Результат интеллектуальной деятельности: СПОСОБ КАЛИБРОВКИ ВЫЛИВНОГО ОТВЕРСТИЯ В ПЛАСТИКОВОМ КОНТЕЙНЕРЕ, ПРОИЗВЕДЕННОМ СПОСОБОМ ЭКСТРУЗИИ С РАЗДУВОМ
Вид РИД
Изобретение
Изобретение относится к способу обеспечения точности размеров, в частности калибровки выливного отверстия в пластиковом контейнере или на нем, полученном способом экструзии с раздувом согласно преамбуле п. 1. Изобретение относится также к пластиковому контейнеру, откалиброванному согласно способу по изобретению.
Контейнеры, выполненные из жести или многоцветного листового металла, стекла или также керамики, обычные в прошлом, все в большей степени заменяются контейнерами, выполненными из пластика. В то же время пластиковые контейнеры, в первую очередь, используются, в частности, для упаковки жидких веществ, например напитков, хозяйственных продуктов, лекарственных продуктов, косметики и т.д. Малый вес и более низкая стоимость играют в действительности важную роль в этой замене. Использование утилизируемых пластиковых материалов и в целом более предпочтительный общий энергетический баланс при их производстве также способствуют стимулированию применения потребителями пластиковых контейнеров, в особенности бутылок.
Производство пластиковых контейнеров, в особенности пластиковых бутылок, выполненных, например, из полиэтилена или полипропилена, часто осуществляется способом формования экструзией с раздувом, в особенности способом раздува пластикового шланга. При этом способе пластиковый шланг экструдируют с помощью экструзионной головки, введенной в полость формы для выдувания, раздувают с помощью высокого давления, охлаждают и извлекают из формы. Раздувание отрезка пластикового шланга, введенного в полость формы для выдувания, обычно осуществляется с помощью калибровочной иглы для выдувания, которую вводят через отверстие в полости формы для выдувания. С одной стороны калибровочная игла для выдувания предназначена для подачи воздуха в пластиковый шланг, так что последний формуется согласно полости формы для выдувания. С другой стороны, калибровочная игла для выдувания используется также для ограничения внутри формовки (калибровки) горловины пластикового контейнера, в котором предусмотрено выливное отверстие. Эта формовочная функция калибровочной иглы заключается, в частности, в четком определении внутреннего диаметра горловины. Для этого калибровочную иглу для выдувания вставляют через отверстие в закрытой форме для выдувания в отрезок шланга. При этом избыточный пластиковый материал смещается аксиально и внутренний диаметр горловины определяется выливным отверстием.
В случае выливного отверстия с обычным внутренним диаметром, составляющим, например, от около 10 мм до около 85 мм, доказано, что этот вид калибровки очень практичен и требующуюся точность размеров можно в общем достичь без каких-либо трудностей. Однако в случае меньшего внутреннего диаметра менее 7 мм существует опасность того, что калибровочная игла для выдувания продвинет во время аксиального продвижения размягченный пластиковый материал через отверстие в форме для выдувания, а это ведет к дефектной конструкции горловины. Подобное может произойти в особенности в случае отсутствия пластикового материала на смежных отрезках выше во время аксиального движения калибровочной иглы для выдувания с целью калибровки. В случае пластиковых контейнеров, которые в дополнение к большему выливному отверстию имеют меньшее выливное отверстие, которое помещается, например, внутри пластикового контейнера, калибровка становится даже более затруднительной. Меньшее выливное отверстие соединяется, например, с другой камерой пластикового контейнера. В другом варианте реализации меньшее выливное отверстие может быть выходом дозирующей трубки, размещенной внутри пластикового контейнера, упомянутая трубка должна соединяться с измерительной камерой, обычно встроенной в выливное приспособление, которое присоединено к горловине готового полученного раздувом пластикового контейнера. Для выдувания таких пластиковых контейнеров используются двойные калибровочные иглы для выдувания, которые сконструированы так, что выливное отверстие в горловине пластикового контейнера и отверстие во второй камере или в дозирующей трубке формируются по существу одновременно.
В то время как калибровка выливного отверстия в горловине может быть выполнена без труда из-за его относительно большого внутреннего диаметра, непосредственная калибровка меньшего отверстия с двойными калибровочными иглами для выдувания оказывается очень трудной. По этой причине калибровка меньшего отверстия осуществляется в раздутом контейнере обычно путем механической обработки, в частности шпинделями, которая следует за процессом раздувного формования для достижения требующейся точности по размерам, например до ±0,03 мм. Механическая обработка имеет, однако, тот недостаток, что стружка падает внутрь контейнера и ее необходимо оттуда удалить. В случае дозирующей трубки с относительно небольшим внутренним диаметром существует опасность того, что стружку невозможно будет полностью удалить. Последнее будет препятствовать прохождению потока через дозирующую трубку и может привести к отбраковке произведенного пластикового контейнера. Кроме того, механическая обработка и последующее удаление стружки представляют собой дополнительные рабочие операции, которые повышают издержки производства пластикового контейнера.
Поэтому задачей настоящего изобретения является устранение этих недостатков существующего способа экструзии с раздувом. Способ формования экструзией с раздувом модифицируется так, что даже выливные отверстия меньшего диаметра могут быть откалиброваны без дополнительных рабочих операций после процесса экструзии с раздувом для поддержания требующейся точности размеров. В частности, допускается способ выполнения калибровки выливных отверстий по существу одновременно со вставленной двойной калибровочной иглой для выдувания даже в случае пластиковых контейнеров с дополнительным выливным отверстием, дополнительно размещенным внутри контейнера, из дополнительной камеры или дозирующей трубки.
Достижение этих задач заключается в способе обеспечения точности по размерам, в частности для калибровки, выливного отверстия в пластиковом контейнере, полученном способом формования экструзией с раздувом, который имеет признаки, перечисленные в п. 1. Другие усовершенствования и/или предпочтительные варианты реализации изобретения являются объектом зависимых пунктов формулы изобретения.
