Результат интеллектуальной деятельности: СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ
Вид РИД
Изобретение
Область изобретения
Настоящее изобретение относится к способу создания покрытия с помощью термического напыления, в частности плазменного напыления, при котором один компонент, в частности цилиндр двигателя внутреннего сгорания, выполненный, например, из легкого металла, покрывают сплавом, предпочтительно железным сплавом.
Предпосылки изобретения
Из ЕР 1967601 А2 известно, что, например, алюминиевый блок цилиндров, в частности рабочую поверхность его цилиндров, покрывают железным сплавом с помощью проволочного электродугового напыления. При этом в ЕР 1967601 А2 предлагается использовать железный сплав, в частности, содержащий от 5 до 25 мас. % хрома. В случае из ЕР 1967601 А2 является важным, что в плавку чугуна дополнительно добавлялась порошковая добавка, а именно карбид бора. В способе проволочного электродугового напыления из ЕР 1967601 А2 речь идет о так называемом способе TWAS (Twin Wire Arc Spray, электродуговое напыление с использованием двух проволок), в котором две проволоки подводят к распылительной головке так, чтобы по ним проходил ток. При соприкосновении обеих проволок вследствие устойчивого короткого замыкания формируется дуга, расплавляющая проволоки. Ниже по потоку от сопла находится другое сопло, из которого выпускается сжатый воздух или инертный газ, например, азот. Данный поток газа распыляет расплавленный железный сплав и подает его вместе с расплавленным порошком карбида бора на покрываемую поверхность.
В DE 4411296 А1 и DE 4447514 A1 раскрыты покрытия, обеспеченные посредством плазменного напыления, в которых происходит расплавление металлического порошка или сварочной проволоки, после чего для затвердевания покрытия на смесь материалов подают азот в форме азотистых соединений с металлом.
В ЕР 0858518 описан способ получения скользящей поверхности на теле из легкого металла с помощью термического напыления покрытия из стали и молибдена, где слой износа наносят с помощью плазменного напыления. Однако в ЕР 0858518 излагается, что используется смесь из стального порошка с молибденовым порошком.
В ЕР 1340834 описан способ получения слоя на поверхности скольжения цилиндра. При этом используется вращающееся устройство для плазменного напыления, так что блок цилиндров, на который наносят покрытие, может оставаться в состоянии покоя. На долю пор можно целенаправленно влиять в зависимости от, например, размера частиц порошка, используемого для покрытия.
В FR 2924365 А1 также описано плазменное напыление внутренних стенок с аналогичным использованием дополнительного распыляемого порошка. Объем пор в покрытии должен отличаться, что может быть достигнуто с помощью изменений параметров плазменного напыления, например размера, жесткости, скорости и температуры предварительного нагрева металлических частиц или металлического порошка.
В настоящее время двигатели внутреннего сгорания или их блоки цилиндров могут быть отлиты из металла или легкого металла, например алюминия или магния, при этом блоки из легкого металла, в частности, имеют на внутренней поверхности цилиндров железный или металлический слой. Слой металла может быть напылен с помощью термических способов. Некоторые известные способы термического напыления указаны выше.
Также известен так называемый способ нанесения внутреннего покрытия плазменно-дуговым проволочным напылением (ПДПН). С помощью данного способа цилиндры (отверстия цилиндров) могут быть покрыты изнутри распыляемым присадочным материалом в виде проволоки при вращении сопла вокруг проволоки внутри цилиндра и продвижении его вдоль оси цилиндра. Внутренняя стенка, таким образом, покрывается полностью по окружности и вдоль осевого направления. Важно, что при способе ПДПН не происходит распыления металлического порошка, но вместо этого расплавляется сплошная проволока и капли ее расплава переносятся на покрываемую внутреннюю стенку, где они ударяются об нее, так что образуется покрытие. Здесь таким образом подается только один распыляемый присадочный материал в виде проволоки. Плазма сталкивается с предварительно нагретым присадочным материалом в виде проволоки. Плазма обычно представляет собой аргон-водородную смесь. В качестве распылительного или транспортирующего газа в способе ПДПН используется воздух или сжатый воздух. Получаемые с помощью этого способа слои отличаются низкой пористостью. В настоящее время способ ПДПН признан подходящим для внутреннего покрытия отверстий цилиндров, в частности, блоков цилиндров из легкого металла.
Как правило, в покрытии имеются поры, снижающие трение между поршневыми кольцами и зеркалом цилиндра, так как в порах может скапливаться смазка. В ЕР 1340834 В1, ЕР 0858518 В1 и FR 2924365 А1 исследуется влияние внешнего вида пор в покрытии.
