Результат интеллектуальной деятельности: КОМПРЕССИОННОЕ ФОРМОВАНИЕ КВАЗИИЗОТРОПНЫХ ХЛОПЬЕВ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится в основном композитным материалам и, более конкретно, к компрессионному формованию квазиизотропных хлопьев композитного материала.
Уровень техники
Детали для ЛА, автомобилей, других средств передвижения и/или других устройств, систем или конструкций могут быть изготовлены из металлов и/или сплавов, таких как алюминий, сталь, титан и прочие. Для формирования этих деталей могут быть использованы различные способы, включая горячую штамповку, штамповку, литье, обработку на станке и прочее. Однако в некоторых случаях детали со сложной геометрией может быть трудно или нецелесообразно получать путем горячей штамповки, штамповки, литья, обработки на станке или других аналогичных способов.
Аналогичным образом, некоторые металлические детали являются тяжелыми и/или плотными относительно других материалов. В таком случае могут быть предпочтительны другие способы формирования частей или компонентов, или устройств для снижения массы структур, или устройств с использованием компонентов или устройств. Таким образом, предлагаются различные способы замены металлических деталей деталями, изготовленными другими способами и/или из других материалов.
В одном способе пластмасса или другие полимеры могут быть залиты в пресс-форму для формования детали. Однако литье под давлением позволяет получать детали, обладающие меньшей прочностью, чем металлические части. Таким образом, хотя литье под давлением является относительно недорогим способом изготовления, преимущество снижение массы и/или затрат на изготовление может быть сведено к нулю снижением структурной прочности, производительности и/или надежности.
В другом способе прессование в форме используется для прессования нарубленного волокнистого термопластичного материала. Хотя этот способ приемлем для формования деталей относительно недорогим образом, детали, полученные по этому способу, в основном обладают значительной нестабильностью с точки зрения прочности. Из-за этой нестабильности каждая полученная деталь в основном должна пройти механические проверочные испытания для обеспечения детали, удовлетворяющей требованиям прочности.
Описание в настоящем документе относится к этим и другим проблемам.
Раскрытие изобретения
Подразумевается, что сущность изобретения предусмотрена для выбора концепций в упрощенной форме, которые далее описаны в подробном описании. Сущность изобретения не подразумевает использования для ограничения объема заявленного объекта изобретения.
По одному аспекту описанных в настоящем документе вариантов осуществления, предлагается способ изготовления формованной детали с квазиизотропными свойствами. Способ включает консолидирование первого слоя, сформированного из материала с композитным компонентом с первой ориентацией, и второго слоя, сформированного из второго материала с композитным компонентом со второй ориентацией, для создания квазиизотропной плиты. Способ также включает разделение квазиизотропной плиты на несколько квазиизотропных хлопьев, заполнение пресс-формы несколькими квазиизотропными хлопьями и подачу тепла к пресс-форме для получения формованной детали с квазиизотропными свойствами.
По другому аспекту описанных в настоящем документе вариантов осуществления предлагается способ изготовления детали с помощью компрессионного формования. Способ включает сборку первого слоя, сформированного из материала первого композитного компонента, второго слоя, сформированного из материала второго композитного компонента, и третьего слоя, сформированного из материала третьего композитного компонента, для формирования квазиизотропной плиты. Способ также включает разделение квазиизотропной плиты для формирования квазиизотропных хлопьев из квазиизотропной плиты. Все квазиизотропные хлопья содержат первый участок первого слоя, второй участок второго слоя и третий участок третьего слоя. Способ также включает по меньшей мере частичное заполнение пресс-формы для прямого прессования квазиизотропными хлопьями, подвод тепла и приложение давления к пресс-форме для прямого прессования для формирования детали.
По другому аспекту описанных в настоящем документе вариантов осуществления предлагается способ формирования части из квазиизотропных хлопьев с квазиизотропными свойствами. Способ включает консолидирование первого слоя, сформированного из материала первого композитного компонента с внедренными волокнами, расположенными в первой ориентации, второго слоя, сформированного из материала второго композитного компонента с внедренными волокнами, расположенными во второй ориентации, и третьего слоя, сформированного из материала третьего композитного компонента с внедренными волокнами, расположенными в третьей ориентации, для формирования квазиизотропной плиты. Способ включает разделение квазиизотропной плиты для формирования квазиизотропных хлопьев из квазиизотропной плиты. Все квазиизотропные хлопья могут содержать первый участок первого слоя, второй участок второго слоя и третий участок третьего слоя. Способ также включает заполнение пресс-формы для прямого прессования с квазиизотропными хлопьями, подвод тепла и приложение давления к пресс-форме для формирования детали.
Признаки, функции и преимущества, описанные в настоящем документе, могут быть достигнуты независимо в различных вариантах осуществления описанных концепций и технологий или могут быть скомбинированы в других вариантах осуществления, дополнительные детали которых можно видеть со ссылкой на следующее описание и чертежи.
