Результат интеллектуальной деятельности: ПЛАСТИКОВАЯ ЕМКОСТЬ ДЛЯ ШАРИКОВОГО ДЕЗОДОРАНТА
Вид РИД
Изобретение
Изобретение относится к пластиковой емкости для шарикового дезодоранта согласно ограничительной части пункта 1 формулы изобретения.
На смену принадлежащим прошлому обычным емкостям из белой или цветной жести, из стекла или же из керамики во все большей степени приходят емкости из пластика. В частности для упаковки жидких субстанций, например, напитков, бытовых изделий, средств гигиены и т.п. в настоящее время главным образом используются пластиковые емкости. Малый вес и меньшая стоимость несомненно играют в этой замене не последнюю роль. Применение регенерируемых пластмасс и в целом более благоприятный общий энергетический баланс при их изготовлении также способствуют росту признания пластиковых емкостей, в частности пластиковых флаконов. В области личной гигиены и косметики принятые ранее стеклянные емкости во все большей степени заменяются на пластиковые.
Для устранения телесных запахов, например, в результате потоотделения в последнее время все чаще используются так называемые шариковые дезодоранты. Шариковые дезодоранты, в частности, должны заменить применявшиеся ранее део-спреи, рабочие газы которых оказались весьма вредными для озонового слоя. Шариковый дезодорант состоит из приемной емкости для дезодоранта, имеющей в своей верхней области, снабженной выпускным отверстием, гнездо для наносящего шарика. Шарик удерживается в гнезде с возможностью вращения. При навинчивании затвора обычно с винтовой нарезкой на приемную емкость шарик прижимается к кольцеобразной окружной уплотнительной области и тем самым препятствует вытеканию содержащегося внутри дезодоранта. При снятом затворе между поверхностью шарика и уплотнительной областью остается узкая щель. Щель при вращении шарика обеспечивает подведение участка шарика, смоченного дезодорантом, к обрабатываемому участку тела, например к подмышке, и оставляет там тонкий слой дезодоранта. Благодаря двойственной функции: с одной стороны, уплотнения, а, с другой, - подачи дезодоранта, к размерам гнезда и шарика предъявляются относительно высокие требования. Поэтому гнезда изготавливаются методом литья под давлением, что обеспечивает требуемую точность.
В прошлом приемные емкости очень часто изготавливались из стекла, на которое напрессовывалось или навинчивалось пластиковое гнездо, изготовленное методом литья под давлением. Наносящий шарик после заполнения приемной емкости дезодорантом запрессовывается в гнездо и удерживается там с возможностью вращения и предотвращения выпадения. Между тем известен ряд шариковых дезодорантов, имеющих пластиковые приемные емкости. При этом пластиковая емкость может быть изготовлена методом выдува или экструзионного выдува. Гнездо, изготовленное методом литья под давлением, снова напрессовывается или навинчивается на горлышко приемного баллончика, а для фиксации и герметизации, например, дополнительно приваривается. Гнездо и приемная емкость во избежание проблем с герметизацией должны иметь соединительные участки, точно подогнанные друг под друга.
Известные шариковые дезодоранты, как правило, состоят из четырех составных элементов: приемной емкости, гнезда, наносящего шарика и колпачка, которые соответственно изготавливаются раздельно, а в отношении размеров должны быть подогнаны друг под друга. Логистические затраты на изготовление, складское хранение и сборку составных элементов, подогнанных друг под друга, являются немалыми. Изготовление гнезда методом литья под давлением из-за поднутрения, необходимого для держателя наносящего шарика с возможностью вращения и вместе с тем предотвращения выпадения последнего, является относительно затратоемким и дорогим. При этом стоимость изготовления пресс-формы для литья гнезда под давлением для приемной емкости играет немалую роль. Наконец, необходимы также особые монтаж и фиксация гнезда на пластиковой емкости, что увеличивает трудозатраты и расходы на изготовление шарикового дезодоранта.
Поэтому имеет место желание уменьшить затраты на изготовление, складское хранение и сборку отдельных конструктивных элементов, а также на монтаж шариковых дезодорантов. Необходимо добиться сокращения стоимости инструмента.
