Результат интеллектуальной деятельности: Способ токарной обработки
Вид РИД
Изобретение
Изобретение относится к области обработки материалов резанием, преимущественно для токарной обработки деталей из хрупких материалов с повышенными требованиями к качеству обрабатываемых поверхностей.
Известны методы вибрационной обработки лезвийным инструментом деталей на металлорежущих станках. Суть этих методов заключается в сообщении колебательных движений самому режущему инструменту. Это позволяет повышать качество обработки и снижает силы резания (Кумабэ Д. Вибрационное резание. - М.: «Машиностроение». 1985. 424 с.).
Общим недостатком этих методов и устройств является необходимость оснащения инструментального узла станка вибраторами. Это снижает жесткость упругой системы станка, уменьшает его универсальность. Для получения эффекта в виде уменьшения сил резания и улучшения качества поверхности приходится существенно уменьшать скорость резания, резко снижая производительность.
Наиболее близким (прототип) к заявленному изобретению по технической сути является известный из уровня техники способ вибрационной обработки деталей резанием, включающий относительное перемещение обрабатываемой детали и режущего инструмента с одновременной подачей в зону резания на переднюю поверхность режущего инструмента смазочно-охлаждающей технологической среды, подвергаемой вибрационному воздействию, при этом режущий инструмент снабжают дополнительной вибрирующей пластиной, выполненной в виде продолжения передней поверхности режущей пластины, на которую направляют сходящую стружку и которой сообщают вибрации в диапазоне частот от 1 кГц до 40 кГц, при этом смазочно-охлаждающую технологическую среду и сходящую стружку подвергают вибрационному воздействию в указанном диапазоне частот, а смазочно-охлаждающую технологическую среду в зону резания подают свободным поливом (Патент РФ №2510311 С1, опубл. 27.03.2014).
К основным недостаткам прототипа следует отнести его низкую эффективность при обработке хрупких материалов, например оптического стекла. Подобные материалы при отделении стружки склонны образовывать хрупкие трещины, стружка формируется в виде мелких частиц, воздействие на которые вибрирующей накладки не дает должного эффекта относительно повышения качества поверхностного слоя (чистота поверхности, количество микротрещин).
Задача предлагаемого технического решения - снижение образования хрупких трещин в процессе обработки хрупких материалов.
