Результат интеллектуальной деятельности: Способ изготовления сварных титановых труб
Вид РИД
Изобретение
Область техники
Изобретение относится к обработке металлов давлением, а именно к способам изготовления труб сваркой швов с последующей ротационной раскаткой на оправках и термообработкой, и может быть использовано в области машиностроения и других отраслях промышленности, при производстве тонкостенных труб, преимущественно из титановых сплавов.
Уровень техники
Известен способ изготовления особотонкостенных труб, преимущественно из титановых сплавов и нержавеющей стали (описание изобретения к патенту 2047966 РФ, МПК B21C 37/08 от 24.02.1994, опубл. в бюл. №31 10.11.1995, авторы Егоров В.Г., Ковалев Р.Н., Тафинцев Е.А., Шабунин И.Н., аналог), включающий получение трубчатых заготовок из листа, отбортовку кромок под стыки высотой 1,6-2,4 толщин заготовок, сварку стыков с образованием сварного шва шириной 6-8 толщин заготовок. Несмотря на высокое качество сварного шва, полученного в результате реализации известного способа, имеются различия в механических характеристиках материала самого шва, околошовной зоны и основного металла. Сварной шов является концентратором напряжений при нагружении трубопровода внутренним давлением, что обуславливает его низкий ресурс.
Известен способ изготовления тонкостенных осесимметричных сосудов (описание изобретения к патенту 2131787 РФ, МПК B21D 51/10, 22/16 от 04.02.1998, опубл. в бюл. №1720.06.1999, авторы Голуб В.В., Егоров В.Г., Невструев Ю.А., Захарченко Н.Д., аналог), включающий вырубку плоских листовых заготовок, получение цилиндрической части полуфабриката сосуда сверткой плоской листовой заготовки и сваркой продольных кромок, формоизменение донной части полуфабриката сосуда, сварку донной и цилиндрической частей полуфабриката сосуда, ротационную вытяжку цилиндрической части сосуда с одновременной раскаткой кольцевого и продольного сварных швов. В результате реализации способа микроструктура сварных швов и околошовных зон становится после раскатки идентичной основному металлу. При этом сварные швы уже не являются концентраторами напряжений при забросах давления рабочей среды и повышается циклическая долговечность изделий. Недостатки: в известном способе не предусмотрена термообработка готовых трубчатых изделий, что для титановых сплавов является недопустимым из-за возникновения чрезмерных остаточных напряжений, приводящих с течением времени к разрушению стенок сварной трубы. Кроме того, относительная деформация ε по толщине стенки ничем не ограничена, что повышает вероятность образования микротрещин в зоне термического влияния сварного шва, служащих очагами развития усталостных трещин при последующей эксплуатации изделия.
Известен способ изготовления сварных титановых труб (Производство сварного высокоресурсного трубопровода / Руководящий технический материал РТМ 1.4.1999-90. - М.: НИАТ, 1992. - С.113-117. - прототип), включающий получение трубной заготовки сверткой плоской листовой заготовки и сваркой продольных кромок, ротационную раскатку сварного шва трубной заготовки, установленной на вращающейся оправке, с помощью давильных элементов жесткого инструмента, отжиг сварной титановой трубы для снятия остаточных напряжений. Известным способом получаются качественные сварные трубы из деформируемых титановых сплавов ВТ 1-0 и ПТ-7М с минимальным допустимым отклонением по диаметру и минимальной некруглостью, с шероховатостью поверхности не выше Ra 1,6 мкм. Недостатки: способ допускает утонение (относительную деформацию ε по толщине стенки трубной заготовки) до 50%, что для титановых сплавов является неприемлемым из-за образования микротрещин в зоне термического влияния сварного шва. Режимы последующей термообработки по действующим инструкциям могут привести либо к чрезмерному разупрочнению материала, либо к недостаточному снятию остаточных напряжений. Все перечисленные факторы являются причиной снижения прочности и циклической долговечности сварных титановых труб.
