Результат интеллектуальной деятельности: СПОСОБ НАНЕСЕНИЯ ПЕЧАТНОГО РИСУНКА НА ДРЕВЕСНО-СТРУЖЕЧНУЮ ПЛИТУ И ДРЕВЕСНО-СТРУЖЕЧНАЯ ПЛИТА С НАПЕЧАННЫМ ДЕКОРАТИВНЫМ СЛОЕМ
Вид РИД
Изобретение
Изобретение относится к способу нанесения печатного рисунка на древесно-стружечные плиты в соответствии с п. 1 и к древесно-стружечной плите с напечатанным декоративным слоем в соответствии с п. 13 формулы изобретения.
Применение древесно-стружечных плит в мебельной промышленности, в качестве напольных покрытий или также для обшивки стен и потолков вызывает необходимость обработки или отделки поверхности древесно-стружечных плит. Обычно в случае применения в указанных областях древесно-стружечные плиты покрываются слоем декоративной бумаги. Многообразие различных узоров декоративной бумаги безгранично, так что можно приобрести древесно-стружечные плиты с множеством различных узоров, например, с отделкой под камень или дерево.
В качестве альтернативы применению декоративной бумаги на древесно-стружечных плитах в прошлом получило развитие непосредственное нанесение печатного рисунка на древесно-стружечные плиты, поскольку отпадает необходимость в нанесении печатного рисунка на бумагу и ее последующем наклеивании или непосредственном наслоении на древесно-стружечную плиту.
При этом главным образом применяются такие техники печати, как способ глубокой печати и способ цифровой печати. Способ глубокой печати является такой техникой печати, при которой отображаемые элементы представляют собой углубления в печатной форме, краска на которую накатывается до печати. Печатная краска находится преимущественно в углублениях и благодаря прижимному усилию печатной формы и силе адгезии переносится на покрываемый печатным рисунком предмет. А при цифровой печати отпечаток непосредственно переносится с компьютера в печатную машину, например лазерный принтер или струйный принтер. Необходимость применения статической печатной формы отпадает.
Разумеется, можно предвидеть, что технология глубокой печати будет все больше заменяться технологией цифровой печати. Это обосновывается с точки зрения затрат значительным сокращением издержек на цифровые печатные устройства и жидкую печатную краску для этих устройств и в особенности с технологической точки зрения присущими технике цифровой печати очень большой гибкостью и выразительными возможностями, в особенности с учетом тенденции к уменьшению размера партии изделий.
Правда, полному переходу от глубокой печати к цифровой печати еще препятствуют некоторые проблемы.
С одной стороны, цифровое печатающее устройства еще очень сильно отстает по производительности от современной линии лакировки или короткотактного проходного пресса. Они обычно являются следующими после цифровой печати стадиями создания стоимости.
С другой стороны, нередко существует несовместимость примененных жидких красок для цифровой печати, которые могут быть на водной основе, на ультрафиолетовой основе или на основе растворителя, и наносимых затем покрытий для герметизации и для защиты от износа.
Еще одним аспектом является то, что при транспортировке и/или использовании плит с незащищенной декоративной печатью на верхней стороне в технологической цепочке могут возникать загрязнения и/или повреждения декоративной отделки. Это приводит к снижению качества, но нередко может быть распознано лишь в конце технологической цепочки, что влечет за собой большие трудозатраты и издержки.
При применении для древесно-стружечных плит техники глубокой печати на основе водных печатных красок с последующей отделкой посредством лакировки эти проблемы, очевидно, не возникают, поскольку нет различий между производительностью печати и лакировки и соответственно отпадает необходимость в промежуточном складировании или транспортировке.
Проблема проявляется уже несколько более отчетливо при применении декорированных посредством глубокой печати древесно-стружечных плит, на которые затем в короткотактном проходном прессе должно быть нанесено покрытие, защищающее от износа. Здесь производительность печатной линии уже значительно превосходит производительность короткотактного проходного пресса. Соответственно, здесь обязательно необходимо защитное покрытие поверхности для транспортировки и/или промежуточного складирования. Такое поверхностное защитное покрытие наносится в большинстве случаев валками и представляет собой состав из термореактивной смолы, например меламиновой смолы. При этом почти не возникает проблем с адгезией, так что практически нет технологических ограничений.
При цифровой печати все это представляется значительно более сложным и трудным. После принятия решения о выборе жидкой краски (например, жидкой ультрафиолетовой краски для цифровой печати) наряду с указанными выше ограничениями производительности в особенности возникает несовместимость на определенных линиях переработки. Так, при применении ультрафиолетовых жидких красок для цифровой печати осложняется последующее покрытие меламиновыми смолами на водной основе, в результате чего последующая обработка в короткотактном проходном прессе с применением этих термореактивных смол создает значительные технические барьеры.