Технический результат - повышение качества обработки.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе токарной обработки, включающем относительное перемещение обрабатываемой детали и режущего инструмента с одновременной подачей в зону резания смазочно-охлаждающей технологической среды, подвергаемой вибрационному воздействию в диапазоне частот от 1 до 40 кГц, согласно изобретению смазочно-охлаждающая технологическая среда подается на необработанную поверхность детали в зону начала пластических деформаций при стружкообразовании по нормали к вектору скорости резания под напором, обеспечивающим давление смазочно-охлаждающей технологической среды на поверхность обрабатываемой детали в пределах упругой деформации материала обрабатываемой детали, целесообразно со стороны, противоположной зоне резания, на обрабатываемую деталь осуществлять противодавление с параметрами давления смазочно-охлаждающей технологической среды на обрабатываемую деталь.
Изобретение поясняется графическими материалами, где:
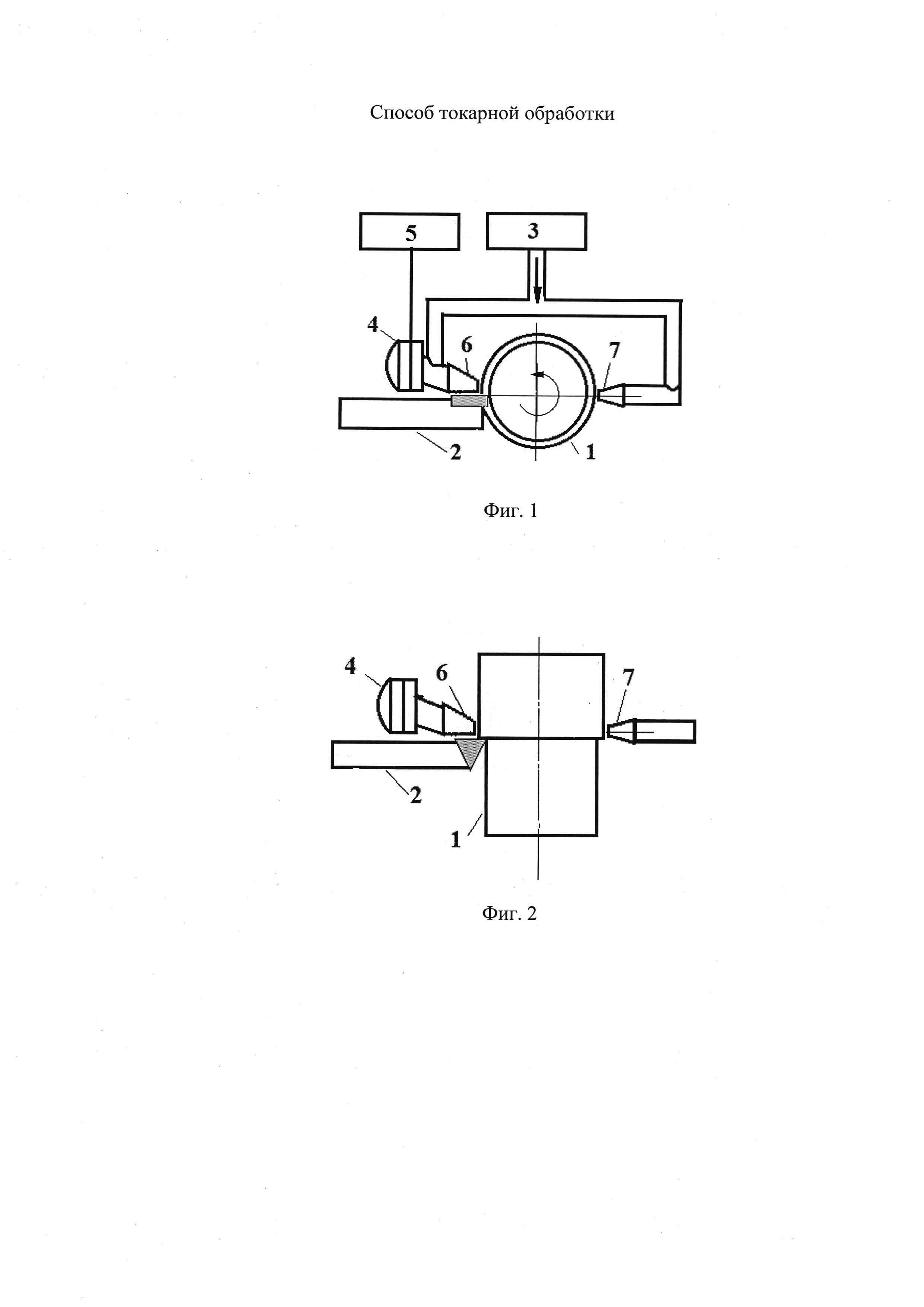
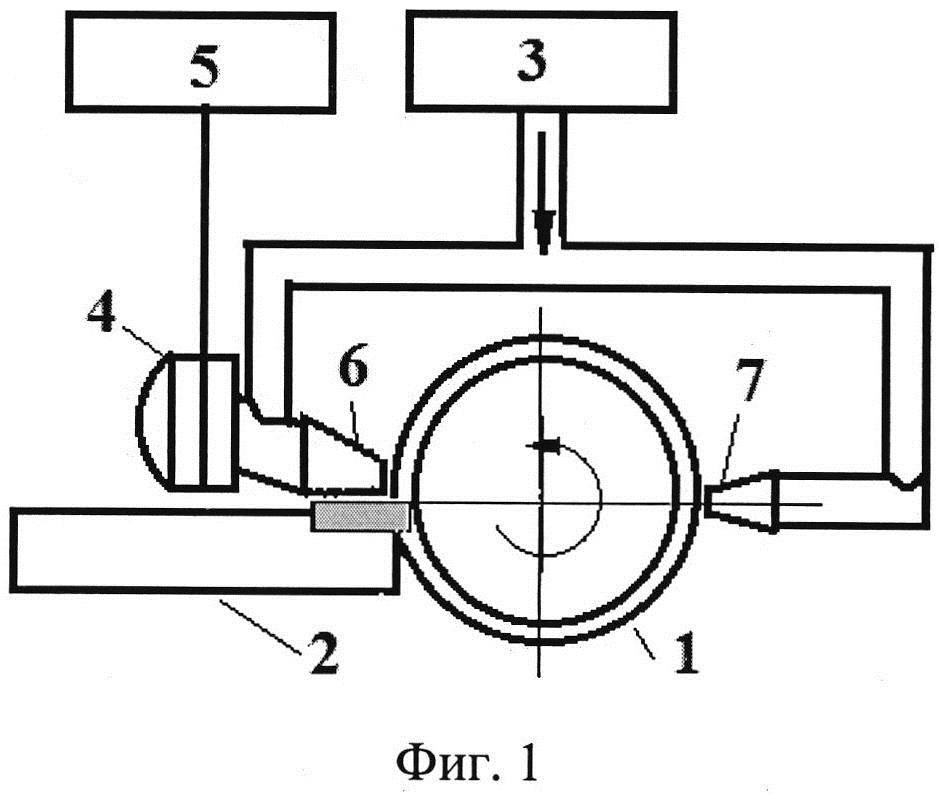
- на фиг. 1 представлена общая схема реализации заявленного способа;
- на фиг. 2 - другой вид на элементы общей схемы;
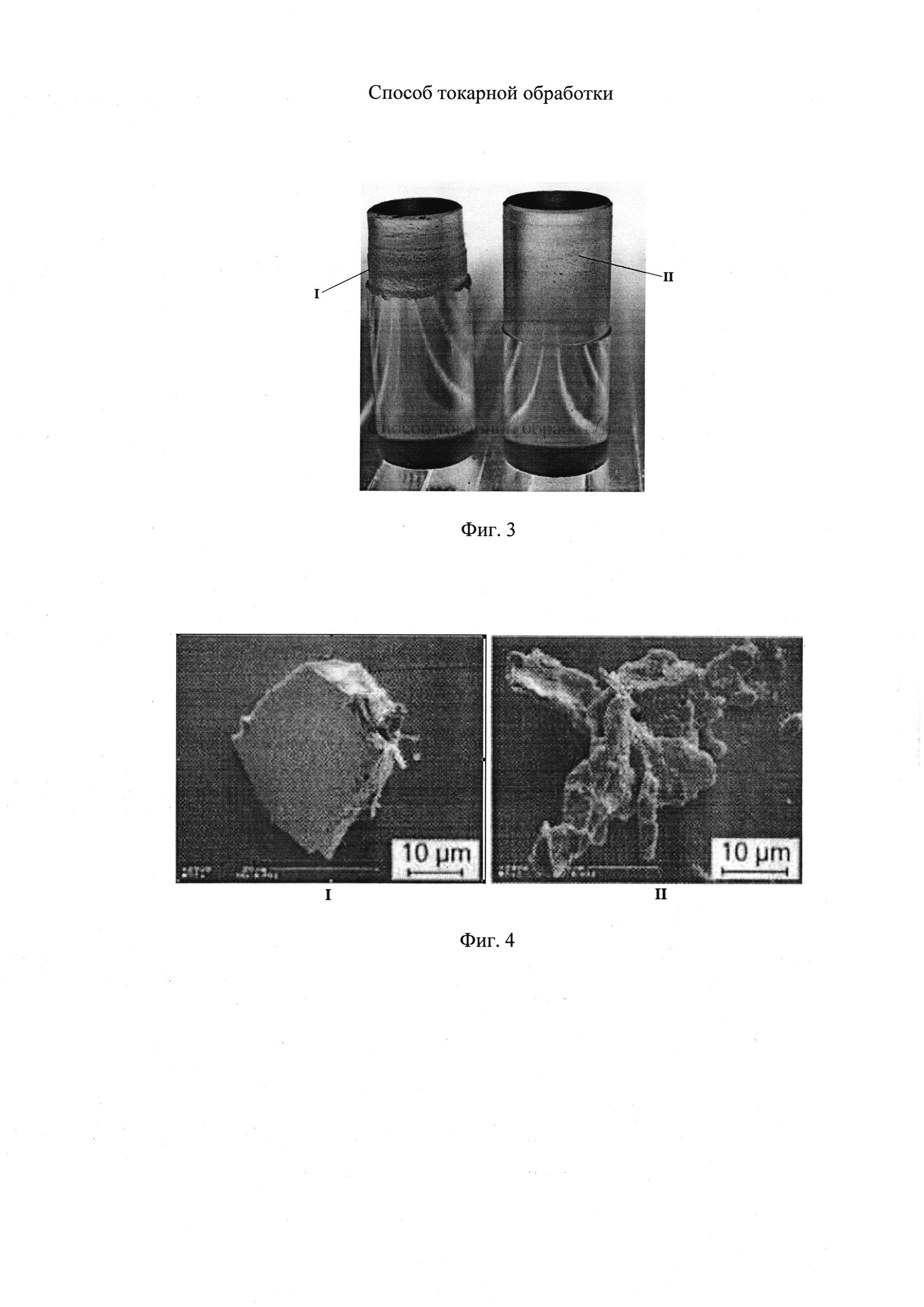
- на фиг. 3 и 4 - фотографии с результатами экспериментальной проверки предлагаемого способа.
