Результат интеллектуальной деятельности: УСТРОЙСТВО ПРЕДВАРИТЕЛЬНОЙ НАГРУЗКИ И ЦЕНТРИРОВАНИЯ ДЛЯ ФРЕЗЕРОВАНИЯ ПОДЗЕМНЫХ БАРЬЕРНЫХ КЛАПАНОВ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[1] Областью техники данного изобретения является управление фрезой для установки осевой нагрузки и центрирования во время фрезерования на месте работы под землей, более конкретно фрезерования изолирующих клапанов, например шаровых и шарнирных клапанов.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[2] Одной проблемой фрезерования на месте работы под землей является регулирование осевой нагрузки на фрезу. Если нагрузка слишком велика, режущие элементы или лопастное вооружение могут выкрашиваться. Данное может замедлять ход фрезерования и приводить к подъему фрезы из скважины для замены. Недостаточная осевая нагрузка на фрезу замедляет скорость проходки при фрезеровании. Некоторые фрезы с непрочным вооружением или в некоторых ситуациях, где требуется фрезеровать весьма твердый материал, например Inconel®, нуждаются в регулировании осевой нагрузки во время фрезерования. Одна такая фреза описана в публикации US 2011/0240367.
[3] Другой проблемой при фрезеровании закругленных форм, например шаров изолирующего клапана или криволинейных затворов, является требование центрирования фрезы при засверливании в закругленную поверхность. Центрирующее устройство должно предпочтительно удерживать фрезу на траектории и обеспечивать ускоренное окончание фрезерования.
[4] В известных конструктивных решениях предпочтительным считается приложение предварительной нагрузки такими устройствами, как резьбовые соединения, как показано в публикации US 2007/0176424. В других конструктивных решениях применяется блок тарельчатых пружин, изменяющий длину телескопического звена, связанного с гидравлическим забойным двигателем, и его производительная работа, рассмотрена в публикации US 2007/0000696.
[5] Для решения указанных проблем настоящим изобретением создан простой способ регулирования осевой нагрузки, прикладываемой на фрезу при ее работе. Конструкция является модульной для обеспечения изменения прилагаемого усилия при фрезеровании. Вначале фреза должна войти в контакт с материалом, подлежащим фрезерованию. Когда осевая нагрузка прикладывается к фрезе, блок тарельчатых пружин должен сжиматься до контакта окружающей