Существует большая потребность в техническом решении, не ограничивающем или не осложняющем следующие за процессом печати стадии технологического процесса по дальнейшей обработке или отделке древесных материалов.
Поэтому в основе представленного изобретения лежит задача настолько усовершенствовать способ цифровой печати для древесно-стружечных плит, чтобы можно было транспортировать и использовать декорированные плиты без ущерба для качества и одновременно в значительной степени преодолеть ограничения последующей обработки.
Эта задача решается согласно изобретению способом с признаками п. 1 и древесно-стружечной плитой с признаками п. 13 формулы изобретения.
Соответственно, вырабатывается способ нанесения печатного рисунка на древесно-стружечную плиту, в особенности на древесно-волокнистую плиту, посредством цифровой печати, включающий в себя следующие шаги:
a) нанесение печатного рисунка минимум на одну сторону древесно-стружечной плиты посредством техники цифровой печати с образованием декоративного слоя;
b) нанесение на декоративный слой или покрытую печатным рисунком сторону древесно-стружечной плиты защитного слоя, содержащего минимум одну смолу, минимум один радиационно-отверждаемый лак и/или минимум один полиуретан; и
c) подсушивание и/или желатинирование нанесенного на декоративный слой древесно-стружечной плиты защитного слоя.
Соответственно, данным способом создается защитное покрытие древесно-стружечной плиты с нанесенным цифровой печатью рисунком, которое вместе с тем размещается как промежуточный элемент, так называемый праймер [=грунтовка], между такими несовместимыми друг с другом слоями, как декоративная печать или декоративный слой, с одной стороны, и следующее покрытие для защиты от износа или другие отделочные покрытия, с другой стороны. Более того, защитное покрытие является только подсушенным и/или желатинированным и, таким образом, еще не полностью просушенным или отвержденным. Поверхность защитного покрытия является скорее клейкой или просушенной поверхностью. Подсушивание и/или желатинирование выполняются в такой степени, что защитное покрытие, например смола или лак, как таковые, остаются текучими и образуют поперечные связи. Подсушивание и/или желатинирование могут быть описаны, таким образом, как предварительное образование поперечных связей или предварительная полимеризация.
Представленный способ имеет множество преимуществ. Так, в зависимости от вида последующей обработки применяется приспособленная к ней система защиты и праймера. В данном случае на цифровую печать могут быть непосредственно нанесены либо смола, предпочтительно совместимая с водой смола, радиационно-отверждаемый, обычно не совместимый с водой лак, либо полиуретаны, обладающие хорошими адгезионными свойствами. После подсыхания или желатинирования защитного покрытия возможно промежуточное складирование плит с нанесенным печатным рисунком без риска повреждения поверхности или загрязнения декоративного слоя. Таким образом, даже при неопределенных интервалах между такой стадией обработки, как цифровая декоративная печать, и дальнейшей стадией обработки не ожидается возникновение проблем, например слипания плит или истирания и/или отслаивания декора. Благодаря этому также при приостановке производственного процесса в ходе последующей обработки не приходится прекращать работу цифрового печатающего устройства.
Данный способ открывает возможность обслуживания различных систем последующей обработки, так что цифровая печать может применяться для широкого ассортимента продуктов, например лакированных фасадов корпусной мебели, полов с ламинированным покрытием, фасадных панелей. Так, при производстве изделий для применения внутри помещений, например мебели, полов, панелей и т п., в качестве защитного слоя на жидкие краски на водной основе наносится совместимая с водой смола, поскольку в качестве отделочного покрытия или защиты от износа в большинстве случаев может быть предусмотрено нанесение слоя аминопласта, как например, меламиноформальдегидной смолы.
Разумеется, в упомянутых выше случаях применения внутри помещений в качестве отделочного или защищающего от износа покрытия могут предполагаться также и радиационно-отверждаемые лаковые покрытия. В таком случае целесообразным было бы применение радиационно-отверждаемого лака в качестве защитного слоя.
При наружном применении, как например, фасады, уличная меблировка, рекламные щиты и т.п., применение нашли бы, главным образом, радиационно-отверждаемые лаки и полиуретаны на ультрафиолетовых или латексных жидких красках.
Конечно, в зависимости от цели применения могут использоваться и другие праймеры / защитные слои. Это зависит от дальнейших этапов отделки и материалов, которые должны быть нанесены на отпечаток.
Также для определенных случаев применения (например, наружное применения) могут использоваться латексные жидкие краски или жидкие краски на основе растворителя. Здесь также благодаря искусному подбору праймера / защитного слоя могут быть обеспечены транспортировка / складирование без повреждений или потери качества. Далее обеспечивается возможность нанесения покрытий «любыми» материалами для достижения необходимых потребительских свойств.