Решение этих задач состоит в пластиковой емкости для шарикового дезодоранта, обладающей признаками, перечисленными в пункте 1 формулы изобретения. Усовершенствованные и/или предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Изобретение предлагает пластиковую емкость для шарикового дезодоранта, содержащую приемную емкость и гнездо для держателя наносящего шарика с возможностью вращения и предотвращения выпадения последнего. Гнездо выполнено методом экструзионного выдува из экструдированного рукава цельно с приемной емкостью. Таким образом, отпадает необходимость в отдельных инструментах для изготовления гнезда и приемной емкости. Для пластиковой емкости, выполненной цельной, требуется только один единственный инструмент, что положительно сказывается на стоимости инструмента.
Благодаря выполнению гнезда цельно с приемной емкостью для дезодоранта отпадает этап сборки отдельного гнезда. Проблемы герметизации на соединительных участках приемной емкости и гнезда могут не возникнуть вообще. Благодаря монолитному исполнению обоих участков пластиковой емкости, а именно приемной емкости и гнезда, изготовление пластиковой емкости упрощено. Сложная логистика для хранения и своевременной сборки двух отдельно изготовленных конструктивных элементов для их сборки отпадает. Монолитное исполнение увеличивает также количество степеней свободы в отношении формирования участков, образующих пластиковую емкость и гнездо, поскольку нет необходимости в оснащении двух отдельно изготовленных конструктивных элементов соединительными участками, подогнанными друг под друга. Благодаря упрощенному изготовлению и упрощенному пользованию уменьшаются также расходы на изготовление пластиковой емкости для шарикового дезодоранта. Изготовление пластиковой емкости с выполненными одним методом экструзионного выдува приемной емкостью и гнездом цельно и из одного экструдированного рукава является весьма целесообразным и экономичным. Метод экструзионного выдува, при котором одно- или многослойный пластиковый рукав экструдируется, укладывается в выдувную форму и, наконец, раздувается средой раздува, нагнетенной под избыточным давлением в соответствии с полостью выдувной формы, достаточно опробован, реализуется с оптимальными затратами и допускает короткие производственные циклы.
Пластиковая емкость с цельно выполненными приемной емкостью и гнездом может выдуваться из пластикового рукава, экструдированного непрерывно или периодически. Однако предпочтительным является изготовление из непрерывно экструдированного пластикового рукава, поскольку необходимые для этого установки конструктивно проще. Например, при непрерывной экструзии пластикового рукава отпадает необходимость в напорной головке.
Для особого исполнения монолитно отформованного гнезда, в котором наносящий шарик должен удерживаться с возможностью вращения и предотвращения выпадения, целесообразным оказывается вариант экструзионного метода выдува, известный как «метод отрезаемого в отход прибыльного конца». При этом «методе отрезаемого в отход прибыльного конца» излишний пластиковый участок в области гнезда после экструзионного выдува отделяется путем отрезания. Этим добиваются того, чтобы участок гнезда, критический для держателя наносящего шарика, отвечал требуемым допускам в отношении выдерживания размеров, толщины стенки и жесткости.
Для герметизации монолитно отформованное гнездо имеет на участке пластиковой емкости, образующем переход к приемной емкости, кольцеобразную окружную уплотнительную область. В одном из вариантов осуществления изобретения роликовая головка по, меньшей мере, в этой уплотнительной области снабжена внутренним слоем, более мягким, чем наружный слой гнезда. Этим обеспечивается достаточная герметизация шарика, используемого для гнезда, который обычно состоит из более твердого материала, например, из полипропилена, полиамида, полиэтилентерефталата (РЕТ) и т.п., для подпрессовывания уплотнительной области гнезда. Если наносящий шарик изготовлен, например, из пропилена, то пограничная поверхность гнезда состоит, например, из полиэтилена высокого давления (HDPE). При этом все гнездо может быть выполнено однослойным и состоять из полиэтилена высокого давления (HDPE).
Когда уплотнительная область выполнена в виде окружного кольцевого выступа, контакт между наносящим шариком и гнездом в уплотнительной области приближенно является линейным. В результате для достижения достаточной герметизации уже хватает относительно незначительного давления прижима. Благодаря образованию в уплотнительной области фаски или подобного между наносящим шариком и гнездом достигается также плоскостная герметизация.
Очередной вариант осуществления изобретения предусматривает, чтобы пластиковый шариковый дезодорант был выполнен в области роликового кольца по меньшей мере двухслойным.