втулки или башмачной трубы с материалом, подлежащим фрезерованию. Когда окружающая втулка или башмачная труба входит в контакт, можно прикладывать дополнительную осевую нагрузку, но только заданная осевая нагрузка должна передаваться на фрезу через тарельчатые пружины. При продвижении фрезы тарельчатые пружины поддерживают заданную нагрузку до полного их высвобождения в результате перемещения фрезы.
[6] В идеале в модулях должно блокироваться достаточное число тарельчатых пружин для обеспечения завершения фрезерования первой фрезерующей компоновкой. Если указанное невозможно, фрезерующую компоновку можно извлечь из скважины и установить более короткую юбку или измененные блоки тарельчатых пружин в следующей фрезерующей компоновке для обеспечения дополнительной проходки в материале, подлежащем фрезерованию. Использование окружающей втулки для установки на деталь, подлежащую резке, и ее расположение вблизи места резки обеспечивает ее действие в качестве центратора фрезы, когда фреза работает. Специалисту в данной области техники должны стать понятны другие аспекты изобретения при знакомстве с подробным описанием предпочтительного варианта осуществления и прилагаемыми чертежами с учетом того, что полный объем изобретения приведен в прилагаемой формуле изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[7] Устройство связывается со скважинным инструментом для регулирования осевой нагрузки, которую можно устанавливать на инструменте при работе инструмента. Кожух крепится к колонне, которая несет инструмент с внутренними модульными смещающими компонентами, инструмент для спуска в скважину выходит из кожуха. При встрече с опорой для инструмента дополнительная установленная осевая нагрузка сжимает смещающие компоненты для хода заданной длины, определяемой кожухом, встающим на опору. Если инструмент является фрезой, его работа осуществляется под смещающим усилием при продвижении фрезы в разрезаемую или фрезеруемую деталь при заданном давлении. Когда фреза достигает полного выдвижения из кожуха, процесс можно повторить до завершения фрезерования. Кожух также центрирует фрезу во время фрезерования.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
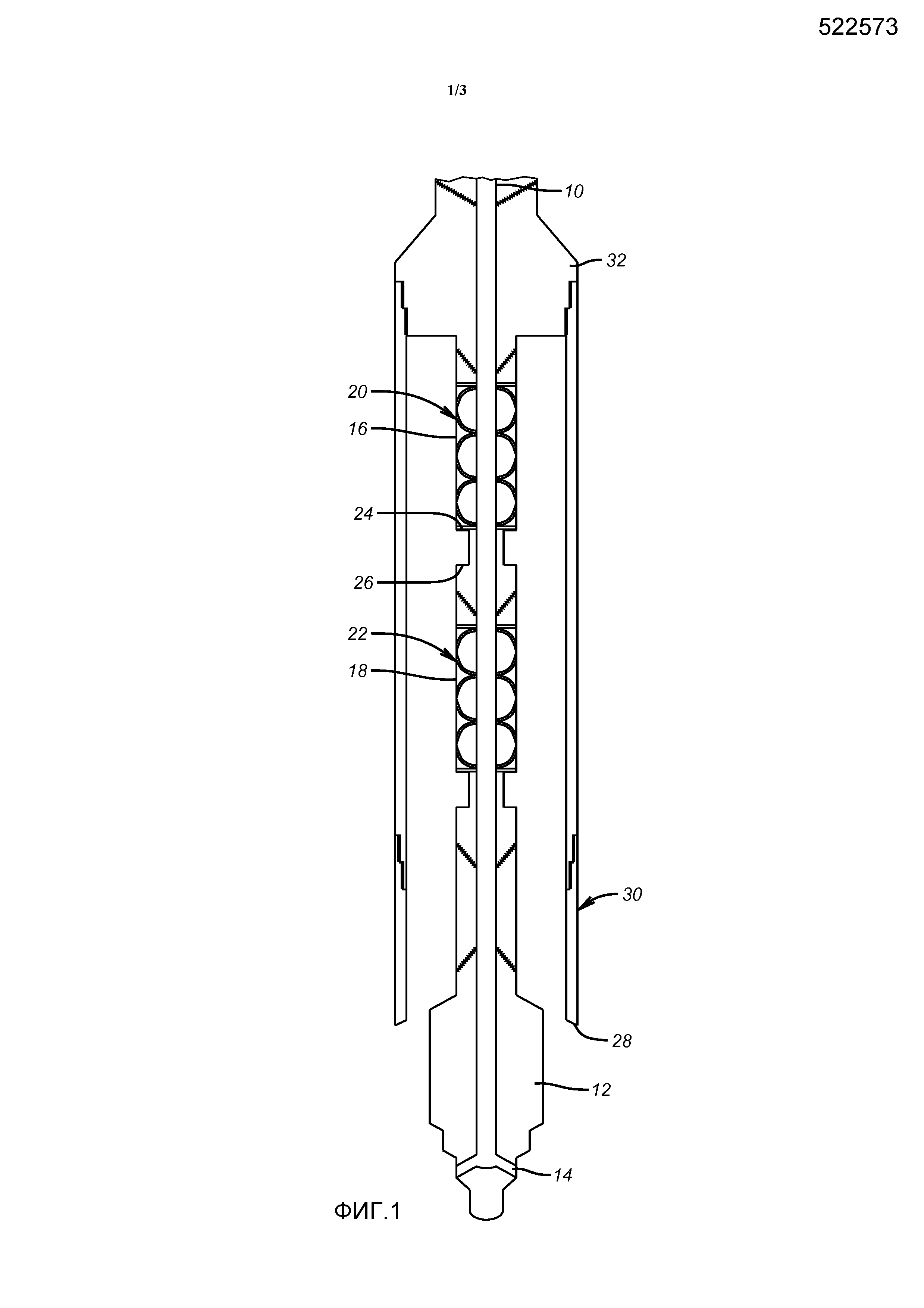
[8] На Фиг. 1 схематично показано устройство для фрезерования в положении для спуска в скважину.
