ванне в связи с их высокой температурой плавления. Увеличение количества центров кристаллизации в жидкой сварочной ванне приводит к образованию мелкодисперсной, однородной микроструктуры сварного соединения и позволяет активно управлять структурой наплавленного металла и механическими свойствами сварного соединения.
На фиг. 1 представлена схема способа механизированной сварки плавящимся электродом в среде защитных газов с введением присадочной проволоки в хвостовую часть сварочной ванны 1 - основная сварочная проволока, 2 - источник питания, 3 - присадочная проволока, 4 - хвостовая часть сварочной ванны, 5 - перегретый жидкий металл сварочной ванны.
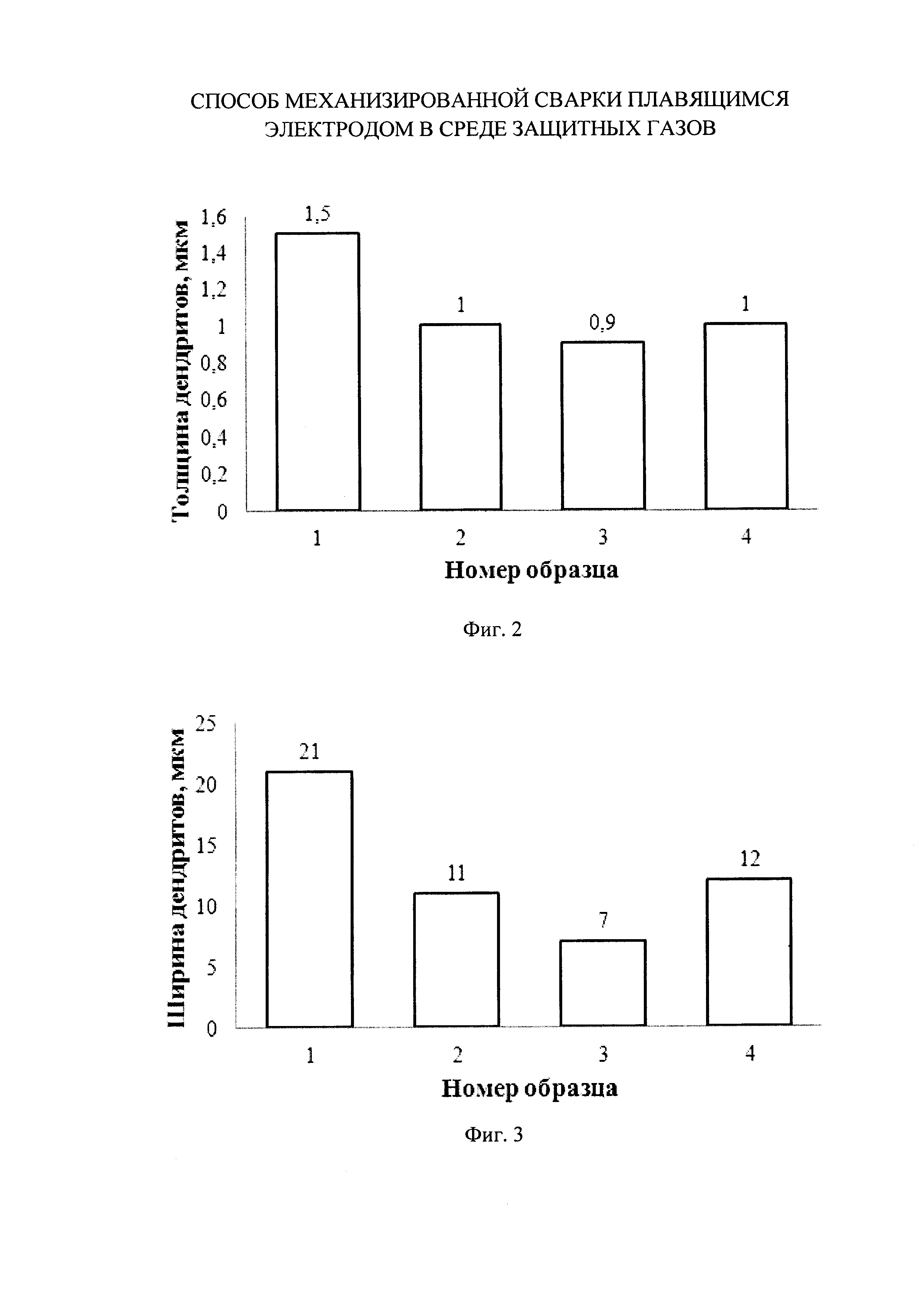
На фиг. 2 представлена длина дендритов: 1 - способ механизированной сварки плавящимся электродом в среде защитных газов - 1,5 мкм, 2 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком вольфрама - 1 мкм, 3 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия - 0,9 мкм, 4 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком молибдена 1 мкм.
