Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРОВ
Вид РИД
Изобретение
Изобретение относится к металлообработке, в частности к обработке деталей типа полых цилиндров преимущественно малых диаметров.
Известен способ обработки полых цилиндров (Проскуряков Ю.Г. Дорнование отверстий. - М. - Свердловск: МАШГИЗ, с. 111), при котором отверстие растачивают, а затем производят его дорнование однозубым дорном с натягом до 1% от диаметра отверстия.
Недостатком известного способа обработки полых цилиндров является то, что его нельзя использовать для обработки полых цилиндров с глубоким отверстием малого диаметра (d≤5 мм, l/d≥3, где l - глубина отверстия), так как растачивание такого отверстия становится практически невозможным.
Известен способ обработки полых цилиндров (Скворцов В.Ф., Арляпов А.Ю. Дорнование глубоких отверстий малого диаметра. - Томск: Изд-во ТПУ, 2005, с. 74-76), взятый в качестве прототипа, при котором отверстие сверлят спиральным сверлом, а затем осуществляют дорнование отверстия с натягом не менее 5% от его диаметра путем последовательного проталкивания однозубых дорнов возрастающего диаметра.
Недостатком известного способа обработки полых цилиндров является чрезмерно высокий уровень вызываемых дорнованием остаточных напряжений. Окружные сжимающие остаточные напряжения у поверхности отверстия близки к пределу текучести σ0,2 материала цилиндров. При эксплуатации происходит релаксация и перераспределение остаточных напряжений, которые сопровождаются деформациями и снижением точности полых цилиндров.
Задача изобретения - снижение остаточных напряжений в обработанных дорнованием полых цилиндрах.
Решение поставленной задачи достигается тем, что в способе отработки полых цилиндров, при котором сверлят отверстие спиральным сверлом и осуществляют путем последовательного проталкивания однозубых дорнов возрастающего диаметра дорнование отверстия по схеме сжатия с натягом не менее 5% от его диаметра, после дорнования с указанным натягом удаляют наплывы металла на торцах цилиндров, производят их осевое пластическое сжатие со степенями деформации 0,5…1,5%, а затем дополнительно выполняют дорнование отверстия по схеме сжатия с натягом до 1% от его диаметра путем проталкивания однозубого дорна.
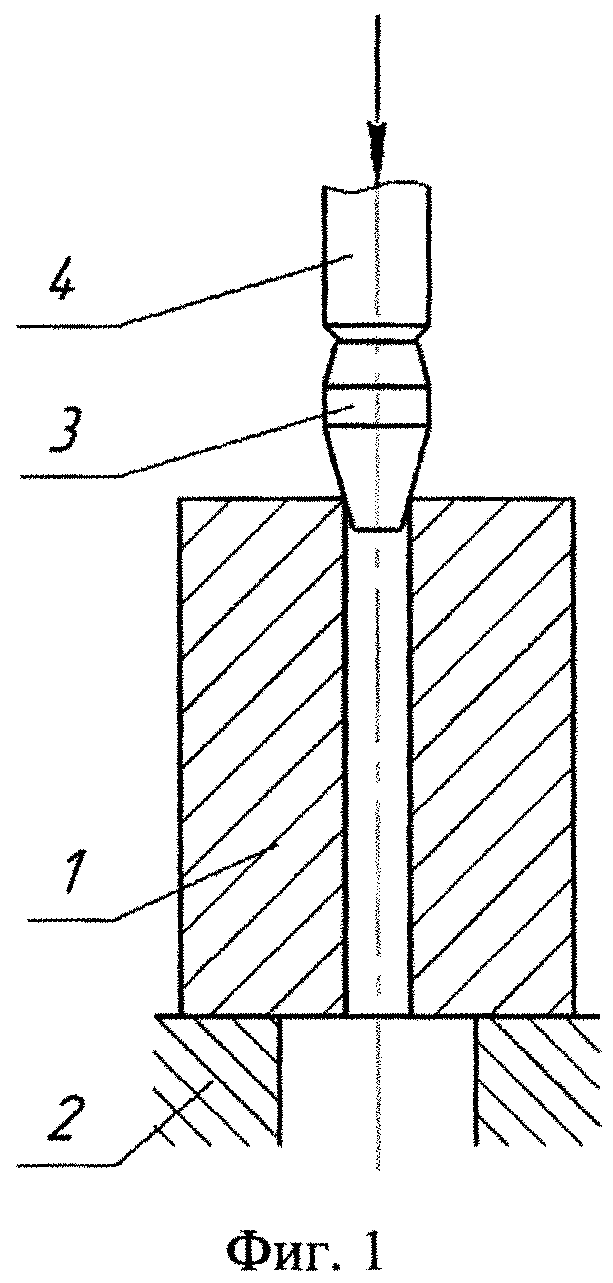
На фиг. 1 и 2 представлена схема основных операций, предусмотренных предлагаемым способом. На фиг. 1 изображена схема дорнования отверстия полого цилиндра, на фиг. 2 - схема его пластического сжатия. На фиг. 1 и 2 обозначено: 1 - полый цилиндр; 2 - жесткая опора; 3 - дорн; 4 - толкатель дорна; 5 - неподвижная плита; 6 - подвижная плита (направление рабочего перемещения дорна и подвижной плиты показано стрелками).
