Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НАПЫЛЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ЦИЛИНДРА В БЛОКЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, А ТАКЖЕ ТАКОЙ БЛОК ЦИЛИНДРОВ
Вид РИД
Изобретение
Изобретение относится к способу изготовления рабочей поверхности цилиндра в блоке цилиндров двигателя внутреннего сгорания, причем покрытие формируется на внутренней стенке цилиндра литого блока цилиндров термическим напылением и причем в качестве распылительного газа используется инертный газ, а также к блоку цилиндров двигателя для двигателя внутреннего сгорания с рабочей поверхностью цилиндра, которая изготавливается с помощью подобного способа термическим напылением на внутреннюю стенку цилиндра.
Известны разнообразные способы нанесения служащего в качестве рабочей поверхности цилиндра покрытия термическим напылением на внутреннюю стенку цилиндра в блоке цилиндров. В частности, в качестве способа напыления при изготовлении рабочих поверхностей цилиндра применяются плазменное напыление и дуговое напыление, причем при дуговом напылении между двумя проволочными распыляемыми материалами зажигается электрическая дуга, посредством которой кончики проволок расплавляются при температуре приблизительно 4000°С и напыляются на подготовленную поверхность обрабатываемой детали, тогда как при плазменном напылении анод и по меньшей мере один катод в горелке разделены узким зазором, и приложением напряжения постоянного тока между анодом и катодом создается электрическая дуга. Через горелку пропускается газ, который проводится сквозь электрическую дугу и при этом ионизируется, в результате чего образуется высокотемпературный электрически проводящий газ, который служит в качестве потока плазмы, в котором распыляется порошок с зернистостью 5-120 мкм, который расплавляется вследствие высокой температуры плазмы. Плазменный поток увлекает частицы порошка и ускоряет полностью или частично расплавленные частицы покровного материала, направляемые на покрываемую внутреннюю стенку цилиндра.
Так, в патентном документе DE 697 02 576 Т2 раскрыт способ нанесения покрытия на внутренние стенки цилиндра термическим напылением, в котором сначала расплавленный порошок или расплавленная проволока из низкоуглеродистой стали с содержанием углерода менее 0,3% или высокосортной стали с помощью воздушного потока с ускорением направляются на внутреннюю стенку цилиндра, благодаря чему создается подслой с высоким содержанием оксидов. Слой такого рода является очень твердым. Затем наносится дополнительный слой, для которого в качестве распылительного газа служит инертный газ, так что содержание оксидов в слое существенно снижается. Этот дополнительный слой впоследствии убирается для формирования поверхности с желательными поверхностными характеристиками, чтобы оставался твердый износостойкий нижний слой в качестве поверхности скольжения.
Из патентного документа DE 199 34 991 А1 также известен способ плазменного напыления, в котором при изготовлении рабочей поверхности цилиндра в качестве распылительного газа применяется азот. Чтобы не было необходимости в использовании вакуумной камеры, применяется второй поток азота, пропускаемый рядом с потоком распылительного газа. Тем самым должно регулироваться содержание оксидов в покрытии.
Однако при этих покрытиях создается проблема возникновения коррозии, которая в случае слоев с высоким содержанием оксидов происходит очень быстро и в слоях с незначительной долей оксидов протекает медленнее. В результате этого коррозия приводит к повышенному износу рабочей поверхности цилиндра. Кроме того, известные способы термического напыления являются очень дорогостоящими, так как во избежание коррозии используются высокосортные стали или по меньшей мере низкоуглеродистые стали.
Поэтому задача состоит в создании способа изготовления напыленной рабочей поверхности цилиндра в блоке цилиндров двигателя внутреннего сгорания, а также блока цилиндров такого рода, в котором рабочие поверхности цилиндра имеют высокую коррозионную стойкость даже при применении низколегированных углеродистых сталей, чтобы обеспечить по возможности высокую прочность при экономичном изготовлении.
Эта задача решается с помощью способа изготовления рабочей поверхности цилиндра в блоке цилиндров двигателя внутреннего сгорания с признаками главного пункта 1 патентной формулы, а также блока цилиндров с признаками пункта 12 формулы изобретения.