На фиг. 3 представлена ширина дендритов: 1 - способ механизированной сварки плавящимся электродом в среде защитных газов - 21 мкм, 2 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком вольфрама - 11 мкм, 3 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия 7 мкм, 4 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком молибдена - 12 мкм.
На фиг. 4 представлено временное сопротивление сварных соединений при температуре +20°C: 1 - способ механизированной сварки плавящимся электродом в среде защитных газов - 5442 МПА, 2 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком вольфрама (5491 МПа, 3 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия - 5717 МПа, 4 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком молибдена - 5687 МПа.
На фиг. 5 представлен предел текучести сварных соединений при температуре +20°C: 1 - способ механизированной сварки плавящимся электродом в среде защитных газов (2500 МПА); 2 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком вольфрама - 2765 МПа, 3 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия - 2824 МПа, 4 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком молибдена - 2736 МПа.
На фиг. 6 представлено относительное удлинение сварных соединений при температуре +20°C: 1 - способ механизированной сварки плавящимся электродом в среде защитных газов - 35%, 2 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком вольфрама - 39%, 3 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия - 40%, 4 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком молибдена - 38%.
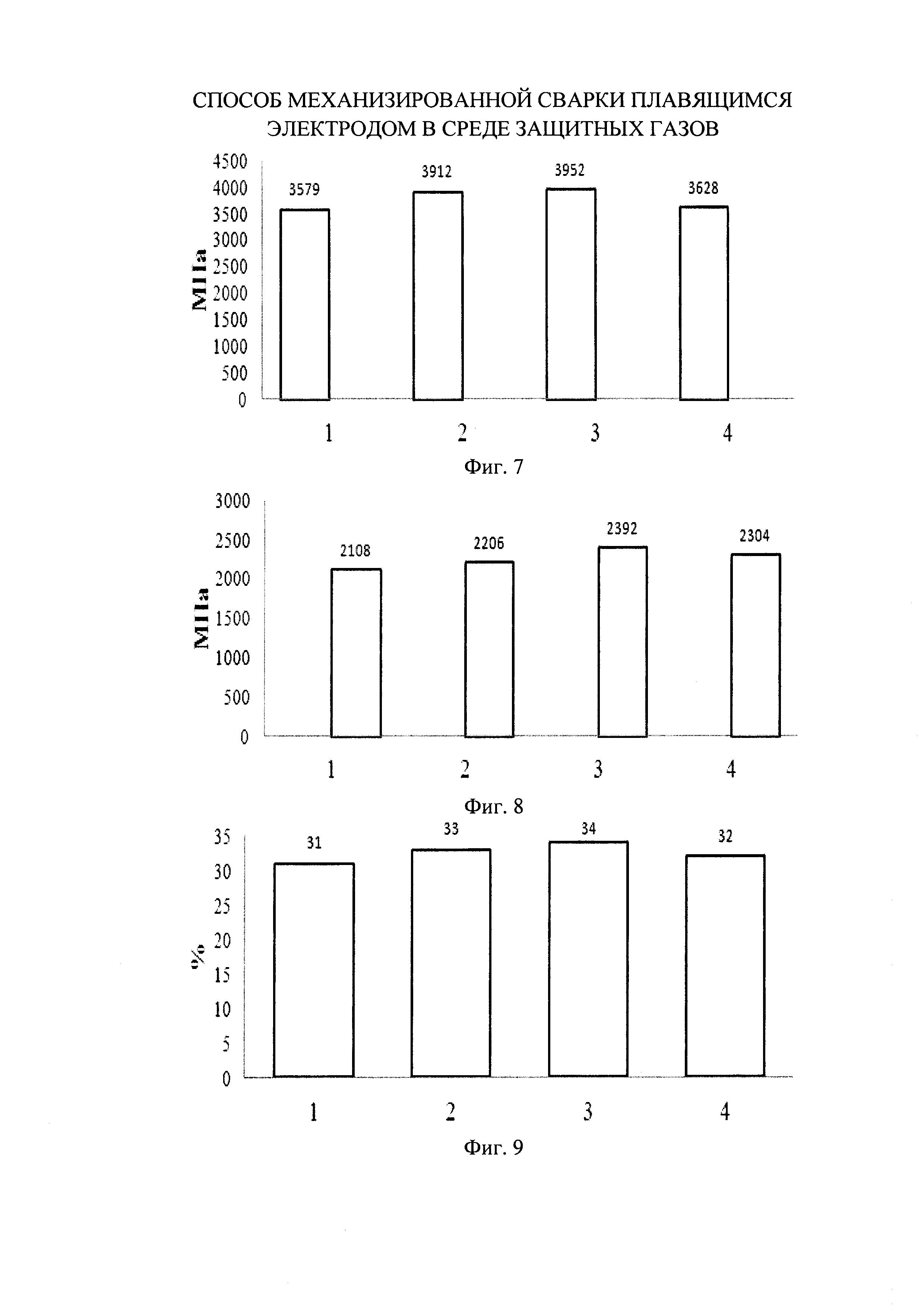
На фиг. 7 представлено временное сопротивление сварных соединений при температуре +500°C: 1 - способ механизированной сварки плавящимся электродом в среде защитных газов - 3579 МПА, 2 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком вольфрама - 3912 МПа, 3 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия - 3952 МПа, 4 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком молибдена - 3628 МПа.
На фиг. 8 представлен предел текучести сварных соединений при температуре +500°C: 1 - способ механизированной сварки плавящимся электродом в среде защитных газов - 2108 МПА, 2 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком вольфрама - 2206 МПа, 3 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия - 2392 МПа, 4 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком молибдена - 2304 МПа.