В основу предлагаемого способа был положен тот факт, что формирование хрупких или вязких трещин при лезвийной обработке зависит от соотношения нормальных и касательных напряжений, формируемых в обрабатываемом материале при взаимодействии с режущей кромкой (Козочкин М.П. Исследование процесса резания в условиях автоколебаний. // Вестник машиностроения. 2015. №5). При превышении нормальными напряжениями предельного для данного материала значения происходит формирование хрупкой трещины. Хрупкие трещины в стекле опасны тем, что их траектория может отклоняться в тело поверхности заготовки и образовывать ответвления в виде микротрещин. Это снижает чистоту обработанной поверхности и формирует поверхностный слой детали, насыщенный микротрещинами. Такой слой требует его дальнейшего удаления, что приводит к снижению производительности и росту стоимости изделий. При лезвийной обработке стекла для получения качественного поверхностного слоя необходимо создать условия, когда касательные напряжения в окрестности режущей кромки достигают критического значения раньше, чем это сделают нормальные напряжения. В этом случае будут формироваться вязкие трещины и образовываться сливная стружка. Уменьшить образование хрупких трещин можно за счет создания дополнительной сжимающей нагрузки на обрабатываемый материал по нормали к направлению формирования трещин, т.е. по нормали к вектору скорости резания около режущей кромки инструмента.
Принцип реализации предлагаемого способа вибрационной обработки резанием деталей из хрупких материалов заключается в следующем.
Вначале осуществляется настройка системы подачи СОТС и режимов резания на обработку поверхности из хрупкого материала. Для получения сливной стружки при обработке, например, оптического стекла необходимо иметь высокоточное технологическое оборудование с высокой жесткостью упругой системы. Только тогда удается выдерживать постоянство глубины резания, которая обычно находится в пределах 0,05 мм. Вибрационное воздействие на поверхность материала облегчает отделение материала и уменьшает размеры хрупких трещин, но не гарантирует получение для таких материалов сливной стружки. То есть чистота поверхности повышается, но недостаточно, особенно для задач оптического применения. Для компенсации растягивающих напряжений, к которым так чувствительны хрупкие материалы, на поверхности детали, примыкающей к режущей кромке в начале зоны стружкообразования, необходимо создать дополнительное нормальное давление, сжимающее поверхность, тем самым компенсирующее растягивающие напряжения, всегда возникающие под действием режущей кромки на отделяемый материал. Поскольку поверхность детали движется относительно режущего инструмента, то такое давление нельзя создавать с помощью упругих элементов, располагающихся, например, на инструментальном узле. Давление с помощью струи жидкости - вполне приемлемый вариант. Жидкость может быть обычной водой, вариантом традиционной СОТС и вариантом более вязких масел. Создание небольшого зазора между соплом и поверхностью детали обеспечивает минимальный расход жидкости, облегчает поддержание постоянного давления выходящей жидкости на поверхность детали. Необходимое давление подбирается в пределах упругой деформации обрабатываемого материала, исходя из условия наиболее полной компенсации растягивающих напряжений (устанавливается экспериментально для конкретных: пара инструмент-деталь, используемая СОТС, режимы резания и т.п.). Давление за пределами упругой деформации для хрупких материалов приводит к их разрушению, т.е. к неконтролируемому процессу резания и трещинообразованию. Поскольку жидкость тоже является упругой средой, то вибрационное воздействие на материал детали можно создавать за счет воздействия вибратором на эту жидкость. В этом случае технологическое оборудование избавляется от необходимости встройки вибраторов в инструментальный узел, и исчезают ограничения на скорость резания.
Воздействие потока жидкости на обрабатываемую деталь по нормали к вектору скорости резания (в частном случае - радиально по отношению к обрабатываемой детали) может давать искажение геометрических форм и ухудшать точность обработки. Это относится к деталям, имеющим изначально невысокую жесткость. Для компенсации такого усилия, создаваемого потоком СОТС, в описываемом способе предложено со стороны, противоположной зоне резания, на обрабатываемую деталь осуществлять противодавление с параметрами давления смазочно-охлаждающей технологической среды на обрабатываемую деталь, например устанавливать второе сопло, располагаемое оппозитно первому соплу. Это сопло действует на деталь с усилием, подобным усилию, создаваемому первым соплом, но направленным в противоположную сторону. Такое решение позволяет минимизировать искажение геометрических форм и ухудшение точности обработки.
Более подробно заявленный способ вибрационной обработки резанием деталей из хрупких материалов раскрывается и поясняется на примере реализации способа с иллюстрацией графическими материалами заявки.