Сущность изобретения
Задачей изобретения является повышение прочности и циклической долговечности сварных титановых труб за счет оптимального выбора термомеханических параметров обработки трубных заготовок.
Поставленная задача достигается за счет того, что в известном способе изготовления сварных титановых труб, включающем получение трубной заготовки сверткой плоской листовой заготовки и сваркой продольных кромок, ротационную раскатку сварного шва трубной заготовки, установленной на вращающейся оправке, с помощью давильных элементов жесткого инструмента, отжиг сварной титановой трубы для снятия остаточных напряжений, согласно изобретению раскатку сварного шва производят с относительной деформацией ε по толщине стенки трубной заготовки, определяемой из интервала
8%≤ε≤20%,
(где ε=(t0-t)/t0×100%, t0 - толщина стенки трубной заготовки, t - толщина стенки сварной титановой трубы после раскатки сварного шва), а последующий отжиг - при температуре Tотж, определяемой из интервала
(Tнр-170)°C≤Tотж≤(Тнр-50)°C,
где Тнр - температура начала рекристаллизации титанового сплава, °С.
В процессе раскатки величина относительной деформации ε по толщине стенки трубной заготовки должна выбираться из соображений достаточно полного устранения геометрического концентратора (подреза) на линии сплавления сварного шва и одновременного обеспечения оптимальной пластической деформации для упрочнения титанового сплава.
При ε<8% не обеспечивается полного устранения (заглаживания) подреза на линии сплавления сварного шва, и в процессе циклического нагружения сварной титановой трубы внутренним давлением данный подрез, выполняя роль концентратора напряжений, существенно понижает циклическую долговечность.
При ε>20% циклическая долговечность начинает снижаться вследствие ускоренного, характерного для титановых сплавов, развития рекристализационных процессов, сопровождающихся разупрочнением и, как следствие, снижением усталостной прочности. Кроме того, в зоне термического влияния сварного шва трубной заготовки при раскатке повышается вероятность образования микротрещин, служащих очагами развития усталостных трещин в сварной титановой трубе.
При нагреве пластически деформированного металла начинают развиваться процессы рекристаллизации, сопровождающиеся восстановлением пластичности и разупрочнением. Температура отжига Тотж, выбранная из интервала
(Тнр-170)°C≤Тотж≤(Tнр-50)°C,
где Tнр - температура начала рекристаллизации титанового сплава, °C, позволяет практически полностью снять остаточные напряжения, восстановить пластические свойства без существенного снижения прочности и циклической долговечности металла сварной титановой трубы.
При Тотж<(Тнр-170)°C остаточные напряжения снимаются не полностью, а пластические свойства не удается восстановить в достаточной мере, что может привести к возникновению браковочных признаков при дальнейшей обработке сварной титановой трубы с использованием гибки и других формообразующих операций.
При Тотж>(Тнр-50)°C начинаются процессы разупрочнения, приводящие к снижению усталостной прочности и циклической долговечности при дальнейшей эксплуатации сварных титановых труб.
Изобретение поясняется следующими чертежами.