Исходя из того факта, что поры в покрытии имеют решающее значение для сопротивлений трению между поршневыми кольцами и зеркалом цилиндра, в основе настоящего изобретения лежит задача разработать такой способ нанесения покрытия, который будет обеспечивать надлежащее его качество.
Раскрытие изобретения
Следует отметить, что приведенные ниже признаки могут сочетаться любым технически целесообразным способом, создавая, таким образом, новые варианты осуществления изобретения.
В соответствии с настоящим изобретением для получения покрытия предлагается способ получения покрытия посредством термического напыления, в частности плазменного напыления, предпочтительно посредством ПДПН-способа нанесения внутреннего покрытия, при котором компонент, в частности цилиндр двигателя внутреннего сгорания, изготовленный, например, из алюминия, покрывают сплавом, предпочтительно железным сплавом. При этом сопло плазменной горелки, к которому подводится плазменный газ и транспортирующий газ, вращается вокруг проволоки и может перемещаться вдоль продольной оси цилиндра так, что покрытие наносится изнутри по окружности цилиндра и вдоль его оси. Таким образом, можно варьировать поток газа или расход плазменного и/или транспортирующего газа вдоль оси покрываемого цилиндра.
Было обнаружено, что при использовании способа по изобретению поток газа, будь это плазменный и/или транспортирующий газ, во время операции нанесения покрытия в различных положениях вдоль продольной оси внутренней стенки, на которую наносится покрытие, может иметь различные значения. Если расход газа изменяется вдоль продольной оси цилиндра, то в зависимости от расхода газа могут быть созданы разные доли пор. Таким образом, обеспечивается то преимущество, что низкий расход газа обеспечивает большую долю пор в покрытии, а относительно высокий расход газа обеспечивает небольшую долю пор в покрытии. Разумеется, внутреннее покрытие может быть потом доработано, например, посредством шлифовки и/или притирки.
В отверстии цилиндра поршни движутся известным образом вперед и назад. Поршневые кольца контактируют с зеркалом цилиндра, то есть с покрытием. В частности, в области верхней мертвой точки отверстия цилиндра трение должно быть малым (в направлении, обратном движению поршня). Поэтому целесообразно предусмотреть, чтобы в области верхней мертвой точки расход газа имел низкое значение, что обеспечивает формирование большей доли пор. В области нижней мертвой точки может быть также предусмотрена аналогичная большая доля пор. В средней области, а также выше области верхней мертвой точки можно, напротив, снизить долю пор, для чего может быть задан более высокий расход газа.
Устройство для плазменного напыления, как уже описано ранее, является перемещаемым вперед и назад вдоль оси цилиндра. Таким образом, при вращении можно добиться нанесения большого слоя внутреннего покрытия. При этом можно начать процедуру напыления в верхней части цилиндра. Здесь в покрытии может быть небольшая доля пор, для чего можно задать высокий расход газа, например, 1100 л/мин.
Если устройство для плазменного напыления перемещается вдоль продольной оси к противоположному концу цилиндра и достигает области верхней мертвой точки, целесообразно предусмотреть снижение расхода газа и его изменение до низкого значения, например, 450 л/мин, для обеспечения большой доли пор в покрытии. Относительно низкий расход газа обусловливает относительно низкую энергию удара капель расплавленной проволоки о внутреннюю стенку.
После прохождения устройством для плазменного напыления области верхней мертвой точки в направлении противоположного конца цилиндра, можно вернуть исходное высокое значение расхода газа, например, 1100 л/мин, чтобы аналогичным образом получить покрытие с низкой долей пор. На остальную поверхность внутренней стенки цилиндра затем может быть нанесено покрытие при этом большом расходе газа.
Как уже было сказано, является возможным снижение расхода газа в области нижней мертвой точки до более низкого значения 450 л/мин для создания покрытия с большой долей пор. Это особенно полезно в области верхней мертвой точки, тогда как в области нижней мертвой точки достаточно покрытия с небольшой долей пор.
Изобретение также обеспечивает преимущество в том, что участки с различными долями пор могут быть образованы по продольной оси покрываемого цилиндра, в частности, чтобы в области верхней мертвой точки предусмотреть особенно большую долю пор. В настоящем изобретении это достигается за счет изменяемого расхода газа: можно задать низкую скорость потока, например, 450 л/мин в области верхней мертвой точки.
Предпочтительно, чтобы скорость потока транспортирующего газа можно было задавать переменно. Также допустимо изменять расход плазменного газа вместе с расходом транспортирующего газа или отдельно от него.
