Результат интеллектуальной деятельности: СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ШИРОКОПОЛОСНОМ ПОЛУНЕПРЕРЫВНОМ СТАНЕ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано при производстве горячекатаных широких полос на полунепрерывном стане горячей прокатки.
Известен способ горячей прокатки полос, включающий прокатку полос на широкополосном стане с межклетьевым охлаждением в чистовой группе клетей стана водой сверху и снизу и последующее охлаждение полосы водой на отводящем рольганге. При горячей прокатке в чистовой группе клетей производят чередование по ходу прокатки управляемого переменного по ширине полосы охлаждения водой в четных проходах и равномерного по ее ширине охлаждения в нечетных проходах, причем в четных проходах охлаждение поверхности полосы по ее ширине осуществляют перед входом в очаг деформации путем ограничения подачи воды в центральную часть полосы (Патент РФ №2288051, МПК В21В 1/26, 2006). Задачей, решаемой заявленным изобретением, является уменьшение поперечной разнотолщинности широкого проката.
Недостатком данного способа является неравномерное охлаждение по ширине, что создает неоднородность микроструктуры и свойств по ширине полосы.
Наиболее близким к предложенному является способ непрерывной прокатки металлических полос, включающий одновременное регулирование продольной и поперечной разнотолщинности полос в процессе прокатки. Поперечную разнотолщинность регулируют с помощью устройства противоизгиба валков, а продольную разнотолщинность регулируют за счет изменения величины заднего натяжения полосы путем воздействия на нажимные винты предыдущей по ходу прокатки рабочей клети стана и регулирования скорости вращения валков (Патент РФ №2281817, МПК В21В 1/26, 2006) - прототип.
Недостаток известного способа состоит в том, что системы регулирования продольной и поперечной разнотолщинности с помощью противоизгиба валков и изменения величины натяжения являются инерционными, а также не позволяют достичь необходимой профилировки образующей валка для обеспечения нужной разнотолщинности (выпуклость не более 0,06 мм).
Техническим результатом предлагаемого изобретения является повышение точности геометрических размеров по толщине полос, прокатываемых на полунепрерывном широкополосном стане, обеспечение выпуклости профиля не более 0,06 мм.
Технический результат достигается тем, что в способе горячей прокатки полос с поперечной разнотолщинностью не более 0,06 мм на широкополосном полунепрерывном стане осуществляют прокатку в черновой и чистовой группах клетей, при этом в черновой группе клетей производят не более 3 чистовых проходов, а в чистовой группе клетей в рамках одной кампании рабочих валков в первых двух клетях прокатку производят в рабочих валках с вогнутостью не более 0,30 мм от радиуса исходной цилиндрической бочки, а в последующих клетях - в рабочих валках с вогнутостью не более 0,15 мм, при этом в начале кампании рабочих валков производят разогрев бочек рабочих валков путем прокатки не более 30 полос шириной В1<(В-50), мм, последующую прокатку не менее 900 т проката шириной проката шириной В2, мм, при этом B≤B2≤(B+50), и затем прокатку не более 1500 т проката заданной ширины В, мм в конце кампании рабочих валков.
Ограниченное количество чистовых проходов в черновой группе клетей обеспечивает высокую температуру подката для чистовой группы клетей, что снижает сопротивление деформации и уменьшает изгиб рабочих валков, что положительно сказывается на снижении поперечной разнотолщинности готовой полосы.
Заявленное требование к минимальному объему металла от перевалки до прокатки рассматриваемого проката обусловлено необходимостью уменьшения вогнутости рабочих валков в зоне ширины рассматриваемого сортамента.
Ограничение вогнутости рабочих валков на первых двух клетях чистовой группы не более 0,30 мм позволяет постепенно снижать выпуклость раската от первой к последующим клетям чистовой группы. Для клетей, начиная с третьей, регламентированная вогнутость снижается вдвое, что направлено на формирование окончательного профиля полосы. При большей исходной вогнутости валков выпуклость профиля готовой полосы превышает 0,06 мм.
Ограничение объема прокатки узкого металлопроката шириной В1<(В-50) мм не более 30 полос позволяет исключить выработку рабочих валков в средней части по ширине полосы и применяется только для разогрева валков, что сохраняет низкую вогнутость валков в зоне ширины рассматриваемого сортамента и снижает поперечную разнотолщинность.
Исключение прокатки широкого металлопроката позволяет обеспечить равномерную выработку рабочих валков в той части длины бочки валка, где планируется прокатка рассматриваемого сортамента.
Выполнение заявленных требований в комплексе позволяет обеспечить требуемую разнотолщинность полосы, а именно выпуклость горячекатаных полос не более 0,06 мм. Использование таких полос в качестве подката для станов для производства труб методом печной сварки позволяет получить разницу в толщине свариваемых кромок трубы, исключающую образование дефектов при дальнейшем редуцировании.
Способ осуществляется следующим образом: для прокатки на полунепрерывном широкополосном стане задают:
- количество чистовых проходов в черновой группе не более 3 шт.;
- подготавливают рабочие валки для клетей чистовой группы с заданной вогнутостью не более 0,30 мм для первых двух клетей и не более 0,15 мм для последующих;
- планируют объем металла от перевалки до прокатки рассматриваемого проката не менее 900 т, при этом металлопрокат шириной В1<(В-50) мм катают в объеме не более 30 полос в начале кампании для разогрева бочек рабочих валков, кроме металлопроката для разогрева бочек рабочих валков;
- перед прокаткой металла заданной ширины В, мм, катают металл шириной В2, причем В≤В2≤(В+50) мм для равномерной выработки рабочего валка.
Результаты опытных прокаток представлены в Таблице 1.