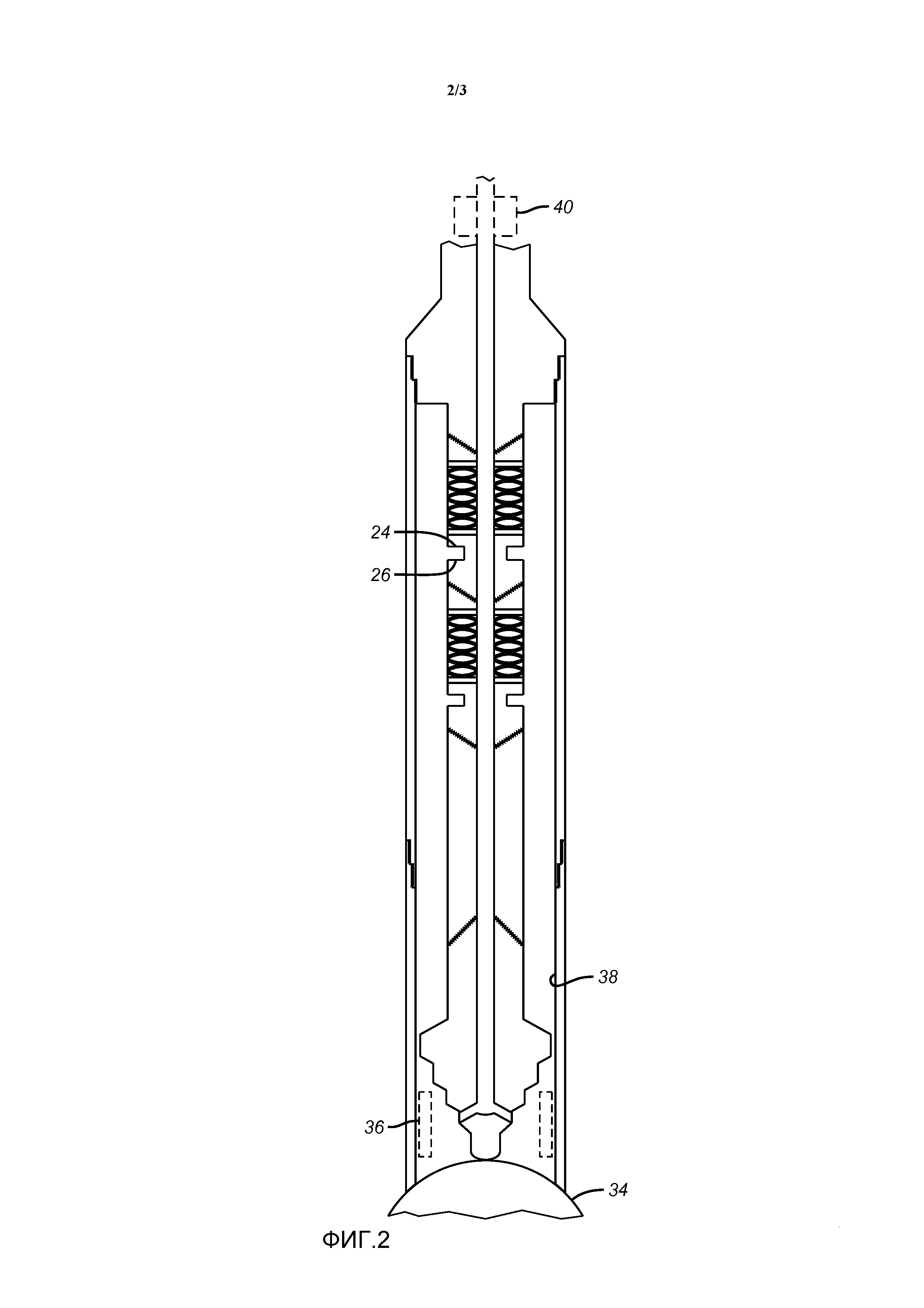
[9] На Фиг. 2 показано устройство Фиг. 1 во время фрезерования.
