Результат интеллектуальной деятельности: КОМПОЗИТНЫЕ РАДИУСНЫЕ ЗАПОЛНИТЕЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники
Настоящее изобретение в целом относится к композитным структурам, и в частности к композитным радиусным заполнителям, предназначенным для использования в композитных структурах, таких как летательный аппарат, а также к способам их изготовления.
Уровень техники
Композитные структуры, такие как композитные структуры из армированной углеродными волокнами пластмассы (углепластика) (CFRP), используются в самых различных областях, в том числе в производстве самолетов, космических аппаратов, вертолетов, водных мотоциклов, автомобилей, грузовиков и других транспортных средств и конструкций, благодаря их высоким значениям отношения прочности к массе, коррозионной стойкости и другим полезным свойствам. В самолетостроении композитные структуры все чаще используются для изготовления фюзеляжа, крыльев, хвостовой части и других компонентов.
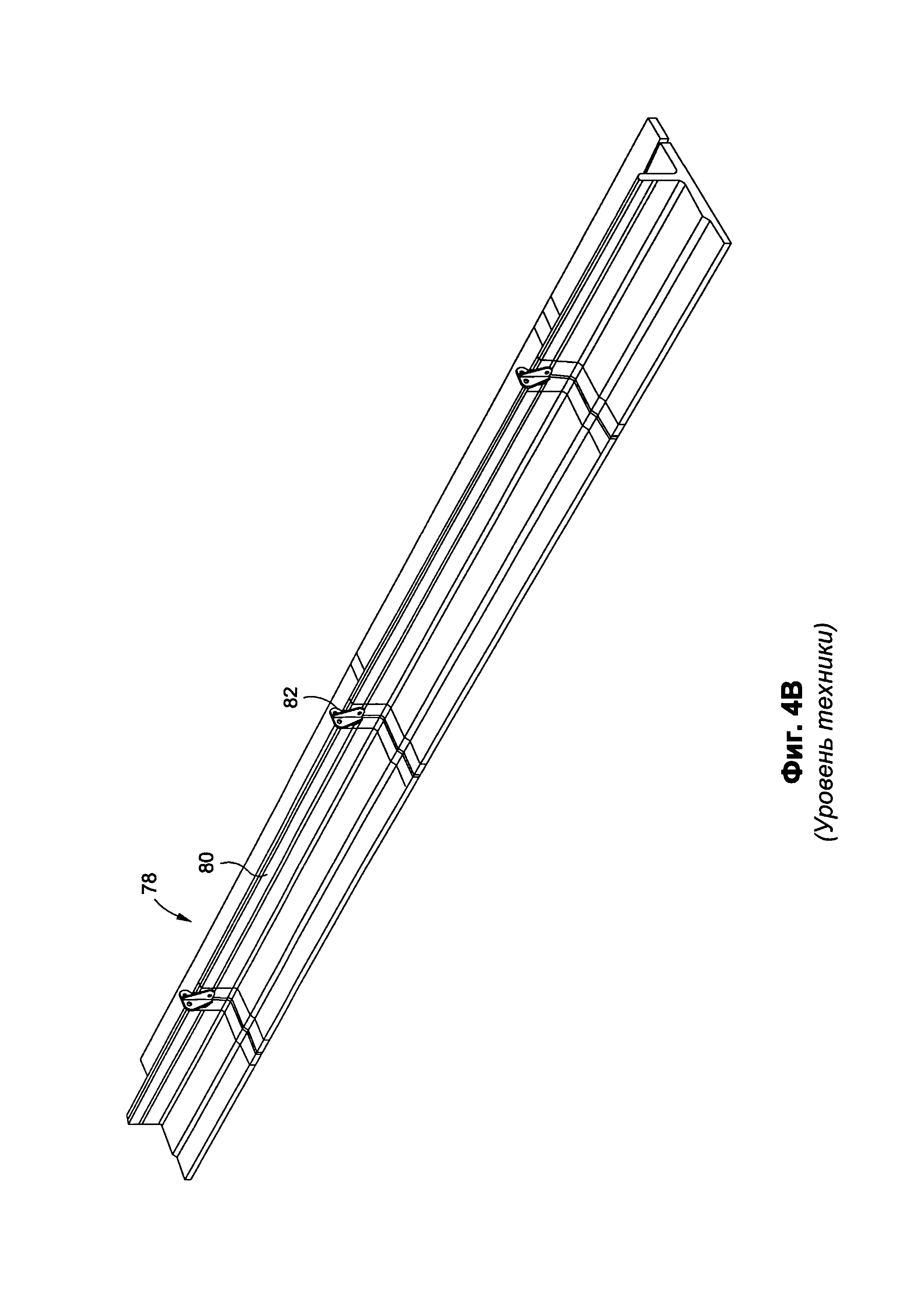
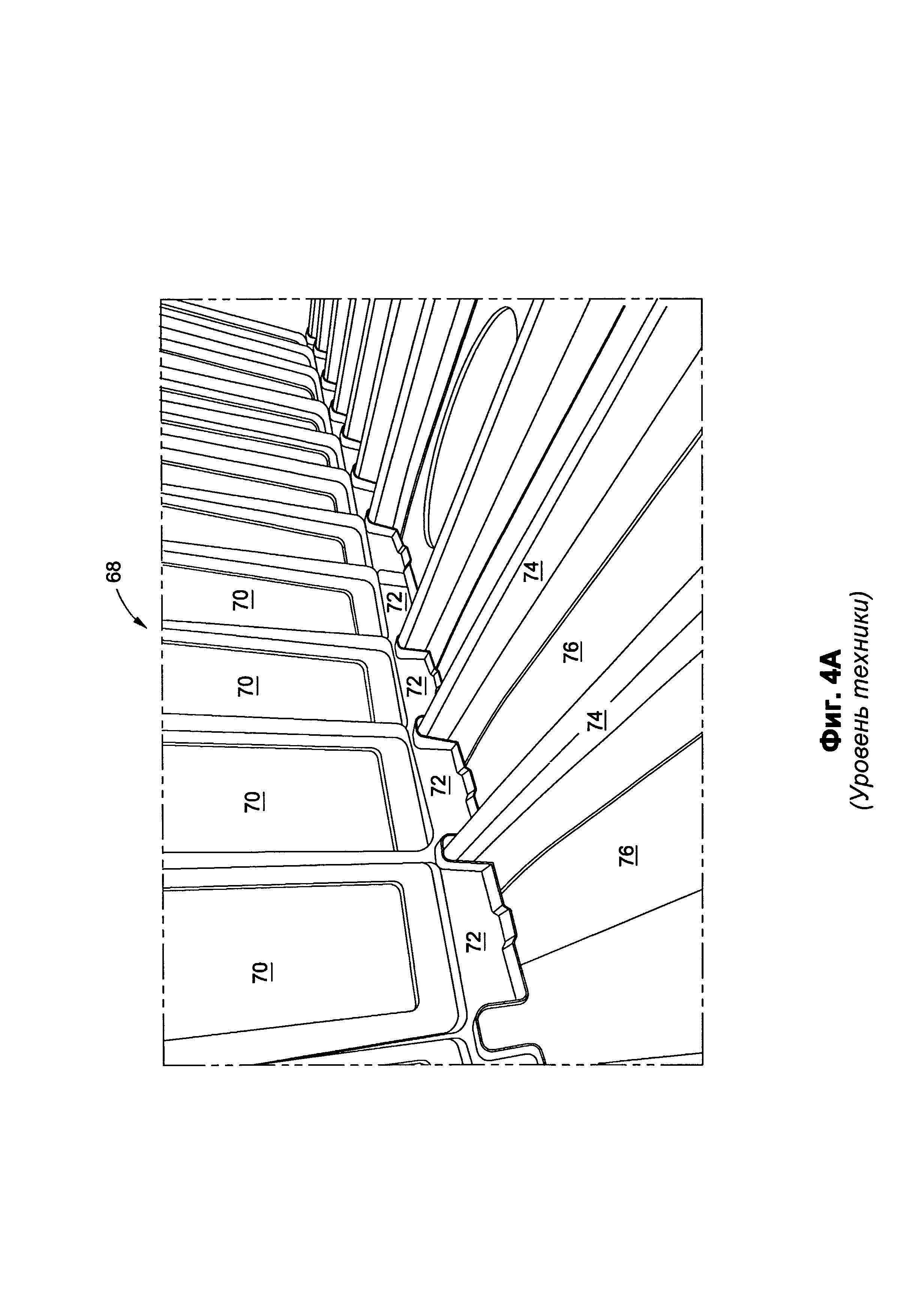
Например, крылья летательного аппарата могут быть выполнены из усиленных композитных панельных структур, содержащих композитные панели обшивки или перегородки, к которым могут быть прикреплены или с которыми могут быть соединены элементы жестокости или стрингеры для повышения прочности, жесткости, сопротивления продольному изгибу и устойчивости композитных панелей обшивки или перегородок. Усиливающие элементы жесткости или стрингеры, прикрепленные или соединенные с композитными панелями обшивки или перегородками, могут быть сконфигурированы таким образом, чтобы они могли нести различные нагрузки, и могут иметь различную форму поперечного сечения, например, Т-образную, J-образную, I-образную. Для повышения несущей способности крыла к стрингерам может подсоединяться ряд шпангоутов с использованием противодействующих срезному усилию соединений. На фиг. 4А изображен вид в перспективе известного противодействующего срезному усилию соединения и монолитной сборки шпангоутов 68 для крыла летательного аппарата 18 (см. фиг. 1). На фиг. 4А изображены монолитные шпангоуты 70 с противодействующими срезному усилию соединениями 72, взаимодействующими со стрингерами 74 и панелями обшивки 76. На фиг. 4В изображен вид в перспективе известного противодействующего срезному усилию соединения и несущей аэродинамическую нагрузку сборки шпангоутов 78 для крыла летательного аппарата 18 (см. фиг. 1). На фиг. 4В изображены противодействующие срезному усилию соединения 80 со шпангоутами 82.
Зазоры или незаполненные области могут образовываться радиусом каждой изогнутой части усиливающих элементов жесткости, таких как Т-образные элементы жесткости, J-образные элементы жесткости и двутавровые балки, при соединении или креплении их перпендикулярно к композитным панелям обшивки или перегородкам. Такие зазоры или незаполненные области обычно называют «областями радиусных заполнителей» или «областями лапши». Такие области радиусных заполнителей или «области лапши» в усиливающих элементах жесткости могут подвергаться растрескиванию ввиду того, что они ограничены в трех измерениях. Элементы радиусных заполнителей или «лапшу», которые изготовляют из композитного материала или адгезивного/эпоксидного материала и имеют по существу треугольное сечение, можно применять для заполнения областей радиусных заполнителей или «областей лапши» для обеспечения дополнительного усиления структуры таких областей.
Существуют известные конфигурации элементов радиусных заполнителей или «лапши». Например, такие известные конфигурации элементов радиусных заполнителей или «лапши» могут включать элементы радиусных заполнителей или «лапшу» из CFRP, все из которых экструдируют и соединяют в параллельные слои с однонаправленными волокнами. Однако такой экструдированный параллельный слой из элементов радиусных заполнителей или «лапши» из CFRP может обладать высоким показателем теплового расширения и усадки смолы по толщине, что может привести к наличию значительных остаточных напряжений, т.е. внутренних напряжений, созданных внутри компонента в процессе изготовления, то есть тепловые остаточные напряжения могут проявиться в результате теплового отверждения. Кроме того, однонаправленные волокна таких экструдированных элементов радиусных заполнителей или «лапши» из CFRP с параллельными слоями могут иметь низкую прочность на отрыв и могут расходиться в стороны в результате значительных остаточных напряжений, создаваемых в процессе термического отверждения при высоких температурах, например 350 градусов по Фаренгейту или больше, и последующего воздействия низких температур, например менее чем -65 (минус шестьдесят пять) градусов по Фаренгейту, что, в свою очередь, может создавать напряжения или приводить к растрескиванию вследствие усталости материала в элементах радиусных заполнителей или «лапше» из CFRP. Чтобы уменьшить вероятность такого напряжения или растрескивания в результате усталости материала из-за низкой прочности на отрыв и высоких отрывающих нагрузок, может потребоваться использование противодействующих срезному усилию соединений на шпангоутах крыла. Однако применение таких противодействующих срезному усилию соединений может увеличивать массу летательного аппарата, поскольку противодействующее срезному усилию соединение может потребоваться в каждом месте пересечения шпангоута со стрингером. Дополнительная масса противодействующих срезному усилию соединений на каждом пересечении шпангоута и стрингера может снизить грузоподъемность самолета, увеличить расход топлива и затраты на него. Кроме того, добавление противодействующего срезному усилию соединения на каждом пересечении шпангоута и стрингера может повысить трудоемкость, стоимость и время производства.
Также известные слоистые элементы радиусных заполнителей или «лапша», как правило, имеют треугольное поперечное сечение, и их получают, используя пирамиду из однонаправленных слоев. Однако такие известные слоистые элементы радиусных заполнителей или «лапша» могут свести к минимуму остаточные термические напряжения только в двух точках или пиках известного слоистого элемента радиусного заполнителя или «лапши», но не во всех трех точках или пиках известного слоистого элемента радиусного заполнителя или «лапши».