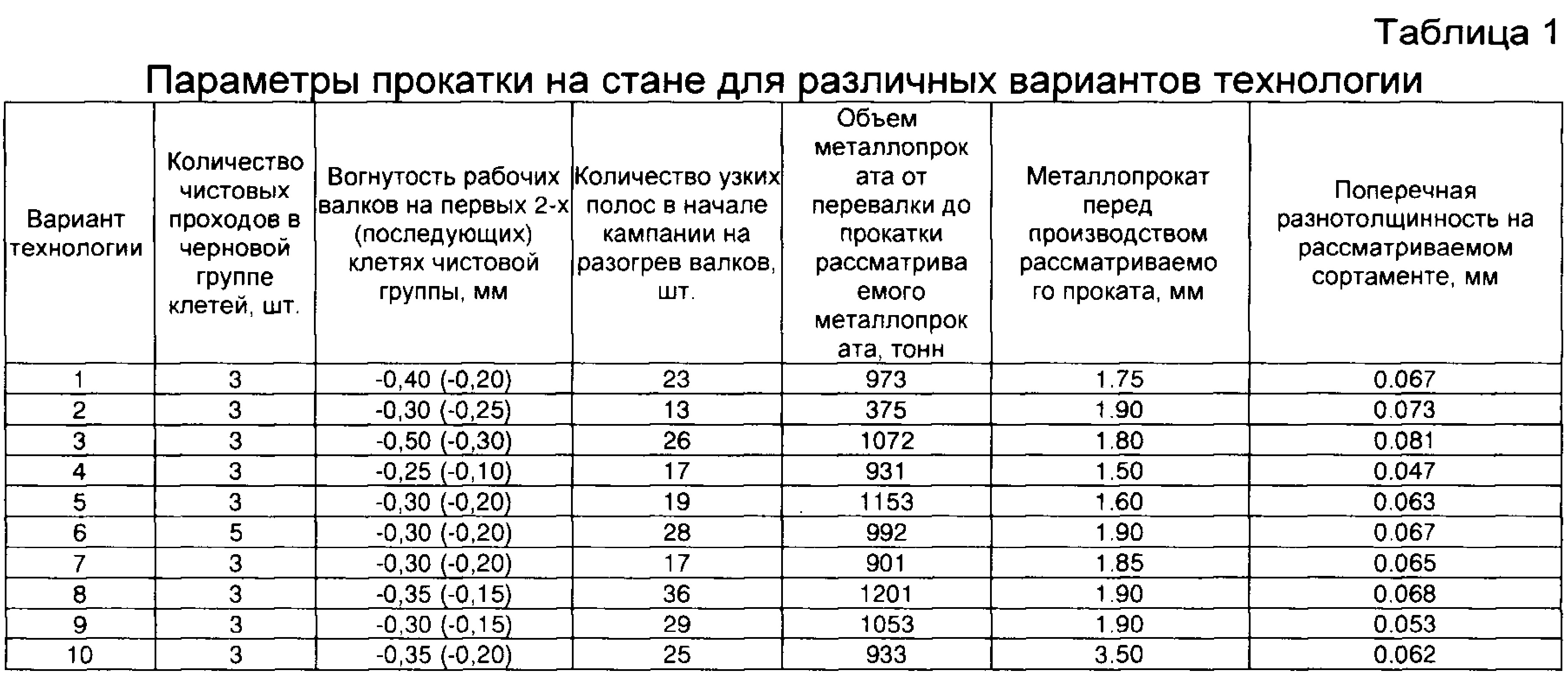
Знак "-" указывает на вогнутость валка от исходной цилиндрической бочки.
Из табл. 1 следует, что предложенный вариант технологии (варианты технологии 4 и 9) имеет более низкую поперечную разнотолщинность.
При запредельных значениях параметров технологии (варианты технологии 1-3, 5-8 и 10) требование по поперечной разнотолщинности менее 0,06 мм не обеспечивается.
Использование предложенной в изобретении технологии создает благоприятные условия для повышения устойчивости процесса горячей прокатки и качества прокатываемых полос. Применение таких полос в качестве подката для станов для производства труб методом печной сварки позволяет получить разницу в толщине свариваемых кромок трубы, исключающую образование дефектов при дальнейшем редуцировании. Предлагаемый способ прокатки может быть использован как на существующих, так и на вновь создаваемых полунепрерывных станах горячей прокатки.
Способ горячей прокатки полос с поперечной разнотолщинностью не более 0,06 мм на широкополосном полунепрерывном стане, включающий прокатку в черновой и чистовой группах клетей, при этом в черновой группе клетей производят не более 3 чистовых проходов, а в чистовой группе клетей в рамках одной кампании рабочих валков в первых двух клетях прокатку производят в рабочих валках с вогнутостью не более 0,30 мм от радиуса исходной цилиндрической бочки, а в последующих клетях - в рабочих валках с вогнутостью не более 0,15 мм, при этом в начале кампании рабочих валков производят разогрев бочек рабочих валков путем прокатки не более 30 полос шириной В<(В-50), мм, последующую прокатку не менее 900 т проката шириной проката В, мм, причем В≤В≤(В+50), и затем, в конце кампании рабочих валков, прокатку не более 1500 т проката заданной ширины В, мм.Способ производства низколегированного рулонного проката
Способ производства прямошовных труб большого диаметра из низколегированной стали
Способ производства горячекатаных листов из низколегированной стали для изготовления ответственных металлоконструкций
Способ производства высокопрочного оцинкованного проката
Способ производства высокопрочного оцинкованного проката
Способ эксплуатации опорных валков непрерывных широкополосных прокатных станов
Способ эксплуатации опорных валков непрерывных широкополосных прокатных станов
Рельсовое скрепление
Анкерная тяга
Способ получения кокса для доменного производства
Способ производства коррозионностойкого проката из низколегированной стали