Краткое описание чертежей
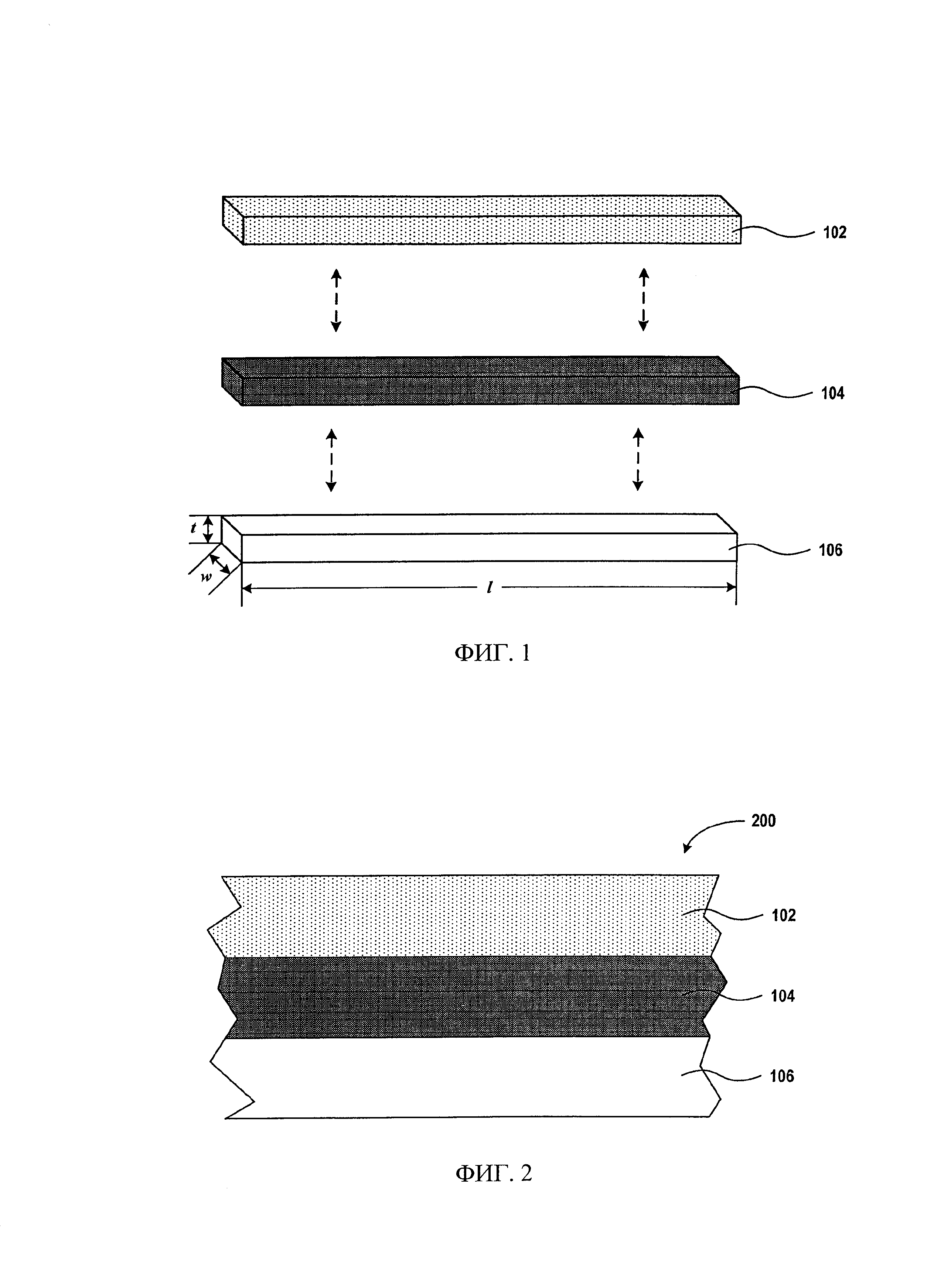
На фиг. 1 схематично показано изготовление квазиизотропной плиты по одному варианту осуществления.
На фиг. 2 показана квазиизотропная плита по одному варианту осуществления.
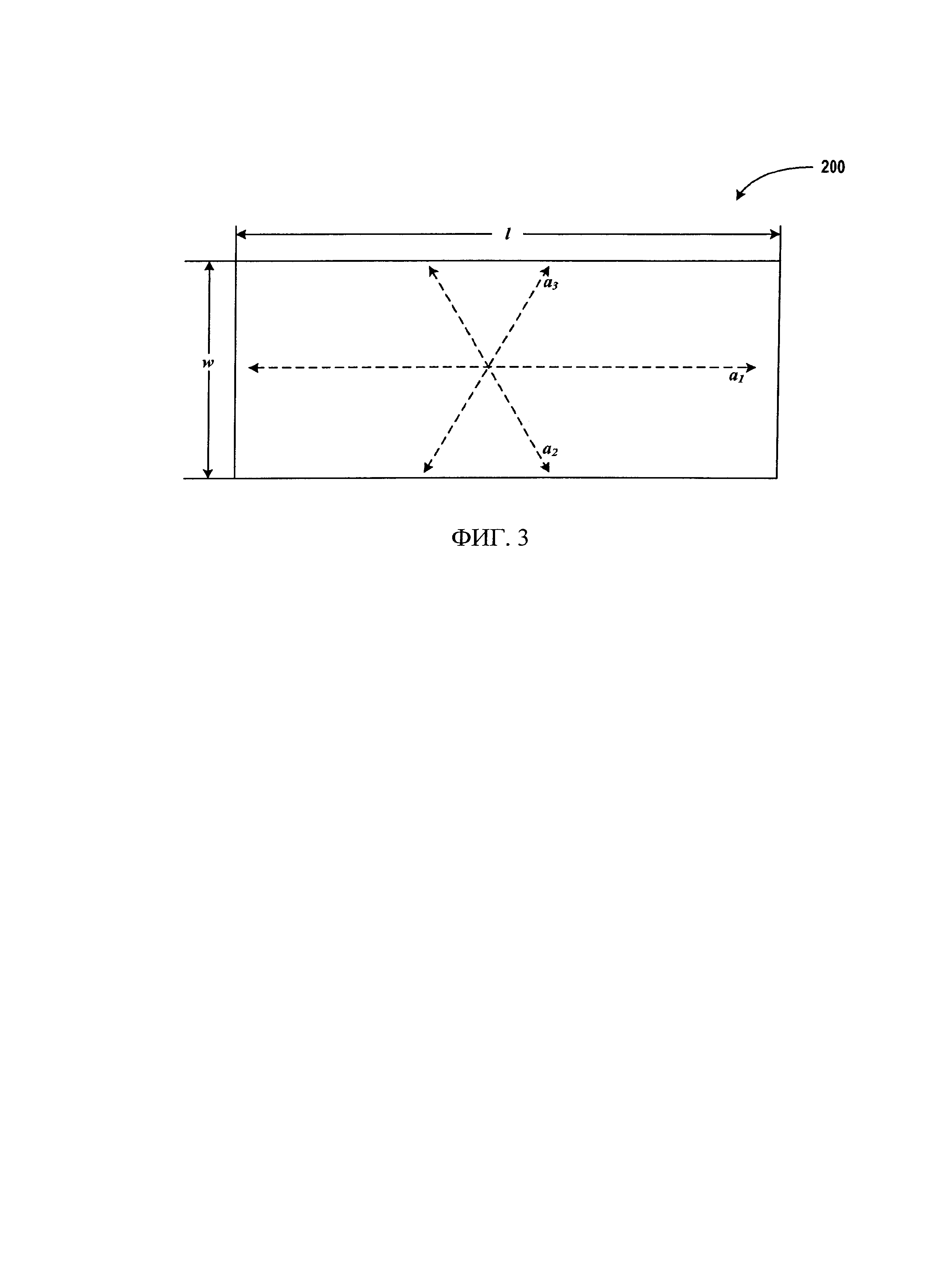
На фиг. 3 показан вид сверху в разрезе квазиизотропной плиты по одному варианту осуществления.