Изобретение предлагает способ обеспечения точности по размерам, в частности калибровки, выливного отверстия в пластиковом контейнере, полученном способом экструзии с раздувом. При этом способе отрезок пластикового шланга, экструдированный в один или больше слоев через экструзионное сопло, вкладывают в полость формы для выдувания и раздувают калибровочной иглой для выдувания в соответствии с окружающей полостью формы. В этом случае по меньшей мере одно выливное отверстие пластикового контейнера определяется, в частности калибруется в соответствии с его внутренним диаметром и его внутренним контуром. Затем готовый раздутый пластиковый контейнер извлекают из формы. Калибровочную иглу для выдувания вставляют аксиально в отрезок пластикового шланга после закрытия головной пластины формы для выдувания, но до того как форма для выдувания достигнет полностью закрытого положения.
Способ калибровки согласно изобретению отличается от применяемого в этой области техники способа тем, что калибровка отверстия осуществляется путем радиального обжатия. Только головная пластина формы для выдувания остается полностью закрытой, так что отрезок пластикового шланга прочно удерживается. Форма для выдувания закрыта не полностью. Когда вставляется калибровочная игла для выдувания, пластиковый шланг может расширяться в радиальном направлении. При этом избегается аксиальное отжатие пластикового шланга. Когда форма для выдувания полностью закрыта, пластиковый шланг сжимается радиально в области калибровочных поверхностей калибровочной иглы для выдувания. В этом случае избыточный пластиковый материал смещается в аксиальном направлении.
Калибровка выливного отверстия (отверстий) осуществляется так же, как в известном способе согласно существующим техническим решениям во время процесса выдувания. Отдельные рабочие операции, такие как, например, механическая обработка с последующим удалением стружки, которые выполняются только после процесса экструзии с раздувом, не требуются. Быстрая калибровка согласно изобретению может быть выполнена в обычных механизмах для экструзии с раздувом. Измененный способ калибровки требуется соответственно принимать во внимание непосредственно при контроле подачи калибровочной иглы для выдувания и механизма закрывания формы для выдувания.
Обычно форма для выдувания содержит две половины формы для выдувания, которые могут быть продвинуты одна по направлению к другой и вновь разделены приблизительно перпендикулярно направлению подачи калибровочной иглы для выдувания. Калибровочная игла для выдувания вставляется аксиально в отрезок пластикового шланга, в то время как половины формы для выдувания все еще находятся на расстоянии друг от друга, которое на около 0,5-10 мм больше внутреннего диаметра выливного отверстия в горловине пластикового контейнера. Благодаря этому расстоянию гарантируется, что калибровочная игла для выдувания может быть вставлена без помех в отрезок пластикового шланга, так что последний может также быть расширен в радиальном направлении. В отличие от этого расстояние между половинами формы для выдувания не слишком велико, так что процесс закрывания может быть осуществлен за достаточно короткое время. Закрывание половин формы для выдувания выполняется, однако, только тогда, когда калибровочная игла для выдувания аксиально продвигается в нужное положение. Внутренний диаметр выливного отверстия в горловине пластикового контейнера в этом случае соответствует наружному диаметру калибровочной иглы в этой калибровочной секции.
Вариант реализации способа согласно изобретению требует, чтобы калибровочная игла для выдувания была введена во все еще открытую форму для выдувания в аксиальном положении, которое аксиально отделено промежутком от около 0,3 мм до около 5 мм от конечного положения. В этом случае форма для выдувания все еще остается открытой. Только после достижения калибровочной иглой для выдувания нужного аксиального положения форма для выдувания полностью закрывается. После того, как форма для выдувания будет полностью закрыта, калибровочная игла для выдувания продвигается в свое аксиальное конечное положение. В результате гарантируется, что отделение отрезка пластикового шланга выполняется только тогда, когда форма для выдувания будет полностью закрыта.
Калибровочная игла для выдувания может продвигаться с перерывами во время применения способа калибровки, т.е. она продвигается в раздуваемый отрезок пластикового шланга вплоть до предполагаемого аксиального положения, останавливается во время полного закрывания формы для выдувания и продвигается до своего конечного аксиального положения после закрывания формы для выдувания. Альтернативный вариант способа предлагает непрерывное продвижение калибровочной иглы для выдувания вплоть до достижения ею конечного аксиального положения, т.е. ее непрерывное аксиальное продвижение и во время процесса закрывания формы для выдувания. Калибровочная игла для выдувания или только непрерывно продвигается в свое конечное аксиальное положение, или отводится в исходное положение после открывания формы для выдувания.
Скорость аксиальной подачи калибровочной иглы для выдувания составляет от около 5 мм/сек до около 80 мм/сек. Скорость подачи относится как к прерывистой подаче, так и к непрерывной подаче калибровочной иглы для выдувания.
Подходящий вариант реализации способа согласно изобретению предлагает использование двойной калибровочной иглы для выдувания, которая имеет две калибровочных области для двух выливных отверстий в особых пластиковых контейнерах. Такие особые пластиковые контейнеры имеют, например, две камеры. Другой вид пластикового контейнера может иметь дозирующую трубку, помещенную внутри контейнера, дозирующая трубка ведет к нижней области контейнера. Использование двойной калибровочной иглы для выдувания с двумя калибровочными областями допускает одновременную калибровку двух выливных отверстий.
Управление процессом осуществляется аналогично описанному выше управлению процессом при калибровочной игле для выдувания с только одной калибровочной областью.
При практическом применении способа согласно изобретению с двойной калибровочной иглой для выдувания калибровочные области двойной калибровочной иглы для выдувания аксиально продвигаются, будучи связаны друг с другом. Это осуществляется за счет того, что две калибровочные области двойной калибровочной иглы для выдувания предусмотрены для двух неполных калибровочных игл для выдувания, которые плотно соединены одна с другой. В этом случае две неполные калибровочные иглы для выдувания соединяются также с общей подачей среды для выдувания в форме, обычно воздуха и с общей отводящей линией для горячей среды для выдувания в форме, выходящей из раздутого отрезка пластикового шланга.
Путем использования двойной калибровочной иглы для выдувания, калибровочные области которой располагаются на различных аксиальных высотах, возможна калибровка выливных отверстий, которые размещаются аксиально далее внизу, т.е. в раздуваемом пластиковом контейнере, размещенном ближе к нижней части.
При использовании двойной калибровочной иглы для выдувания, калибровочные области которой предусматривают наружные диаметры, которые различаются между собой, выливное отверстие, которое имеет обычно больший внутренний диаметр в горловине пластикового контейнера и второе выливное отверстие, которое имеет меньший диаметр и размещается аксиально далее внизу внутри пластикового контейнера, могут калиброваться практически одновременно.