Соответственно, в данной области техники существует потребность в усовершенствованных композитных радиусных заполнителях и способах их изготовления, которые обеспечивают преимущества по сравнению с известными элементами, узлами и способами.
Раскрытие изобретения
Настоящее изобретение направлено на удовлетворение указанных потребностей в усовершенствованных композитных радиусных заполнителях и способах их изготовления. Согласно приведенному ниже подробному описанию варианты осуществления усовершенствованных композитных радиусных заполнителей и способов их изготовления могут обеспечить значительные преимущества по сравнению с известными конфигурациями, структурами и способами.
В одном варианте осуществления изобретения предложен композитный радиусный заполнитель для композитной структуры. Композитный радиусный заполнитель содержит два или более радиусных слоистых материала. Каждый радиусный слоистый материал включает слоистый материал из уложенных один поверх другого композитных слоев, изготовленных с заданным радиусом, с заданной радиальной ориентацией уложенных один поверх другого композитных слоев, по существу соответствующей радиальной ориентации соседних уложенных один поверх другого композитных слоев композитной структуры, окружающей указанные два или более радиусных слоистых материала. Каждый радиусный слоистый материал предпочтительно обрезан таким образом, что по меньшей мере одна его сторона выровнена смежно с другими для образования композитного радиусного заполнителя, имеющего форму, по существу соответствующую области радиусного заполнителя композитной структуры.
В другом варианте осуществления изобретения предложен композитный узел летательного аппарата. Композитный узел летательного аппарата включает композитную конструкцию, имеющую область радиусного заполнителя. Композитный узел летательного аппарата также включает композитный радиусный заполнитель, который заполняет область радиусного заполнителя. Композитный радиусный заполнитель содержит два или более радиусных слоистых материала. Каждый радиусный слоистый материал включает слоистый материал из уложенных один поверх другого композитных слоев, изготовленных с заданным радиусом, заданной радиальной ориентацией уложенных один поверх другого композитных слоев, по существу соответствующей радиальной ориентации соседних уложенных один поверх другого композитных слоев композитной структуры, окружающей указанные два или более радиусных слоистых материала. Каждый радиусный слоистый материал предпочтительно обрезан таким образом, что по меньшей мере одна его сторона выровнена смежно с другими для образования композитного радиусного заполнителя, имеющего форму по существу соответствующую области радиусного заполнителя композитной структуры.
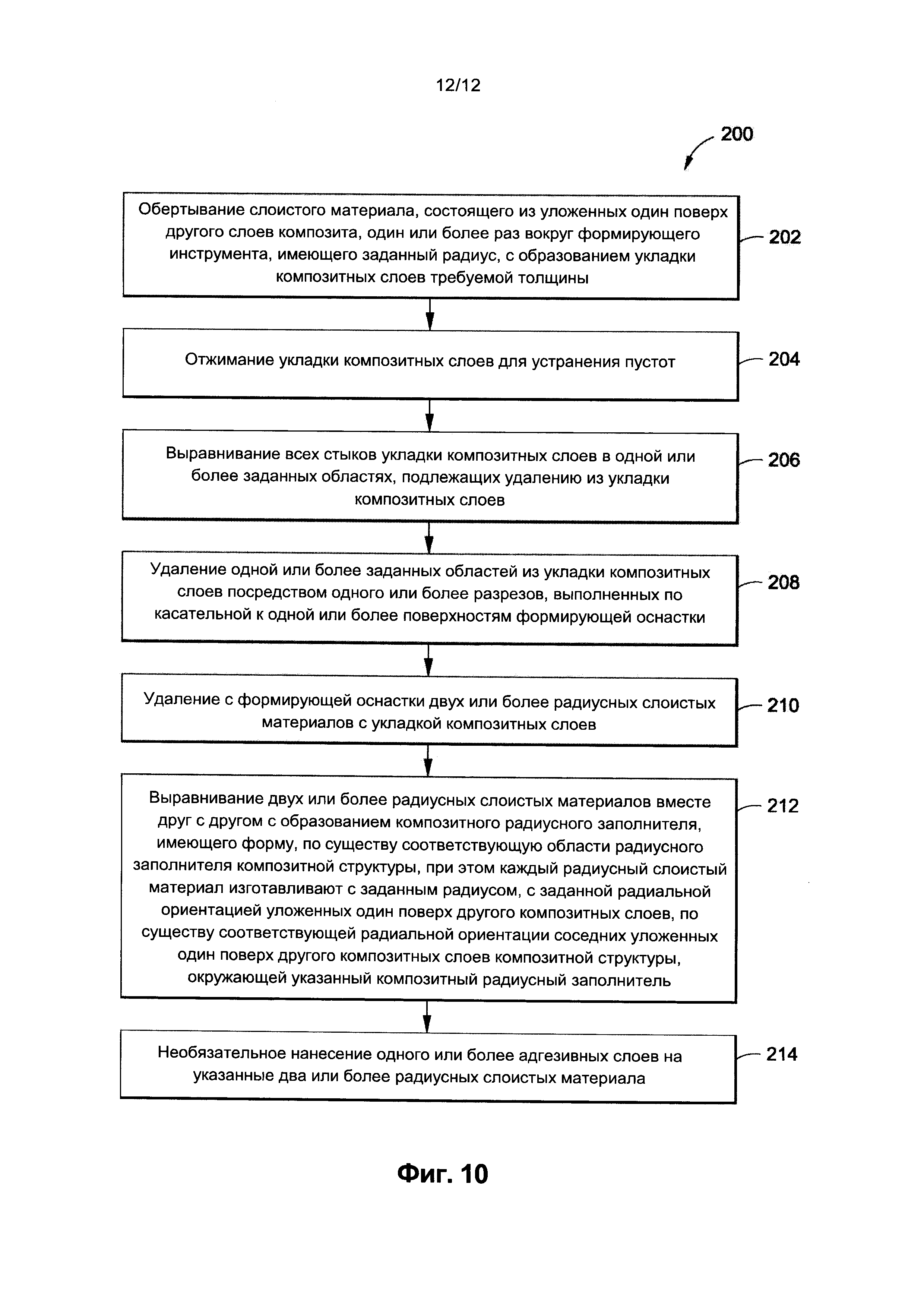