Внутренний слой гнезда предпочтительно изготовлен с помощью соэкструзии. Соэкструзия используется, в частности, в методе экструзионного выдува для изготовления многослойных емкостей. Он допускает весьма точную герметизацию и дозировку дополнительного слоя (слоев) для точной регулировки толщины их стенки.
Внутренний слой гнезда целесообразным образом имеет твердость по Шору порядка 35-90 согласно испытанию в ASTM D-2240 (Американское общество по материалам и их испытаниям) или согласно ISO 868 (Международная организация по стандартизации), или согласно DIN 53505 (Германский промышленный стандарт). По этим значениям твердости для внутреннего слоя устанавливается, что они в любом случае мягче поверхности наносящих шариков, используемых в шариковых дезодорантах.
В качестве материалов для внутреннего слоя гнезда используются экструдируемые пластмассы, расширяющиеся в процессе выдува, например, полиолефины, термопластичные эластомеры, полиэтилены высокого и низкого давления (HDPE, LDPE), полиамиды, сополимеры, а также смеси материалов, содержащие вышеупомянутые материалы. Свойства твердости используемых материалов могут регулироваться путем добавки пластификаторов в желательном объеме.
Пластиковая емкость целесообразным образом в целом выполнена многослойной. Для наружного слоя используются также все экструдируемые материалы, расширяющиеся в процессе выдува, например, полиолефины, термопластичные эластомеры, полиэтилены высокого и низкого давления (HDPE, LDPE), полиамиды, сополимеры, а также смеси материалов, содержащие вышеупомянутые материалы. Свойства твердости используемых материалов регулируются путем добавки пластификаторов в желательном объеме. Обычно наружный слой имеет большую твердость, чем внутренний слой гнезда.
В результате изобретения создается шариковый дезодорант, содержащий пластиковую емкость, выполненный согласно изобретению, который содержит гнездо, выполненное цельно с приемной емкостью. Наносящий шарик смонтирован в гнезде с возможностью вращения и предотвращения выпадения. Наконец, шариковый дезодорант содержит колпачок, высота которого рассчитана таким образом, чтобы выступ с внутренней стороны покровной поверхности колпачка при закреплении на пластиковой емкости давил на наносящий шарик, и чтобы тот герметизировал приемную емкость. В отличие от шариковых дезодорантов уровня техники шариковый дезодорант согласно изобретению содержит меньшее число конструктивных элементов, а именно, пластиковую емкость с участками приемной емкости и гнезда, наносящий шарик и колпачок. Шариковый дезодорант проще и экономичнее в изготовлении.
Колпачок шарикового дезодоранта целесообразным образом выполнен с винтовой нарезкой. При этом винтовая нарезка выполнена таким образом, чтобы при навинчивании колпачка перед достижением конечного положения приходилось преодолевать повышенное сопротивление. Повышенное сопротивление, которое ему приходится преодолевать при завинчивании, подает пользователю шарикового дезодоранта сигнал о достаточном закрытии последнего. Целесообразным образом колпачок и/или пластиковая емкость выполнены для этого таким образом, чтобы при герметизирующем закрытии пластиковой емкости колпачком создается минимальный крутящий момент порядка минимум 30-250 Нм, предпочтительно, 60-140 Нм. Альтернативно колпачок может быть соединен также с пластиковой емкостью с помощью байонетного соединения.
Изобретение распространяется также на шариковый дезодорант, содержащий дезодорант.