Пластиковые контейнеры, произведенные способом формования экструзией с раздувом, выливные отверстия который откалиброваны согласно одному или больше из указанных пунктов, отличаются очень высокой точностью по размерам при очень низких допусках, составляющих до ±0,03 мм.
Способ калибровки согласно изобретению подтвердил свою особенную пригодность для производства пластиковых контейнеров, которые имеют по меньшей мере два выливных отверстия, которые должны обладать высокой точностью по размерам. Использование способа калибровки согласно изобретению делает возможным очень экономичную калибровку даже таких пластиковых бутылок.
В этом случае выливные отверстия могут иметь одинаковые или различные размеры внутренних диаметров. В зависимости от внутреннего диаметра большего выливного отверстия второе отверстие, которое должно калиброваться, может также иметь внутренний диаметр, который превышает 7 мм.
Способ калибровки согласно изобретению обладает преимуществами в особенности при производстве пластиковых контейнеров, которые имеют по меньшей мере одно дополнительное выливное отверстие с меньшим внутренним диаметром, которое располагается внутри пластикового контейнера. Например, дополнительное выливное отверстие является выходом дозирующей трубки, ведущей к донной области пластикового контейнера. Дополнительное выливное отверстие предназначено для соединения с дозирующей камерой выливного приспособления. В этом случае должна быть обеспечена абсолютная герметичность. Она достигается в случае отверстий, откалиброванных согласно способу по изобретению, при требующихся низких допусках до ±0,03 мм.
Дальнейшие преимущества и признаки изобретения вытекают из последующего описания со ссылкой на схематические чертежи. На изображениях, которые выполнены без соблюдения масштаба:
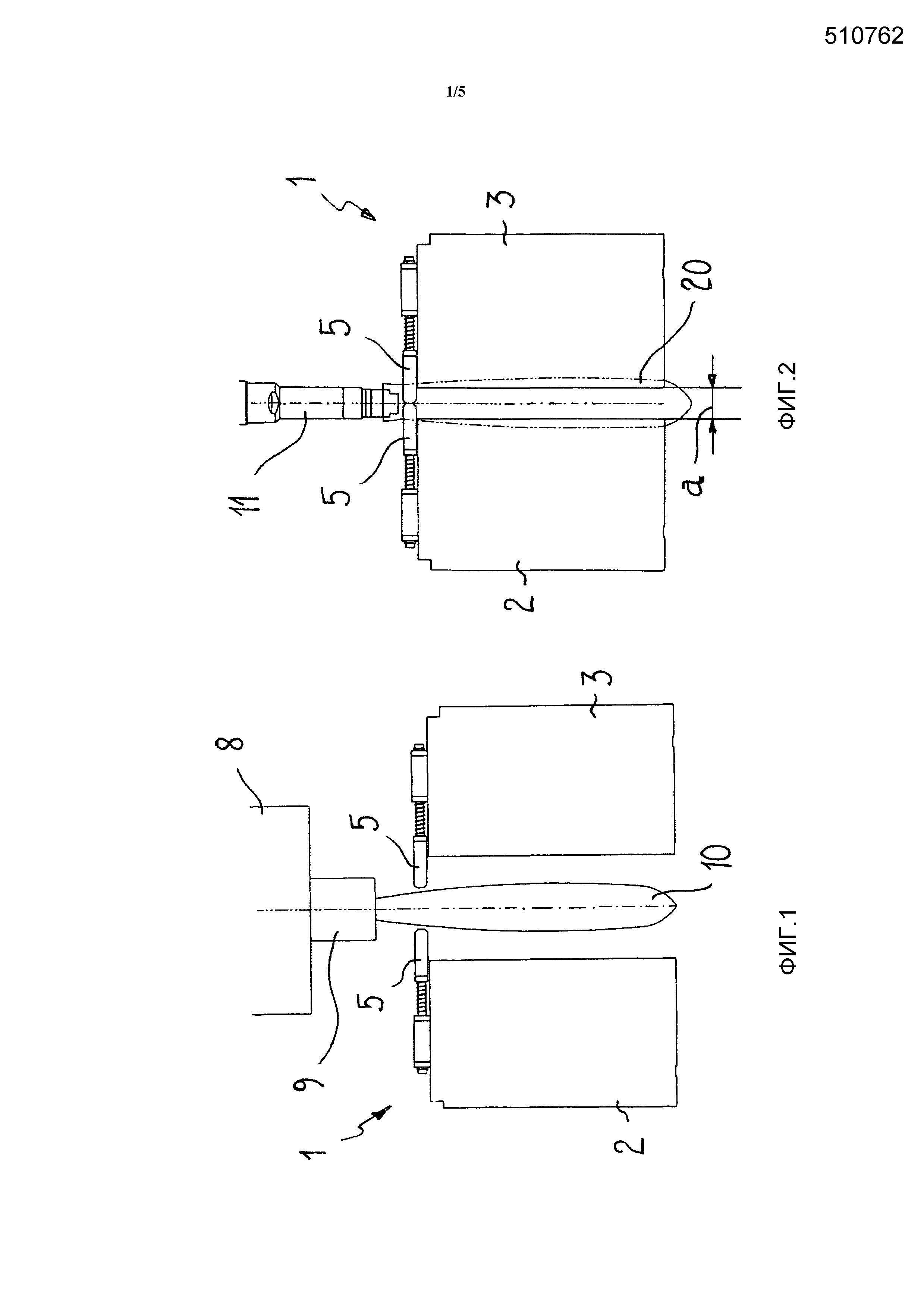