В одной из форм осуществления данного способа на покрываемую печатным рисунком сторону древесно-стружечной плиты перед нанесением печатного рисунка наносится минимум один грунтовочный слой, включающий в себя минимум одну смолу и/или минимум один лак, который затем подсушивается и/или отверждается.
При этом на покрываемой печатным рисунком стороне древесно-стружечной плиты для грунтовки предпочтительно используется водный раствор смолы и/или радиационно-отверждаемая шпаклевка.
В случае предварительного покрытия или грунтовки древесно-стружечной плиты водным раствором смолы может применяться формальдегидосодержащий водный раствор смолы, в особенности водный раствор меламиноформальдегидной смолы, карбамидоформальдегидной смолы или меламино-карбамидо-формальдегидная смола.
Количество наносимого жидкого раствора смолы для грунтовки может составлять от 10 до 80 г/м2, предпочтительно от 20 до 50 г/м2. Содержание твердого вещества в водном растворе смолы составляет от 30 до 80%, предпочтительно от 40 до 60%, особенно предпочтительно ок. 55%. Жидкая смола может дополнительно иметь подходящие смачивающие вещества, отвердители, разделители и антивспениватели.
После нанесения водного раствора смолы на древесно-стружечную плиту для ее предварительного покрытия или грунтовки жидкая смола подсушивается, например, в конвекционной сушильной камере или в печи для сушки инфракрасными лучами ближней области спектра до влажности 10%, предпочтительно 6%.
В другой форме осуществления данного способа древесно-стружечная плита может быть предварительно покрыта или грунтована шпаклевкой, отверждаемой под воздействием ультрафиолетового излучения, и/или шпаклевкой, отверждаемой под воздействием электронного излучения. УФ-шпаклевка предпочтительно состоит в основном из УФ-отверждаемых компонентов лака, пигментов, реактивных разбавителей и образователей радикалов в качестве инициаторов цепи.
Количество наносимой шпаклевки может составлять в этом случае от 50 до 150 г/м2, предпочтительно от 50 до 100 г/м2. При этом указание количества относится к 100-процентной шпаклевке.
Также возможно, чтобы применяемая для грунтовки шпаклевка была пигментирована, благодаря чему результат печати может видоизменяться или улучшаться.
Также предпочтительно наносить шпаклевку несколькими слоями. В этом случае между нанесением отдельных слоев может происходить их отверждение под воздействием УФ или электронного излучения. Также можно после нанесения каждого слоя и последующего отверждения производить промежуточную шлифовку, чтобы улучшить состояние поверхности покрываемой печатным рисунком стороны древесно-стружечной плиты.
В еще одной форме осуществления представленного способа до нанесения печатного рисунка минимум на одну сторону древесно-стружечной плиты на покрываемую печатным рисунком сторону древесно-стружечной плиты наносится минимум один слой пигментированной печатной краски на водной основе. Печатная краска может наноситься либо непосредственно на необработанную поверхность плиты, либо также и на грунтовку.
Пигментированная печатная краска на водной основе может также наноситься и более чем одним слоем (например, 3-10 слоями, предпочтительно 5-8 слоями), причем после нанесения каждого слоя печатная краска подсушивается, например, в конвекционной сушильной камере или в печи для сушки инфракрасными лучами ближней области спектра.
В примыкающей цифровой печати для нанесения печатного рисунка минимум на одну сторону древесно-стружечной плиты предпочтительно применяется жидкая краска для цифровой печати на водной основе. Цифровая печать может быть выполнена с применением цифрового печатающего устройства жидкой краской для цифровой печати на водной основе. Количество применяемой жидкой краски для цифровой печати может составлять от 5 до 10 г/м2, предпочтительно от 6 до 8 г/м2.
Как уже было отмечено, на покрытую печатным рисунком сторону или декоративный слой древесно-стружечной плиты наносится защитный слой, содержащий минимум одну смолу, минимум один радиационно-отверждаемый лак и/или минимум один полиуретан.
В одной из форм осуществления нанесенный на декоративный слой древесно-стружечной плиты защитный слой включает в себя минимум одну совместимую с водой смолу, предпочтительно формальдегидосодержащую смолу, особенно предпочтительно меламиноформальдегидную смолу, карбамидоформальдегидную смолу и/или меламино-карбамидо-формальдегидную смолу. Смола может соответственно наноситься в жидком виде или также в твердом виде, причем применение жидкой смолы предпочтительно.