На фиг. 9 представлено относительное удлинение сварных соединений при температуре +500°C: 1 - способ механизированной сварки плавящимся электродом в среде защитных газов 31%, 2 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком вольфрама - 33%, 3 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия 34%, 4 - тем же способом с введением в хвостовую часть сварочной ванны присадочной проволоки, наполненной наноструктурированным порошком молибдена 32%.
Использование предлагаемого способа обеспечивает по сравнению с известными способами следующие преимущества:
А) Происходит управление структурой наплавленного металла, получение мелкозернистой, однородной структуры.
На фиг. 2 видно, что средний размер дендрита по длине уменьшается: с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама в 1,5 раза (2); с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия в 1,7 раза (3); с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена в 1,5 раза (4).
На фиг. 3 видно, что средний размер дендрита по ширине уменьшается: с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама в 1,9 раза (2); с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия в 3 раза (3); с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена в 1,7 раза (4).
В) Происходит повышение механических свойств сварных соединений.
На фиг. 4 видно, что происходит повышение временного сопротивления при температуре +20°C: с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама на 1% (2); с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия на 5% (3); с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена на 4% (4).
На фиг. 5 видно, что происходит повышение предела текучести при температуре +20°C: с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама на 11% (2); с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия на 13% (3); с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена на 9% (4).
На фиг. 6 видно, что происходит повышение относительного удлинения при температуре +20°C: с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама на 11% (2); с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия на 14% (3); с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена на 8% (4).