Благодаря тому, что массовый расход покровного материала при термическом напылении составляет от 8 до 22,5 кг/ч вместо обычных 4-7 кг/ч, скорость частиц снижается, тогда как возрастает размер частиц в покрытии. Таким образом, согласно изобретению может быть изготовлен блок цилиндров для двигателя внутреннего сгорания, в котором напыленное покрытие имеет пористость слоя от 4,5 до 2,5% и содержание оксидов от 0,5 до 5%. Низкое содержание оксидов, которое достигается также благодаря применению инертного газа, приводит к тому, что присутствует незначительная вюститная фаза, благодаря чему скорость окисления слоя явственно снижается, так что сокращается коррозия. Дополнительно создается более значительная доля открытых пор, благодаря чему на рабочей поверхности цилиндра создается бóльший объем удерживаемого масла, так что к тому же обеспечивается более высокая коррозионная стойкость на поверхности слоя. Благодаря применению инертного газа дополнительно предотвращается экзотермическая реакция на поверхности частиц, при которой выгорает углерод проволоки при использовании углеродсодержащего покровного материала. Тем самым сокращается окисление и снижается температура частиц.
Величина расхода распылительного газа при термическом напылении предпочтительно составляет от 900 до 1500 л/мин. При этой величине расхода газового потока могут быть простым путем изготовлены устойчивые к коррозии защитные слои с высокой пористостью.
В одном особенно предпочтительном варианте исполнения способа расход распылительного газа при термическом напылении сокращен до величины от 300 до 900 л/мин. Это приводит к тому, что дополнительно снижаются скорость и температура покровного материала на сопле, так что на частицы покровного материала переносится меньшая энергия. Дополнительно усиливается эффект, который возникает в результате повышения массового расхода, так что достигается еще бóльшая пористость.
В качестве инертного газа предпочтительно применяется азот или аргон. С помощью этих газов могут быть экономичным путем изготовлены обедненные оксидами слои.
В особенности предпочтительно, когда в качестве покровного материала применяется низколегированная углеродистая сталь, поскольку она может быть получена гораздо более экономично. Благодаря особенным выбранным технологическим параметрам предотвращается преждевременное выгорание углерода с преждевременным окислением, так что, тем не менее, имеется достаточная коррозионная стойкость. Эти стали хорошо обрабатываются и при напылении образуют важный для необходимой твердости слоя мартенсит.
В одном особенно предпочтительном варианте исполнения покрытие формируется плазменным напылением или дуговым напылением, в частности, напылением с передачей плазмы проводной дугой (PTWA-напыление) или напылением с использованием вращающейся одиночной проволоки (RSW-напыление). Эти способы особенно пригодны для изготовления пористых слоев с низким содержанием оксидов.
При этом в качестве плазмообразующего газа предпочтительно применяется аргоно-водородная смесь или аргоно-азотная смесь, причем содержание водорода в плазмообразующем газе при использовании аргоно-водородной смеси составляет от 5 до 40%. При этих технологических параметрах надежно достигаются желательная пористость слоя, а также желательное содержание оксидов.
Температура поверхности частиц предпочтительно составляет от 1600 до 2400°С, температура электрической дуги - от 3000 до 6000°С и температура плазмообразующего газа - от 10000 до 15000°С. Образуются не полностью расплавленные частицы на поверхности с незначительными оксидными включениями.
Величина расхода плазмообразующего газа предпочтительно составляет от 40 до 250 л/мин, так что, кроме того, имеет место относительно низкая скорость частиц при относительно малых температурах частиц.
После процесса напыления покрытие для получения рабочей поверхности цилиндра предпочтительно подвергается хонингованию. Благодаря этому обнажаются дополнительные поры в напыленном слое, которые действуют как микроскопические напорные камеры, в которых может содержаться масло, и образуется функциональная прошлифованная поверхность. Кроме того, могут быть сформированы осесимметричные постоянные толщины стенки.
Тем самым созданы способ изготовления рабочей поверхности цилиндра в блоке цилиндров, а также изготовленный таким путем блок цилиндров, который имеет высокую коррозионную стойкость. Обеспечивается снабжение поверхностей скольжения маслом, так что достигается длительный срок службы покрытия. Снижаются затраты на изготовление покрытия по сравнению с другими известными способами, в частности при применении углеродсодержащих низколегированных сталей в качестве покровных материалов.