Предлагаемый способ осуществляют следующим образом. В цилиндрах спиральным сверлом сверлят отверстие. Далее производят дорнование отверстия цилиндров по схеме сжатия путем последовательного проталкивания однозубых дорнов возрастающего диаметра. При этом для обеспечения высокой точности отверстия, малой шероховатости его поверхности и практически максимально достижимого упрочнения поверхностного слоя натяг дорнования принимают не менее 5% от диаметра отверстия, который распределяют между дорнами в соответствии с известными рекомендациями, уменьшая натяг от первого дорна к последнему (Проскуряков Ю.Г. Технология упрочняюще-калибрующей и формообразующей обработки металлов. - М.: Машиностроение, 1971, с. 80-82). После этого с торцов цилиндров удаляют образовавшиеся при дорновании наплывы металла, например, путем плоского шлифования, а затем для снижения возникающих при дорновании с указанным натягом чрезмерно высоких остаточных напряжений в цилиндрах последние подвергают осевому пластическому сжатию со степенями деформации 0,5…1,5%. Для повышения точности отверстий после пластического сжатия полых цилиндров и формирования вокруг отверстий сжимающих окружных остаточных напряжений, значительно меньших предела текучести σ0,2 материала цилиндров, дополнительно выполняют дорнование отверстий по схеме сжатия с натягом до 1% от его диаметра путем проталкивания однозубого дорна.
Предлагаемый способ испытан при обработке полых цилиндров из стали 50 (σ0,2=470 МПа). Диаметр отверстия цилиндров составлял 5 мм, их наружный диаметр 15 мм, длина 30 мм. Для испытаний использовано 15 цилиндров. Отверстия в цилиндрах получают путем сверления спиральным сверлом на токарном станке. Дорнование отверстий выполняют по схеме сжатия однозубыми дорнами из твердого сплава ВК8 с помощью специального приспособления на универсальной испытательной машине УМЭ-10ТМ. Углы конусов дорнов составляют 6°, ширина соединяющей их ленточки - 3 мм. Скорость дорнования составляет 50 мм/мин. В качестве смазочного материала применяют жидкость МР-7. Дорнование отверстий после сверления выполняют двумя дорнами: диаметром 5,250 мм и 5,298 мм. Возникшие после дорнования наплывы металла на торцах цилиндров удаляют путем плоского шлифования. Пластическое сжатие цилиндров выполняют при помощи специального приспособления на механическом прессе. Для снижения трения торцы полых цилиндров смазывают смесью жидкости МР-7 с дисульфидом молибдена. Дополнительное дорнование отверстий цилиндров осуществляют дорном диаметром 5,304 мм, при этом режимы и условия дорнования остаются такими же, как при дорновании отверстий после сверления.