на фиг. 1 показана экструзионная головка с экструдированным пластиковым шлангом и формой для выдувания при двух половинах формы для выдувания, находящихся в открытом положении;
на фиг. 2 показаны форма для выдувания с закрытой головной пластиной и отрезок пластикового шланга, который удерживается последней, и половины формы для выдувания, которые продвигаются друг к другу, но которые еще не полностью закрыты, и калибровочная игла для выдувания, которая обозначена над формой для выдувания;
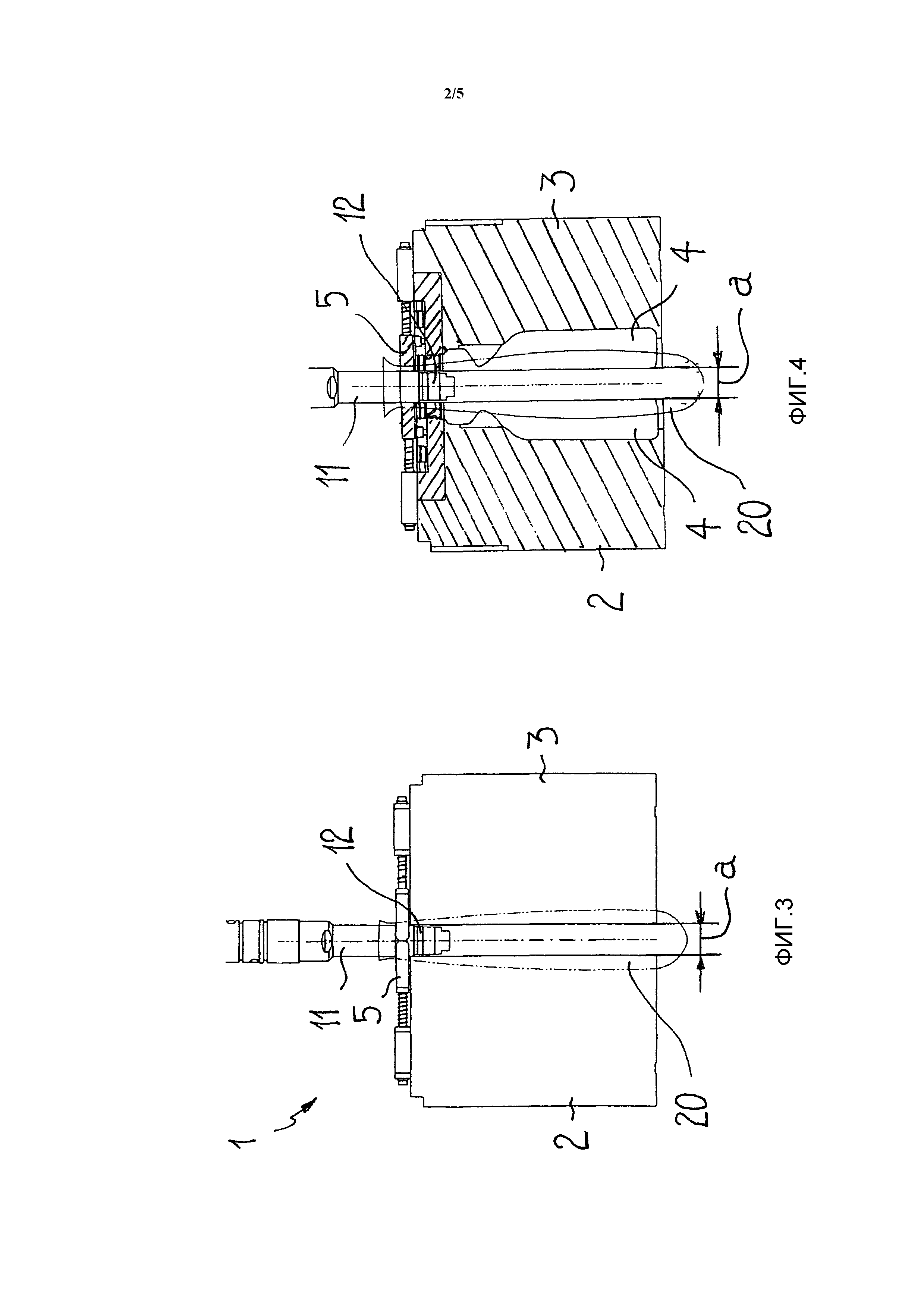
на фиг. 3 показаны форма для выдувания с половинами формы для выдувания в положении согласно фиг. 2 и калибровочная игла для выдувания, которая продвинута аксиально в отрезок пластикового шланга при все еще открытой форме для выдувания;
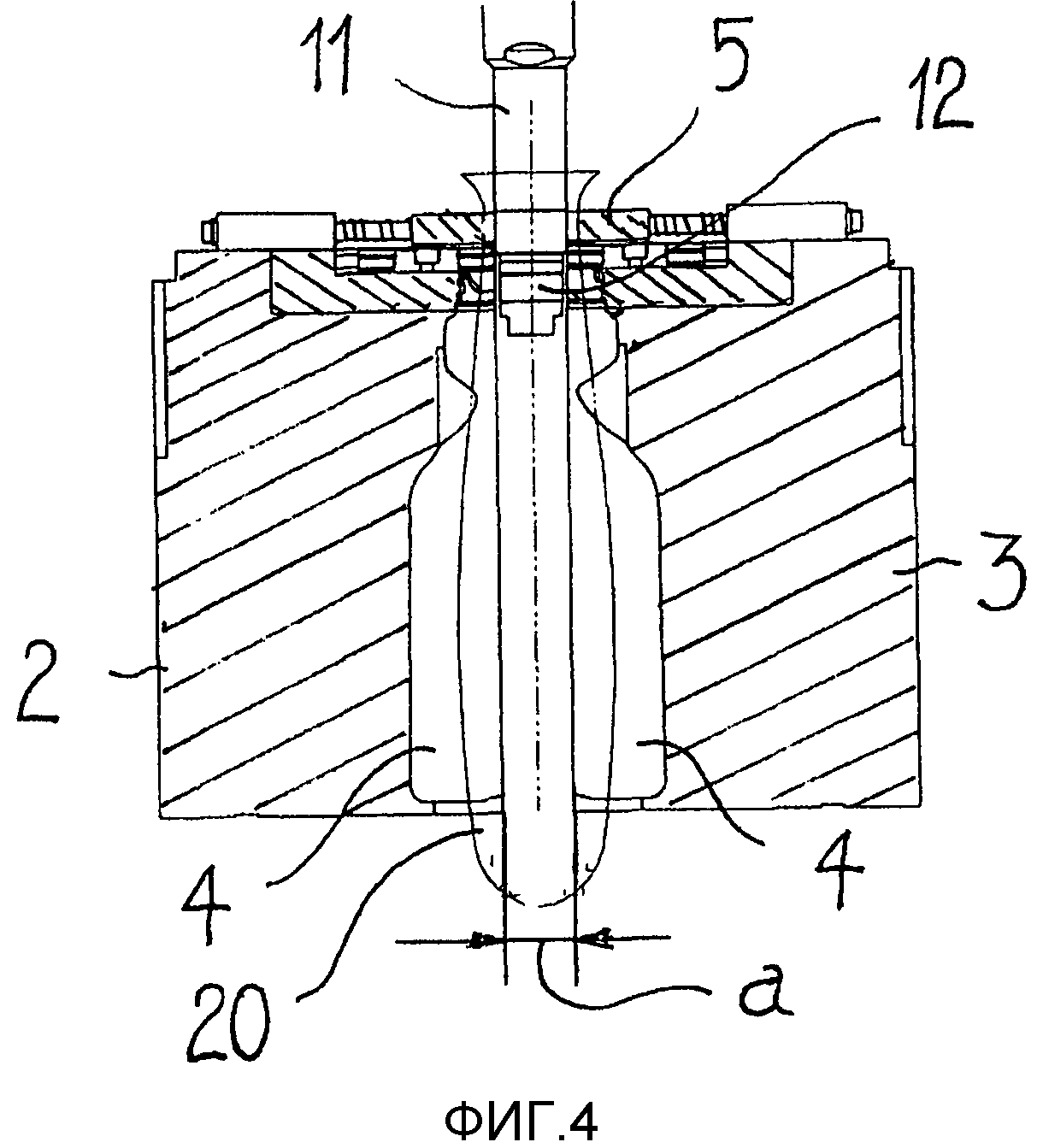
на фиг. 4 показан вид в аксиальном разрезе формы для выдувания в положении согласно фиг. 3;
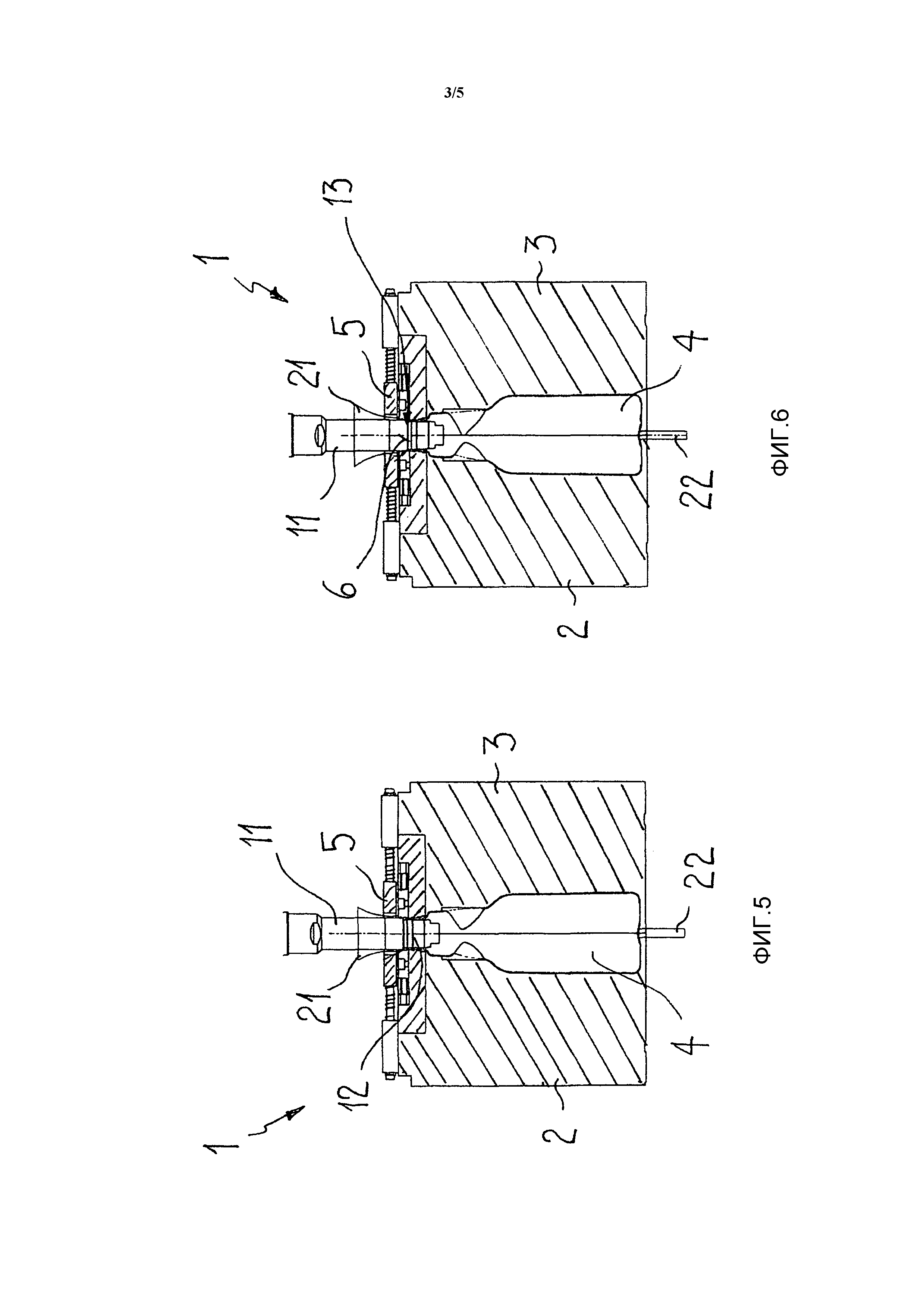