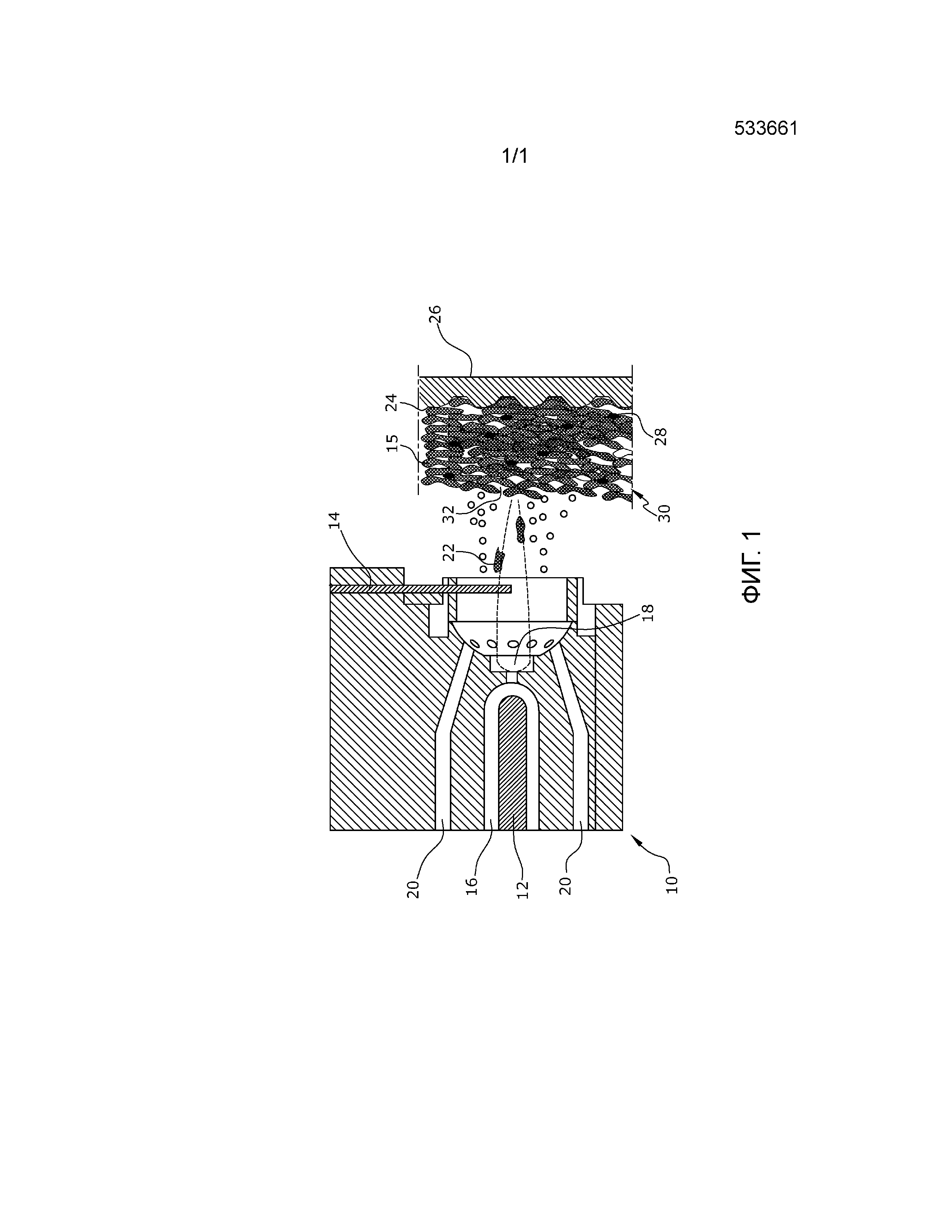
Далее способ описывается на примере наносимого с использованием PTWA-горелки или RSW-горелки покрытия, а также образующаяся рабочая поверхность цилиндра с помощью Фиг. 1.
Фиг. 1 показывает в схематическом изображении сопло PTWA- или RSW-горелки, а также структуру сформированного на внутренней поверхности цилиндра покрытия.
Сначала известным путем отливается блок цилиндров с одним или многими цилиндрами в способе алюминиевого литья. Поскольку внутренние стенки цилиндра в блоке цилиндров часто не имеют достаточно стабильную рабочую поверхность цилиндра, они изготавливаются таким образом, что прежде всего внутренняя стенка цилиндра активируется, например, созданием структур поднутренных пазов. Затем на внутреннюю стенку цилиндра путем термического напыления наносится покрытие. Для этого в данном примере исполнения в цилиндр вводится PTWA- или RSW-горелка 10 и перемещается вдоль оси и с вращением для нанесения слоя.
На Фиг. 1 можно различить внутреннюю стенку цилиндра, на которую термическим напылением с помощью горелки 10 наносится слой.
Представленная на Фиг. 1 горелка 10 имеет один подсоединенный к источнику напряжения электрод 12, а также действующую в качестве второго электрода электропроводную проволоку 14 из низколегированной углеродистой стали, к которой подключен противоположно заряженный полюс источника напряжения, протяженную вертикально и служащую в качестве покровного материала 15. Первый электрод 12 окружен высверленными отверстиями 16 горелки 10, благодаря ориентации которых в каждом случае вдоль первого электрода 12 создается обволакивающий с завихрением газовый поток, который с высокой скоростью вырывается через сопло 18. Плазмообразующий газ состоит из аргоно-водородной смеси с содержанием водорода около 25%.