В другом варианте осуществления изобретения предложен способ изготовления композитного радиусного заполнителя. Способ включает этап обертывания слоистого материала, состоящего из уложенных один поверх другого композитных слоев, один или более раз вокруг формирующей оснастки, имеющей заданный радиус, с образованием укладки композитных слоев заданной толщины. Способ дополнительно включает этап отжимания (сокращения объема) укладки композитных слоев для устранения пустот. Способ дополнительно включает этап выравнивания всех стыков укладки композитных слоев в одной или более заданных областях, подлежащих удалению из укладки композитных слоев. Способ дополнительно включает этап удаления одной или более заданных областей из укладки композитных слоев посредством одного или более разрезов, выполненных по касательной к одной или более поверхностям формирующей оснастки. Способ дополнительно включает этап удаления с формирующей оснастки двух или более радиусных слоистых материалов укладки композитных слоев. Способ дополнительно включает этап выравнивания двух или более радиусных слоистых материалов для образования композитного радиусного заполнителя, имеющего форму по существу соответствующую области радиусного заполнителя композитной структуры. Каждый радиусный слоистый материал изготовлен с заданным радиусом, с заданной радиальной ориентацией уложенных один поверх другого композитных слоев, по существу соответствующей радиальной ориентации соседних уложенных один поверх другого композитных слоев композитной структуры, окружающей указанный композитный радиусный заполнитель.
Описанные признаки, функции и преимущества могут обеспечиваться по отдельности в различных вариантах осуществления данного изобретения или могут быть объединены в других вариантах осуществления, которые подробно описаны далее со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
Настоящее изобретение станет более понятным из приведенного далее подробного описания и прилагаемых чертежей, которые иллюстрируют предпочтительные и приведенные в качестве примера варианты осуществления, но не обязательно соответствуют масштабу, при этом:
на фиг. 1 приведен вид в перспективе летательного аппарата, который может включать один или более композитных узлов, имеющих одну или более композитных конструкций с вариантом осуществления композитного радиусного заполнителя согласно изобретению;
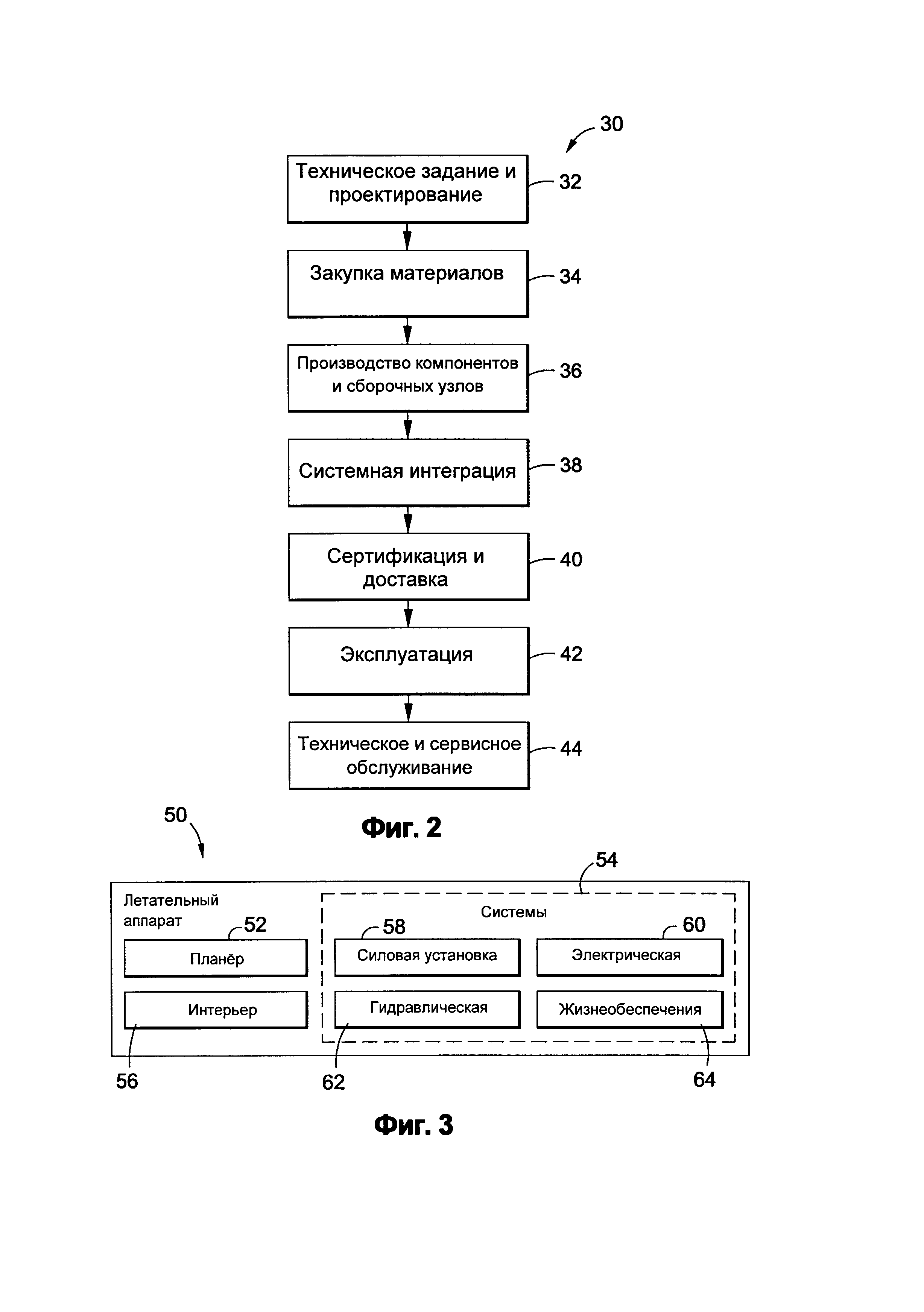
на фиг. 2 изображена схема последовательности этапов способа производства и обслуживания летательных аппаратов;
на фиг. 3 изображена блок-схема летательного аппарата;
на фиг. 4А изображен вид в перспективе известного противодействующего срезному усилию соединения и монолитной сборки шпангоутов крыла летательного аппарата;
на фиг. 4В изображен вид в перспективе известного противодействующего срезному усилию соединения и несущей аэродинамическую нагрузку сборки шпангоутов крыла летательного аппарата;
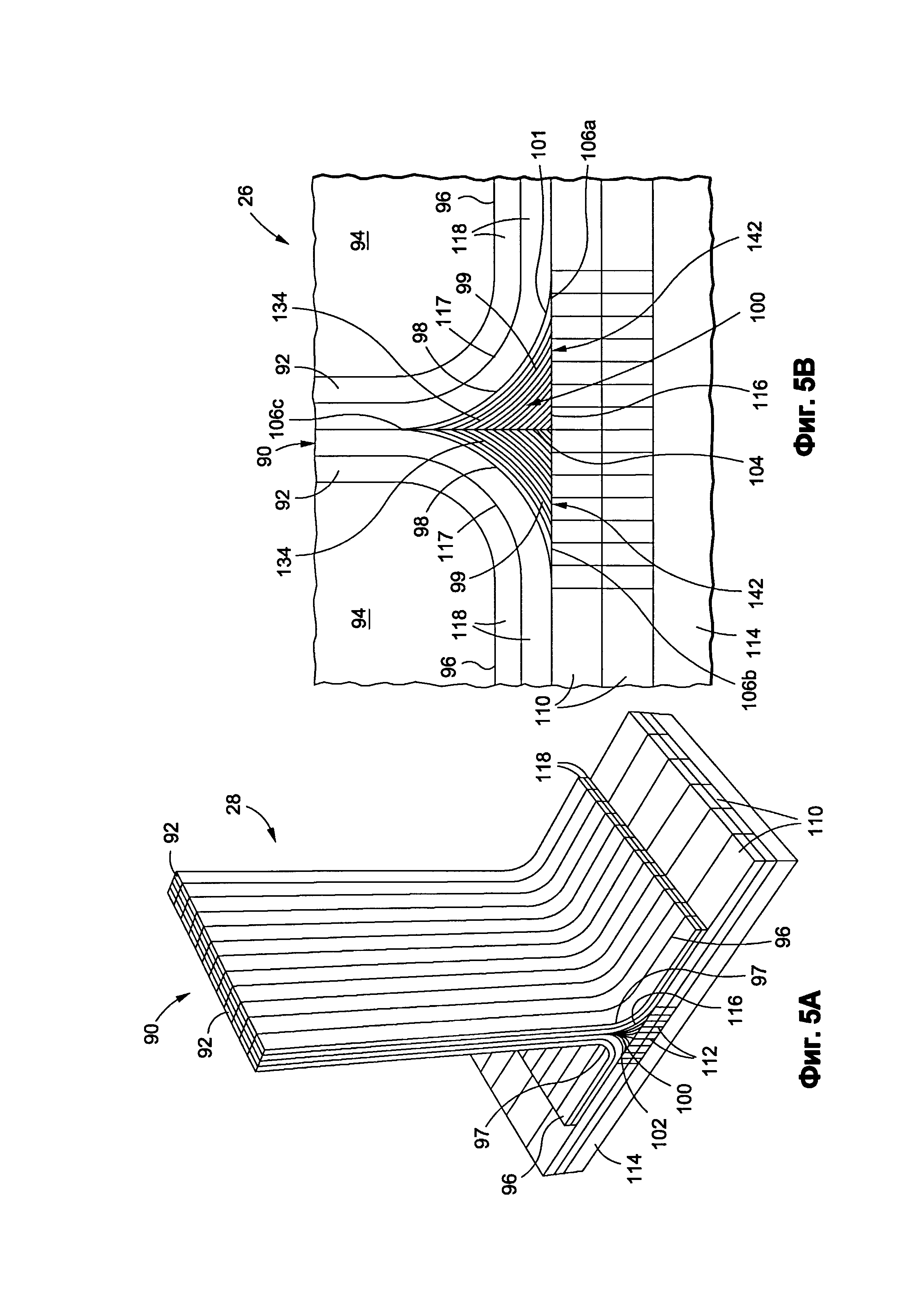