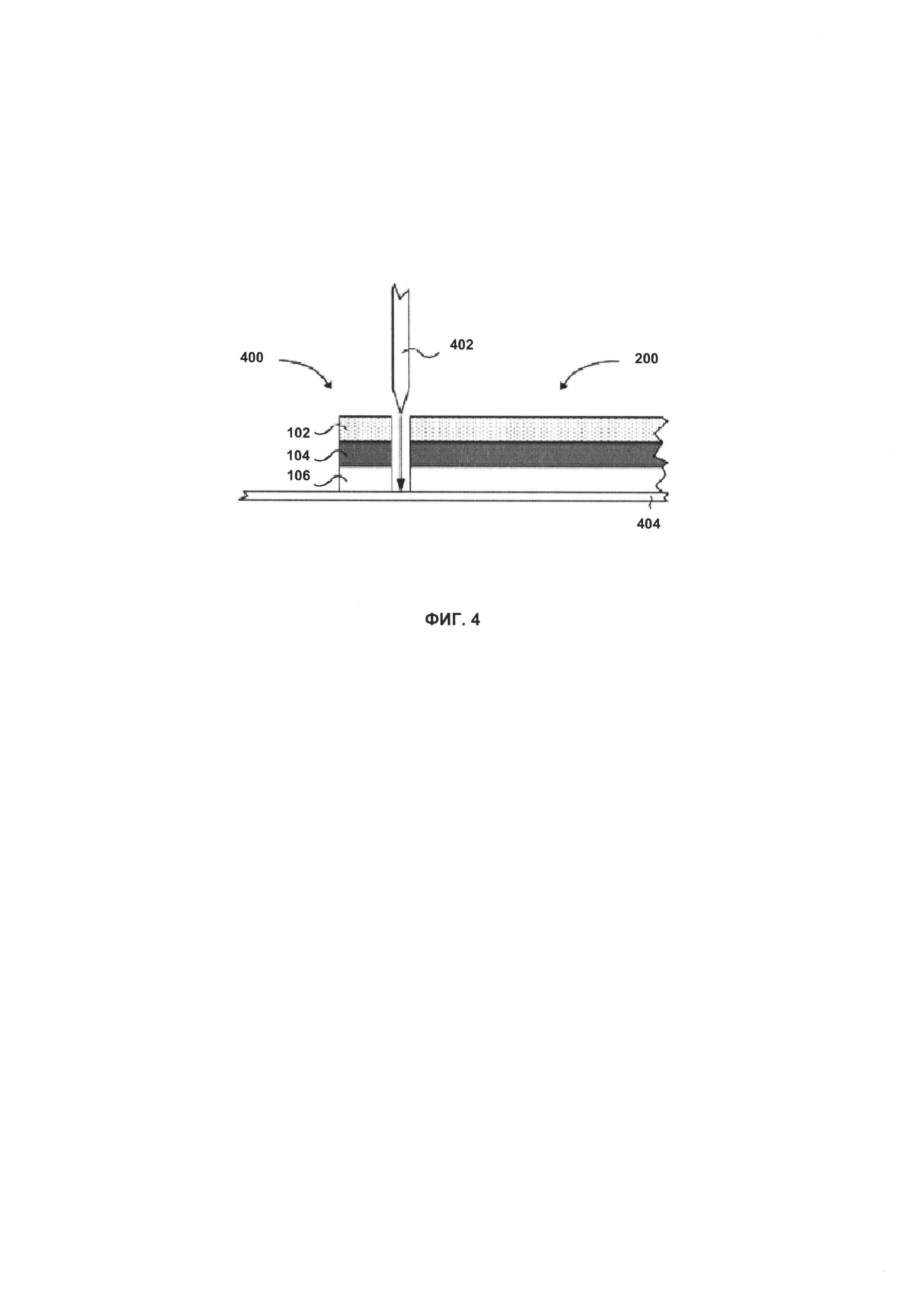
На фиг. 4 схематично показано изготовление квазиизотропных хлопьев по одному варианту осуществления.
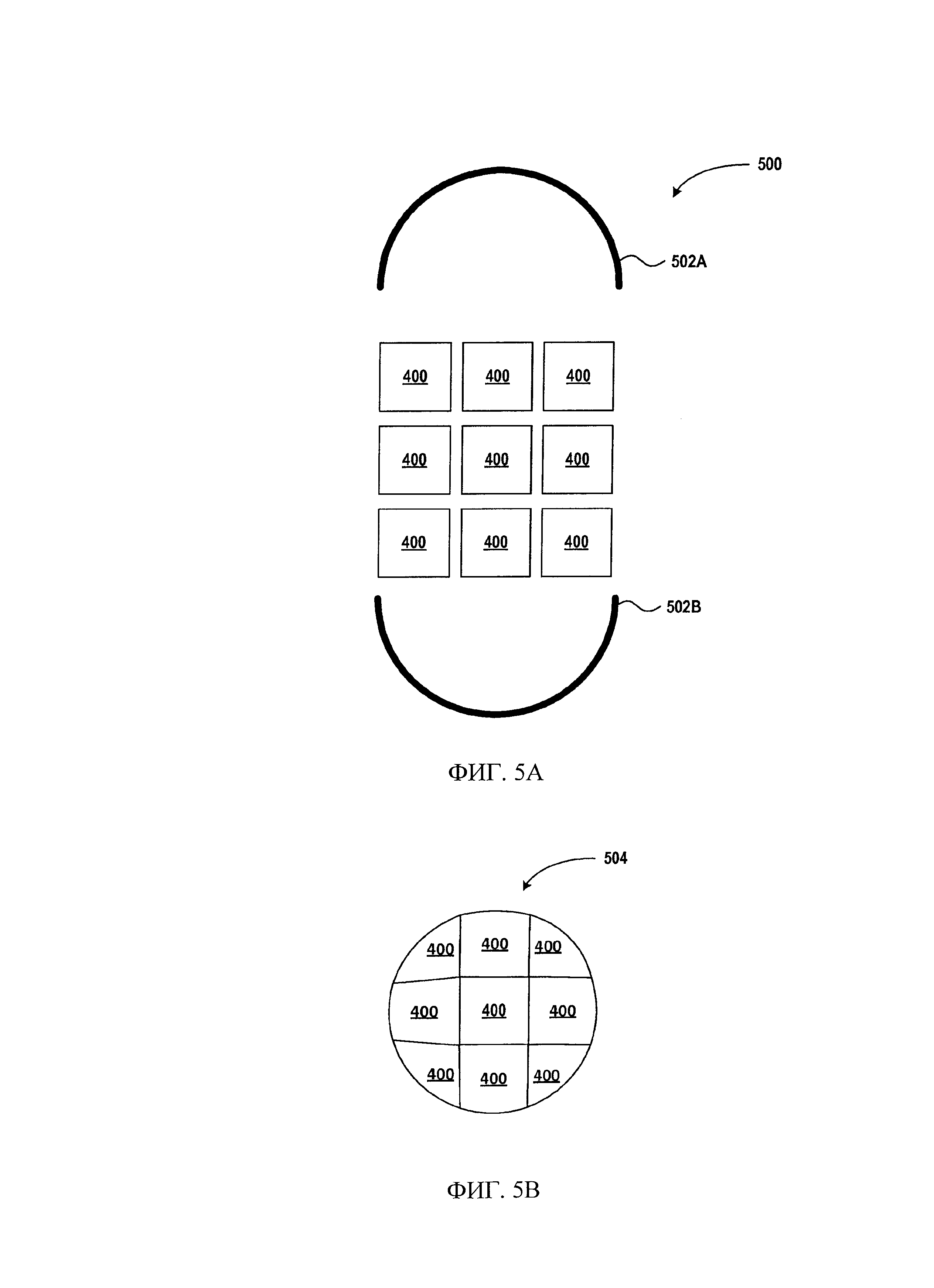
На фиг. 5А показаны аспекты компрессионного формования квазиизотропных хлопьев по одному иллюстративному варианту осуществления.