На фиг. 7 видно, что происходит повышение временного сопротивления при температуре +500°C: с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама на 9% (2); с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия на 10% (3); с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена на 2% (4).
На фиг. 8 видно, что происходит повышение предела текучести при температуре +500°C: с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама на 5% (2); с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия на 14% (3); с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена на 9% (4).
На фиг. 9 видно, что происходит повышение относительного удлинения при температуре +500°C: с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама на 6% (2); с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия на 10% (3); с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена на 3% (4).
С) Происходит повышение коррозионной стойкости. В зависимости от ориентации зерен их поверхность стравливалась сильнее или слабее. Таким образом, между зернами образовывались ступеньки. Определили среднюю высоту этих ступенек на разных образцах: традиционный способ - 320 нм, с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама - 200 нм, с введением присадочной проволоки, наполненной наноструктурированным порошком оксида алюминия - 270 нм, с введением присадочной проволоки, наполненной наноструктурированным порошком молибдена - 250 нм. Чем больше высота ступеньки, тем менее коррозионно-стойкий металл. Наименьшая высота ступеньки зафиксирована у образца с введением присадочной проволоки, наполненной наноструктурированным порошком вольфрама, он меньше всего подвергся растравливанию при коррозионных испытаниях. Наибольшее влияние коррозионная среда оказала на образец, полученный традиционным способом.
Исследования проводились на следующем сварочном оборудовании: источник питания (Lorch S8 SpeedPulse), установка для сварки (Mecome модификация WP 1500). Для проведения исследований произведена сварка образцов, изготовленных из стали 12Х18Н10Т толщиной 10 мм, в среде аргона сварочной проволокой 12Х18Н9Т диаметром 1,2 мм с введением в хвостовую часть сварочной ванны присадочной проволоки диаметром 2 мм, состоящей из стальной оболочки и сердечника (состав сердечника - наноструктурированные порошки). Режимы сварки - сила тока 240-260 А, напряжение - 28-30 В, скорость сварки - 24-25 мм/с.