на фиг. 5А изображен вид в перспективе композитной структуры в виде Т-образного элемента жесткости, область радиусного заполнителя которого заполнена композитным радиусным заполнителем согласно варианту осуществления изобретения;
на фиг. 5В приведено увеличенное изображение части фронтального разреза композитного узла, включающего Т-образный элемент жесткости согласно фиг. 5А с композитным радиусным заполнителем;
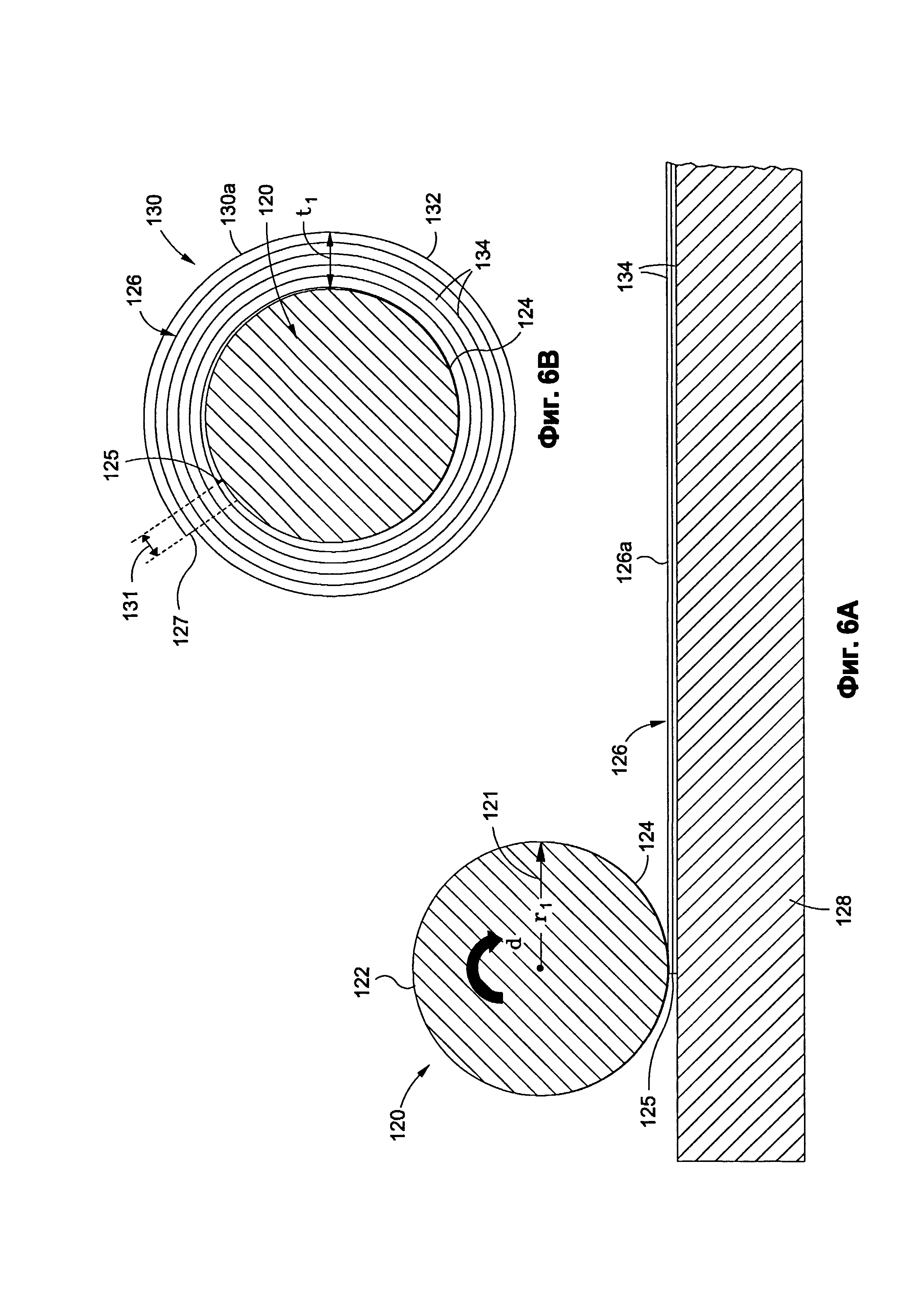
на фиг. 6А приведено упрощенное изображение фронтального разреза приведенных в качестве примера вариантов осуществления формирующей оснастки и слоистого материала, которые можно применить в одном из вариантов осуществления способа изготовления композитного радиусного заполнителя согласно изобретению;
на фиг. 6В приведено увеличенное изображение фронтального разреза иллюстративного варианта укладки композитных слоев, который можно применить в одном из вариантов осуществления способа изготовления композитного радиусного заполнителя согласно изобретению;
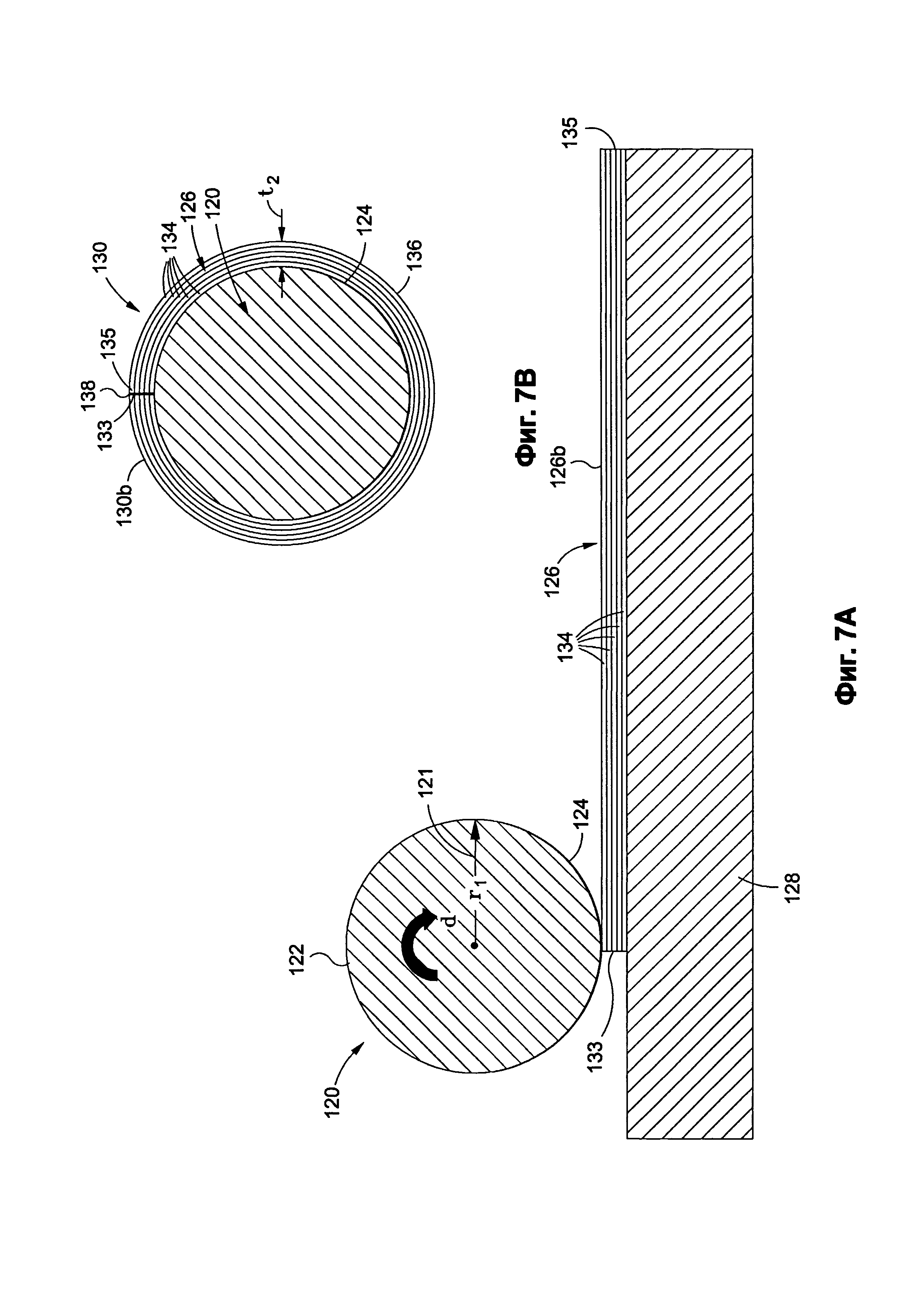
на фиг. 7А приведено упрощенное изображение фронтального разреза приведенных в качестве примера вариантов осуществления формирующей оснастки и слоистого материала, которые можно применить еще в одном варианте осуществления способа изготовления композитного радиусного заполнителя согласно изобретению;
на фиг. 7В приведено увеличенное изображение фронтального разреза приведенного в качестве примера еще одного варианта укладки композитных слоев, который можно применить в одном из вариантов осуществления способа изготовления композитного радиусного заполнителя согласно изобретению;
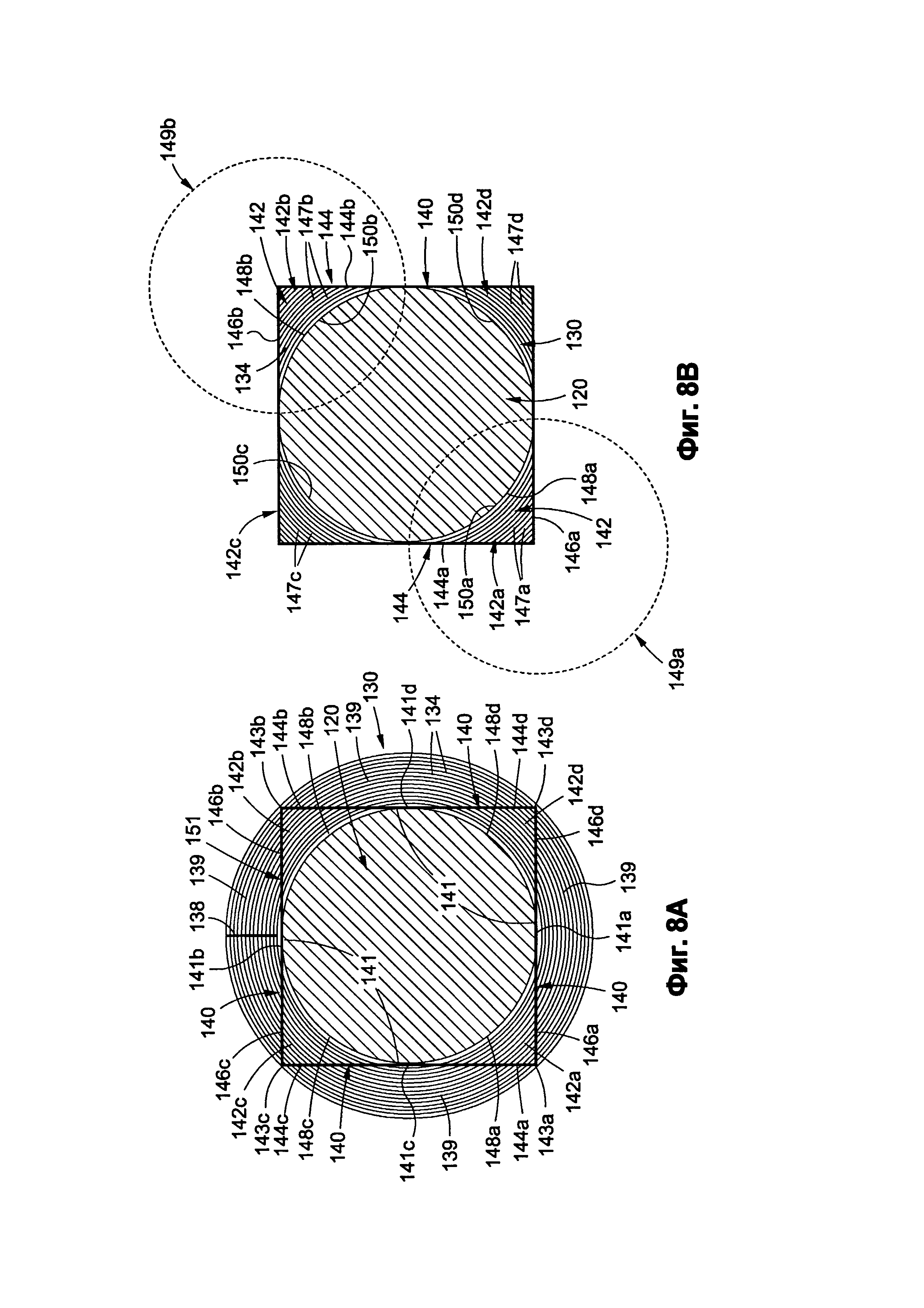
на фиг. 8А приведено увеличенное изображение фронтального разреза иллюстративного варианта укладки композитных слоев с разрезами, выполненными по касательной к поверхностям формирующей оснастки, который можно применить в одном из вариантов осуществления способа изготовления композитного радиусного заполнителя согласно изобретению;
на фиг. 8В приведено увеличенное изображение фронтального разреза укладки композитных слоев согласно фиг. 8А с оставшимися после удаления областей радиусными слоистыми материалами, образующими композитные радиусные заполнители согласно изобретению;
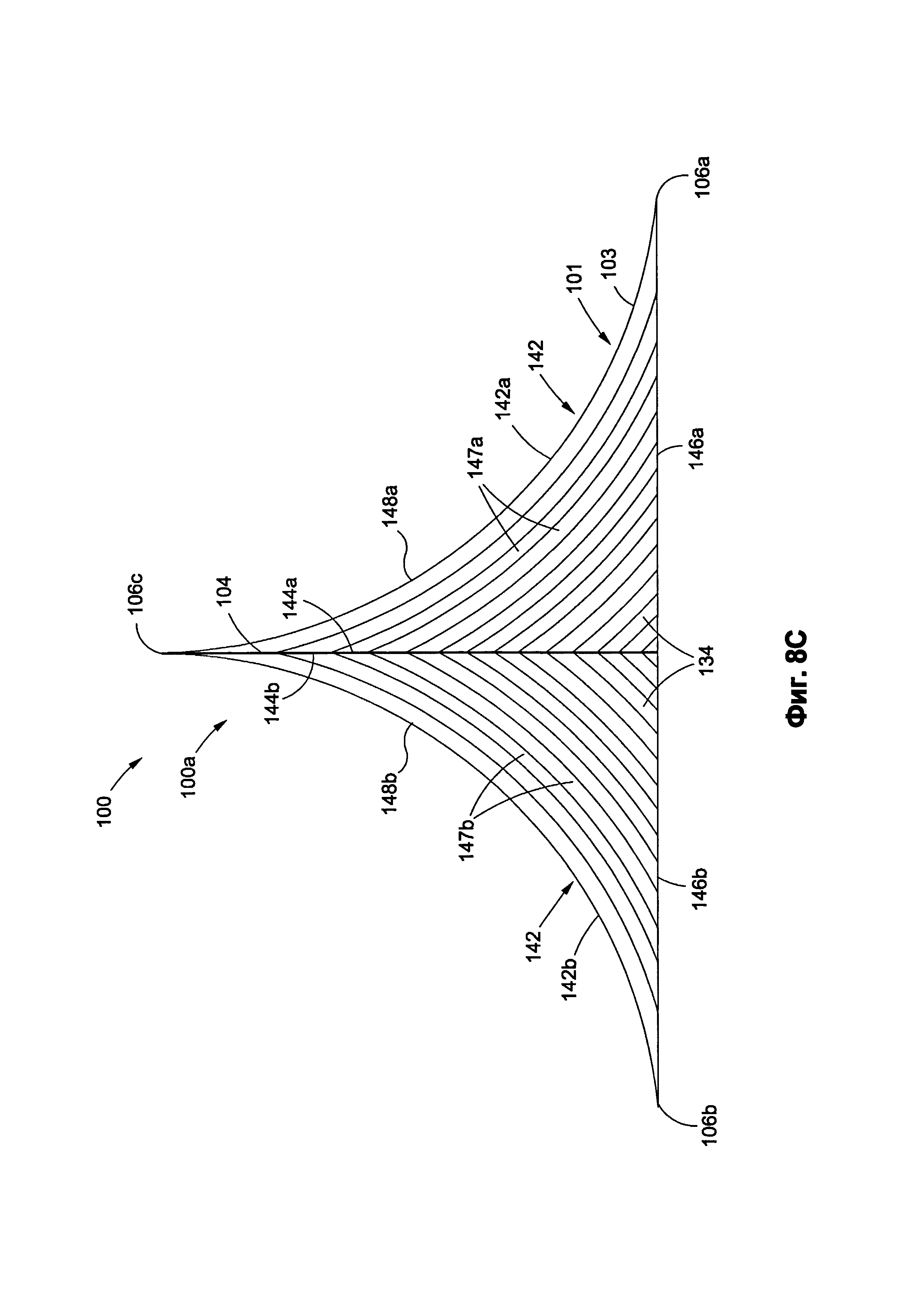
на фиг. 8С приведено увеличенное изображение фронтального разреза одного из вариантов осуществления композитного радиусного заполнителя согласно изобретению;
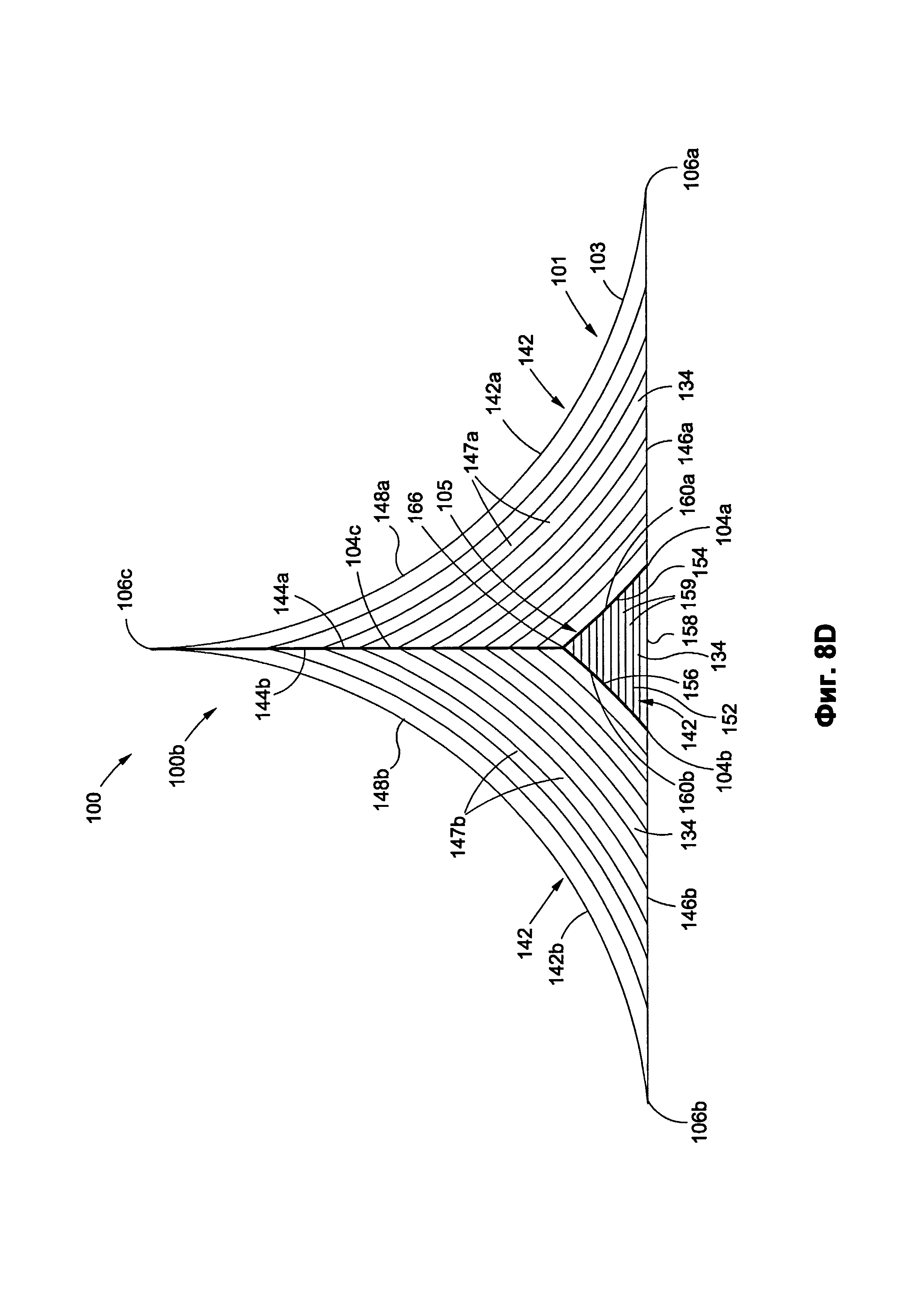
на фиг. 8D приведено увеличенное изображение фронтального разреза другого варианта осуществления композитного радиусного заполнителя согласно изобретению;
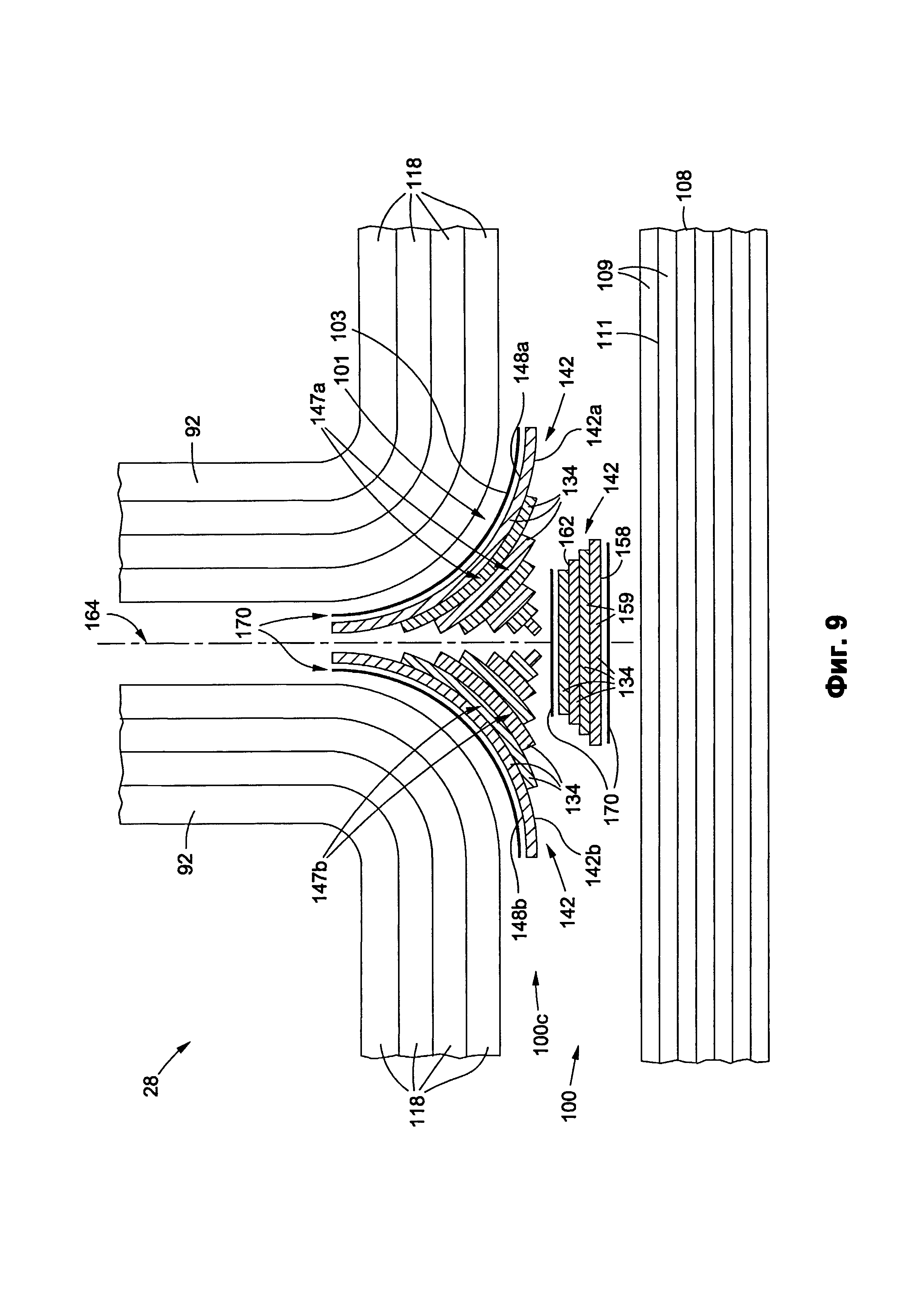
на фиг. 9 приведено увеличенное покомпонентное изображение фронтального разреза другого варианта осуществления композитного радиусного заполнителя согласно изобретению; и
на фиг. 10 приведена схема последовательности операций иллюстративного варианта осуществления способа согласно изобретению.