На фиг. 5В показаны дополнительные аспекты компрессионного формования квазиизотропных хлопьев по одному варианту осуществления.
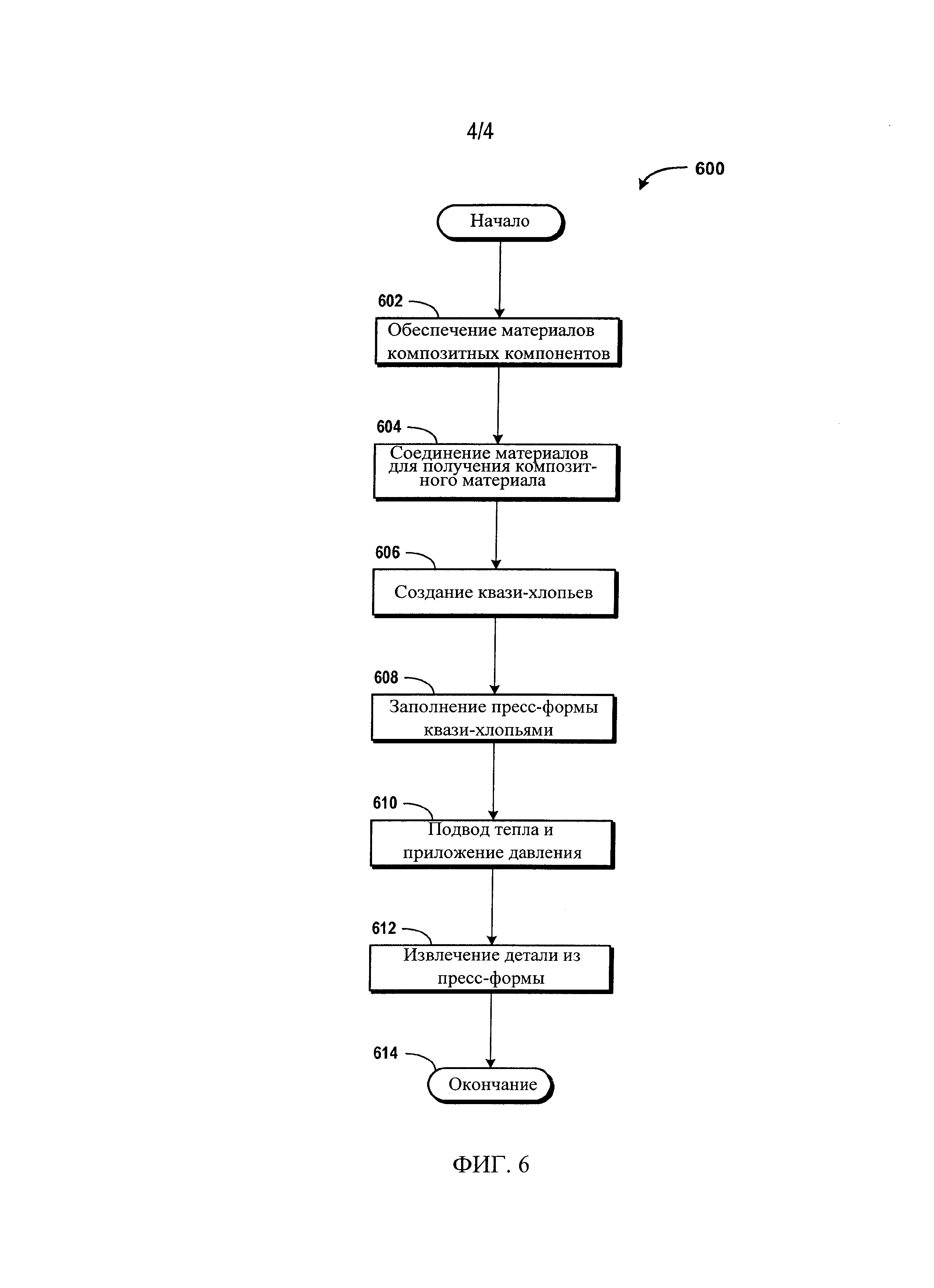
На фиг. 6 блок-схема аспектов способа компрессионного формования квазиизотропных хлопьев по одному варианту осуществления.