Вслед за этим включающий в себя минимум одну совместимую с водой смолу защитный слой подсушивается до такой степени, чтобы смола еще оставалась текучей и могла образовывать поперечные связи. Подсушивание содержащего совместимую с водой смолу защитного слоя обычно происходит в сушильной печи непрерывного действия, которая известна по изготовлению древесно-стружечных плит. В зависимости от количества наносимого вещества процесс подсушивания может продолжаться от 5 до 15 сек, предпочтительно от 5 до 10 сек.
В другой форме осуществления представленного способа защитный слой, наносимый на покрытую печатным рисунком сторону древесно-стружечной плиты или на декоративный слой, включает в себя минимум один радиационно-отверждаемый лак из группы акрилатов, модифицированные акрилаты и/или эпоксиды.
В одной из форм осуществления акрилат представлен в виде замещенного или незамещенного мономера, олигомера и/или полимера, в особенности в виде мономера акриловой кислоты, акрилового эфира и/или сложного эфира акриловой кислоты. При этом значение для представленного способа имеет присутствие по определению в молекуле акрилата двойной связи или ненасыщенной группы. Полиакрилаты могут быть представлены и далее функционализированными. Подходящими функциональными группами являются, в частности, гидроксильные группы, аминогруппы, эпоксидные и/или карбоксильные группы. Предпочтительными акрилатами являются сложные полиэфиракрилаты, простые полиэфиракрилаты, уретанакрилаты, гександиолдиакрилат или их смеси.
Акрилатное соединение может иметься и применяться как в виде эмульсии, так и дисперсии. Используемая акрилатная дисперсия может быть получена путем смешивания минимум одного акрилата с водой и/или другой органической жидкостью. Примененные в данном случае акрилатные лаки предпочтительно не содержат растворителей или других вспомогательных веществ и, таким образом, представлены как 100-процентные системы.
В качестве эпоксидосодержащих лаков могут применяться эпоксидные смолы, эпоксифункциональные преполимеры, циклоалифатические эпоксиды.
В еще одной форме осуществления защитный слой, наносимый на покрытую печатным рисунком сторону древесно-стружечной плиты, включает в себя минимум один полиуретан из группы, содержащей алифатические уретаны. Последние отличаются высокой светоустойчивостью.
В еще одном варианте представленного способа также возможно, чтобы наносимый на покрытую печатным рисунком сторону древесно-стружечной плиты защитный слой включал в себя смесь минимум одного радиационно-отверждаемого лака и минимум одного полиуретана.
В таком случае применяемый в смеси полиуретан может считаться праймером для улучшения адгезии УФ-лака к цифровой печати.
Соответственно, в общем и целом желательно при применении УФ-лака в качестве радиационно-отверждаемого лака добавлять к нему праймер для улучшения адгезии УФ-лака к цифровой печати. Наряду с уже упомянутыми полиуретанами в качестве праймера (как праймер) могут использоваться также и силаны.
Если радиационно-отверждаемый лак применяется в качестве защитного слоя, то следующее за нанесением защитного слоя желатинирование защитного слоя может происходить с применением УФ-излучения (например, 320-400 нм), излучения ЭПР и/или излучения ближней ИК-области спектра. После желатинирования лак предпочтительно имеет степень полимеризации от 20 до 60%, предпочтительно от 30 до 50%.
В дальнейшем варианте представленного способа наносимый на покрытую печатным рисунком сторону древесно-стружечной плиты защитный слой наносится в количестве от 5 до 50 г/м2, предпочтительно от 8 до 30 г/м2, особенно предпочтительно от 10 до 20 г/м2.
В другом варианте данного изобретения на покрытую печатным рисунком сторону древесно-стружечной плиты сначала наносится первый защитный слой, включающий в себя минимум один радиационно-отверждаемый лак и/или минимум один полиуретан, желатинируется и затем на желатинированный первый защитный слой, включающий в себя минимум один радиационно-отверждаемый лак и/или минимум один полиуретан, наносится минимум один второй защитный слой из минимум одной совестимой с водой смолы, предпочтительно из формальдегидосодержащей смолы, а затем предпочтительно, как было описано выше, подсушивается.
В дальнейшей форме осуществления данного способа покрытая печатным рисунком и снабженная защитным слоем древесно-стружечная плита подвергается дальнейшей обработке или отделке в короткотактном проходном прессе. В короткотактном проходном прессе слои смолы расплавляются и соединение слоев отверждается в ламинат. Во время дальнейшей обработки в короткотактном проходном прессе путем применения структурированного металлического листа могут быть также созданы структуры на поверхности древесно-стружечной плиты, которые могут быть опционально выполнены согласованными с декором (так называемая совпадающая с декором структура). В декоративной отделке дерева структуры могут быть представлены в виде пористых структур, повторяющих текстуру. В декоративной отделке плитки структуры могут представлять собой углубления в области охваченных декоративным рисунком линий заполнения швов.