Изменение скорости потока газа достигается с помощью управляющего элемента, получающего соответствующие сигналы для установки требуемого или наиболее выгодного значения расхода газа для соответствующего положения устройства для напыления вдоль покрываемого цилиндра. Управляющий элемент в предпочтительном варианте осуществления может представлять собой быстро переключаемый магнитный клапан, который предпочтительно плавно регулирует расход газа. В предпочтительном варианте управляющий элемент расположен в соответствующей подводящей линии для соответствующего газа.
Подразумевается, что способ в соответствии с настоящим изобретением может быть использован для нанесения покрытий и на другие компоненты.
Краткое описание чертежей
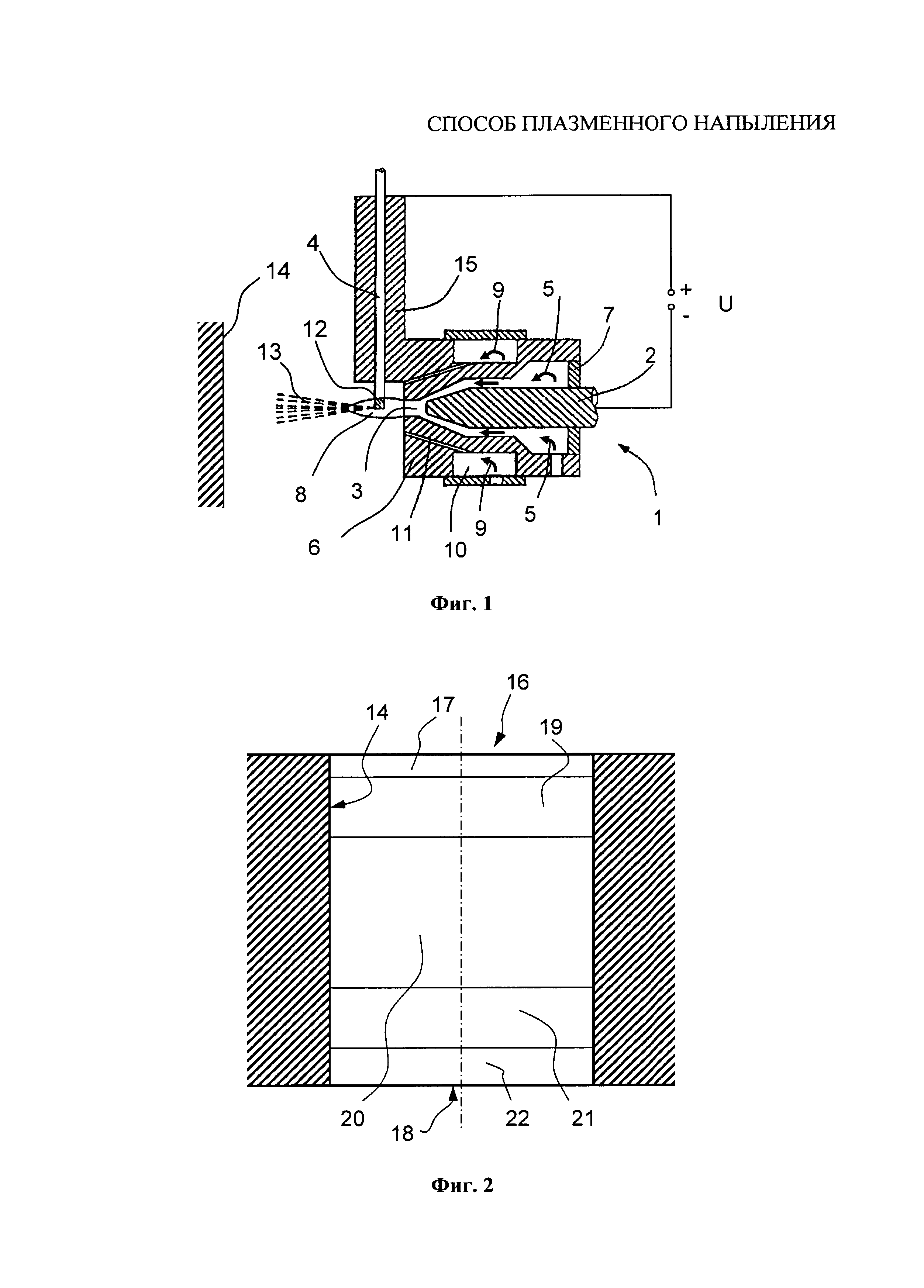
На Фиг. 1 приведено схематическое изображение устройства для напыления для выполнения способа по изобретению.
На Фиг. 2 представлено схематическое сечение отверстия цилиндра с покрытием, нанесенным способом по изобретению.