Осуществление изобретения
Следующее подробное описание относится к компрессионному формованию квазиизотропных хлопьев композитного материала ("квазиизотропных хлопьев"). В соответствии с описанными в настоящем документе концепциями и технологиями композитный волокнистый материал собирают из трех или более слоев волокнистого материала. В разных вариантах осуществления волокна соответствующих слоев расположены в конкретной ориентации для обеспечения прочности в одном из нескольких направлений, соответствующем ориентации волокон. Например, волокна трехслойной квазиизотропной плиты могут быть расположены под углом ноль градусов, плюс шестьдесят градусов и минус шестьдесят градусов, соответственно, для обеспечения прочности в различных направлениях. Аналогичным образом, волокна четырехслойной квазиизотропной плиты могут быть расположены под углом ноль градусов, плюс сорок пять градусов, минус сорок пять градусов и девяносто градусов, соответственно, для обеспечения прочности в различных направлениях.
Квазиизотропную плиту режут, разделяют или иным образом обрабатывают для создания квазиизотропных хлопьев. Используемый в настоящем документе термин "квазиизотропные хлопья" или другие композитные хлопья с "квазиизотропными свойствами" предусматривает структурную прочность в нескольких направлениях, а не только в одном направлении. То есть детали, сформированные посредством компрессионного формования описанных в настоящем документе квазиизотропных хлопьев, могут быть прочнее, чем детали, сформированные из одного слоя хлопьев из пропитанного волокном термопластичного материала. Квазиизотропные хлопья могут быть помещены в пресс-форму для прямого прессования, и к пресс-форме для прямого прессования подводится тепло и прикладывается давление для получения детали из квазиизотропных хлопьев.
В некоторых вариантах осуществления детали, полученные с помощью описанного прессования в форме (компрессионного формования) квазиизотропных хлопьев, могут быть прочнее, чем детали, полученные путем использования однослойных волокнистых термопластичных материалов. В некоторых вариантах осуществления повышенная прочность является результатом, по меньшей мере частично, ориентирования волокон различных слоев квазиизотропных хлопьев. Кроме того, детали, полученные посредством описанных способов, могут лучше подходить друг другу с точки зрения структурной прочности и/или других свойств. То есть варианты осуществления описанных в настоящем документе концепций и технологий могут быть использованы для обеспечения соответствия деталей различным требованиям качества и/или спецификациям. Эти и другие преимущества и особенности будут очевидны по описанным далее различным вариантам осуществления.
В следующем подробном описании приведены ссылки на сопроводительные чертежи, которые составляют его часть, и на которых показаны, с целью иллюстрации, конкретные варианты осуществления или примеры. При ссылках на чертежи аналогичные номера выносок представляют аналогичные элементы по нескольким чертежам.
На фиг. 1-2 показаны аспекты формирования квазиизотропных плит для создания квазиизотропных хлопьев для описанного в настоящем документе применения. Как показано на фиг. 1-2, три или более слоев материала ("слои") 102, 104, 106 могут быть собраны или соединены вместе для формирования квазиизотропной плиты с квазиизотропными свойствами (упоминаемых в настоящем документе, как "квазиизотропная плита") 200. Хотя на фиг. 1-2 показана трехслойная квазиизотропная плита 200, следует понимать, что этот вариант осуществления является иллюстративным и никоим образом не подразумевает ограничения. В частности, по различным вариантам осуществления квазиизотропная плита 200 содержит три слоя, четыре слоя, от пяти до восьми слоев или более восьми слоев.
В этом варианте осуществления слой 104 является слоем материала с волокнами, ориентированными в первом направлении. По различным вариантам осуществления слой 104 сформирован из основного материала с заранее пропитанными или внедренными однонаправленными волокнами. В некоторых вариантах осуществления слой 104 сформирован из сплошного волокнистого термопластичного композитного однонаправленного ленточного препрега, хотя это необязательно. Основной материал может включать в различных вариантах осуществления термопластичный материал, такой как, например, полифениленсульфид ("PPS"), полиэфиримид ("PEI"), полиарилэтеркетон ("PAEK"), например, такой как полиэфирэтеркетон ("PEEK") или полиэфиркетонкетон ("PEKK"), или другие термопластичные материалы; тканый материал; другой материал; или подобное. В некоторых вариантах осуществления слой 104 включает внедренные или предварительно пропитанные волокна. Волокна могут включать или могут быть сформированы из любого подходящего материала. В различных вариантах осуществления волокна сформированы из углерода, стекловолокна, арамидов, графита, керамики и/или других материалов.
В других вариантах осуществления слой 104 сформирован из других материалов, которые могут быть получены посредством большого числа способов. Например, материал, используемый для формирования слоя 104, и другие слои квазиизотропной плиты 200 могут включать, но не ограничиваются этим, материалы из высушенного волокна и/или наслоенной пленки, полупрепрег, полученный химическим или термическим привариванием волокнистой пленки на термопластичный или другой основной материал, их комбинации и подобное. Поскольку для формирования слоев квазиизотропной плиты 200 могут быть использованы различные материалы, иллюстративные и описанные материалы следует рассматривать просто в качестве иллюстрации описанных в настоящем документе концепций и технологий и не следует подразумевать какого-либо ограничения. В показанном варианте осуществления волокна слоя 104 ориентированы в первом направлении. Первое направление может соответствовать, если это необходимо, направлению под углом ноль градусов. На фиг. 3 показан вид сверху квазиизотропной панели 200 и направления волокон, связанные с тремя слоями 102, 104, 106, показанными на фиг. 1-2. Как хорошо видно на фиг. 3, ориентация под углом ноль градусов волокон слоя 104 может продолжаться, например, вдоль первой оси а1, которая продолжается вдоль всей длины квазиизотропной плиты 200, например, слева направо или справа налево на фиг. 3, или в другом направлении. Следует понимать, что эти варианты осуществления являются иллюстративными и не подразумевают какого-либо ограничения.
На фиг. 1-2 показан вариант осуществления слоя 102 материала с волокнами, ориентированными во втором направлении. Слой 102 необязательно может быть сформирован из материала, используемого для формирования слоя 104. В показанном варианте осуществления волокна слоя 102 могут быть ориентированы под углом плюс или минус шестьдесят градусов относительно направления волокон слоя 104 и/или в направлении под углом ноль градусов, описанном выше. Как показано на фиг. 3, второе направление может продолжаться вдоль второй оси а2, третьей оси а3 или другой оси, не показанной на фиг. 3. Измерение угла шестьдесят градусов или измерения других углов, описанных в настоящем документе, могут быть выполнены вдоль любой оси, продолжающейся в любом направлении.