Можно также после подсушивания и/или желатинирования нанесенного на покрытую печатным рисунком сторону древесно-стружечной плиты защитного слоя в соответствии с этапом с) нанести минимум еще один слой, включающий в себя устойчивые к истиранию частицы, натуральные волокна, синтетические волокна и/или другие присадки, причем в качестве подходящих связующих веществ могут быть использованы меламиновые смолы, акрилатные смолы и полиуретановые смолы.
Устойчивые к истиранию частицы предпочтительно выбраны из группы, содержащей оксиды алюминия, корунд, карбиды бора, диоксиды кремния, карбиды кремния и стеклянные шарики. В качестве натуральных и/или синтетических волокон используются в особенности волокна из группы, содержащей древесные волокна, целлюлозные волокна, шерстяные волокна, пеньковые волокна и органические либо неорганические полимерные волокна.
В качестве присадок могут добавляться электропроводящие субстанции, антипирены, люминесцирующие вещества и металлы. При этом электропроводящие субстанции могут быть выбраны из группы, содержащей сажу, углеродные волокна, металлический порошок и наночастицы, в особенности углеродные нанотрубки. Могут использоваться также и комбинации этих субстанций. В качестве антипиренов предпочтительно применяются фосфаты, бораты, в особенности полифосфат аммония, трис(трибромнеопентил)фосфат, борат цинка или комплексы борной кислоты многоатомных спиртов. В качестве люминесцирующих веществ предпочтительно применяются флуоресцирующие и/или фосфоресцирующие вещества на неорганической или органической основе, в особенности сульфид цинка и алюминаты щелочноземельных металлов.