Другие преимущества и признаки изобретения вытекают из нижеследующего описания примера выполнения со ссылкой на схематические чертежи. Без соблюдения масштаба
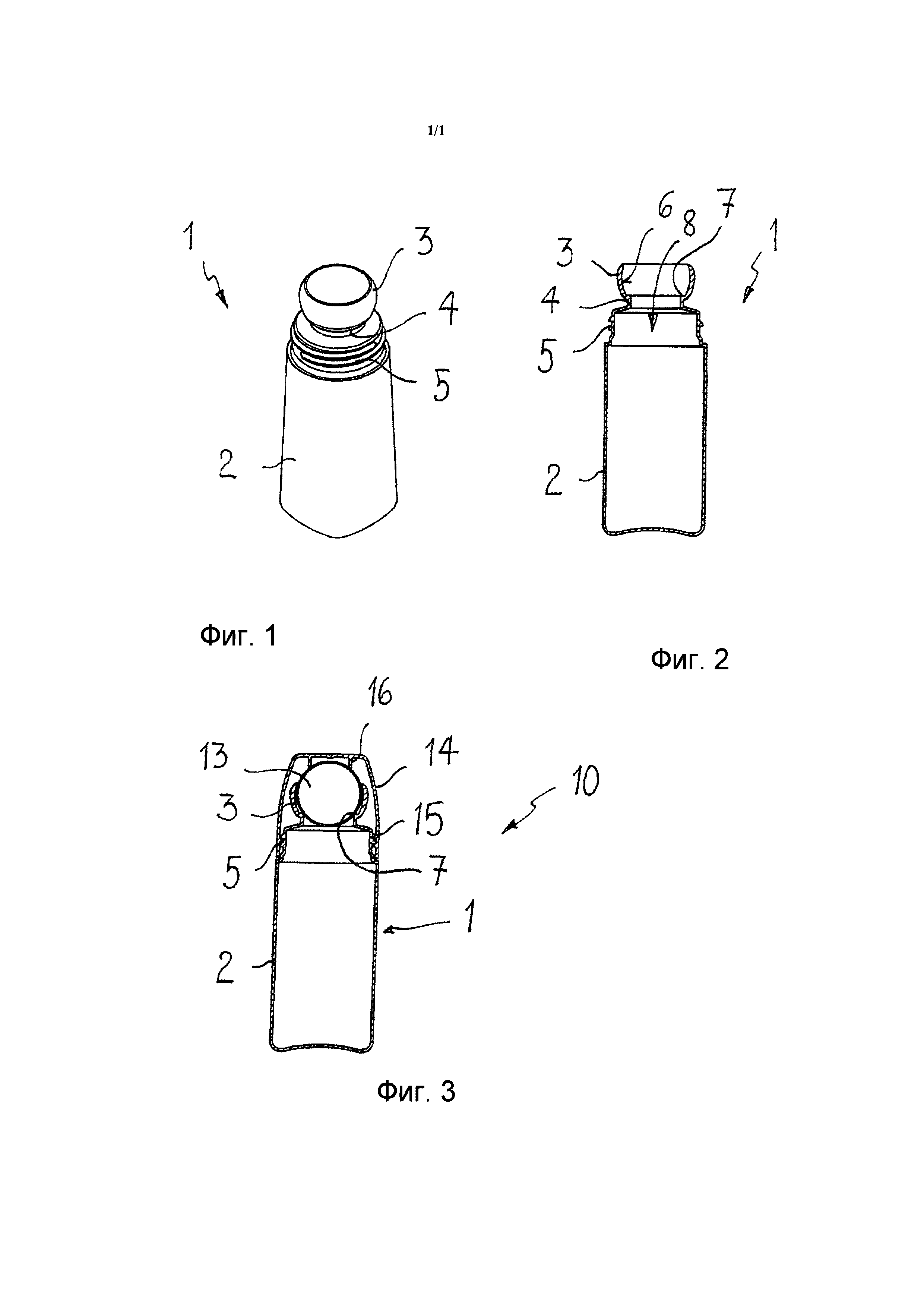
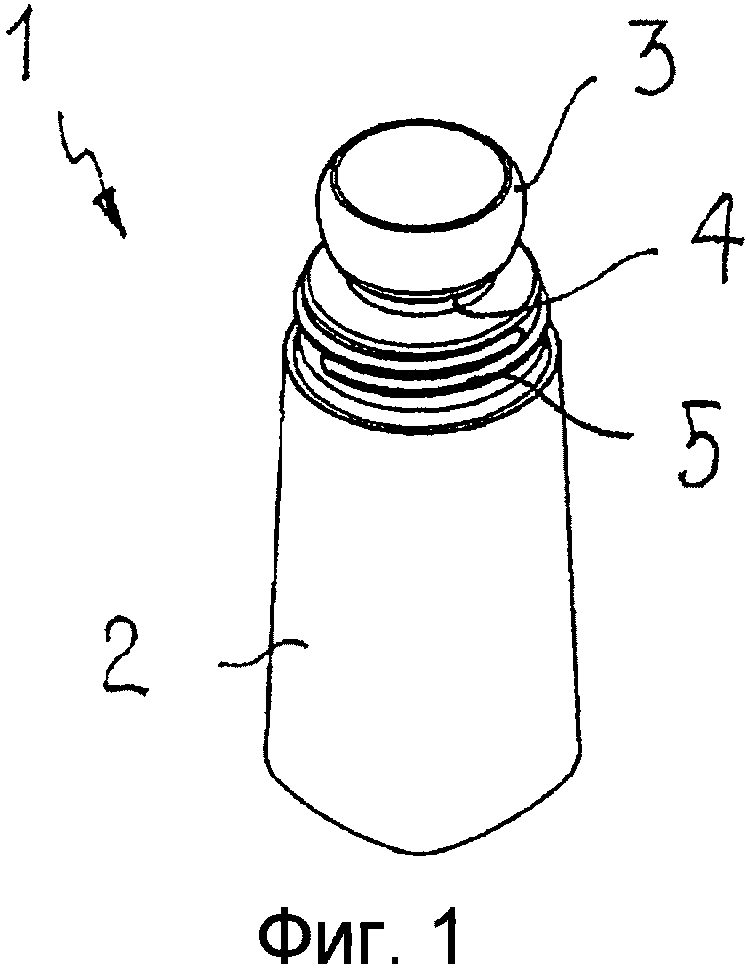
фиг. 1 изображает в перспективе пластиковую емкость, выполненную согласно изобретению с приемной емкостью и с цельно приделанным к ней гнездом;
фиг. 2 - вид пластиковой емкости на фиг. 1 в разрезе по осевой плоскости и
фиг. 3 - вид шарикового дезодоранта в сборке с навинченным колпачком в разрезе по осевой плоскости.
В нижеследующем описании фигур одинаковые позиции означают, соответственно, одинаковые составные элементы.
В виде в перспективе на фиг. 1 и в разрезе по оси на фиг. 2 пластиковая емкость, выполненная согласно изобретению, в целом, соответственно, имеет позицию 1. Пластиковая емкость 1 содержит приемную емкость 2 и цельно выполненное с ней гнездо 3. Участок, образующий приемную емкость 2, проходит до сужения 4. С наружной стороны, примыкающей к сужению 4 области приемной емкости 2, выполнена резьба 5. Гнездо 3 примыкает к сужению 4 и имеет наружный контур либо тороидальный, либо примерно в форме шарообразного участка. На переходе от гнезда 3 к сужению 4 на внутренней стенке 6 гнезда 3 выполнен кольцеобразный окружной выступ 7. Выступ 7 окаймляет отверстие 8 в приемной емкости 2 и во взаимодействии с наносящим шариком, удерживаемым в гнезде 3, образует уплотнительную область (фиг. 3).