Как упомянуто выше, в некоторых вариантах осуществления угол шестьдесят градусов измеряется по отношению к оси а1, которая показана на фиг. 3, как продолжающаяся по всей длине слоя 104, как указано выше, хотя этот вариант осуществления является иллюстративным. В других вариантах осуществления волокна слоя 102 ориентированы в направлении плюс или минус сорок пять градусов относительно направления волокон слоя 104. В других вариантах осуществления волокна слоя 102 ориентированы в направлении под углом девяноста градусов относительно направления волокон слоя 104. Следует понимать, что эти варианты осуществления являются иллюстративными и не подразумевают какого-либо ограничения.
Аналогичным образом слой 106 состоит из материала с волокнами, ориентированными в третьем направлении. Слой 106 необязательно может быть сформирован из материала, используемого для формирования слоя 102 и/или слоя 104. В показанном варианте осуществления волокна слоя 106 ориентированы в направлении плюс или минус шестьдесят градусов относительно направления волокон слоя 104. При этом третье направление может продолжаться вдоль второй оси а2, третьей оси а3 или другой оси, не показанной на фиг. 3. В трехслойном варианте осуществления, показанном на фиг. 1-3, волокна слоя 106 ориентированы под углом сто двадцать градусов относительно волокон слоя 102. Следует понимать, что этот вариант осуществления является иллюстративным и не подразумевает какого-либо ограничения.
В других вариантах осуществления, как упомянуто выше, волокна слоя 106 могут быть ориентированы в направлении плюс или минус сорок пять градусов относительно направления волокон слоя 104. В других вариантах осуществления волокна слоя 102 могут быть ориентированы в направлении под углом девяноста градусов относительно направления волокон слоя 104. Следует понимать, что эти варианты осуществления являются иллюстративными и не подразумевают какого-либо ограничения.
В одном варианте осуществления (не показан на чертежах) квазиизотропная плита 200 содержит четыре слоя. Волокна первого из четырех слоев ориентированы в первом направлении, например, вдоль длины слоя. Волокна второго из четырех слоев ориентированы во втором направлении под углом девяноста градусов относительно первого направления. Волокна третьего из четырех слоев ориентированы в третьем направлении под углом плюс сорок пять градусов относительно первого направления. Волокна четвертого из четырех слоев ориентированы в четвертом направлении под углом минус сорок пять градусов относительно первого направления. Следует понимать, что этот вариант осуществления является иллюстративным и не подразумевает какого-либо ограничения.
Согласно различным вариантам осуществления квазиизотропная плита 200 обладает толщиной t. Согласно различным вариантам осуществления толщина t составляет величину в диапазоне от примерно пяти тысячных дюйма (~0,005 дюйма) до примерно четырех сотых дюйма (~0,040 дюйма). Возможны и предполагаемы и другие толщины. В некоторых вариантах осуществления квазиизотропная плита обладает шириной w. По различным вариантам осуществления ширина w составляет величину в диапазоне от примерно четверти дюйма (~0,25 дюйма) до примерно двух с половиной дюймов (~2,5 дюйма). Возможна и предполагаема и другая ширина. Квазиизотропная плита 200 может быть сконструирована по существу в виде сплошной ленты материала, и, следовательно, длина l квазиизотропной плиты 200 может сильно меняться. Поскольку возможны другие размеры и/или конструкции квазиизотропной плиты 200, следует понимать, что эти варианты осуществления являются иллюстративными и не подразумевают какого-либо ограничения.
Возвращаясь к фиг. 4, аспекты изготовления хлопьев из квазиизотропного композитного материала ("квазиизотропные хлопья") 400 из квазиизотропной плиты 200 описаны более подробно. Как показано на фиг. 4, квазиизотропные хлопья 400 могут быть сформированы или изготовлены из квазиизотропной плиты 200, хотя это необязательно. В частности, квазиизотропные хлопья 400 могут быть сформированы из любых композитных материалов, описанных в настоящем документе, и не ограничиваются трехслойной квазиизотропной плитой 200, показанной на чертежах. То есть показанный вариант осуществления является иллюстративным и не подразумевает какого-либо ограничения.
Как показано на фиг. 4, для разрезания, разделения или иного формирования, изготовления или получения квазиизотропных хлопьев 400 из квазиизотропной плиты 200 могут быть использованы режущий инструмент 402 или другие инструменты. Если это необходимо, могут быть использованы другие инструменты, такие как штампы, лазеры, пилы и/или другие структуры или устройства, для формирования квазиизотропных хлопьев 400. Согласно различным вариантам осуществления квазиизотропные хлопья 400 могут обладать различным размером и/или формой. Например, в некоторых вариантах осуществления квазиизотропные хлопья 400 сформированы разной формы, такой как квадраты, эллипсы, круги, прямоугольники, треугольники и подобное. Поскольку толщина квазиизотропной плиты 200 может быть различна, квазиизотропные хлопья 400 в некоторых вариантах осуществления, таких как вариант осуществления, показанный на фиг. 4, могут почти соответствовать кубу. Следует понимать, что этот вариант осуществления является иллюстративным и не подразумевает какого-либо ограничения.
В некоторых вариантах осуществления квазиизотропная панель 200 подается на режущий инструмент 402 по транспортеру или другой подающей поверхности или механизму, показанному в основном с номером выноски 404. Таким образом, некоторые варианты осуществления описанных в настоящем документе концепций и технологий обеспечивают способы формирования квазиизотропных хлопьев 400 по существу при непрерывной подаче квазиизотропной плиты 200. В некоторых вариантах осуществления квазиизотропная плита 200 расположена на непрерывном ролике или другой конструкции и подается на режущий инструмент 402 по подающей поверхности или механизму. Следует понимать, что этот вариант осуществления является иллюстративным и не подразумевает какого-либо ограничения.