на фиг. 5 показан вид в аксиальном разрезе формы для выдувания согласно фиг. 4 с полностью закрытыми половинами формы для выдувания;
на фиг. 6 показан вид в аксиальном разрезе закрытой формы для выдувания с калибровочной иглой для выдувания, аксиально продвинутой до своего конечного положения;
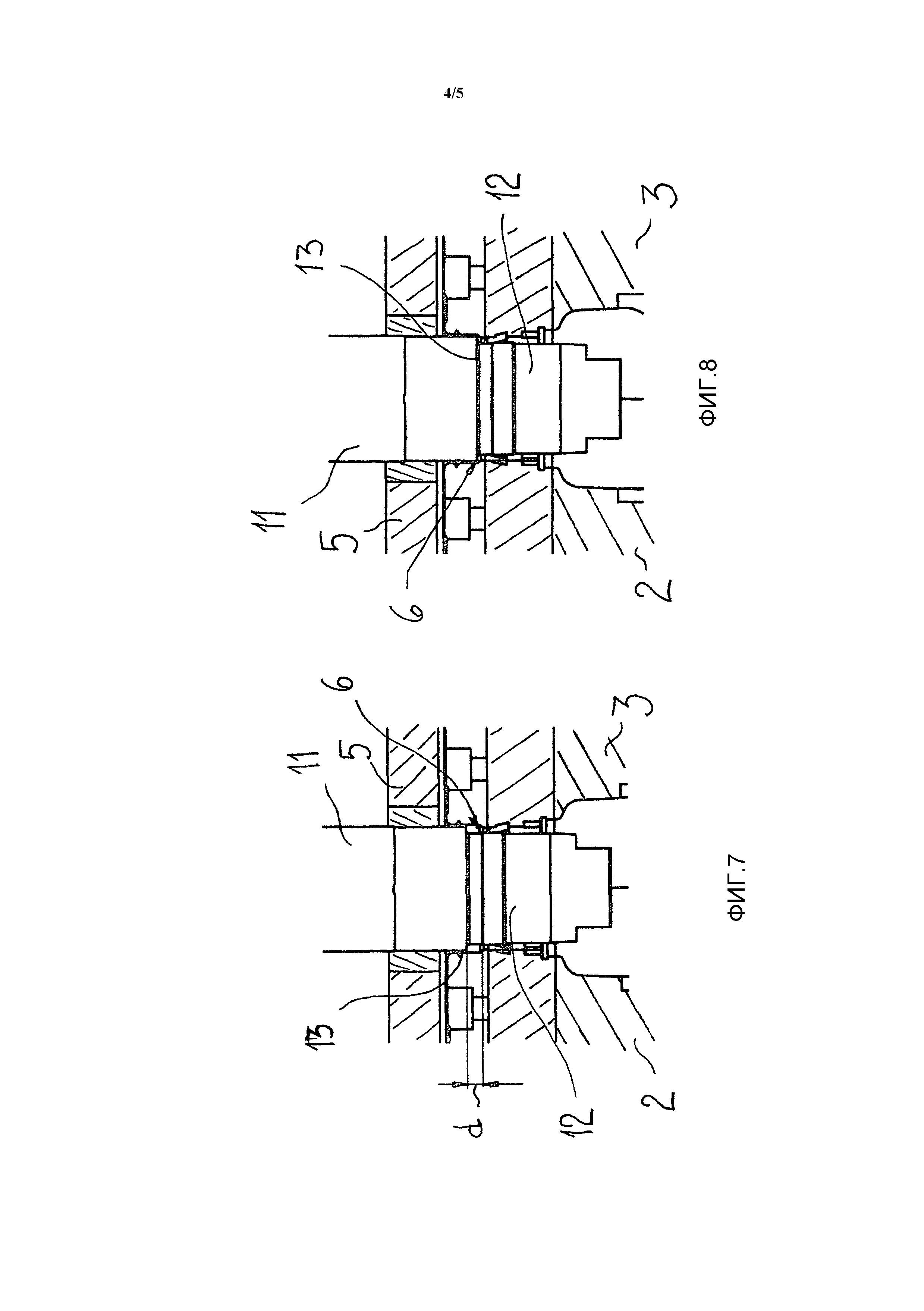
на фиг. 7 показан в увеличенном масштабе вид в разрезе, объясняющий положение калибровочной иглы для выдувания по фиг. 5;
на фиг. 8 показан в увеличенном масштабе вид в разрезе, объясняющий конечное положение калибровочной иглы для выдувания по фиг. 6;
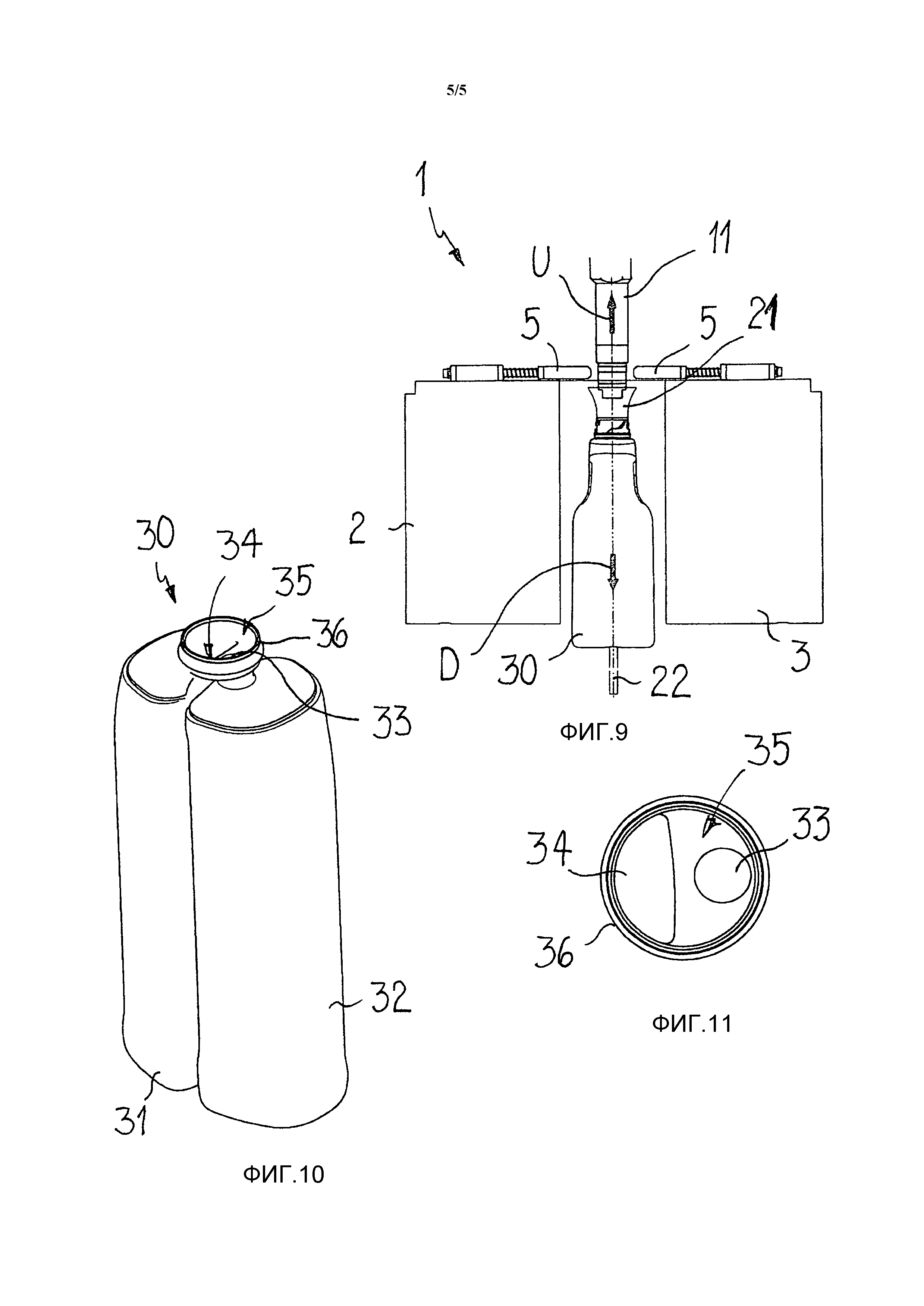
на фиг. 9 показана форма для выдувания с открытой головной пластиной открытыми половинами формы для выдувания во время извлечения из формы полученного выдувания пластикового контейнера;
на фиг. 10 показан вид двухкамерной бутылки с двумя калиброванными выливными отверстиями; и
на фиг. 11 показан вид горловины двухкамерной бутылки с фиг. 10.