В принципе, покрываемая печатным рисунком древесно-стружечная плита может состоять из древесного материала, или из пластического материала, или из смеси древесного и пластического материала. Предпочтительно используются стружечные плиты, древесно-волокнистые плиты средней плотности (МДФ), древесно-волокнистые плиты высокой плотности (ХДФ) или ориентированно-стружечные плиты (ОСБ) либо листы клееной фанеры, цементно-стружечная плита и/или гипсоволокнистая плита.
Представленный способ позволяет изготавливать древесно-стружечную плиту следующей структуры:
- опт. минимум один слой грунтовки на минимум одной стороне древесно-стружечной плиты;
- минимум один нанесенный на слой грунтовки посредством цифровой печати декоративный слой; и
- минимум один нанесенный на декоративный слой защитный слой (4), содержащий минимум одну смолу, минимум один радиационно-отверждаемый лак и/или минимум один полиуретан.
В одном из вариантов защитное покрытие данной древесно-стружечной плиты состоит минимум из первого защитного слоя, включающего в себя минимум один радиационно-отверждаемый лак и/или минимум один полиуретан, и нанесенного на первый защитный слой второго защитного слоя, включающего в себя минимум одну смолу.
После следующего за этим процесса отделки покрытой печатным рисунком древесно-стружечной плиты она может дополнительно иметь покрытие, нанесенное на минимум один защитный слой и включающее в себя устойчивые к истиранию частицы, натуральные волокна, синтетические волокна и/или другие присадки.
На противоположной покрытой печатным рисунком стороне, т.е. на обратной стороне, древесно-стружечная плита может иметь минимум одно встречное покрытие и/или один звукоизолирующий слой.
Ниже следует детальное описание изобретения на нескольких примерах осуществления со ссылкой на чертежи. Там показано следующее:
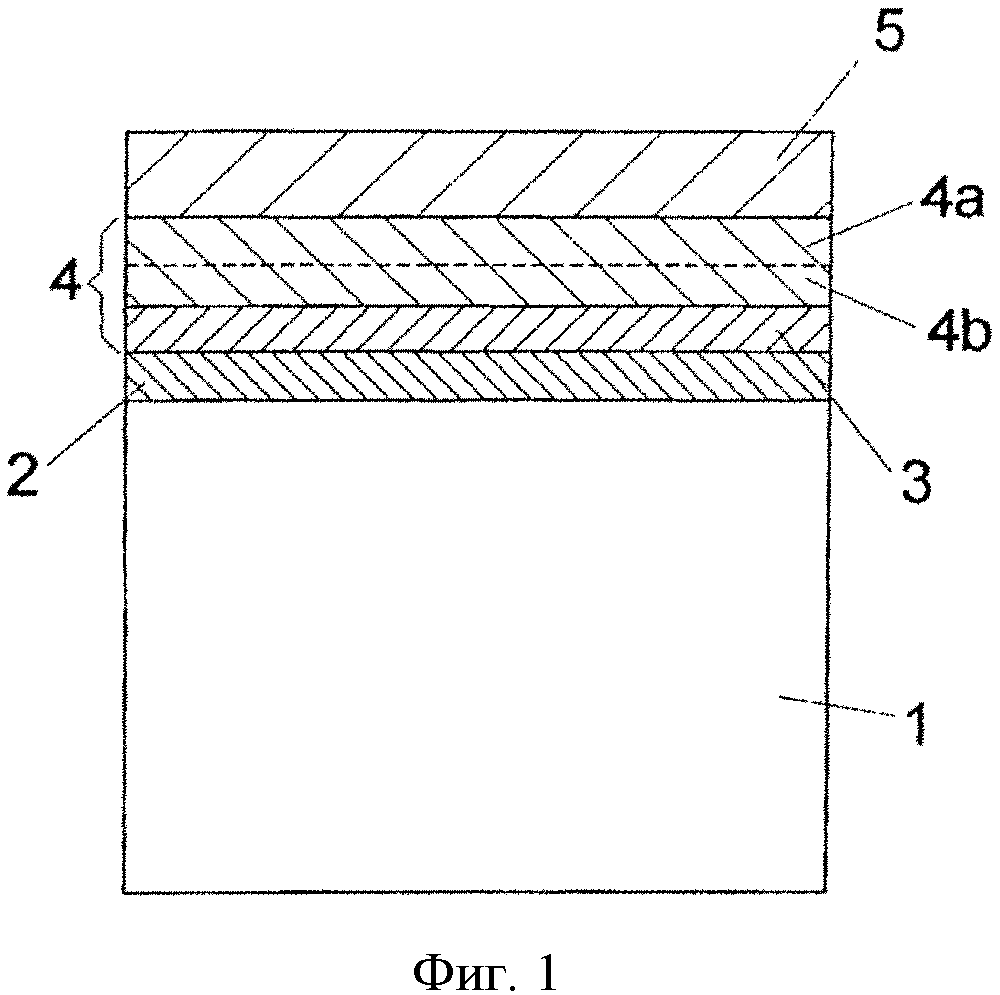
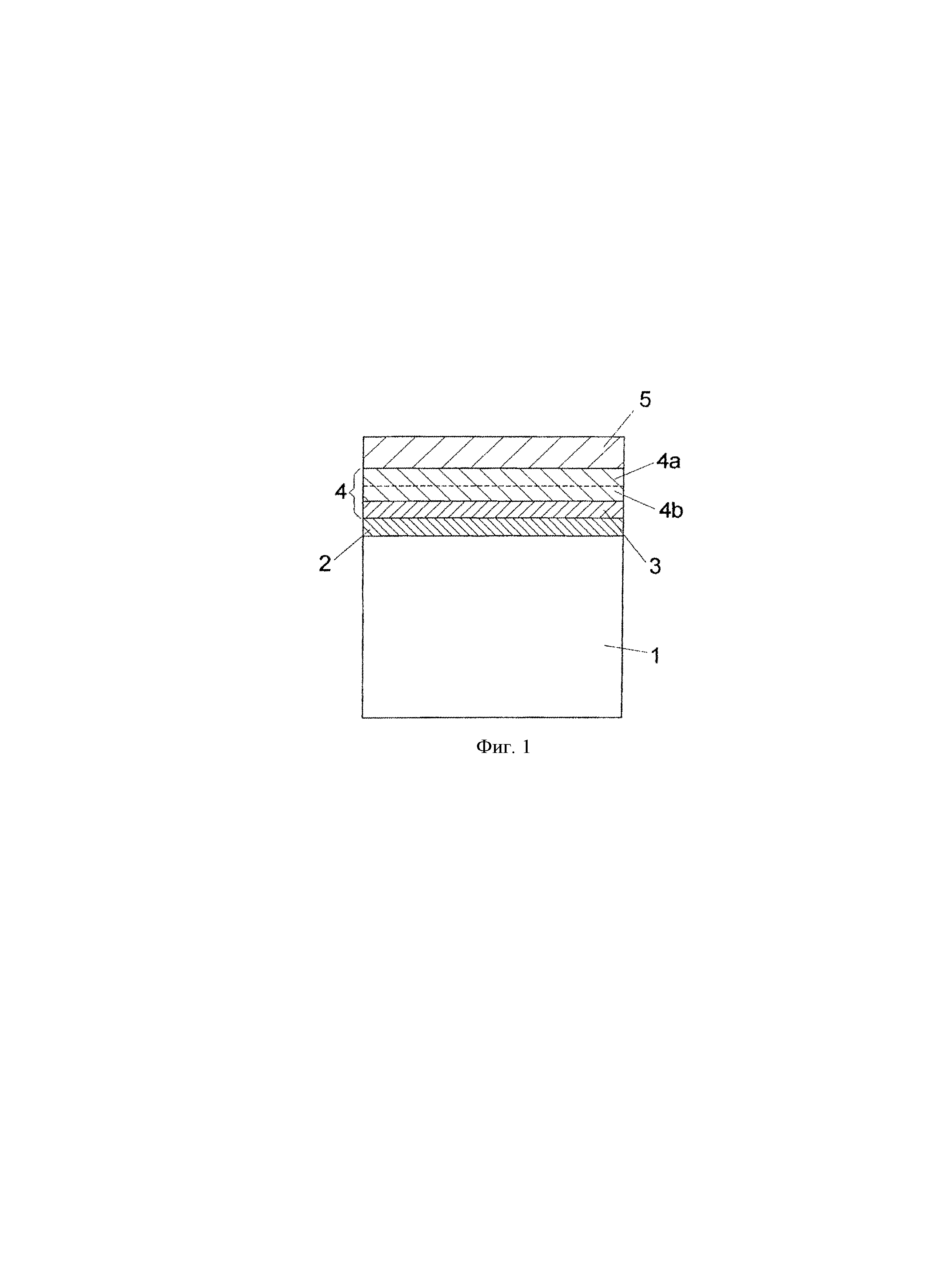
Фигура 1 - перспективный вид поперечного среза покрытой печатным рисунком древесно-стружечной плиты в соответствии с формой осуществления.