Способ механизированной сварки плавящимся электродом в среде защитных газов, включающий введение в хвостовую часть сварочной ванны дополнительной присадочной проволоки, отличающийся тем, что в качестве дополнительной присадочной проволоки используют проволоку, состоящую из стальной оболочки, наполненной наноструктурированными порошками вольфрама, или молибдена, или оксида алюминия, при этом ее подачу осуществляют с возможностью расплавления проволоки в перегретом жидком металле сварочной ванны без расплавления упомянутых наноструктурированных порошков, образующих дополнительные центры кристаллизации металла шва.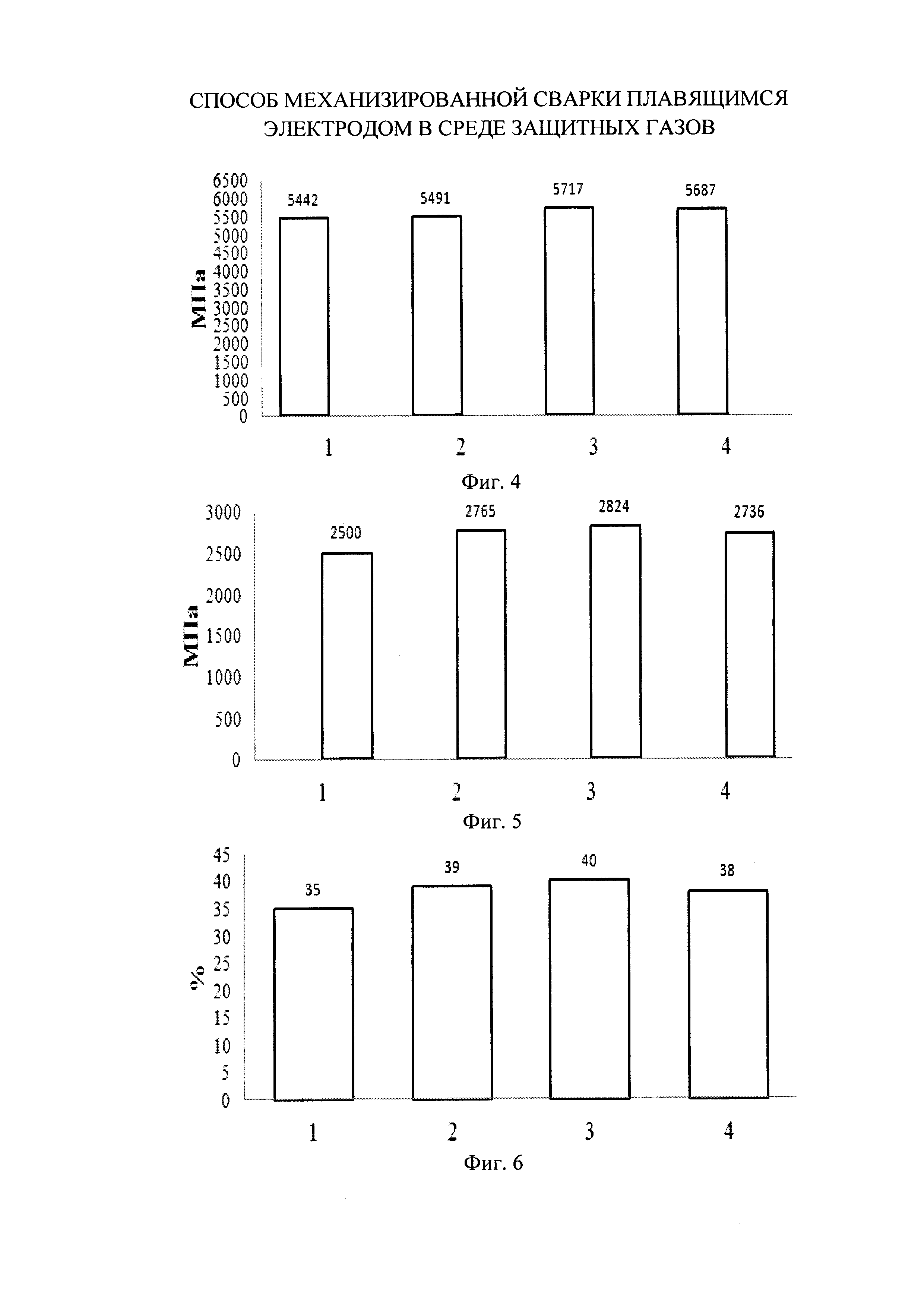
Ретрансляционный модуль для телеметрической системы с электромагнитным каналом связи
Устройство регистрации крутящего момента при вращательном и возвратно-вращательном движениях исполнительного органа
Способ определения метионина в модельных водных растворах методом циклической вольтамперометрии на графитовом электроде, модифицированном коллоидными частицами золота
Способ бесконтактного одностороннего активного теплового неразрушающего контроля
Способ определения кармуазина в соках
Способ управления процессом механизированной сварки в среде защитных газов с подачей сварочной проволоки
Задатчик угла наклона сварочной головки
Способ получения порошков из пантов оленей
Тепловизионная дефектоскопическая система
Способ синтеза азопродуктов производных 2-нафтола из ароматических аминов в водной среде
Устройство регистрации крутящего момента при вращательном и возвратно-вращательном движениях исполнительного органа
Способ определения метионина в модельных водных растворах методом циклической вольтамперометрии на графитовом электроде, модифицированном коллоидными частицами золота
Способ бесконтактного одностороннего активного теплового неразрушающего контроля
Способ определения кармуазина в соках
Способ управления процессом механизированной сварки в среде защитных газов с подачей сварочной проволоки
Задатчик угла наклона сварочной головки
Способ получения порошков из пантов оленей
Тепловизионная дефектоскопическая система
Способ синтеза азопродуктов производных 2-нафтола из ароматических аминов в водной среде
Способ очистки облученных графитовых втулок уран-графитового реактора и устройство для его осуществления