Осуществление изобретения
Раскрытые варианты осуществления далее описаны более подробно со ссылкой на прилагаемые чертежи, на которых изображены некоторые, но не все из раскрытых вариантов осуществления изобретения. Более того, могут быть предложены несколько вариантов осуществления, и их не следует интерпретировать как ограничение к приведенным далее вариантам осуществления. Скорее, эти варианты осуществления предоставлены для того, чтобы изложение было полным и завершенным и полностью передавало объем изобретения специалистам в данной области техники.
Далее рассматриваются прилагаемые чертежи. На фиг. 1 приведен вид в перспективе летательного аппарата 10, который может включать один или более композитных узлов 26, имеющих одну или более композитных конструкций 28, изготовленных по варианту осуществления композитного радиусного заполнителя 100 (см. фиг. 5В), такого как, например, композитный радиусный заполнитель 100а (см. фиг. 8С), композитный радиусный заполнитель 100b (см. фиг. 8D) или композитный радиусный заполнитель 100с (см. фиг. 9), полученные согласно одному или более вариантам осуществления способа 200 (см. фиг. 10) согласно изобретению. Как показано на фиг. 1, летательный аппарат 10 включает фюзеляж 12, носовую часть 14, кабину 16, крылья 18, одну или более двигательных установок 20, вертикальную хвостовую часть 22 и горизонтальные хвостовые части 24. Хотя летательный аппарат 10, изображенный на фиг. 1, в целом представляет коммерческий пассажирский самолет, имеющий один или более композитных узлов 26 с одной или более композитными структурами 28, раскрытые варианты осуществления могут быть применимы к другим пассажирским самолетам, грузовым самолетам, военным самолетам, вертолетам и другим типам воздушных судов, летательных аппаратов, аэрокосмическим аппаратам, спутникам, космическим ракетам-носителям, ракетам и другим аэрокосмическим аппаратам, а также лодкам и другим водным транспортным средствам, поездам, автомобилям, грузовым автомобилям, автобусам или другим подходящим структурам, имеющим один или более композитных узлов 26 с одной или более композитными структурами 28, изготовленными согласно одному или более вариантам осуществления способа 200 (см. фиг. 10) согласно изобретению.
На фиг. 2 изображена блок-схема способа производства и обслуживания летательных аппаратов 30. На фиг. 3 изображена блок-схема летательного аппарата 50. Рассмотрим фиг. 2 и 3. Варианты осуществления изобретения могут быть описаны в контексте способа изготовления и обслуживания летательных аппаратов 30, изображенного на фиг. 2, и летательного аппарата 50, изображенного на фиг. 3. В процессе подготовки к производству приведенный в качестве примера способ 30 может включать техническое задание и проектирование 32 летательного аппарата 50, а также закупку 34 материалов. В процессе изготовления осуществляется производство 36 компонентов и сборочных узлов, а также системная интеграция 38 летательного аппарата 50. После этого летательный аппарат 50 может проходить сертификацию и доставку 40 для ввода в эксплуатацию 42. В процессе эксплуатации 42 клиентом для летательного аппарата 50 может составляться график регулярного технического и сервисного обслуживания 44 (которое может также включать модификацию, реконфигурацию, ремонт и другие соответствующие работы).
Каждый из процессов способа 30 может выполняться или осуществляться системным интегратором, третьей стороной и/или оператором (например, клиентом). Для целей данного описания в состав системного интегратора могут входить, без ограничения, любое число производителей самолетов и субподрядчиков основных систем; третья сторона может включать в себя, без ограничения, любое число продавцов, субподрядчиков и поставщиков; оператором может быть авиакомпания, лизинговая компания, военное подразделение, сервисная организация и другие соответствующие операторы.
Как показано на фиг. 3, летательный аппарат 50, произведенный иллюстративным способом 30, может включать планер 52 с множеством систем 54 и интерьером 56. Примеры систем 54 высокого уровня могут включать одну или более двигательных установок 58, электрическую систему 60, гидравлическую систему 62 и систему 64 обеспечения жизнедеятельности. В их состав может также входить любое количество других систем. Хотя приведен пример аэрокосмического летательного аппарата, принципы данного изобретения могут быть применены в других отраслях, например в автомобильной промышленности.
Способы и системы, предусмотренные изобретением, можно применить на одном или более этапах способа изготовления и обслуживания летательного аппарата 30. Например, компоненты или сборочные узлы, соответствующие производству компонентов и сборочных узлов 36, могут быть изготовлены или произведены способом, аналогичным производству компонентов или сборочных узлов, когда летательный аппарат 50 эксплуатируется. Кроме того, один или более вариантов реализации устройства, вариантов осуществления способа или их сочетания можно применить на этапах производства компонентов и сборочных узлов 36 и системной интеграции 38, например, при значительном ускорении сборки или снижении стоимости летательного аппарата 50. Аналогично, один или более вариантов реализации устройства, вариантов осуществления способа или их сочетания можно применить, когда летательный аппарат 50 эксплуатируется, например, без ограничения, в процессе сервисного и технического обслуживания 44.
В варианте осуществления изобретения предложен композитный радиусный заполнитель 100 (см. фиг. 5А-5В), т.е. «лапша» для заполнения области 116 радиусного заполнителя (см. фиг. 5А-5В), другими словами, «области лапши» в композитной структуре 28 (см. фиг. 5А). На фиг. 5А изображен вид в перспективе композитной структуры 28 в виде Т-образного элемента 90 жесткости, область 116 радиусного заполнителя которого заполнена композитным радиусным заполнителем 100 согласно изобретению. На фиг. 5В приведено увеличенное изображение части фронтального разреза композитного узла 26, включающего Т-образный элемент 90 жесткости согласно фиг. 5А с композитным радиусным заполнителем 100.
Как показано на фиг. 5А, композитная структура 28 в виде Т-образного элемента 90 жесткости содержит вертикальные перегородки 92, горизонтальные фланцы 96 и переходы 97 между фланцем и перегородкой, радиально окружающие композитный радиусный заполнитель 100. Как также показано на фиг. 5А, фланцы 96 Т-образного элемента жесткости 90 могут быть соединены с одной или более опорными слоистыми материалами 110 и/или панелями 114 обшивки в области 102 соединения, например, области соединения обшивки и элемента жесткости. В предпочтительном исполнении один или более опорных слоистых материалов 110 и/или панелей 114 обшивки прилегают к основанию композитного радиусного заполнителя 100 и окружают его.
Как показано на фиг. 5В, в одном варианте осуществления композитный узел 26 включает в себя Т-образный элемент 90 жесткости с вертикальными перегородками 92, горизонтальными фланцами 96 и областью 116 радиусного заполнителя, заполненной композитным радиусным заполнителем 100. Далее, как показано на фиг. 5В, фланцы 96 Т-образного элемента жесткости 90 могут быть соединены с одним или более опорных слоистыми материалами 110 и/или панелями 114 обшивки. Композитный узел 26 дополнительно включает лонжероны 94, прилегающие к Т-образному элементу 90 жесткости.
Далее как показано на фиг. 5В, композитный радиусный заполнитель 100 содержит два или более радиусных слоистых материала 142. Каждый радиусный слоистый материал 142 включает слоистый материал 126 (см. фиг. 6А) из уложенных один поверх другого композитных слоев 134 (см. фиг. 5В, 6А). В предпочтительном исполнении слоистый материал 126 из уложенных один поверх другого композитных слоев 134 сжат, чтобы спрессовать или собрать вместе уложенные один поверх другого композитные слои 134 и удалить пустоты, заполненные воздухом или другими газами, которые могут остаться между слоями уложенных один поверх другого композитных слоев 134. Кроме того, в предпочтительном исполнении, как показано на фиг. 5В, каждый радиусный слоистый материал 142 сформирован с заданным радиусом 98, с заданной радиальной ориентацией 99 уложенных один поверх другого композитных слоев 134. Предпочтительно, чтобы заданная радиальная ориентация 99 уложенных один поверх другого композитных слоев 134 по существу совпадала с радиальной ориентацией 117 (см. фиг. 5В) соседних уложенных один поверх другого композитных слоев 118 (см. фиг. 5В) композитной структуры 28 (см. фиг. 5А), такой как Т-образный элемент 90 жесткости, который окружает два или более радиусных слоистых материала 142. Кроме того, в предпочтительном исполнении заданная радиальная ориентация 99 уложенных один поверх другого композитных слоев 134 также по существу совпадает с радиальной ориентацией 112 (см. фиг. 5А) композитной структуры 28, такой как соседние опорные слоистые материалы 110 и/или панели 114 обшивки, окружающие основание двух или более радиусных слоистых материалов 142. Направление изгиба уложенных один поверх другого композитных слоев 134 вокруг заданного радиуса 98 каждого радиусного слоистого материала 142 соответствует одной и той же радиальной ориентации 117 (см. фиг. 5В) уложенных один поверх другого композитных слоев 118 (см. фиг. 5В) окружающей композитной структуры 28, такой как Т-образный элемент жесткости 90 (см. фиг. 5В), так что уложенные один поверх другого композитные слои 134 являются как бы продолжением уложенных один поверх другого композитных слоев 118.
Уложенные один поверх другого композитные слои 134 предпочтительно изготавливать из армирующего материала, окруженного матричным материалом и поддерживаемого в нем, таком как, например, материал препрега. Армирующий материал может состоять из высокопрочных волокон, таких как стекло или углеродные волокна, графита, ароматических полиамидных волокон, стекловолокна или другого подходящего армирующего материала. Матричный материал может состоять из различных полимерных материалов или смол, таких как эпоксидные, полиэфирные, винилэфирные смолы, полиэфирэфиркетоновый полимер (PEEK), полиэфиркетонкетоновый полимер (PEKK), бисмалеимид или другой подходящий материал матрицы. Используемый здесь термин «препрег» означает тканое или плетеное полотно или похожий на ткань материал ленты, например, стекловолокно или углеродные волокна, пропитанные неотвержденной или частично отвержденной смолой, которая является достаточно гибкой, чтобы подвергаться формовке для получения желаемой формы, а затем «отверждается», например, путем нагревания в печи или автоклаве для отверждения смолы с получением прочной, жесткой, армированной волокнами структуры. Уложенные один поверх другого композитные слои 134 могут иметь форму ленты из однонаправленного препрега, ленты из однонаправленных волокон, ленты из армированной углеродными волокнами пластмассы (CFRP, углепластика) или другой соответствующей ленты; ткани из армированной углеродными волокнами пластмассы (CFRP, углепластика), ткани из препрега, тканого полотна, включая тканое полотно из углеродных волокон, или другой подходящей ткани; сочетания ленты или ткани из указанных материалов; или другого подходящего композитного материала. Композитный радиусный заполнитель 100 предпочтительно выполнить из той же смолы и волокнистого материала, что и используемые для изготовления компонентов композитного узла 26 (см. фиг. 5В), например, композитной структуры 28 (см. фиг. 5А), лонжеронов 94 (см. фиг. 5В), опорных слоистых материалов 110 (см. фиг. 5В) и панелей 114 обшивки (см. фиг. 5В).