Фигура 1 показывает поперечное сечение древесно-стружечной плиты, покрытой печатным рисунком при помощи представленного способа. На верхнюю сторону древесно-стружечной плиты 1 был сначала нанесен слой грунтовки 2 из водного раствора смолы или отверждаемой шпаклевки для устранения неровностей поверхности древесно-стружечной плиты и подготовки улучшенной поверхности для последующей цифровой печати.
На слой грунтовки 2 печатается декоративный слой 3, который затем снабжается защитным слоем 4 из совместимой с водой смолы или радиационно-отверждаемого лака. Вообще возможно также, чтобы защитный слой 4 состоял из первого подслоя 4а в виде радиационно-отверждаемого лака и второго подслоя 4b в виде совместимой с водой смолы, которые последовательно с промежуточной сушкой наносятся на декоративный слой 3.
За защитным слоем 4 следует изнашиваемый слой 5, состоящий из связующего вещества и устойчивых к износу частиц.
Пример осуществления 1:
На плиту ХДФ (волокнистую плиту повышенной объемной плотности) сначала наносится предварительное покрытие из синтетической смолы на водной основе (меламиноформальдегидной смолы). При этом количество наносимого вещества составляет от 20 до 50 г жидкой смолы на м2 (содержание твердого вещества: ок. 55%). Смола содержит обычные вспомогательные вещества, такие как смачиватели, отвердители, разделительные средства и антивспениватели. После этого нанесенная смола подсушивается в конвекционной сушильной камере или в печи для сушки инфракрасными лучами ближней области спектра до влажности ок. 6%. Затем наносятся несколько слоев пигментированной грунтовки на водной основе (5-8). После нанесения каждого слоя грунтовка подсушивается при помощи конвекционной сушильной камеры или печи для сушки инфракрасными лучами ближней области спектра. В дальнейшем грунтованная плита при помощи цифрового печатного устройства покрывается рисунком. При этом применяется примерно 6-8 г/м2 жидкой краски для цифровой печати на водной основе.
Альтернативный праймер / альтернативная защита 1а
Вслед за этим наносится слой меламиноформальдегидной смолы и подсушивается, как было описано выше. Сушка производится до того момента, пока смола еще сохраняет текучесть и способность образовывать поперечные связи. Этим предотвращается слипание покрытых смолой плит. Благодаря неполной сшивке синтетической смолы обеспечивается также возможность при нанесении следующих слоев жидкой или порошкообразной смолы (например, меламиновой смолы) или пропитанной смолой бумаги и последующей запрессовки производить дальнейшую обработку в короткотактном проходном прессе без ухудшения адгезии позднее нанесенных покрытий. При этом количество наносимой смолы (жидкой, порошкообразной или на бумаге) вполне может, в зависимости от требуемой структуры и глубины структуры, составлять несколько сотен граммов. Как уже отмечалось, отделанные таким образом плиты могут направляться на последующую обработку в короткотактный проходной пресс.