Пластиковая емкость 1 с цельно выполненными приемной емкостью 2 и гнездом 3 изготовлена методом экструзионного выдува. При этом одно- или многослойный пластиковый рукав экструдируется, предпочтительно, непрерывно, укладывается в выдувную форму и, наконец, раздувается средой раздува, нагнетенной под избыточным давлением в соответствии с полостью выдувной формы, и извлекается из формы. При этом изготовление гнезда 3, предпочтительно, происходит так называемым «методом отрезаемого в отход прибыльного конца». При «методе отрезаемого в отход прибыльного конца» излишний пластиковый участок в области гнезда 3 после реализации экструзионного метода выдува отделяется путем отрезания. Этим добиваются того, чтобы участок гнезда, критический для держателя наносящего шарика, отвечал требуемым допускам в отношении выдерживания размеров, толщины стенки и жесткости.
По меньшей мере в области кольцеобразного окружного выступа 7 на внутренней стенке гнезда предусмотрен слой, имеющий меньшую твердость, чем обычно используемые наносящие шарики. Целесообразным образом все гнездо 3, а при известных условиях и приемная емкость 2 имеют внутренний слой, обычно выполненный более мягким, чем наружный слой пластиковой емкости 1. Твердость внутреннего слоя, измеренная в соответствии с ASTM стандарт D-2240 (Американское общество по материалам, их испытаниям), составляет около 35-90 по Шору.