Протекающий через плазменную горелку 10 плазмообразующий газ пропускается через образованную электрическую дугу и при этом ионизируется. Диссоциация, соответственно последующая ионизация, создает высокотемпературный электрически проводящий газ из положительно заряженных ионов и электронов, то есть плазму. Плазма имеет температуру около 12000°С при величине расхода плазмообразующего газа около 100 л/мин. Она протекает через сопло 18 и проходит вдоль продольной оси сопла 18. При этом плазма подводится к непрерывно подаваемой перпендикулярно соплу 18 проволоке 14, в результате чего замыкается электрическая цепь. Возникающая электрическая дуга имеет температуру около 4000°С. Проволока 14 согласно изобретению подается с величиной расхода от 8 до 22,5 кг/ч и вследствие высоких величин подводимого тока резистивно нагревается, в результате чего она переходит в жидкоплавкое и, при столкновении с плазмой, в распыленное состояние.
Просверленные отверстия 16 окружены многочисленными каналами 20, через которые протекает распылительный газ, который состоит из инертного газа, в данном случае из азота, и подается с величиной расхода потока около 900 л/мин. Этот дополнительный газовый поток, с одной стороны, создает инертную атмосферу, и служит в качестве газа-носителя для расплавленных частиц 22 проволоки 12, и содействует дополнительному распылению этих частиц 22. Частицы 22 с потоком газа с ускорением сталкиваются с внутренней стенкой 24 цилиндра в цилиндре 26.
Почти удвоенный в PTWA- или RSW-способе напыления массовый расход проволоки 16, а также сниженная скорость потока распылительного газа содействуют тому, что не все набрасываемые на внутреннюю стенку 24 цилиндра частицы 22 покровного материала 15 являются полностью расплавленным и попадают на покрываемую внутреннюю стенку 24 цилиндра с относительно низкой скоростью. Кроме того, с одной стороны, благодаря незначительной скорости газового потока и, с другой стороны, используемому в качестве распылительного газа инертному газу достигается относительно низкая температура поверхности частиц около 2000°С. Таким образом, образуются относительно крупные частицы 22, которые осаждаются на внутреннюю стенку 24 цилиндра, что приводит в явственному повышению пористости слоя примерно на 20%,
Дополнительно, благодаря применению азота в качестве распылительного газа создается инертная атмосфера, которая содействует тому, что существенно уменьшается окисление частиц 22 несмотря на применение углеродсодержащей стали в качестве покровного материала 15. Этим дополнительно снижается возникающая температура частиц 22, так как практически предотвращаются экзотермические реакции, так что опять же образуются крупные частицы 22. Доля оксидов 28 в покрытии 30 на внутренней стенке 24 цилиндра этим путем снижается примерно на 3%, благодаря чему имеется малое количество вюститной фазы, что обусловливает снижение скорости окисления в покрытии 30, так что сокращается коррозия. Однако продолжает обеспечиваться образование мартенсита в покрытии 30, так что покрытие 30 имеет достаточную твердость.
Затем покрытие 30 на дополнительном этапе обработки подвергается хонингованию для образования желательной рабочей поверхности цилиндра. Это значит, что частицы 22 удаляются с поверхности, что приводит к тому, что вследствие высокой пористости образуются частично обнаженные поры 32 с большим объемом удерживаемого масла, в которых при эксплуатации блока цилиндров содержится масло, что опять же впоследствии препятствует процессу коррозии.
Таким образом, получается блок цилиндров с напыленной рабочей поверхностью цилиндра, которая, с одной стороны, имеет очень высокую коррозионную стойкость, и, с другой стороны, имеет весьма незначительный износ благодаря очень хорошему смазыванию.
Должно быть совершенно очевидно, что область патентной защиты не ограничивается описанным примером исполнения. Так, пригодны также другие способы термического напыления для изготовления подобного покрытия, причем выдерживается до сих пор не знакомое высокое отношение массового расхода распыляемого материала к величине расхода инертного газа, чтобы получить желательную рабочую поверхность цилиндра.
Способ улучшения детали, полученной литьем под давлением
Устройство для изготовления блока цилиндров методом литья под низким давлением или под действием силы тяжести
Способ термического напыления
Тормозной барабан и способ изготовления такого тормозного барабана
Способ плазменного напыления
Способ плазменного напыления
Способ термического напыления
Тормозной барабан и способ изготовления такого тормозного барабана