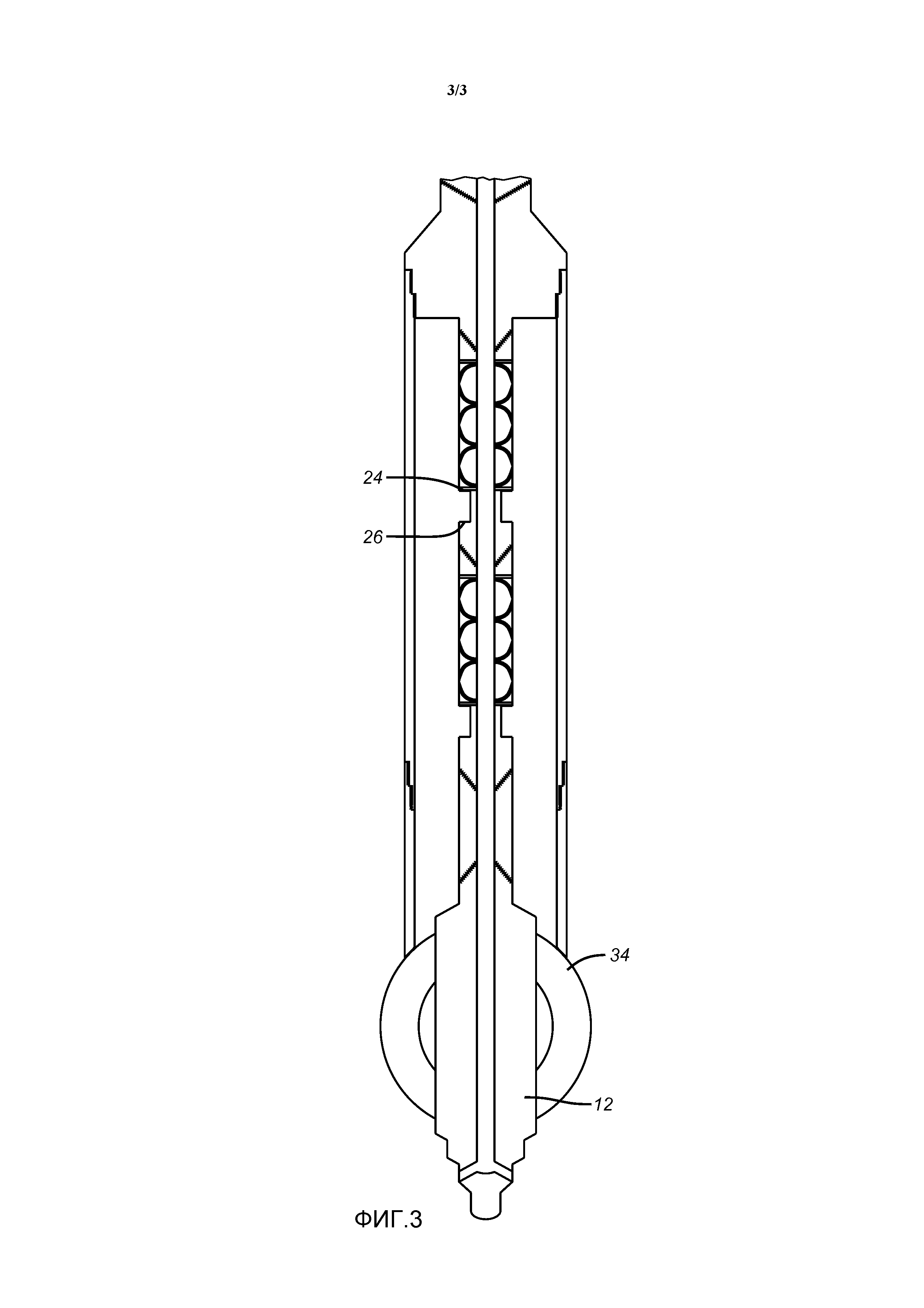
[10] На Фиг. 3 показано устройство Фиг. 2 в положении по завершении фрезерования, прошедшее через шар в изолирующем клапане.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
[11] КНБК 10 схематично показана над позициями, представляющими интерес по настоящему изобретению. Инструмент 12, который в предпочтительном варианте осуществления является фрезой с каналами 14 для циркуляции текучей среды, удаляющей шлам, показан в самой нижней части на КНБК 10. Фреза 12 показaна, как пример, поскольку изобретение можно применять с различными инструментами, которые могут фактически выполнять или не выполнять резку или фрезерование. Соответственно конструктивное решение фрезы 12 не является частью настоящего изобретения, но служит примером предпочтительного применения изобретения.
[12] КНБК содержит модульные телескопические узлы 16 и 18. Хотя показаны два, один или несколько таких узлов можно использовать. Предпочтительно каждый модуль имеет смещающий компонент, например позиции 20 и 22, которые предпочтительно являются блоками тарельчатых пружин, хотя их эквиваленты также являются приемлемыми. Эквивалентными смещающими элементами могут являться сжимаемый газ или пружины других типов. Блоки тарельчатых пружин являются предпочтительными для приложения постоянного усилия, поскольку пружины возвращаются в свое разжатое положение. Зазор между поверхностями 24 и 26 на Фиг. 1 в положении для спуска в скважину показывает имеющийся ход. Для спуска в скважину поверхности 24 и 26 находятся на максимальном расстоянии, их разделяющем, компоненты 20 и 22 находятся в разжатом положении. В данный момент фреза 12 также выступает за пределы конца 28 кожуха 30, как показано на Фиг. 1. Кожух 30 имеет верхний переводник 32, закрепленный на КНБК 10 таким способом, что, когда фреза 12 встает на объект, подлежащий фрезерованию, например шар 34 изолирующего пласт клапана, продвижение вперед фрезы 12 останавливается. Вместе с тем верхний переводник может дополнительно продвигаться, по существу выполняя ход телескопических компонентов, при этом поверхность 24 каждого модульного узла 16 или 18 перемещается ближе к поверхности 26, но предпочтительно не входит в контакт с ней. Предел перемещения задается нижним концом 28, входящим в контакт с шаром 34, как показано на Фиг. 2. Аналогично срабатывает каждый модуль, при этом число используемых модулей определяется расчетной предварительной нагрузкой, требуемой на фрезе 12 для фрезерования шара 34. Модули 16 или 18 необязательно должны иметь идентичные блоки смещающихся компонентов 20 или 22, при этом блоки тарельчатых пружин являются предпочтительными по создаваемой нагрузке при весьма коротком ходе.