Каждые два или более радиусных слоистых материала 142 (см. фиг. 5В) предпочтительно получать путем удаления их из укладки 130 композитных слоев (см. фиг. 8А) посредством разрезов 140 (см. фиг. 8А), выполняемых по касательной к одной или более поверхностям 141 (см. фиг. 8А) формирующей оснастки 120 (см. фиг. 8А), обернутой укладкой 130 композитных слоев (см. фиг. 8А). Предпочтительно, чтобы каждый радиусный слоистый материал 142 имел в общем треугольное сечение. Каждый радиусный слоистый материал 142 предпочтительно обрезан таким образом, что по меньшей мере одна его сторона 144 (см. фиг. 8В) выровнена смежно с другими с образованием композитного радиусного заполнителя 100 (см. фиг. 5В), имеющего форму по существу соответствующую области радиусного заполнителя композитной структуры 28 (см. фиг. 5А). В частности, каждый радиусный слоистый материал 142 предпочтительно обрезан таким образом, что по меньшей мере одна его сторона 144 (см. фиг. 8В) выровнена смежно с по меньшей мере одной стороной 144 (см. фиг. 8В) другого радиусного слоистого материала 142 для образования вертикального стыка 104 (см. фиг. 5В) и, в свою очередь, для образования композитного радиусного заполнителя 100 (см. фиг. 5В). В предпочтительном исполнении композитный радиусный заполнитель 100 имеет форму 101 (см. фиг. 5В) или геометрию по существу соответствующую форме или геометрии области 116 радиусного заполнителя (см. фиг. 5А-5В) композитной структуры 28 (см. фиг. 5А). Композитный радиусный заполнитель 100 формируется таким образом, чтобы заполнить объем и принять форму и геометрию области 116 радиусного заполнителя, подлежащей заполнению. Предпочтительно, чтобы форма 101 (см. фиг. 5В, 8С, 8D) композитного радиусного заполнителя 100 (см. фиг. 5В) была по существу конфигурацией 103 пирамидальной формы (см. фиг. 5В, 8С, 8D). В предпочтительном исполнении композитный радиусный заполнитель 100 может иметь по существу треугольное сечение.
Как показано на фиг. 5В, отдельные уложенные один поверх другого композитные слои 134 композитного радиусного заполнителя 100 предпочтительно образуют угловые точки в трех точках 106а, 106b, 106с концентрации напряжений композитного радиусного заполнителя 100. Предпочтительно заданную радиальную ориентацию 99 (см. фиг. 5В) уложенных один поверх другого композитных слоев 134 выбрать таким образом, чтобы она по существу соответствовала коэффициенту теплового расширения (СТЕ) композитного радиусного заполнителя 100 (см. фиг. 5В), и, в частности, выбирают таким образом, чтобы привести СТЕ в каждой из трех точек 106а, 106b, 106с концентрации напряжений (см. фиг. 5В) композитного радиусного заполнителя 100 в соответствие с СТЕ соответствующих соседних уложенных один поверх другого композитных слоев 118 (см. фиг. 5В) композитной структуры 28 (см. фиг. 5А), таких как Т-образный элемент жесткости 90, окружающий композитный радиусный заполнитель 100, чтобы свести к минимуму или уменьшить растрескивание композитного радиусного заполнителя 100 в результате остаточных термических напряжений, особенно тех, которые могут возникнуть во время термического отверждения композитного радиусного заполнителя 100 и композитной структуры 28. В предпочтительном исполнении композитный радиусный заполнитель 100 минимизирует остаточные термические напряжения в трех точках 106а, 106b, 106с концентрации напряжений (см. фиг. 5В) композитного радиусного заполнителя 100 во время термического отверждения композитного радиусного заполнителя 100 и композитной структуры 28. Приведение СТЕ в соответствие предпочтительно сводит к минимуму или уменьшает возможность растрескивания композитного радиусного заполнителя 100 в результате остаточных термических напряжений. В предпочтительных вариантах осуществления композитного радиусного заполнителя 100 отведены высокие остаточные термические напряжения от трех точек 106а, 106b, 106с концентрации напряжений композитного радиусного заполнителя 100, таким образом минимизированы трещины и их образование. Кроме того, в предпочтительных вариантах композитного радиусного заполнителя 100 увеличена возможная отрывающая нагрузка и повышена прочность на отрыв. Используемый здесь термин «отрывающая нагрузка» означает срезающее усилие и/или момент силы, приложенный к композитной структуре, такой как усиливающий элемент жесткости, в местах, где композитная структура присоединена или прикреплена к другой композитной структуре, такой как композитная панель обшивки или перегородка, так что это срезающее усилие и/или момент силы может вызвать отслоение или отделение усиливающего элемента жесткости от прикрепленной композитной структуры.
В другом варианте осуществления изобретения предложен способ 200 изготовления композитного радиусного заполнителя 100 (см. фиг. 5В). В предпочтительном исполнении композитный радиусный заполнитель 100 применяют для заполнения области 116 радиусного заполнителя (см. фиг. 5В) в композитной структуре 28 (см. фиг. 1, 5А). На фиг. 10 приведена схема последовательности операций иллюстративного варианта осуществления способа 200 согласно изобретению. Как показано на фиг. 10, способ 200 включает этап 202 обертывания или укладки слоистого материала 126 (см. фиг. 6А) из уложенных один поверх другого композитных слоев 134 (см. фиг. 6А) один или более раз вокруг формирующей оснастки 120 (см. фиг. 6А), имеющей заданный радиус 121 (r1) (см. фиг. 5В), для получения укладки 130 композитных слоев (см. фиг. 6В) с заданной толщиной (t1) (см. фиг. 6В). Один иллюстративный вариант осуществления этапа обертывания 202 показан на фиг. 6А-6В. Другой иллюстративный вариант осуществления этапа обертывания показан на фиг. 7А-7В. Однако такие иллюстративные варианты осуществления не предназначены для ограничения вариантов осуществления, отраженных в данном документе, и в способе 200 можно применить другие подходящие процессы обертывания или укладки слоев.
На фиг. 6А приведено упрощенное изображение фронтального разреза приведенных в качестве примера вариантов осуществления формирующей оснастки 120 и слоистого материала 126, например, в виде слоистого материала 126а, которые можно применить в одном из вариантов осуществления способа 200 изготовления композитного радиусного заполнителя 100 согласно изобретению. Как показано на фиг. 6А, формирующая оснастка 120 может иметь форму цилиндрической оправки 122, который может иметь продолговатую форму. Тем не менее, можно применить формирующие оснастки 120 и других подходящих форм и конфигураций. Формирующая оснастка 120 (см. фиг. 6А) может иметь заданный радиус 121 (r1) (см. фиг. 6А). В предпочтительном исполнении величина заданного радиуса 121 (r1) может находиться в диапазоне от около 0,25 дюйма (6,35 мм) до около 1,0 дюйма (2,54 см). Тем не менее, можно применить другие подходящие величины заданного радиуса 121 (r1).
Как показано на фиг. 6А, наружная поверхность 124 формирующей оснастки 120 может быть расположена над первым концом 125 слоистого материала 126, например, в виде слоистого материала 126а, содержащего уложенные один поверх другого композитные слои 134. Слоистый материал 126 может быть расположен на формирующей платформе 128 (см. фиг. 6А) или другой походящей поверхности для выполнения этапа обертывания 202. В варианте осуществления изобретения, изображенном на фиг. 6А-6В, формирующую оснастку 120 предпочтительно прокатывать в направлении, указанном стрелкой (d) (см. фиг. 6А), а в этап обертывания 202 можно включить непрерывное обертывание слоистого материала 126 из стопки композитных слоев 134 несколько раз вокруг формирующей оснастки 120 для формирования укладки 130 композитных слоев (см. фиг. 6В) заданной толщины (t1) (см. фиг. 6В). Этап обертывания 202 или укладки 130 композитных слоев, например, в виде укладки 130а композитных слоев (см. фиг. 6В) на формирующей оснастке 120 может осуществляться в ходе ручного или автоматизированного процесса с применением известных аппаратов или машин.
На фиг. 6В приведено увеличенное изображение фронтального разреза иллюстративного варианта укладки 130 композитных слоев, например, в виде укладки 130а композитных слоев, который можно применить в одном из вариантов осуществления способа 200 изготовления композитного радиусного заполнителя 100 согласно изобретению. Как показано на фиг. 6В, слоистый материал 126 из уложенных один поверх другого композитных слоев 134 можно непрерывно оборачивать несколько раз вокруг формирующей оснастки 120, начиная с первого конца 125 и заканчивая вторым концом 127. Как показано на фиг. 6В, соединение внахлест 131 может быть выполнено между первым концом 125 и вторым концом 127, чтобы соединить или прикрепить второй конец 127 к первому концу 125 или соединить или прикрепить второй конец 127 к укладке 130 композитных слоев. Кроме того, можно применить другой тип стыка, соединения, связи или средства крепления для соединения или прикрепления второго конца 127 к укладке 130 композитных слоев. Как также показано на фиг. 6В, сформированная укладка 130 композитных слоев предпочтительно имеет заданную толщину (t1), которую можно измерить как расстояние между внешней поверхностью 124 формирующей оснастки 120 и внешней поверхностью 132 укладки 130 композитных слоев.
На фиг. 7А приведено упрощенное изображение фронтального разреза иллюстративных вариантов осуществления формирующей оснастки 120 и слоистого материала 126, например, в виде слоистого материала 126b, которые можно применить в одном из вариантов осуществления способа 200 изготовления композитного радиусного заполнителя 100 согласно изобретению. Как показано на фиг. 7А, формирующая оснастка 120 имеет форму цилиндрической оправки 122, которая может иметь продолговатую форму. Тем не менее, можно применить формирующие оснастки 120 и других подходящих форм и конфигураций. Формирующая оснастка 120 (см. фиг. 7А) может иметь заданный радиус 121 (r1) (см. фиг. 7А). В предпочтительном исполнении величина заданного радиуса 121 (r1) может находиться в диапазоне от около 0,25 дюйма (6,35 мм) до около 1,0 дюйма (2,54 см). Тем не менее, можно применить другие подходящие величины заданного радиуса 121 (r1).
Как показано на фиг. 7А, наружная поверхность 124 формирующей оснастки 120 может быть расположена над первым концом 133 слоистого материала 126, например, в виде слоистого материала 126b, содержащего уложенные один поверх другого композитные слои 134. Слоистый материал 126 может быть расположен на формирующей платформе 128 (см. фиг. 7А) или другой походящей поверхности для выполнения этапа обертывания 202. В варианте осуществления изобретения, изображенном на фиг. 7А-7В, формирующую оснастку 120 предпочтительно прокатывать в направлении, указанном стрелкой (d) (см. фиг. 7А), а в этап обертывания 202 можно включать обертывание слоистого материала 126 из стопки композитных слоев 134 один раз вокруг формирующей оснастки 120 и соединение встык, соединение внахлест или иную стыковку, соединение или связь слоистого материала 126 из стопки композитных слоев 134 для формирования укладки 130 композитных слоев (см. фиг. 7В), например, в виде укладки 130b композитных слоев (см. фиг. 6В) с заданной толщиной (t2) (см. фиг. 7В). Этап обертывания 202 или укладки 130 композитных слоев, например, в виде укладки 130b композитных слоев на формирующей оснастке 120 может осуществляться в ходе ручного или автоматизированного процесса с применением известных аппаратов или машин для укладки.
На фиг. 7В приведено увеличенное изображение фронтального разреза другого иллюстративного варианта укладки 130 композитных слоев, например, в виде укладки 130b композитных слоев, который можно применить в одном из вариантов осуществления способа 200 изготовления композитного радиусного заполнителя 100 согласно изобретению. Как показано на фиг. 7В, слоистый материал 126 из уложенных один поверх другого композитных слоев 134 предпочтительно оборачивать один раз вокруг формирующей оснастки 120, начиная с первого конца 133 и заканчивая вторым концом 135. Как показано на фиг. 7В, соединение встык 138 может быть выполнено между первым концом 133 и вторым концом 135, чтобы соединить или прикрепить первый конец 133 ко второму концу 135 укладки 130 композитных слоев. Кроме того, соединение внахлест 131 (см. фиг. 6В) или другой тип стыка, соединения, связи или средств крепления можно применить для соединения или прикрепления первого конца 133 ко второму концу 135. Как также показано на фиг. 7В, в предпочтительном исполнении сформированная укладка 130 композитных слоев имеет заданную толщину (t2), которая может быть измерена как расстоянии между внешней поверхностью 124 формирующей оснастки 120 и внешней поверхностью 136 укладки 130 композитных слоев.
Как показано на фиг. 10, способ 200 дополнительно включает этап 204 отжимания укладки 130 композитных слоев для устранения пустот. Этап 204 отжимания включает прессование или консолидацию укладки 130 композитных слоев для удаления пустот, например, заполненных воздухом или другими газами, которые могут остаться между слоями уложенных один поверх другого композитных слоев 134. В предпочтительном исполнении отжимание приводит к увеличению плотности укладки 130 композитных слоев. Этап 204 отжимания может осуществляться с использованием известных процессов, таких как укладка 130 композитных слоев в вакууме на формирующей оснастке 120 при достаточном нагревании и/или давлении, и/или воздействие достаточного нагревания и/или давления на укладку 130 композитных слоев в автоклаве или другой подходящей емкости для нагревания и/или резервуаре под давлением в течение достаточного промежутка времени, чтобы эффективно отжать укладку 130 композитных слоев.
Способ 200 может дополнительно включать после этапа 204 отжимания повторение этапа 202 обертывания и этапа 204 отжимания еще один или более раз, сколько необходимо, чтобы получить укладку 130 композитных слоев заданной толщины.