На фиг. 5А-5В детально показаны аспекты прессования в форме квазиизотропных хлопьев 400 по одному проиллюстрированному варианту осуществления. На фиг. 5А показана пресс-форма 500 для прямого прессования. Пресс-форма 500 для прямого прессования может содержать верхний участок 502А и нижний участок 502В, хотя это необязательно. Например, в некоторых вариантах осуществления пресс-форма 500 для прямого прессования включает охватывающий участок и охватываемый участок, предназначенный для вложения в охватывающий участок. Возможны и подразумеваются другие варианты осуществления пресс-формы 500 для прямого прессования 500. То есть показанный вариант осуществления является иллюстративным и не подразумевает какого-либо ограничения. Хотя на фиг. 5А не показано, следует понимать, что различные структуры, такие как нагревательные механизмы, электродвигатели, вакуумные линии, линии сжатого воздуха, линии смазки и/или другие структуры, могут быть включены или быть расположены около пресс-формы 500 для прямого прессования.
В показанном варианте осуществления пресс-форма 500 для прямого прессования используется для создания сферических частей 504, как показано на фиг. 5В. Этот вариант осуществления является иллюстративным и не подразумевает какого-либо ограничения, поскольку пресс-форма 500 для прямого прессования может быть сконструирована любой нужной формы. Например, в одном варианте осуществления пресс-форма 500 сконструирована в виде пресс-формы для прямого прессования для формирования крепежных элементов для отделения для размещения багажа самолета 787 компании BOEING COMPANY, Чикаго, Иллинойс. Поскольку пресс-форма 500 для прямого прессования может быть использована для изготовления любых нужных деталей, эти варианты осуществления следует рассматривать как иллюстративные.
При использовании пресс-формы 500 для прямого прессования квазиизотропные хлопья 400 кладут в пресс-форму 500 для прямого прессования. Верхний участок 502А и нижний участок 502В сомкнуты или соединены друг с другом для консолидирования пресс-формы 500 для прямого прессования. После консолидирования пресс-формы 500 для прямого прессования к ней или к квазиизотропным хлопьям 400 внутри пресс-формы 500 для прямого прессования подводится тепло и прикладывается давление. Тепло и давление, приложенные к пресс-форме 500 для прямого прессования или квазиизотропным хлопьям 400 в пресс-форме 500 для прямого прессования, заставляет квазиизотропные хлопья 400 принимать форму пресс-формы 500 для прямого прессования. Таким образом, как показано на фиг. 5В, из квазиизотропных хлопьев 400 может быть сформирована деталь 504.
По различным вариантам осуществления описанные в настоящем документе концепции и технологии используются для обеспечения частей 504 с прогнозируемой и/или постоянной структурной прочностью и/или другими свойствами в различных направлениях. В приведенном выше примере подразумевается, что квазиизотропные хлопья 400 могут быть распределены внутри части 504 в различной ориентации. Однако поскольку квазиизотропные хлопья 400 содержат волокна, ориентированные по меньшей мере в трех направлениях, участок получаемой части 504 по существу может обладать квазиизотропными свойствами, причем по меньшей мере некоторые волокна конкретно одного из хлопьев 400 могут быть ориентированы в направлении, аналогичном направлению волокон одного из примыкающих хлопьев 400. Таким образом, варианты осуществления описанных в настоящем документе концепций и технологий способствуют устранению некоторой непредсказуемости, присущей способам прессования в форме волокнистых термопластичных материалов, что приводит к непрогнозируемой и/или неподходящей ориентации волокон и, в результате, структурной прочности и/или других свойств в различных направлениях. Следует понимать, что эти варианты осуществления являются иллюстративными и не подразумевают какого-либо ограничения.
На фиг. 6 детально показаны аспекты способа 600 прессования в форме квазиизотропных хлопьев 400 по одному варианту осуществления. Следует понимать, что операции описанного в настоящем документе способа 400 необязательно представлены в каком-либо конкретном порядке, и что возможно и предполагаемо выполнение некоторых или всех операций в альтернативном порядке(ах). Операции представлены в демонстрационном порядке для простоты описания и иллюстрации. Операции могут быть добавлены, пропущены и/или выполнены одновременно, без отступления от объема заявленной формулы изобретения. Также следует понимать, что показанный способ 600 может быть завершен в любой момент и необязательно выполнен полностью.
Способ 600 начинается с операции 602, при которой получают материалы компонентов для формирования квазиизотропной плиты. Используемый в настоящем документе термин "получение" материалов, включая материалы компонентов, включает изготовление, прием и/или извлечение материалов из места хранения, от третьей стороны и/или из любого другого источника или места. Как указано выше, материалы компонентов могут включать термопластичные материалы, пластмассы и/или другие материалы, включая, но, не ограничиваясь этим, препреги. Эти материалы также могут включать внедренные или заранее пропитанные волокна, сформированные из углерода, стекловолокна, керамики, арамидов и/или других материалов. Таким образом, материалы компонентов могут включать волокнистые термопластичные материалы и/или другие материалы. На фиг. 1, например, материалы компонентов могут соответствовать материалам, используемым для формирования соответствующих слоев 102, 104, 106 квазиизотропной панели 200. Поскольку при операции 602 могут быть сформированы, получены, извлечены и/или иным образом получены дополнительные или альтернативные материалы, следует понимать, что этот вариант осуществления служит только для иллюстрации и не подразумевает какого-либо ограничения.
От операции 602 способ 600 переходит к операции 604, при которой материалы, полученные при операции 602, собирают или соединяют друг с другом для формирования квазиизотропной плиты. Материалы компонентов могут быть собраны с помощью прессового формования различных материалов компонентов, способов непрерывного прессования в форме, формирования штампа, путем использования адгезивов, автоклава и/или других способов и/или устройств. В примере на фиг. 1-2 операция 604 может соответствовать сборке слоев 102, 104, 106 вместе с помощью одного или более упомянутых выше способов формирования квазиизотропной плиты 200. Следует понимать, что этот вариант осуществления служит только для иллюстрации и не подразумевает какого-либо ограничения.
От операции 604 способ 600 переходит к операции 606, при которой квазиизотропные хлопья получают из квазиизотропной плиты, сформированной при операции 604. Со ссылкой на показанные варианты осуществления, описанные в настоящем документе функциональные возможности при операции 606 могут соответствовать разрезанию или иному разделению квазиизотропной плиты 200 с помощью инструментов 402 для формирования квазиизотропных хлопьев 400. Следует понимать, что этот вариант осуществления служит только для иллюстрации и не подразумевает какого-либо ограничения.