В приведенном ниже описании фигур одинаковыми числовыми позициями в каждом случае обозначены одинаковые компоненты.
На фиг. 1 показана форма для выдувания механизма экструзии с раздувом, обозначенная в целом позицией 1, с двумя половинами 2, 3 формы для выдувания, которые изображены в открытом положении и которые ограничивают полость формы в закрытом положении. Головная пластина 5, элементы которой подпружинены, обозначена на верху формы для выдувания. В альтернативных вариантах реализации формы для выдувания регулировка элементов головной пластины может также осуществляться с помощью гидравлического механизма, пневматического механизма или электрики. Над формой для выдувания 1 показана экструзионная головка 8, из экструзионного сопла 9 которой экструдируется однослойный или многослойный пластиковый шланг.
На фиг. 2 показана форма для выдувания 1 с фиг. 1, находящаяся уже в положении формовки раздувом механизма экструзии с раздувом. Отрезок 20 пластикового шланга отделяют и помещают между двумя половинами 2, 3 формы для выдувания. Подпружиненные элементы головной пластины 5 уже закрыты и удерживают вставленный отрезок 20 пластикового шланга, который обозначен пунктиром на невидимых участках. Две половины 2, 3 формы для выдувания закрыты еще не полностью, но скорее они все еще находятся на расстоянии друг от друга, которое от около 0,5 мм до около 10 мм больше внутреннего диаметра горловины пластикового контейнера, который требуется раздувать. Над формой 1 для выдувания показана калибровочная игла 11 для выдувания, которая вставлена аксиально через отверстие (не показано) в головной пластине 5 в отрезок 20 пластикового шланга. Калибровочная игла для выдувания используется для раздувания отрезка пластикового шланга до формы контейнера, соответствующей полости формы, и для калибровки выливного отверстия в пластиковом контейнере.
На фиг. 3 показана калибровочная игла 11 для выдувания, которая продвигается в отрезок 20 пластикового шланга при все еще открытых половинах 2, 3 формы для выдувания. Половины 2, 3 формы для выдувания находятся на определенном расстоянии друг от друга. Калибровочная игла 11 для выдувания имеет калибровочную область 12, которая располагается ниже закрытой головной пластины 5 в изображенном положении уже в последующей области горловины пластикового контейнера, который должен быть раздут из отрезка 20 пластикового шланга.
На фиг. 4 показан местный аксиальный разрез изображения с фиг. 3. Половины формы 2, 3 для выдувания в форме 1 для выдувания, которые располагаются на определенном расстоянии друг от друга, включают каждая в себя часть полости 4 формы. Отрезок пластикового шланга, который помещается между половинами формы для выдувания, обозначается позицией 20. Калибровочная игла для выдувания, которая продвинута через отверстие в закрытой головной пластине 5 в отрезок 20 пластикового шланга, в свою очередь, обозначена позицией 11. Ее калибровочная область обозначена позицией 12 и располагается под закрытой головной пластиной 5.
На фиг. 5 показана закрытая форма 1 для выдувания; половины 2, 3 формы для выдувания сводятся вместе до касания между собой и ограничивают полость формы 4, которая определяет форму пластикового контейнера, который должен быть раздут. Отрезок пластикового шланга, который выступает из полости формы выше головной пластины 5, обозначается как верхний остаточный материал 21; отрезок пластикового шланга, который выступает из полости формы ниже головной пластины 5, обозначается как нижний остаточный материал 22. Отрезок пластикового шланга по существу уже раздут для образования пластикового контейнера, соответствующего полости формы 4. При закрывании половин 2, 3 формы для выдувания пластический материал радиально сжимается в области горловины между половинами 2, 3 формы для выдувания и калибровочной областью 12 продвинутой калибровочной иглы 11 для выдувания. В результате область горловины калибруется с выливным отверстием относительно его внутреннего диаметра и внутренним контуром согласно калибровочной области 12 калибровочной иглы для выдувания. Избыточный пластический материал смещается аксиально. Калибровочная игла 11 для выдувания, однако, все еще не продвинута в свое конечное аксиальное положение, но скорее находится в положении, находящемся в аксиальном расстоянии от около 0,3 мм до около 5 мм от конечного положения.
Вид в разрезе на фиг. 6 в большей степени соответствует фиг. 5. Теперь калибровочная игла 11 для выдувания продвинута в конечное положение, при котором режущее кольцо 13, предусмотренное для калибровочной иглы 11 для выдувания, прижимается к охватывающему круговому ограничителю 6 в форме 1 для выдувания. Таким образом, обрезается верхний остаточный материал 21.