Как показано на фиг. 10, способ 200 дополнительно включает этап 206 выравнивания всех стыков, соединений или связей, например, соединения внахлест 131 (см. фиг. 6В) и/или соединения встык 138 (см. фиг. 7В) или другого подходящего стыка, соединения или связи укладки 130 композитных слоев в одной или более заданных областях 139 (см. фиг. 8А), удаляемых из укладки 130 композитных слоев (см. фиг. 8А). Этап 206 выравнивания может включать в себя выравнивание стыков, например, соединения 131 внахлест (см. фиг. 6В) и/или соединения 138 встык (см. фиг. 7В, 8А) укладки 130 композитных слоев (см. фиг. 8А) в одной или более заданных областях 139 (см. фиг. 8А), которые будут удалены, например в одном или нескольких следующих положениях: положение 141b на 12 часов (см. фиг. 8А), положение 141d на 3 часа (см. фиг. 8А), положение 141а на 6 часов (см. фиг. 8А) и/или положение 141с на 9 часов (см. фиг. 8А) на укладке 130 композитных слоев на границе между формирующей оснасткой 120 и укладкой 130 композитных слоев.
Как показано на фиг. 10, способ 200 также предусматривает этап 208 удаления одной или более заданных областей 139 (см. фиг. 8А) из укладки 130 композитных слоев (см. фиг. 8А) путем одного или более разрезов 140 (см. фиг. 8А), выполняемых по касательной к одной или более поверхностям 141 (см. фиг. 8А) формирующей оснастки 120 (см. фиг. 8А). В этап 208 удаления предпочтительно включить выполнение разрезов 140, например, четырех ортогональных разрезов, например, из угла 143а (см. фиг. 8А) в угол 143d (см. фиг. 8А), из угла 143d в угол 143b (см. фиг. 8А), из угла 143b в угол 143с (см. фиг. 8А) и из угла 143с в угол 143а, чтобы образовать по существу квадратную конфигурацию 151 (см. фиг. 8А) вокруг формирующей оснастки 120 (см. фиг. 8А). На фиг. 8А приведено увеличенное изображение фронтального разреза иллюстративного варианта укладки 130 композитных слоев с разрезами 140, выполненными по касательной к поверхностям 141 формирующей оснастки 120, который можно применить в одном из вариантов осуществления способа 200 изготовления композитного радиусного заполнителя 100 согласно изобретению.
Одна или более заданных областей 139 (см. фиг. 8А) укладки 130 композитных слоев (см. фиг. 8А) могут быть удалены путем одного или более разрезов 140 (см. фиг. 8А), выполняемых по касательной к одной или более поверхностям 141 (см. фиг. 8А) формирующей оснастки 120 путем разрезания укладки 130 композитных слоев известным режущим устройством при использовании известного процесса резки, например, ультразвуковым режущим устройством с использованием ультразвукового процесса резки, режущего устройства для ткани с использованием процесса резки ткани, лазерным режущим устройством с использованием процесса лазерной резки или другим подходящим режущим устройством с использованием соответствующего процесса резки.
Как показано на фиг. 10, способ 200 также предусматривает этап 210 удаления с формирующей оснастки 120 двух или более радиусных слоистых материалов 142 (см. фиг. 8В) из укладки 130 композитных слоев (см. фиг. 8В). На фиг. 8В приведено увеличенное изображение фронтального разреза укладки 130 композитных слоев согласно фиг. 8А с удаленными областями 139 (см. фиг. 8А), оставшимися радиусными слоистыми материалами 142, например, в виде первой пары радиусных слоистых материалов 142, содержащей первый радиусный слоистый материал 142а и второй радиусный слоистый материал 142b, и, например, в виде второй пары радиусных слоистых материалов 142, содержащей первый радиусный слоистый материал 142с и второй радиусный слоистый материал 142d, которые будут использоваться при изготовлении композитных радиусных заполнителей 100 согласно изобретению. Как показано на фиг. 8В, радиусные слоистые материалы 142 имеют по существу треугольное поперечное сечение.
Первый композитный радиусный заполнитель 100 (см. фиг. 8С) может быть выполнен из первой пары радиусных слоистых материалов 142, таких как первый радиусный слоистый материал 142а (см. фиг. 8В, 8С) и второй радиусный слоистый материал 142b (см. фиг. 8В, 8С). Круг 149а (см. фиг. 8В) обозначает первую область радиусного слоистого материала 142а, которая может быть удалена с формирующей оснастки 120 посредством разреза 150а по касательной (см. фиг. 8В). Круг 149b (см. фиг. 8В) обозначает вторую область радиусного слоистого материала 142b, которая может быть удалена с формирующей оснастки 120 посредством разреза 150b по касательной (см. фиг. 8В). Второй композитный радиусный заполнитель 100, аналогичный композитному радиусному заполнителю 100, изображенному на фиг. 8С, может быть выполнен из второй пары радиусных слоистых материалов 142, таких как первый радиусный слоистый материал 142с (см. фиг. 8В) и второй радиусный слоистый материал 142d (см. фиг. 8В). Первая область радиусного слоистого материала 142с (см. фиг. 8В) может быть удалена с формирующей оснастки 120 посредством разреза 150с по касательной (см. фиг. 8В), а вторая область радиусного слоистого материала 142d (см. фиг. 8В) может быть удалена с формирующей оснастки 120 посредством разреза 150d по касательной (см. фиг. 8В). Радиусные слоистые материалы 142, такие как первый радиусный слоистый материал 142а, второй радиусный слоистый материал 142b, первый радиусный слоистый материал 142с и второй радиусный слоистый материал 142d могут быть удалены разрезами 150а, 150b, 150с, 150d по касательной, соответственно, путем отрезания радиусных слоистых материалов 142 от формирующей оснастки 120 известным режущим устройством при использовании известного процесса резки, например, ультразвуковым режущим устройством с использованием ультразвукового процесса резки, режущего устройства для ткани с использованием процесса резки ткани, лазерным режущим устройством с использованием процесса лазерной резки или другим подходящим режущим устройством с использованием соответствующего процесса резки.
Как показано на фиг. 8А-8В, первый радиусный слоистый материал 142а содержит первую сторону 144а, вторую сторону 146а, ортогональную к первой стороне 144а, третью радиусную сторону 148а, смежную с формирующей оснасткой 120, и уложенные один поверх другого композитные слои 134, содержащие радиально ориентированные уложенные один поверх другого композитные слои 147а (см. фиг. 8В). Как показано на фиг. 8А-8В, второй радиусный слоистый материал 142b содержит первую сторону 144b, вторую сторону 146b, ортогональную к первой стороне 144b, третью радиусную сторону 148b, смежную с формирующей оснасткой 120, и уложенные один поверх другого композитные слои 134, содержащие радиально ориентированные уложенные один поверх другого композитные слои 147b (см. фиг. 8В). Как показано на фиг. 8А, первый радиусный слоистый материал 142с содержит первую сторону 144с, вторую сторону 146с, ортогональную к первой стороне 144с, третью радиусную сторону 148с, смежную с формирующей оснасткой 120, и уложенные один поверх другого композитные слои 134, содержащие радиально ориентированные уложенные один поверх другого композитные слои 147с (см. фиг. 8В). Как показано на фиг. 8А, второй радиусный слоистый материал 142d содержит первую сторону 144d, вторую сторону 146d, ортогональную к первой стороне 144d, третью радиусную сторону 148d, смежную с формирующей оснасткой 120, и уложенные один поверх другого композитные слои 134, содержащие радиально ориентированные уложенные один поверх другого композитные слои 147d (см. фиг. 8В).
Как показано на фиг. 10, способ 200 дополнительно включает этап 212 выравнивания двух или более радиусных слоистых материалов 142 для образования композитного радиусного заполнителя 100, имеющего форму по существу соответствующую области 116 радиусного заполнителя (см. фиг. 5В) композитной структуры 28 (см. фиг. 5А). Как показано на фиг. 5В, каждый радиусный слоистый материал 142 предпочтительно изготовить с заданным радиусом 98, заданной радиальной ориентацией 99 уложенных один поверх другого композитных слоев 134, по существу соответствующей радиальной ориентации 117 соседних уложенных один поверх другого композитных слоев 118 композитной структуры 28, окружающей указанный композитный радиусный заполнитель 100. В одном варианте осуществления этап 212 выравнивания может включать в себя выравнивание первого радиусного слоистого материала 142а (см. фиг. 8С) со вторым радиусным слоистым материалом 142b (см. фиг. 8С) с образованием композитного радиусного заполнителя 100 (см. фиг. 8С), например, в виде композитного радиусного заполнителя 100а, имеющего форму 101 (см. фиг. 8С), включающую конфигурацию 103, имеющую по существу форму пирамиды (см. фиг. 8С). В другом варианте осуществления этап 212 выравнивания может включать в себя выравнивание первого радиусного слоистого материала 142а (см. фиг. 8D), второго радиусного слоистого материала 142b (см. фиг. 8D) и третьего радиусного слоистого материала 152 (см. фиг. 8D) с образованием композитного радиусного заполнителя 100 (см. фиг. 8D), например, в виде композитного радиусного заполнителя 100b, имеющего форму 101 (см. фиг. 8D), включающую конфигурацию 103, имеющую по существу форму пирамиды (см. фиг. 8D). Как показано на фиг. 8D, третий радиусный слоистый материал 152 предпочтительно расположен в области 166 между первым радиусным слоистым материалом 142а и вторым радиусным слоистым материалом 142b.
На фиг. 8С приведено увеличенное изображение фронтального разреза одного из вариантов осуществления композитного радиусного заполнителя 100 в виде композитного радиусного заполнителя 100а согласно изобретению. В этом варианте осуществления композитного радиусного заполнителя 100, изображенном на фиг. 8С, два или более радиусных слоистых материала 142 могут включать в себя первый радиусный слоистый материал 142а, выровненный смежно со вторым радиусным слоистым материалом 142b, с образованием вертикального стыка 104 и, в свою очередь, образованием композитного радиусного заполнителя 100. В предпочтительном исполнении композитный радиусный заполнитель 100 имеет форму 101 (см. фиг. 8С), по существу соответствующую области 116 радиусного заполнителя (см. фиг. 5В) композитной структуры 28 (см. фиг. 5А). Предпочтительно также, чтобы форма 101 имела конфигурацию 103 по существу в виде пирамиды (см. фиг. 8С). Композитный радиусный заполнитель 100, например, в виде композитного радиусного заполнителя 100а может иметь по существу треугольное сечение.
Как показано на фиг. 8С, первая сторона 144а первого радиусного слоистого материала 142а может быть выровнена с первой стороной 144b второго радиусного слоистого материала 142b с образованием вертикального стыка 104. Вторая сторона 146а первого радиусного слоистого материала 142а и вторая сторона 146b второго радиусного слоистого материала 142b может быть выровнена по существу по прямой с образованием основания композитного радиусного заполнителя 100. Третью радиальную сторону 148а первого радиусного слоистого материала 142а предпочтительно расположить снаружи и предпочтительно, чтобы она прилегала к окружающей композитной структуре 28 и соответствовала ей (см. фиг. 5А), например, Т-образному элементу 90 жесткости (см. фиг. 5В). Третья радиальная сторона 148b второго радиусного слоистого материала 142b также предпочтительно расположить снаружи и также предпочтительно, чтобы она прилегала к окружающей композитной структуре 28 и соответствовала ей (см. фиг. 5А), например, Т-образному элементу 90 жесткости (см. фиг. 5В). Как показано на фиг. 8С, третья радиальная сторона 148а предпочтительно расположена напротив третьей радиальной стороны 148b.
Подобно первому радиусному слоистому материалу 142а и второму радиусному слоистому материалу 142b, которые могут быть объединены с образованием композитного радиусного заполнителя 100, например, в виде композитного радиусного заполнителя 100а, первый радиусный слоистый материал 142с (см. фиг. 8В) и второй радиусный слоистый материал 142d (см. фиг. 8В) могут также быть объединены с образованием композитного радиусного заполнителя 100, например, в виде композитного радиусного заполнителя 100а. Первый радиусный слоистый материал 142с (см. фиг. 8В) и второй радиусный слоистый материал 142d (см. фиг. 8В) могут быть выровнены смежно друг с другом таким же образом и с такой же конфигурацией, как первый радиусный слоистый материал 142а и второй радиусный слоистый материал 142b на фиг. 8С, чтобы получить еще один композитный радиусный заполнитель 100.
На фиг. 8D приведено увеличенное изображение фронтального разреза другого варианта осуществления композитного радиусного заполнителя 100 в виде композитного радиусного заполнителя 100b согласно изобретению. В варианте осуществления, изображенном на фиг. 8D), трехслойный композитный радиусный заполнитель содержит три радиусных слоистых материала 142. Как показано на фиг. 8D, три радиусных слоистых материала 142 могут содержать первый радиусный слоистый материал 142а, второй радиусный слоистый материал 142b (или, альтернативно, первый радиусный слоистый материал 142с (см. фиг. 8В) и второй радиусный слоистый материал 142d (см. фиг. 8D)) и третий радиусный слоистый материал 152 (см. фиг. 8D). Как показано на фиг. 8D, третий радиусный слоистый материал 152 имеет первую сторону 154, вторую сторону 156 и основание 158. В предпочтительном исполнении третий радиусный слоистый материал 152 имеет соответствующую форму и размер, чтобы разместиться между первым радиусным слоистым материалом 142а и вторым радиусным слоистым материалом 142b, соответственно, и смежно с ними (или, в альтернативном варианте, чтобы разместиться между первым радиусным слоистым материалом 142с (см. фиг. 8В) и вторым радиусным слоистым материалом 142d (см. фиг. 8В) соответственно и смежно с ними). Как показано на фиг. 8D, третий радиусный слоистый материал 152 может иметь конфигурацию 105 по существу в форме пирамиды. Третий радиусный слоистый материал 152 также содержит уложенные один поверх другого композитные слои 134, имеющие заданную радиальную ориентацию 159, которая по существу соответствует радиальной ориентации соседних опорных слоистых материалов 110 (см. фиг. 5А), панелей 114 обшивки (см. фиг. 5А) или композитной перегородки 108 (см. фиг. 9).