[13] На Фиг. 2 показан кожух 30 в положении вокруг фрезы 12 при начале фрезерования. Поскольку шар 34 является закругленным, кожух 30 располагается вокруг фрезы 12 и устанавливается на шар 34, при этом поскольку некоторая осевая нагрузка действует на кожух 34, присутствие кожуха 34 обеспечивает центрирование фрезы 12 кожухом во время фрезерования. В кожухе 34 схематично показаны отверстия 36, обеспечивающие циркуляцию потока с шламом, удаляемым от фрезеруемого шара 34. Данные отверстия могут иметь любую форму и число, не нарушающие конструктивной прочности кожуха 34. Внутренней поверхности 38 кожуха или башмачной трубы 30 может придаваться повышенная прочность в окрестности фрезы 12, здесь может применяться втулка повышенной прочности, или альтернативно фреза может иметь периферийное кольцо из мягкого материала, например латуни, все с целью уменьшения износа башмачной трубы 30 при выполнении центрирующей функции.
[14] По ходу фрезерования фреза 12 продвигается вперед и смещающие узлы 18 и 20 выдвигаются, поддерживая нагрузку на фрезу 12 с уходом поверхности 26 от теперь стационарной поверхности 24, которая закреплена благодаря установке нижнего конца 28 башмачной трубы 30 на шаре 34, когда фреза 12 врезается в него, как показано на Фиг. 3.
[15] На Фиг. 2 показано, что в горизонтальных вариантах применения, где осевая нагрузка от веса, направленная вниз, не должна работать, для сжатия узлов 18 и 20 возможно применение гидравлического поршня 40, который схематично показан, управляемого давлением для приведения в действие узлов 18 и 20, аналогично их приведению в действие под действием веса, как показано на Фиг. 1.
[16] Хотя фреза показaна, как инструмент, предпочтительный для применения изобретения, возможно применение других инструментов, где для работы требуется заданная предварительная нагрузка в соединении с аксиальным перемещением или перемещением другого вида.
[17] Выше приведено описание примера предпочтительного варианта осуществления изобретения, и многие его модификации могут выполняться специалистом в данной области техники без отхода от объема изобретения, определенного формулой изобретения.
Способ обработки ствола скважины, имеющего кольцевую изолирующую систему
Составы для обработки скважин с замедленным высвобождением для использования в жидкостях для обработки скважин
Термофильная маннаногидролаза и содержащие ее жидкости разрыва
Состоящее из сегментов складывающееся гнездо шара, обеспечивающее извлечение шара
Система и способ позиционирования компоновки низа бурильной колонны в горизонтальной скважине
Устройство и способы предоставления информации об одной или более подземных переменных
Способы и системы обработки скважины
Высокопроницаемый расклинивающий агент для гидроразрыва
Уплотнительные устройства для герметизации поверхностей стенки ствола скважины и способы их установки в стволе скважины
Текучая среда для обслуживания скважин
Система анкерного крепления и изоляции в стволе скважины
Способ обработки ствола скважины, имеющего кольцевую изолирующую систему
Составы для обработки скважин с замедленным высвобождением для использования в жидкостях для обработки скважин
Термофильная маннаногидролаза и содержащие ее жидкости разрыва
Состоящее из сегментов складывающееся гнездо шара, обеспечивающее извлечение шара
Система и способ позиционирования компоновки низа бурильной колонны в горизонтальной скважине
Устройство и способы предоставления информации об одной или более подземных переменных
Способы и системы обработки скважины
Высокопроницаемый расклинивающий агент для гидроразрыва
Уплотнительные устройства для герметизации поверхностей стенки ствола скважины и способы их установки в стволе скважины