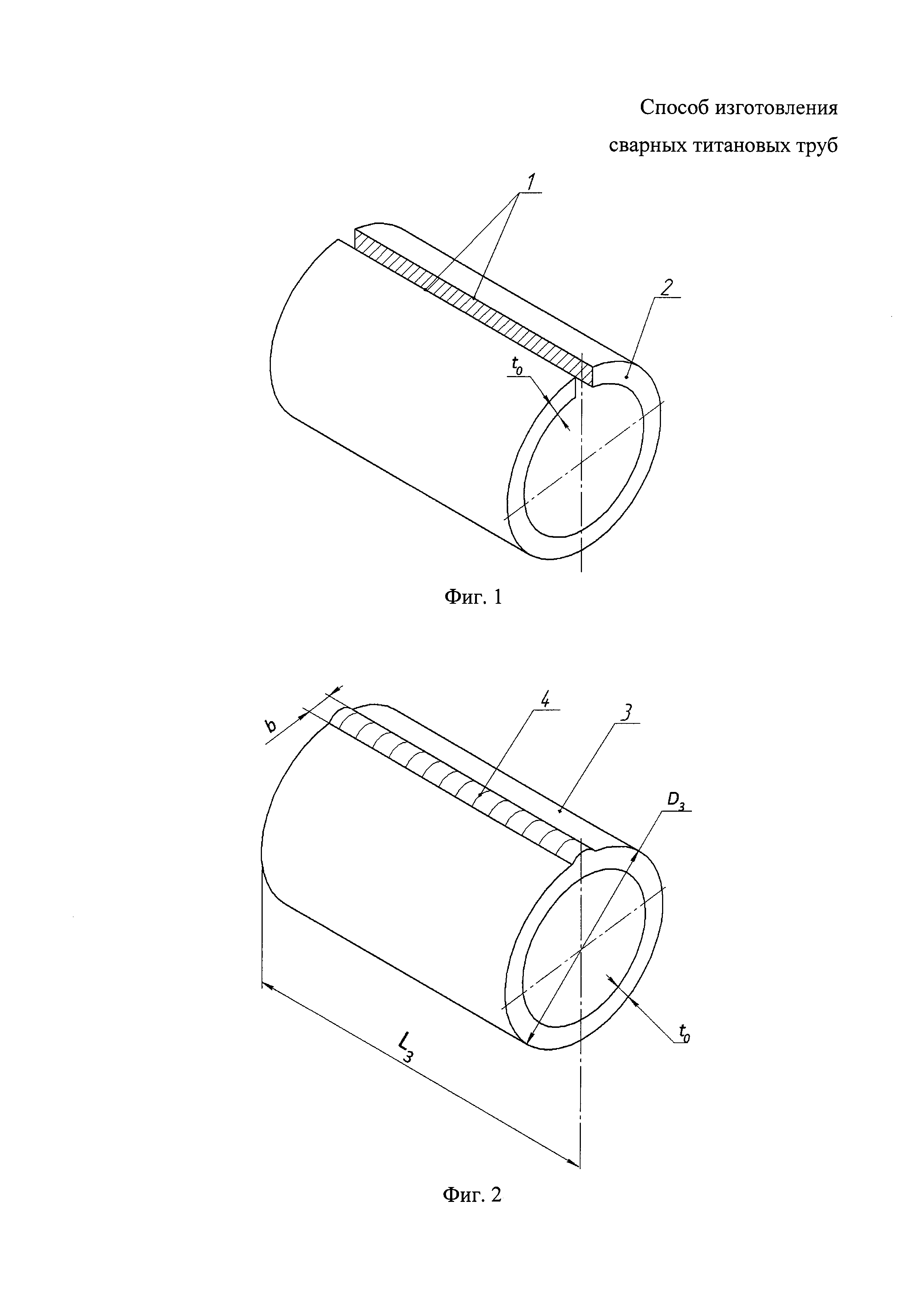
На фиг. 1 показана свертка плоской листовой заготовки;
на фиг. 2 - сварка продольных кромок трубной заготовки;
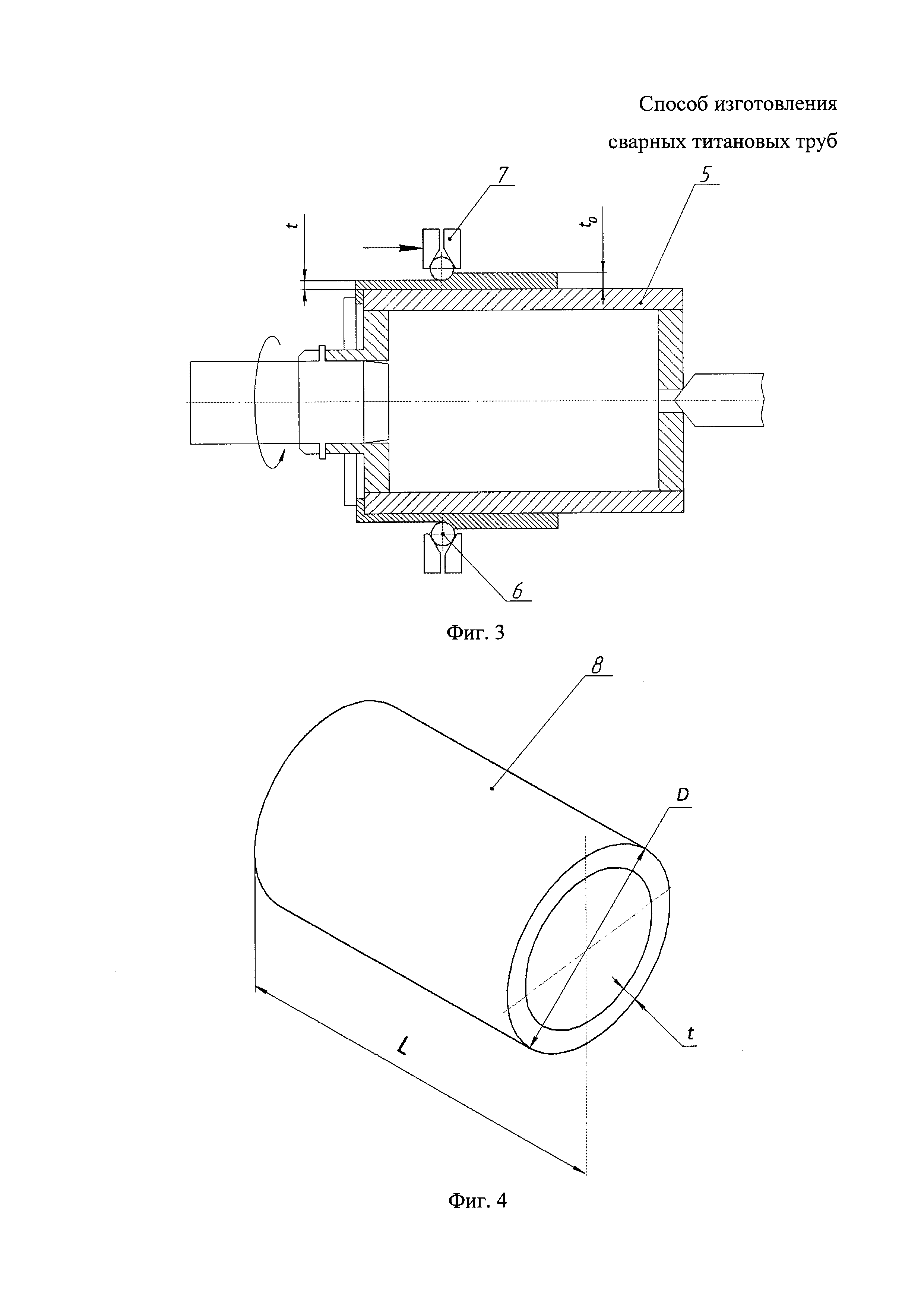
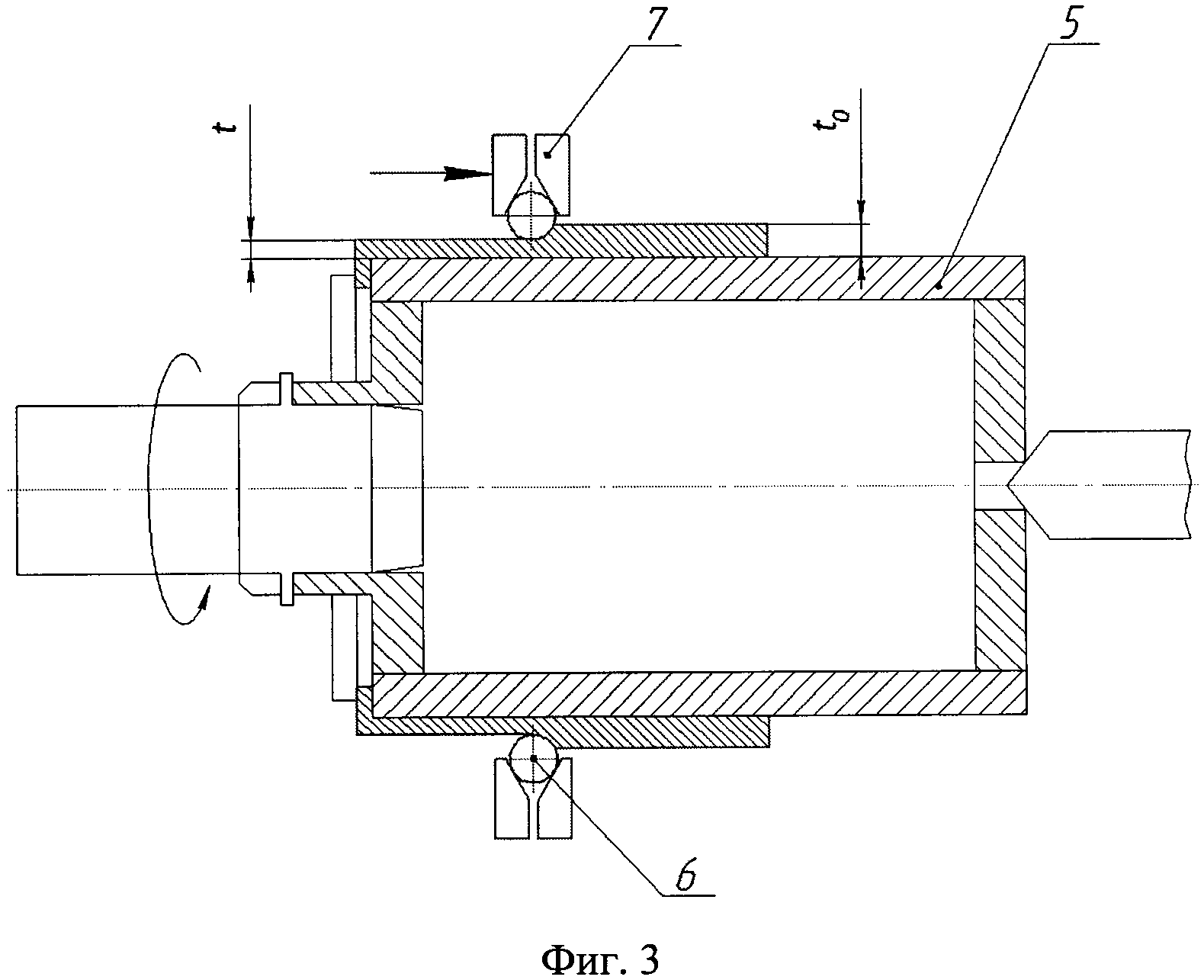
на фиг. 3 - ротационная раскатка сварного шва на оправке деформированием давильными элементами жесткого инструмента;
на фиг. 4 - полученная сварная титановая труба.
Осуществление изобретения
Способ осуществляют следующим образом. Сваривают продольные кромки 1 свернутой плоской листовой заготовки 2, получая трубную заготовку 3 с наружным диаметром Dз, толщиной стенки t0, длиной Lз со сварным швом 4 шириной b. Устанавливают трубную заготовку 3 на оправку 5 и осуществляют ротационную раскатку сварного шва 4 вращающейся трубной заготовки 3 деформированием давильными элементами 6 жесткого инструмента 7 до получения относительной деформации ε по толщине стенки трубной заготовки, определяемой из интервала
8%≤ε≤20%,
(где ε=(t0-t)/t0×100%, t0 - толщина стенки трубной заготовки 3, t - толщина стенки сварной титановой трубы 8 после раскатки сварного шва 4). После этого процесс ротационной раскатки прекращают и отводят жесткий инструмент 7 с давильными элементами 6. Снимают полученную сварную титановую трубу 8 с наружным диаметром D, толщиной стенки t, длиной L с оправки 5, помещают в печь и отжигают при температуре Tотж, определяемой из интервала
(Тнр-170)°C≤Тотж≤(Тнр-50)°С,
где Тнр - температура начала рекристаллизации титанового сплава, °C.