Остаточные напряжения в цилиндрах определяют методом Закса с использованием формул И.А. Биргера (Биргер И.А. Остаточные напряжения. - М.: МАШГИЗ, 1963, с. 157-159). В соответствии с этим методом с внутренней поверхности цилиндров на электроэрозионном проволочно-вырезном станке с ЧПУ последовательно удаляют слои металла толщиной около 0,7 мм и измеряют возникающие при этом изменения наружного диаметра и длины цилиндров. Измерения диаметра наружной поверхности выполняют на ультраоптиметре фирмы «Carl Zeiss Jena» (ФРГ) с ценой деления 0,0002 мм. Длину цилиндров измеряют с помощью микрокатора с ценой деления 0,0005 мм, закрепленного на стойке. Диаметр отверстий полых цилиндров после предусмотренных предлагаемым способом операций измеряют нутромером фирмы «Carl Zeiss Jena» (ФРГ) с ценой деления 0,002 мм.
Результаты испытаний предлагаемого способа представлены в таблице. Причем в ней даны сведения только об окружных остаточных напряжениях, которые по абсолютной величине значительно превышают радиальные и осевые остаточные напряжения.
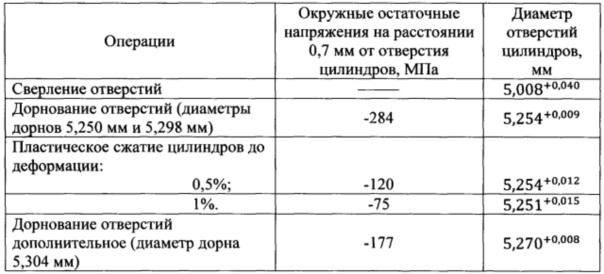
Из таблицы видно, что уже при пластическом сжатии цилиндров на 0,5% окружные остаточные напряжения по абсолютной величине снижаются с -284 МПа до -120 МПа. При пластическом сжатии на 1% эти напряжения становятся равными -75 МПа. При этом наряду со снижением окружных остаточных напряжений уменьшается точность диаметра отверстий: при сжатии на 0,5% рассеивание диаметров отверстий увеличивается с 0,009 мм до 0,012 мм, а при сжатии на 1% оно возрастает до 0,015 мм. При дополнительном дорновании отверстий точность отверстий восстанавливается (рассеивание его диаметров становится равным 0,008 мм), а окружные остаточные напряжения у поверхности отверстия независимо от степени деформации при сжатии составляют -177 МПа.
Таким образом, предлагаемый способ обработки полых цилиндров по сравнению с известным позволяет уменьшить по абсолютной величине окружные остаточные напряжения в них с -284 МПа до -177 МПа, то есть в 1,6 раза. Это дает возможность снизить деформации цилиндров при эксплуатации, повысить их точность и надежность.