От операции 606 способ 600 переходит к операции 608, при которой пресс-форму для прямого прессования заполняют квазиизотропными хлопьями, полученными при операции 606. Пресс-форма для прямого прессования, заполненная при операции 608, может обладать любой нужной формой или конструкцией и/или может обладать любым нужным размером. В показанных вариантах осуществления описанные в настоящем документе функциональные возможности при операции 608 могут соответствовать заполнению пресс-формы 500 для прямого прессования квазиизотропными хлопьями 400. Следует понимать, что этот вариант осуществления служит только для иллюстрации и не подразумевает какого-либо ограничения.
От операции 608 способ 600 переходит к операции 610, при которой на пресс-форму для прямого прессования, в которую при операции 608 помещены квазиизотропные хлопья, подводится тепло и прикладывается давление. В зависимости от материалов, используемых для формирования квазиизотропных плит, величина давления и/или тепла, подаваемых на квазиизотропные хлопья 400, может сильно меняться. Например, в одном предлагаемом варианте осуществления квазиизотропные хлопья 400 формируются из квазиизотропной плиты. Квазиизотропная плита при этом может быть сформирована из трех или более слоев материала, такого как, например, термопластичный полимер PEKK марки АРС компании CYTEC ENGINEERED MATERIALS, Woodland Park, Нью-Джерси, который обладает температурой стеклования примерно двести пятьдесят градусов Цельсия и рабочей температурой до примерно четырехсот градусов Цельсия. При этом квазиизотропные хлопья могут обладать рабочим диапазоном температур от примерно двухсот пятидесяти до примерно четырехсот градусов Цельсия. Поскольку могут быть использованы другие материалы, следует понимать, что этот рабочий диапазон температур служит только для иллюстрации и не подразумевает какого-либо ограничения. Таким образом, операция 610 может включать приложение давления к квазиизотропным хлопьям 400 при одновременном подведении тепла к квазиизотропным хлопьям 400. Следует понимать, что этот вариант осуществления служит только для иллюстрации и не подразумевает какого-либо ограничения.
От операции 610 способ 600 переходит к операции 612, при которой готовую часть вынимают из пресс-формы для прямого прессования. Хотя это не показано на фиг. 6, очевидно, что пресс-форма для прямого прессования может быть охлаждена до удаления готовой части из пресс-формы для прямого прессования. Со ссылкой на показанные варианты осуществления описанные в настоящем документе функциональные возможности при операции 612 могут соответствовать удалению части 504 из пресс-формы 500 для прямого прессования. Следует понимать, что этот вариант осуществления служит только для иллюстрации и не подразумевает какого-либо ограничения.
От операции 612 способ 600 переходит к операции 614. Способ 600 завершается на операции 614. Хотя это не показано на фиг. 6, следует понимать, что различные операции способа 600 и/или способа 600 во всей полноте могут быть повторены любое число раз. Хотя это не показано на фиг. 6, следует понимать, что могут быть выполнены различные операции заключительной обработки, такие как, например, обработка детали на станке, покраска детали, маркировка или упаковка детали, другие операции и подобное.
В одном примере варианта осуществления способ формирования детали из квазиизотропных хлопьев с квазиизотропными свойствами включает консолидирование первого слоя, сформированного из материала первого композитного компонента и содержащего внедренные волокна, расположенные в первом направлении, второго слоя, сформированного из материала второго композитного компонента и содержащего внедренные волокна, расположенные во втором направлении, и третьего слоя, сформированного из материала третьего композитного компонента и содержащего внедренные волокна, расположенные в третьем направлении, для формирования квазиизотропной плиты; разделение квазиизотропной плиты для формирования квазиизотропных хлопьев из квазиизотропной плиты, все квазиизотропные хлопья содержат первый участок первого слоя, второй участок второго слоя и третий участок третьего слоя; заполнение пресс-формы для прямого прессования квазиизотропными хлопьями и подвод тепла и приложение давления к пресс-форме для прямого прессования, чтобы сформировать деталь.
При этом по меньшей мере один из материала первого композитного компонента, материала второго композитного компонента и материала третьего композитного компонента включает термопластичный материал.
При этом термопластичный материал может содержать полиарилэтеркетон, полиэфиримид или полифениленсульфид.
На основе упомянутого выше очевидно, что в настоящем документе предлагаются концепции и технологии прессования в форме квазиизотропных хлопьев. Хотя представленный предмет изобретения описан языком, характерным для конструктивных признаков и технологических операций, следует понимать, что настоящее изобретение, определяемое приложенной формулой изобретения, необязательно ограничивается конкретными признаками или операциями, описанными в настоящем документе. Напротив, описанные конкретные признаки и операции представляют собой примеры осуществления формулы изобретения.
Описанный выше объект изобретения предлагается только в виде иллюстрации и не подразумевает ограничения. Различные модификации и изменения могут быть внесены в объект изобретения, описанный в настоящем документе без повторения описанных и проиллюстрированных примеров вариантов осуществления и без отступления от сущности и объема настоящего изобретения, которое изложено в следующей формуле изобретения.
Неразрушающий контроль структур с внедренными частицами
Корпусирование фотонно-кристаллических датчиков, предназначенных для экстремальных условий
Панели и фюзеляжи летательных аппаратов из композитных структур
Фильтрационные системы и способы фильтрации частиц предварительно заданного вещества
Система оптимизации стабильности системы электропитания
Гибкие, низкотемпературные композиции наполненного композитного материала, покрытия и способы
Композитные радиусные заполнители и способы их изготовления
Двухкомпонентные волокна, содержащие нанонити, для применения в оптически прозрачных композитах
Система и способ переработки парниковых газов
Селективно ослабленные растянутые пленки
Неразрушающий контроль структур с внедренными частицами
Корпусирование фотонно-кристаллических датчиков, предназначенных для экстремальных условий
Панели и фюзеляжи летательных аппаратов из композитных структур
Фильтрационные системы и способы фильтрации частиц предварительно заданного вещества
Система оптимизации стабильности системы электропитания
Гибкие, низкотемпературные композиции наполненного композитного материала, покрытия и способы
Композитные радиусные заполнители и способы их изготовления
Двухкомпонентные волокна, содержащие нанонити, для применения в оптически прозрачных композитах
Система и способ переработки парниковых газов
Селективно ослабленные растянутые пленки