Пример. Необходимо получить тонкостенную сварную титановую трубу 8 диаметром D=100 мм, длиной L=550 мм из сплава ВТ1-0(ГОСТ 19807-91) с толщиной стенки t=0,5 мм из листа.
Вначале определяют толщину стенки t0 трубной заготовки 3 (которая равна толщине плоской листовой заготовки 2) с таким расчетом, чтобы при последующей обработке относительная деформация ε по толщине стенки трубной заготовки 3 составляла от 8 до 20%.
Если ε=(t0-t)/t0×100%, то при t=0,5 мм должно выполняться неравенство:
0,543≤t0≤0,625 мм.
Принимают толщину листа, ближайшую по ГОСТу, то есть t0=0,6 мм.
Плоскую листовую заготовку 2 с размерами 313,1×505×0,6 мм из титанового сплава ВТ 1-0 свертывают на листогибочной машине ЛГМЭ-0,6 и сваривают продольные кромки 1 автоматической аргонодуговой сваркой неплавящимся электродом без присадки на сборочно-сварочной установке, укомплектованной источником питания ВСВУ-160 и сварочной головкой АСГВ-4. Полученная трубная заготовка 3 имеет наружный диаметр Dз=100,2 мм, длину Lз=505 мм, ширину сварного шва 4b=5 мм; подрез лицевой стороны сварного шва 4 - не более 0,1 мм.
Устанавливают трубную заготовку 3 на оправку 5 из стали ХВГ (ГОСТ 5950-2000). Осуществляют ротационную раскаткуна токарном станке 16К20 сварного шва 4 вращающейся трубной заготовки 3 деформированием давильными элементами 6 диаметром 10 мм жесткого инструмента 7 до получения относительной деформации ε=16,7% по толщине стенки трубной заготовки 3, что соответствует получению толщины стенки t=0,5 мм сварной титановой трубы 8.
После этого процесс ротационной раскатки прекращают и отводят жесткий инструмент 7 с давильными элементами 6. Снимают полученную сварную титановую трубу 8 с оправки 5, помещают в печь ПВТ-1,2-1000 и отжигают в течение 1 часа при температуре Тотж=550°C, определяемой из интервала
(Тнр-170)°C≤Tотж≤(Tнр-50)°С,
где Тнр=600°С - температура начала рекристаллизации титанового сплава ВТ1-0.
На полученной сварной титановой трубе 8 подрез на линии сплавления сварного шва 4 полностью сглажен ротационной раскаткой и не является концентратором напряжений. Металлографические исследования показали полное отсутствие в зоне термического влияния сварного шва 4 микротрещин, что свидетельствует о повышенной прочности сварной титановой трубы 8. Как показали испытания пульсирующим внутренним давлением, в результате применения способа была повышена циклическая долговечность сварных титановых труб на 30-40% за счет оптимального выбора термомеханических параметров обработки трубных заготовок.
Способ и устройство контроля выпуска и уборки шасси самолёта
Интегрированный комплекс бортового оборудования разнородной архитектуры
Измельчитель пищевых отходов
Способ активной защиты летательного аппарата и система для его осуществления (варианты)
Способ ротационной вытяжки оболочек из трубных заготовок
Устройство крепления крыла летательного аппарата
Устройство обнаружения и предотвращения перекоса закрылка
Интегрированная вычислительная система самолета мс-21
Способ изготовления стальных тонкостенных осесимметричных сосудов
Устройство управления дверью самолёта
Способ ротационной вытяжки оболочек из трубных заготовок
Устройство крепления крыла летательного аппарата
Устройство обнаружения и предотвращения перекоса закрылка
Устройство для ориентирования подземных горных выработок
Способ изготовления стальных тонкостенных осесимметричных сосудов
Способ мониторинга развития зоны водопроводящих трещин над выработанным пространством на пластовых месторождениях
Способ изготовления сварных листовых изделий из титановых сплавов