Заявленный способ может быть реализован устройством (фиг. 1 и фиг. 2), содержащим обрабатываемую деталь 1, режущий инструмент 2, гидроагрегат 3, пьезовибратор 4, питаемый от генератора колебаний 5, первое сопло 6, подающее СОТС от гидроагрегата 3 на поверхность детали в районе режущей кромки, второе сопло 7, создающее компенсирующее воздействие на деталь 1 со стороны, противоположной действию силы от первого сопла 6. При обработке детали с переменным диаметром для использования второго сопла необходимо иметь дополнительный управляемый от системы ЧПУ суппорт или другое управляемое приспособление, позволяющее перемещать второе сопло 7 в радиальном направлении в сторону, противоположную перемещению первого сопла 6 вместе с режущим инструментом 2. Вибратор 4 встраивается в трубопровод для подвода СОТС на участке, приближенном к первому соплу 6. Вибрации передаются движущейся жидкости и от нее к поверхности детали. Вибрационное воздействие позволяет разблокировать источники дислокаций в поверхностном слое детали, что облегчает сдвиговые деформации, с помощью которых формируется сливная стружка. Т.е. критическое значение касательных напряжений понижается, уменьшая вероятность возникновения хрупких трещин.
Таким образом, предлагаемый способ при правильно подобранном сочетании давления СОТС и частоты создаваемых вибратором колебаний обеспечивает снижение критического значения касательных напряжений в формируемой стружке и повышение критического значения растягивающих напряжений при образовании стружки. Эти меры способствуют смещению процесса формирования стружки в сторону вязких трещин, дающих сливную стружку. В результате повышается чистота поверхности и получается поверхностный слой без микротрещин.
Ниже приведены результаты предварительного эксперимента, подтверждающего осуществимость заявленного способа токарной обработки с достижением заявленного технического результата. Эксперимент проводился на высокоточном токарном станке мод. МК6510Ф4, где применялись аэростатические подшипники и направляющие. Обрабатывались цилиндрические заготовки из кварцевого стекла марки КУ-2 диаметром 20 мм. В качестве режущего инструмента использовались пластины Secomax-PCD с напаянными наконечниками из поликристаллического алмаза. Режимы резания: скорость резания 3,5 м/мин, подача 0,05 мм/об., глубина резания 0,01 мм. В качестве СОТС использовалась вода, поступающая из гидравлической системы на поверхность заготовки в зоне контакта через отверстие диаметром 2 мм, создавая давление на поверхности около 0,4 кГ/мм2. Вибрации в поступающей СОТС создавались с помощью биморфной пластины, состоящей из двух склеенных пьезопластин с противоположно направленными электрическими осями. Биморфный пьезоэлемент располагался перпендикулярно потоку жидкости, поступающей в зону резания на расстоянии 36 мм от поверхности заготовки, что составляло половину длины волны в воде при частоте вибраций 20 кГц. На фиг. 3 показаны фотографии двух заготовок из литого стекла. Заготовка I обрабатывалась без применения радиальной нагрузки с помощью подаваемой жидкости, заготовка II обрабатывалась с применением давления на поверхность заготовки в зоне резания. Чистота поверхности заготовки I составляла Ra=0,4 мкм, у заготовки II Ra=0,1 мкм. На фиг. 4 показаны фотографии получаемой стружки. Если у заготовки I стружка отделялась в виде отдельных крупинок, то стружка у заготовки II по форме уже напоминала сливную стружку. Для дальнейшего повышения качества обработанной поверхности необходимо выбрать наиболее благоприятные сочетания всех факторов, влияющих на качество обработки. Наиболее значимым фактором можно считать давление на поверхность заготовки со стороны поступающей жидкости. Его увеличение должно положительно сказаться на форме получаемой стружки и качестве поверхности.
Изобретение может быть использовано, помимо прочего, для обработки резанием изделий из оптического стекла, кремния и т.п. материалов, применяемых в оптической и электронной промышленности для изготовления, например, асферических линз и других изделий из хрупких материалов, где требуется высокая чистота поверхности и отсутствие микротрещин в поверхностном слое.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении может быть использован для токарной обработки деталей, преимущественно из хрупких материалов, к которым предъявляются высокие требования к качеству поверхностного слоя.
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ определения оптимальной скорости резания в процессе металлообработки
Способ диагностики шпиндельного узла
Способ позиционирования проволочного электрода на вырезных электроэрозионных станках
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Устройство адаптивного управления станком
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Пуансон для вытяжки полусферических деталей с плоским дном
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Пуансон для вытяжки полусферических деталей с плоским дном
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ оценки массы транспортного средства с электроприводом постоянного тока