В увеличенном масштабе на фиг. 7 и 8 показано положение калибровочной иглы для выдувания 11 до (фиг. 7) и после того, как она продвинется до аксиального конечного положения (фиг. 8). Аксиальное расстояние между режущим кольцом 13 и кольцевым ограничителем 6 в форме для выдувания, изображенными на фиг. 7, равно от около 0,3 мм до около 5 мм. Калибровочная игла 11 для выдувания должна быть продвинута на это расстояние до достижения конечного положения (фиг. 8), при котором режущее кольцо 13 прижимается к круговому ограничителю 6. Калибровочная область на калибровочной игле 11 для выдувания снова обозначается числовой позицией 12. Закрытая головная пластина 5 обозначается как 5. Две половины формы для выдувания обозначаются как 2 и 3.
Согласно способу калибровки калибровочная игла 11 для выдувания может продвигаться с перерывами, т.е. она продвигается до заданного аксиального положения на расстоянии d от ее конечного положения в отрезке пластикового шланга, который должен быть раздут, она ожидает, пока половины 2, 3 формы для выдувания не будут закрыты полностью, и она продвигается до своего аксиального конечного положения после закрывания формы для выдувания. При альтернативном варианте способа калибровочная игла 11 для выдувания может также продвигаться непрерывно вплоть до достижения своего аксиального конечного положения, т.е. она также продвигается непрерывно аксиально в процессе закрывания половин формы для выдувания. Аксиальная скорость подачи калибровочной иглы 11 для выдувания составляет от около 5 мм/сек до около 80 мм/сек. Скорость подачи применима как к прерывистой подаче, так и к непрерывной подаче калибровочной иглы 11 для выдувания.
На фиг. 9 показан вид открытой формы 1 для выдувания с половинами 2, 3, формы для выдувания которых радиально отведены друг от друга. Подпружиненные элементы головной пластины в головной пластине 5 также открыты. Стрелка U показывает, что калибровочная игла для выдувания 11 отводится из полностью раздутого пластикового контейнера 30. Стрелка D показывает, что пластиковый контейнер 30 выпадает из открытой формы 1 для выдувания. Предварительно отрезанные верхний и нижний остаточные материалы, которые все еще должны быть удалены, обозначены позициями 21 и 22.
На фиг. 10 показан в качестве примера вариант реализации пластикового контейнера 30, произведенного путем формования экструзией с раздувом, выливные отверстия в котором откалиброваны согласно способу, являющемуся предметом изобретения. Пластиковый контейнер 30 является двухкамерным контейнером с первой камерой 31 и второй камерой 32. Первая камера 31 имеет выливное отверстие 34. Вторая камера 32 снабжена меньшим выливным отверстием 33. Горловина 36 контейнера 30 имеет центральное большее выливное отверстие 35.
На фиг. 11 показан вид сверху в плане горловины 36 двухкамерного контейнера. Центральное выливное отверстие 35 в горловине 36 контейнера и меньшее выливное отверстие 33 второй камеры контейнера имеют круглое поперечное сечение. Выливное отверстие 34 первой камеры отверстия имеет более неправильную, по существу полукруглую форму. Центральное выливное отверстие 35 и меньшее выливное отверстие 33 калибруются. Это делает возможным, например, установку выливного приспособления, которое плотно соединяется с меньшим выливным отверстием посредством меньшей выступающей вперед трубки.
Калибровка центрального выливного отверстия 35 в горловине контейнера и меньшего выливного отверстия 33 первой камеры контейнера осуществляется двойной калибровочной иглой для выдувания. Последняя содержит две неполные калибровочные иглы для выдувания, на которых предусмотрены калибровочные области. Неполные калибровочные иглы для выдувания плотно соединяются между собой и продвигаются вместе. Неполная калибровочная игла для выдувания с меньшим калибровочным диаметром выступает дальше второй неполной калибровочной иглы для большего центрального выливного отверстия 35. Расстояние, на которое выступает неполная калибровочная игла с меньшим калибровочным диаметром, соответствует аксиальному расстоянию между выпусками двух выливных отверстий 35 и 33. При использовании двойной калибровочной иглы для выдувания калибровка двух выливных отверстий осуществляется практически одновременно.
В принципе, вместо известного аксиального способа калибровки может использоваться радиальный способ калибровки согласно изобретению в пластиковых контейнерах с выливным отверстием в горловине раздутого пластикового контейнера. Даже в случае необходимости получить особый внутренний контур горловины контейнера способ радиальной калибровки согласно настоящему изобретению является предпочтительным по сравнению с существующим способом калибровки. Способ оказывается особенно подходящим при использовании двойной калибровочной иглы для выдувания, которая имеет две калибровочные области для двух выливных отверстий специальных пластиковых контейнеров. Такие пластиковые контейнеры могут иметь, например, две камеры. Другой вариант реализации пластикового контейнера может иметь дозирующую трубку, размещенную внутри контейнера, которая опорожняется в донной части контейнера. Путем использования двойной калибровочной иглы для выдувания и радиального способа калибровки согласно изобретению выливное отверстие трубки, размещенной внутри контейнера, и выливное отверстие в горловине контейнера могут быть также откалиброваны по существу в то же время, как и ранее во время процесса формовки выдуванием контейнера. Последующая механическая обработка не нужна.
Преформа для производства пластиковых емкостей способом двухэтапного формования с раздувом и вытяжкой
Пластмассовый сосуд с выпускной насадкой
Заготовка и емкость
Пластиковая емкость для шарикового дезодоранта
Пластмассовый сосуд
Туба, полученная экструзионно-раздувным формованием
Способ изготовления выдувного пластмассового сосуда и соответствующий пластмассовый сосуд
Преформа для изготовления пластмассового контейнера, изготовление преформы и изготовленный из преформы пластмассовый контейнер, а также его изготовление
Емкость с поддерживающим кольцом
Способ изготовления тонкостенных пластмассовых мелких деталей и тонкостенные пластмассовые мелкие детали
Преформа для производства пластиковых емкостей способом двухэтапного формования с раздувом и вытяжкой
Пластмассовый сосуд с выпускной насадкой
Заготовка и емкость
Пластиковая емкость для шарикового дезодоранта
Пластмассовый сосуд
Туба, полученная экструзионно-раздувным формованием
Изготовленная экструзионно-раздувным формованием пластиковая широкогорлая емкость для сыпучих материалов с запорной насадкой

