Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ И ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКОЙ
Вид РИД
Изобретение
Изобретение относится к производству труб большого диаметра, в частности к сварке сформованной цилиндрической заготовки.
Наведение лазерного луча на стык кромок при сварке сформованной трубной заготовки должно производиться с очень высокой точностью. Причиной этому является малый диаметр луча. При диаметре луча в зоне фокуса 0,4 мм погрешность наведения не должна превышать 0,1 мм. Сварку труб большого диаметра (от диаметра 503 мм) с толщиной стенки от 15 мм способны производить гибридные сварочные комплексы с лазерами мощностью более 15 кВт. Для обеспечения максимальной защиты оптических элементов сварочной головки к применению рекомендуются длиннофокусные системы зеркал (линз). Особенностью производства труб большого диаметра является сборка сформованной трубной заготовки технологическим (прихваточным) швом, скрывающим стык кромок снаружи заготовки. По этой причине наведение сварочной головки снаружи с заданной точностью является весьма затруднительным. Сварка кромок и наведение на их стык изнутри, где он не скрыт, накладывает ограничение на диаметр труб из за значительных габаритов головки.
Известен способ оценки состояния лазерной сварки (Патент JP Н10 - 76383), в котором лазерный луч воздействует на одну сторону стальной полосы, и при этом отслеживают излучение плазмы на другой стороне. Но это излучение рассеивается по широкой области и с помощью этого способа трудно точно обнаружить любые сдвиги позиции лазерного луча относительно продольных кромок.
Развитием упомянутого способа является способ изготовления стальной трубы лазерной сваркой (Патент RU №2456107 С1, кл. В21С 37/08, В21С 37/30, В23К 26/20, В23К 26/42, В23К 101/06), по которому шов варят путем воздействия на внешнюю поверхность лазерным лучом и отслеживают со стороны внутренней поверхности открытой трубы точку воздействия лазерного луча, которым облучают продольные края и при обнаружении сквозного проплавления снаружи до внутренней поверхности условия сварки не изменяют, а если не обнаруживают сквозного проплавления, условия сварки лазерным лучом изменяют, обеспечивая сварку со сквозным проплавлением. Однако по этому способу при уходе луча в сторону от стыка сквозное проплавление может прекратиться, а при изменении условий сварки - мощности лазерного луча и возобновлении проплавления положение дел не изменится - стык по прежнему останется в стороне от центра луча.