Способ обработки полых цилиндров, включающий сверление отверстия спиральным сверлом и дорнование отверстия по схеме сжатия с натягом, равным не менее 5% от его диаметра, путем последовательного проталкивания однозубых дорнов возрастающего диаметра, отличающийся тем, что после дорнования удаляют наплывы металла на торцах цилиндров и производят их осевое пластическое сжатие со степенями деформации 0,5…1,5%, а затем дополнительно выполняют дорнование отверстия по схеме сжатия с натягом, равным до 1% от его диаметра, путем проталкивания однозубого дорна.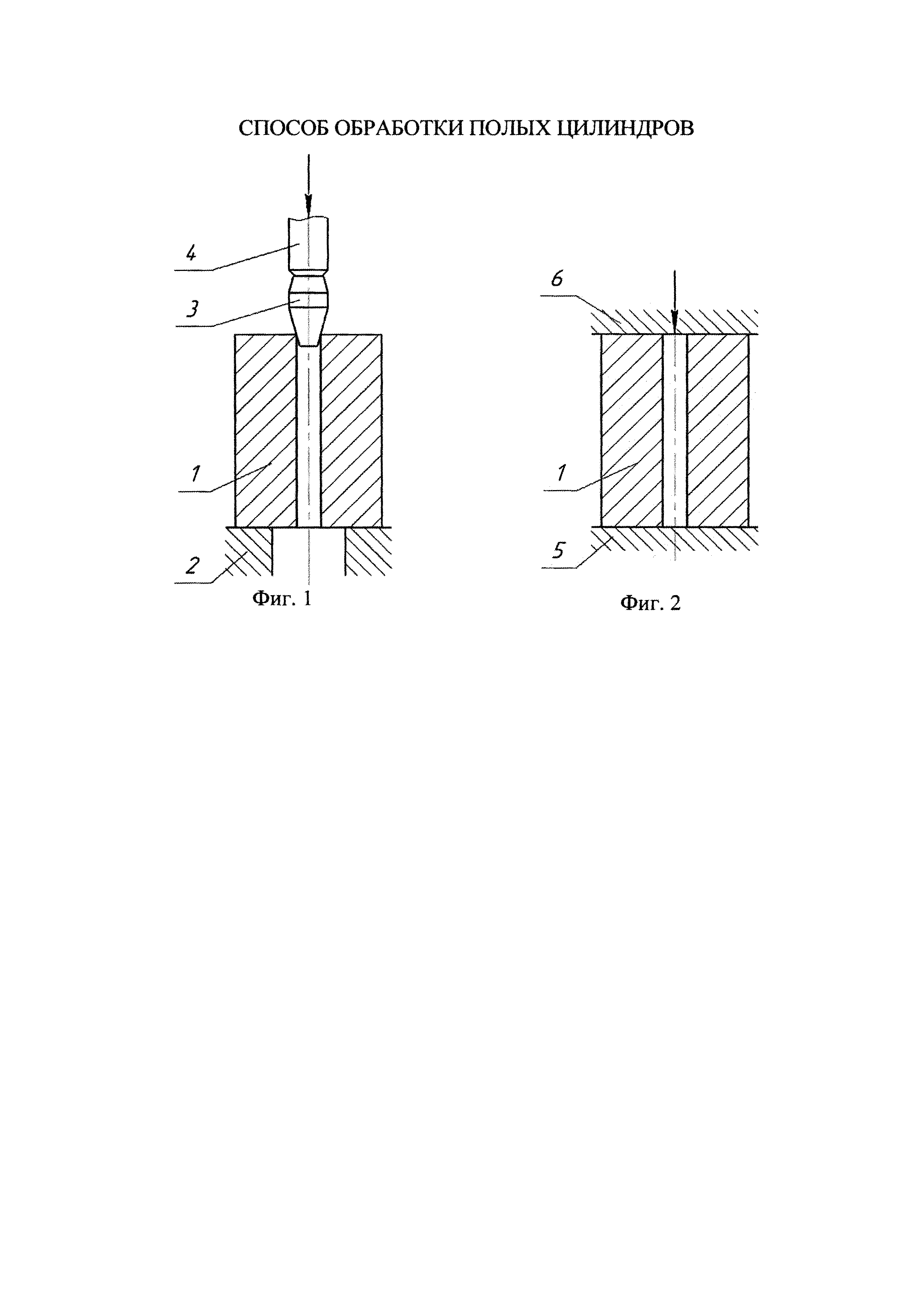
Установка плазмохимического синтеза наноразмерных порошков и используемый в ней циклон
Трёхосевой микромеханический акселерометр
Двухосевой микромеханический акселерометр
Устройство для измерения сопротивления изоляции
Способ рециклинга отходов гранатового песка от гидроабразивной резки
Устройство компенсации собственных колебаний иглы зонда сканирующего микроскопа
Тренажер
Способ определения параметров электродвигателя постоянного тока
Двухканальный сцинтилляционный счетчик ионизирующего излучения
Состав и способ получения материала, поглощающего электромагнитное излучение
Сварочная камера