Осуществление изобретения
На Фиг. 1 показан сопловой блок 1 устройства для нанесения внутреннего покрытия с помощью ПДПН. Под системой нанесения покрытия плазменно-дуговым проволочным напылением (ПДПН) понимается система для нанесения покрытия цилиндров, в частности цилиндров в блоках цилиндров двигателей внутреннего сгорания. Сопловой блок 1 состоит из катода 2, сопла 3 плазменной горелки и электропроводящей проволоки 4 из сплава в качестве анода, которая подается перпендикулярно соплу 3 плазменной горелки. В качестве материала для катода 2 предпочтительно использовать вольфрам, который также может быть легирован, например, торием. Плазменный газ 5, например, смесь аргона и водорода, подается через отверстия, сделанные в корпусе сопла 6. Держатель 7 катода изолирует катод 2 от тела 6 сопла. Проволока 4 из сплава направляется в механизме 15 подачи проволоки, так что она может двигаться с возможностью вращения и перемещаться в продольном направлении.
Процесс запускается высоковольтным разрядом, ионизирующим и диссоциирующим плазму 5 между проволокой 4 из сплава, корпусом 6 сопла и катодом 2. Полученная таким образом плазма течет с высокой скоростью из сопла 3 плазменной горелки. При этом плазменный газ 5 подводится к проволоке 4 из сплава, непрерывно подаваемой перпендикулярно соплу 3, вследствие чего электрический контур замыкается.
Кроме того, транспортирующий или распылительный газ 9 подается через подводящие каналы 10 и вспомогательные сопла 11 к потоку плазмы 8, выходящему из сопла 3 плазменной горелки.
При расплавлении и распылении проволоки 4 из сплава наблюдаются два явления. Проволока 4, с одной стороны, подвержена резистивному нагреву под воздействием большой силы тока, обычно 65-90 ампер. Столкновение струи плазмы 8 с предварительно нагретой проволокой 4 обеспечивает ее расплавление на конце проволоки 12. Другими словами, с помощью высоковольтного заряда внутри плазменного сопла 3 генерируется плазма. Направленный поток азота, т.е. транспортирующего газа 9, переносит плазму и расплавленный напыляемый материал 13 по траектории разряда на поверхность 14 покрываемого отверстия цилиндра.
В случае использования такого устройства для плазменного напыления в соответствии с настоящим изобретением расход плазменного газа 5 и/или транспортирующего газа 9 является изменяемым вдоль продольной оси цилиндра.
На Фиг. 2 показано схематическое сечение отверстия 16 цилиндра с покрытием 14, где покрытие 14 было выполнено при расходе газа или газов, которое изменяли вдоль продольной оси X. Исключительно в качестве примера покрытие разделено на пять областей, размеры которых показаны, т.е. их осевая протяженность приведена только в качестве примера. Процесс напыления с использованием ПДПН начинался в верхней области 17 у крышки. Устройство для напыления двигалось от верхней области 17 у крышки к противоположному концу 18, при этом сопловой блок 1 вращался, как описано выше. Можно видеть область верхней мертвой точки 19, примыкающую к верхней области 17 у крышки. К области верхней мертвой точки 19 примыкает средняя область 20, к которой примыкает область нижней мертвой точки 21. К ней примыкает нижняя придонная область 22.
В верхней области 17 у крышки, а также в средней области 20, а также в нижней придонной области 22 покрытие было нанесено при высоком расходе газа, вследствие чего покрытие в соответствующих областях имеет небольшую долю пор. В областях верхней мертвой точки 19 и нижней мертвой точки 21 покрытие, напротив, было выполнено при низком разком расходе газа и потому имеет в соответствующих областях большую долю пор. Область 21 необязательна, поэтому покрытие может включать в себя только области 17, 19 и 20, где средняя область продолжается до конца 18 и где покрытие было выполнено при высоком расходе газа, благодаря чему в соответствующих областях 17 и 20 (до конца области 18) покрытие может иметь небольшую долю пор.
Система защиты каталитического нейтрализатора
Система крепления багажа транспортного средства
Система безопасности пассажиров транспортного средства
Задняя подъемная дверь транспортного средства
Сцепление
Система для автоматической очистки окон транспортного средства
Передок транспортного средства, обеспечивающий защиту пешехода
Способ управления пуском и остановкой двигателя транспортного средства и система управления двигателем
Способ изготовления шва с отбортовкой кромок
Система двигателя для транспортного средства (варианты)
Способ изготовления шва с отбортовкой кромок
Устройство для улучшения вакуума в усилителе тормозов
Способ изготовления напыленной рабочей поверхности цилиндра в блоке цилиндров двигателя внутреннего сгорания, а также такой блок цилиндров
Способ плазменного напыления
Способ обработки зеркала цилиндра двигателя внутреннего сгорания
Способ термического напыления
Тормозной барабан и способ изготовления такого тормозного барабана