Известен способ сварки труб большого диаметра лазерной сваркой (Патент RU №2523406), в котором наведение сварочной головки производится снаружи, а слежение за стыком изнутри. Недостатком этого способа является организация сложной системы датчиков, суммарная погрешность которой в условиях реального производства не обеспечит требуемой точности.
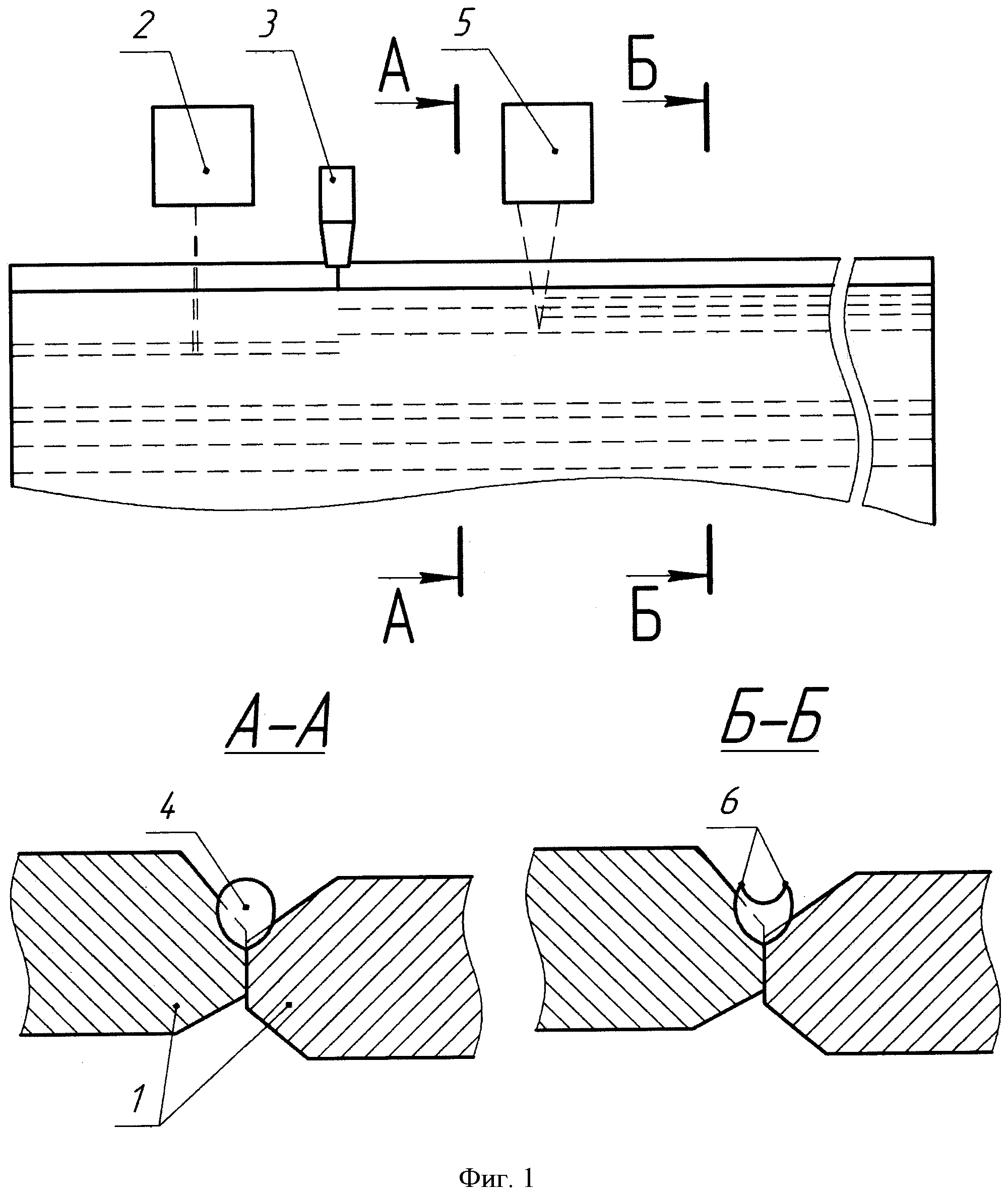
Предлагаемый способ сварки труб большого диаметра гибридной лазерно-дуговой сваркой предполагает производство сварки снаружи по предварительно наложенному прихваточному шву. Трубную заготовку (фиг.1) собирают в клети сборочно-сварочного стана, в которой стык кромок 1 контролируют сканирующим датчиком 2. С помощью этого датчика корректируют положение сварочной горелки 3, накладывающей прихваточный шов 4, и лазерной головки или механического инструмента 5, которыми наносят риску на прихваточном шве точно над стыком кромок непосредственно после наложения этого шва.
После нанесения риски производят гибридную лазерно-дуговую сварку корневого шва сварочной головкой, положение которой корректируют относительно стыка путем наведения сканирующего датчика на полученную риску.
Техническим результатом предлагаемого способа является реализация возможности наведения оптической сварочной головки на стык, скрытый технологическим швом, с заданной точностью.
Технический результат достигается тем, что наносимая риска расположена точно над стыком кромок, имеет глубину, не приводящую к разрушению технологического шва и раскрытию заготовки, а кромки риски обеспечивают ее распознавание триангуляционным датчиком, который обеспечивает наведение сварочной головки при наложении шва с наружной стороны гибридной лазерно-дуговой сваркой.
Предлагаемый способ позволит избежать появления недопустимых дефектов в виде непроваров и несплавлений кромок в сварных швах при гибридной лазерно-дуговой сварке, которые могут возникать при отклонении лазерного луча от стыка кромок.