Альтернативный праймер / альтернативная защита 1b
На цифровую печать наносится покрытие на основе УФ-лаков (1К или 2К) или полиуретана или их смесей, благодаря которому улучшается адгезия к печатной краске и к другим слоям и которое служит в качестве защитного слоя. Однако могут быть также использованы и любые другие праймеры. При этом комбинированный слой защиты и праймера наносится в количестве от 8 до 30 г праймера на м2. Праймер может желатинироваться под воздействием УФ-лампы, электронно-лучевого излучателя или инфракрасных лучей ближней области спектра. После этого плиты могут складываться в штабель и позднее подвергаться дальнейшей обработке. Это может происходить, например, путем нанесения нескольких слоев лаков ультрафиолетового или электронно-лучевого отверждения, которые в качестве отдельных функциональных слоев препятствуют износу или появлению царапин. Отделанные таким образом плиты могут затем направляться в короткотактный проходной пресс для дальнейшей обработки и отделки
Пример осуществления 2:
На плиту ХДФ (волокнистую плиту повышенной объемной плотности) сначала наносится шпаклевка ультрафиолетового или электронно-лучевого отверждения. При этом количество наносимого вещества составляет 50-100 г лака на м2 (100%). Шпаклевка ультрафиолетового или электронно-лучевого отверждения пигментирована и может наноситься несколькими слоями. Между отдельными наносимыми слоями производится отверждение при помощи УФ или электронных излучателей. При необходимости после каждого наносимого слоя/отверждения происходит промежуточная шлифовка. Затем на грунтованную плиту при помощи цифрового печатного устройства наносится рисунок. При этом используется ок. 6-8 г/м2 жидкой УФ-краски для цифровой печати.
Альтернативный праймер / альтернативная защита 2а
На цифровую печать наносится праймер на основе лаков ультрафиолетового отверждения (1К или 2К) или полиуретана или их смеси, который улучшает адгезию к печатной краске и к следующим слоям и служит в качестве защитного слоя. При этом также могут использоваться любые другие праймеры. Комбинированный слой защиты и праймера наносится в количестве 8-30 г праймера на м2. Праймер может желатинироваться при помощи УФ-лампы, электронно-лучевого излучателя или инфракрасных лучей ближней области спектра. После этого плиты могут складываться в штабель и позднее подвергаться дальнейшей обработке. Вслед за этим наносится слой меламиноформальдегидной смолы и высушивается, как было описано выше. Сушка производится лишь до того момента, пока смола еще сохраняет текучесть и способность к образованию поперечных связей. Благодаря неполной сшивке синтетической смолы обеспечивается возможность дальнейшей обработки наносимых следующих слоев жидкой или порошкообразной смолы (например, меламиновой смолы) или пропитанной смолой бумаги и последующей запрессовки в короткотактном проходном прессе без ухудшения адгезии позднее нанесенных слоев. При этом количество наносимых смол (жидких, порошкообразных или на бумаге) вполне может в зависимости от требуемой структуры или глубины структуры составлять несколько сотен граммов.
Альтернативный праймер / альтернативная защита 2b
На цифровую печать наносится, например, лак ультрафиолетового отверждения, содержащий праймер, который улучшает адгезию к печатной краске и дальнейшим слоям. Кроме того, праймер должен предотвращать возникновение пузырьков воздуха. Они нередко возникают при непосредственном нанесении лака на жидкую УФ-краску. Неожиданным образом после нанесения праймера этого больше не происходит. Комбинированный слой защиты и праймера наносится при этом в количестве 8-30 г праймера на м2. При этом речь может идти, например, о праймере на основе полиуретана. Однако также могут быть использованы и любые другие праймеры. Лак может желатинироваться под воздействием ультрафиолетовой лампы или электронного излучателя. После этого плиты могут складываться в штабель и позднее подвергаться дальнейшей обработке. Это может происходить, например, путем нанесения нескольких слоев лаков ультрафиолетового или электронно-лучевого отверждения, которые в качестве отдельных функциональных слоев препятствуют износу или появлению царапин. Отделанные таким образом плиты могут впоследствии направляться в короткогактный проходной пресс для дальнейшей обработки и отделки.
Способ нанесения декоративной отделки на древесно-стружечную плиту
Способ и устройство для специфического воздействия на технологические свойства отдельных областей листового материала, предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы
Клеящие композиции и их применение
Способ производства древесной плиты, снабженной декоративным слоем
Способ нанесения декоративной отделки на древесно-стружечную плиту
Способ и устройство для специфического воздействия на технологические свойства отдельных областей листового материала, предварительно уплотненного материала в виде нетканого полотна или материала в виде волокнистой массы
Клеящие композиции и их применение
Способ производства древесной плиты, снабженной декоративным слоем
Способ определения стойкости к истиранию по меньшей мере одного слоя износа, расположенного на несущей плите
Способ производства древесных плит, в частности древесных осп-плит, и древесная плита, которая может быть произведена в соответствии с указанным способом
Способ изготовления ламината, состоящего из несущей плиты и декоративной бумаги
Плита осп (ориентированно-стружечная плита) на основе древесного материала с улучшенными характеристиками и способ ее изготовления
Способ согласования декоративной печати и устройство для осуществления этого способа
Способ изготовления ламината