В качестве материалов для внутреннего слоя гнезда 3 используются экструдируемые пластмассы, расширяющиеся в процессе выдува, например, полиолефины, термопластичные эластомеры, полиэтилены высокого и низкого давления (HDPE, LDPE), полиамиды, сополимеры, а также смеси материалов, содержащие вышеупомянутые материалы. Свойства твердости используемых материалов могут регулироваться путем добавки пластификаторов в желательном объеме. Пластиковая емкость 1 целесообразным образом в целом выполнена многослойной. Для наружного слоя также используются все экструдируемые материалы, расширяющиеся в процессе выдува, например, полиолефины, термопластичные эластомеры, полиэтилены высокого и низкого давления (HDPE, LDPE), полиамиды, сополимеры, а также смеси материалов, содержащие вышеупомянутые материалы. Свойства твердости используемых материалов регулируются путем добавки пластификаторов в желательном объеме. Обычно наружный слой имеет большую твердость, чем внутренний слой гнезда 3.
На фиг. 3 в разрезе по оси изображен шариковый дезодорант, который в целом обозначен позицией 10. В отличие от шариковых дезодорантов уровня техники, содержащих четыре отдельных компонента, шариковый дезодорант 10 согласно изобретению состоит только из трех отдельных компонентов, а именно из пластиковой емкости 1 с цельно выполненными приемной емкостью 2 и гнездом 3, аппликационного ролика 13, удерживаемого в гнезде 3 с возможностью вращения и предотвращения выпадения, и колпачка 14, внутренняя резьба 15 которого взаимодействует с наружной резьбой 5 пластиковой емкости 1. Пластиковая емкость 1 с цельно выполненными приемной емкостью 2 и гнездом 3 изготовлена по технологии экструзионного выдува.
Колпачок 14, выполненный с винтовой нарезкой, имеет высоту, рассчитанную таким образом, что при навинченном колпачке 14 выступ 16 на внутренней стороне покровной поверхности колпачка 14 давит на наносящий шарик 13. В результате наносящий шарик 13 прижимается к кольцеобразному окружному выступу 7, и приемная емкость 2 герметизируется. Герметизации способствует также еще и то, что гнездо 3 по меньшей мере в области кольцеобразного окружного выступа 7 имеет поверхность, или слой, который мягче материала наносящего шарика 13, состоящего обычно из более твердого материала, например из полипропилена, полиамида, полиэтилентерефталата и т.п. При взаимодействии наносящего шарика 13 с более мягким кольцеобразным выступом 7 пластиковая емкость 2 надежно герметизируется от вытекания имеющегося содержимого, например дезодоранта.
Пластиковая емкость 1 и/или колпачок 14, выполненные с винтовой нарезкой, выполнены таким образом, чтобы при навинчивании колпачка 14 перед достижением конечного положения приходилось преодолевать повышенное сопротивление. Для этого в конце наружной резьбы 5 и/или внутренней резьбы 15 предусмотрены одна или несколько областей избыточного размера, которые должны преодолеваться. Благодаря этому пользователь приобретает обратную связь (Feedback), сигнализирующую ему о том, что шариковый дезодорант исправен и надежно закрыт от вытекания. Идеальным образом для преодоления повышенного сопротивления должен создаваться минимальный крутящий момент 30-250 Нм, предпочтительно, в 60-140 Нм.
Изобретение не ограничено описанным примером выполнения, а содержит также эквивалентные варианты осуществления в рамках общей изобретательской идеи.
Преформа для производства пластиковых емкостей способом двухэтапного формования с раздувом и вытяжкой
Пластмассовый сосуд с выпускной насадкой
Способ калибровки выливного отверстия в пластиковом контейнере, произведенном способом экструзии с раздувом
Заготовка и емкость
Пластмассовый сосуд
Туба, полученная экструзионно-раздувным формованием
Способ изготовления выдувного пластмассового сосуда и соответствующий пластмассовый сосуд
Преформа для изготовления пластмассового контейнера, изготовление преформы и изготовленный из преформы пластмассовый контейнер, а также его изготовление
Емкость с поддерживающим кольцом
Способ изготовления тонкостенных пластмассовых мелких деталей и тонкостенные пластмассовые мелкие детали
Преформа для производства пластиковых емкостей способом двухэтапного формования с раздувом и вытяжкой
Пластмассовый сосуд с выпускной насадкой
Способ калибровки выливного отверстия в пластиковом контейнере, произведенном способом экструзии с раздувом
Заготовка и емкость
Пластмассовый сосуд
Туба, полученная экструзионно-раздувным формованием
Изготовленная экструзионно-раздувным формованием пластиковая широкогорлая емкость для сыпучих материалов с запорной насадкой