Способ сварки труб большого диаметра, включающий выполнение прихваточного шва и гибридную лазерно-дуговую сварку стыка, в процессе которой осуществляют слежение за стыком кромок, отличающийся тем, что прихваточный шов выполняют сварочной горелкой с одновременным слежением за стыком кромок с помощью сканирующего датчика, расположенного перед сварочной горелкой, непосредственно после сварки прихваточного шва осуществляют нанесение на него риски посредством лазерного луча или механического инструмента, положение которых корректируют посредством упомянутого датчика, а после нанесения риски осуществляют гибридную лазерно-дуговую сварку корневого шва сварочной головкой, положение которой корректируют относительно стыка путем наведения упомянутого датчика на полученную риску.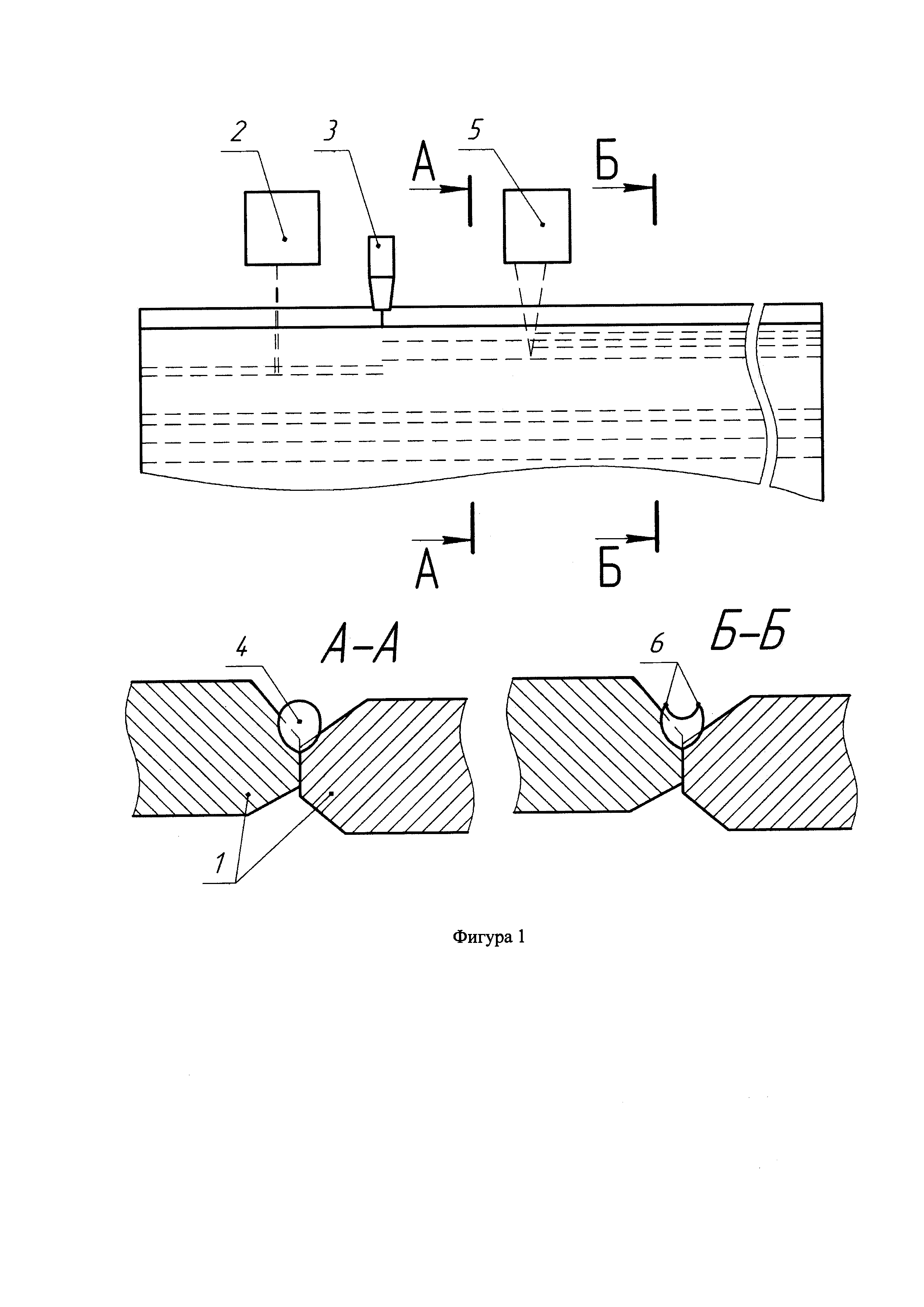
Способ изготовления труб сваркой
Способ сварки труб методом лазерной сварки
Способ гибридной лазерно-дуговой сварки продольного шва трубы
Способ лазерной или лазерно-дуговой сварки труб
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ подготовки стыка кромок трубной заготовки под лазерную сварку
Способ сварки продольных швов труб
Способ гибридной лазерно-дуговой сварки
Способ сварки стыковых соединений
Стан для сборки и сварки прямошовных труб
Способ изготовления труб сваркой
Способ сварки труб методом лазерной сварки
Способ гибридной лазерно-дуговой сварки продольного шва трубы
Способ лазерной или лазерно-дуговой сварки труб
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ подготовки стыка кромок трубной заготовки под лазерную сварку
Способ сварки продольных швов труб
Способ гибридной лазерно-дуговой сварки
Способ сварки стыковых соединений
Стан для сборки и сварки прямошовных труб