Как показано на фиг. 8D, первый радиусный слоистый материал 142а, второй радиусный слоистый материал 142b и третий радиусный слоистый материал 152 выровнены смежно друг с другом с образованием композитного радиусного заполнителя 100, например, в виде композитного радиусного заполнителя 100b. Как показано на фиг. 8D, первый радиусный слоистый материал 142а может быть по существу выровнен смежно со вторым радиусным слоистым материалом 142b с образованием вертикального стыка 104с. Как также показано на фиг. 8D, область 160а первого радиусного слоистого материала 142а может быть также выровнена смежно с первой стороной 154 третьего радиусного слоистого материала 152с образованием стыка 104а. Как также показано на фиг. 8D, область 160b второго радиусного слоистого материала 142b может быть выровнена смежно со второй стороной 156 третьего радиусного слоистого материала 152с образованием стыка 104b. Как также показано на фиг. 8D, третий радиусный слоистый материал 152 предпочтительно расположить в области 166 (см. фиг. 8D) между первым радиусным слоистым материалом 142а и вторым радиусным слоистым материалом 142b, соответственно (или, альтернативно, между первым радиусным слоистым материалом 142с (см. фиг. 8В) и вторым радиусным слоистым материалом 142d (см. фиг. 8В) соответственно). Стык 104а и стык 104b можно присоединить к вертикальному стыку 104с в области 166. В предпочтительном исполнении композитный радиусный заполнитель 100 имеет форму 101 (см. фиг. 8D), по существу соответствующую области 116 радиусного заполнителя (см. фиг. 5В) композитной структуры 28 (см. фиг. 5А). Предпочтительно, чтобы форма 101 была в конфигурации 103 по существу в форме пирамиды (см. фиг. 8D). Композитный радиусный заполнитель 100, например, в виде композитного радиусного заполнителя 100b, может иметь по существу треугольное сечение.
Как показано на фиг. 10, способ 200 может также включать дополнительный этап 214 нанесения одного или более адгезивных слоев 170 (см. фиг. 9) на два или более радиусных слоистых материала 142 (см. фиг. 9) перед отверждением композитного радиусного заполнителя 100, чтобы облегчить передачу нагрузки внутрь и наружу каждого радиусного слоистого материала 142 после отверждения композитного радиусного заполнителя 100. На фиг. 9 приведен увеличенный покомпонентный фронтальный разрез другого варианта осуществления композитного радиусного заполнителя 100, например, в виде композитного радиусного заполнителя 100с, согласно изобретению, с одним или более адгезивными слоями 170, нанесенными на композитный радиусный заполнитель 100, например, на композитный радиусный заполнитель 100с, чтобы увеличить сцепление или прилипание композитного радиусного заполнителя 100 к композитной структуре 28 (см. фиг. 9) и/или композитной перегородке 108 (см. фиг. 9).
Один или более адгезивных слоев 170 предпочтительно наносятся до отверждения композитного радиусного заполнителя 100 и композитной структуры 28. Один или более адгезивных слоев 170 могут дополнительно содержать смолу, эпоксидные клеи, полиуретановые клеи, упрочненные акриловые клеи, термоклеи, такие как клеи на основе полиамида (нейлон), иономеры или аналогичные, либо другой подходящий адгезивный материал.
Кроме того, слои клея 170 могут наноситься на два или более радиусных слоистых материала 142 перед отверждением вариантов реализации композитного радиусного заполнителя 100а (см. фиг. 8С) и композитного радиусного заполнителя 100b (см. фиг. 8D), в зависимости от необходимости. Для композитного радиусного заполнителя 100а (см. фиг. 8С) и композитного радиусного заполнителя 100b (см. фиг. 8D) предпочтительно один или более адгезивных слоев 170 могут быть нанесены на первую сторону 144а (см. фиг. 8C-8D) первого радиусного слоистого материала 142а (см. фиг. 8C-8D) и вторую сторону 144b (см. фиг. 8C-8D) второго радиусного слоистого материала 142b (см. фиг. 8C-8D) для содействия переносу нагрузки внутрь и наружу каждого радиусного слоистого материала 142, такого как первый радиусный слоистый материал 142а и второй радиусный слоистый материал 142b, после отверждения.
Как показано на фиг. 9, один или более адгезивных слоев 170 могут быть нанесены на третью радиусную сторону 148а первого радиусного слоистого материала 142а, третью радиусную сторону 148b второго радиусного слоистого материала 142b, нижнюю сторону основания 158 третьего радиусного слоистого материала 162 и верхнюю сторону третьего радиусного слоистого материала 162. Кроме того, один или более адгезивных слоев 170 (не изображены) могут быть нанесены между первым радиусным слоистым материалом 142а и вторым радиусным слоистым материалом 142b, как это необходимо, чтобы содействовать передаче нагрузки внутрь и наружу каждого радиусного слоистого материала после отверждения.
На фиг. 9 изображен другой вариант осуществления трехслойного композитного радиусного заполнителя, содержащего три радиусных слоистых материала 142. Как показано на фиг. 9, три радиусных слоистых материала 142 могут содержать первый радиусный слоистый материал 142а, второй радиусный слоистый материал 142b (или, альтернативно, первый радиусный слоистый материал 142с (см. фиг. 8В), второй радиусный слоистый материал 142d (см. фиг. 8D)) и третий радиусный слоистый материал 162 (см. фиг. 9). Как показано на фиг. 9, третий радиусный слоистый материал 162 содержит основание 158 и уложенные один поверх другого композитные слои 134, имеющие заданную радиальную ориентацию 159, которая по существу соответствует радиальной ориентации 111 (см. фиг. 9) уложенных один поверх другого композитных слоев 109 (см. фиг. 9) композитной перегородки 108 (см. фиг. 9). Третий радиусный слоистый материал 162 предпочтительно имеет соответствующую форму и размер, чтобы разместиться между первым радиусным слоистым материалом 142а и вторым радиусным слоистым материалом 142b, соответственно, и смежно с ними (или, в альтернативном варианте, чтобы разместиться между первым радиусным слоистым материалом 142с (см. фиг. 8В) и вторым радиусным слоистым материалом 142d (см. фиг. 8В), соответственно, и смежно с ними). Как показано на фиг. 9, третий радиусный слоистый материал 162 может быть расположен по центру между первым радиусным слоистым материалом 142а и вторым радиусным слоистым материалом 142b, соответственно, и вдоль центральной вертикальной оси 164, проходящей между первым радиусным слоистым материалом 142а, вторым радиусным слоистым материалом 142b и третьим радиусным слоистым материалом 162. Композитный радиусный заполнитель 100, например, в виде композитного радиусного заполнителя 100с, предпочтительно имеет форму 101 (см. фиг. 9), по существу соответствующую области 116 радиусного заполнителя (см. фиг. 5В) композитной структуры 28 (см. фиг. 9). Форма 101 может предпочтительно включать конфигурацию 103 по существу в форме пирамиды (см. фиг. 9). Композитный радиусный заполнитель 100, например, в виде композитного радиусного заполнителя 100с может иметь по существу треугольное сечение.
Как показано на фиг. 9, первый радиусный слоистый материал 142а, второй радиусный слоистый материал 142b и третий радиусный слоистый материал 162 выровнены смежно друг с другом с образованием композитного радиусного заполнителя 100, например, в виде композитного радиусного заполнителя 100с. Как показано на фиг. 9, первый радиусный слоистый материал 142а может быть по существу выровнен смежно со вторым радиусным слоистым материалом 142b. Как также показано на фиг. 9, третья радиальная сторона 148а первого радиусного слоистого материала 142а предпочтительно располагается снаружи и предпочтительно прилегает к окружающей композитной структуры 28 и соответствует ей. Предпочтительно, уложенные один поверх другого композитные слои 134, например, в виде радиально ориентированный уложенных один поверх другого композитных слоев 147а, первого радиусного слоистого материала 142а по существу соответствуют радиальной ориентации 117 (см. фиг. 5В) соседних уложенных один поверх другого композитных слоев 118 (см. фиг. 9) вертикальной перегородки 92 композитной структуры 28 (см. фиг. 9А) смежно с первым радиусным слоистым материалом 142а.
Третья радиальная сторона 148b второго радиусного слоистого материала 142b также предпочтительно располагается снаружи и также предпочтительно прилегает к окружающей композитной структуры 28 и соответствует ей. Как показано на фиг. 9, третья радиальная сторона 148а предпочтительно расположена напротив третьей радиальной стороны 148b. Предпочтительно, уложенные один поверх другого композитные слои 134, например, в виде радиально ориентированный уложенных один поверх другого композитных слоев 147b, второго радиусного слоистого материала 142b по существу соответствуют радиальной ориентации 117 (см. фиг. 5В) соседних уложенных один поверх другого композитных слоев 118 (см. фиг. 9) вертикальной перегородки 92 композитной структуры 28 (см. фиг. 9А) смежно со вторым радиусным слоистым материалом 142b.
После изготовления неотвержденного композитного радиусного заполнителя 100 способом 200 согласно данному изобретению неотвержденный композитный радиусный заполнитель 100 может быть отвержден перед установкой в область 116 радиусного заполнителя (см. фиг. 5А) композитной структуры 28. В альтернативном варианте неотвержденный композитный радиусный заполнитель 100 может быть установлен в область 116 радиусного заполнителя (см. фиг. 5А) композитной структуры 28 (см. фиг. 5А) и/или композитного узла 26 (см. фиг. 5В) и отвержден вместе с композитной конструкцией 28 и/или композитным узлом 26. Отверждение может включать известный процесс отверждения, такой как автоклавный процесс отверждения, вакуумное отверждение с использованием эластичного мешка, сочетание автоклавного и вакуумного отверждения с использованием эластичного мешка или другой подходящий процесс отверждения. Отверждение может происходить при повышенной температуре и давлении, соответствующих характеристикам материала для эффективного отверждения композитного радиусного заполнителя 100 и композитной структуры 28 и/или композитного узла 26. Во время отверждения композитный материал композитного радиусного заполнителя 100 затвердевает, и, если он установлен в области 116 радиусного заполнителя во время отверждения, поддерживает форму области 116 радиусного заполнителя внутри композитной структуры 28 и/или композитного узла 26.
После отверждения композитного радиусного заполнителя 100, если отвержденный композитный радиусный заполнитель 100 был отвержден перед установкой в область 116 радиусного заполнителя (см. фиг. 5А) композитной структуры 28 и/или композитного узла 26, отвержденный композитный радиусный заполнитель 100 может быть соединен или совместно соединен в пределах области 116 радиусного заполнителя отвержденной или неотвержденной композитной структуры 28 и/или композитного узла 26 посредством адгезивной связи, совместного отверждения, вторичной связи или другого известного способа связывания или совместного связывания. Связывание может происходить при повышенной температуре и давлении, соответствующих характеристикам материала для эффективного связывания или совместного связывания отвержденного композитного радиусного заполнителя 100 в области 116 радиусного заполнителя отвержденной или неотвержденной композитной структуры 28 и/или композитного узла 26.
Раскрытые здесь варианты осуществления способа 200 позволяют получить композитный радиусный заполнитель 100 (см. фиг. 5А), минимизирующий остаточные термические напряжения в трех точках 106а, 106b, 106с концентрации напряжений (см. фиг. 5А) композитного радиусного заполнителя 100 во время термического отверждения композитного радиусного заполнителя 100. Кроме того, раскрытые здесь варианты осуществления способа 200 позволяют получить композитный радиусный заполнитель 100 (см. фиг. 5А), который повышает прочность на отрыв, и уложенные один поверх другого композитные слои 134 (см. фиг. 5А) композитного радиусного заполнителя 100 перераспределяют нагрузку на отрыв от вертикальной перегородки 92 (см. фиг. 5А) к горизонтальному фланцу 96 (см. фиг. 5А) более равномерно, чем известные композитные радиусные заполнители или композитная «лапша».
В другом варианте осуществления изобретения предложен композитный узел 26 летательного аппарата 10 (см. фиг. 1, 5В). Композитный узел 26 летательного аппарата 10 содержит композитную конструкцию 28 (см. фиг. 1, 5А), имеющую область 116 радиусного заполнителя (см. фиг. 5В). Композитная структура 28 может содержать Т-образный элемент 90 жесткости (см. фиг. 5А-5В). Т-образный элемент 90 жесткости может включать переход между фланцем и перегородкой 97 (см. фиг. 5А) в лонжероне 94 (см. фиг. 5В) или шпангоуте (см. фиг. 4В), либо переход 102 (см. фиг. 5А), такой как переход между обшивкой и элементом жесткости. Композитный узел 26 летательного аппарата 10 также содержит композитный радиусный заполнитель 100 (см. фиг. 5В), заполняющий область 116 радиусного заполнителя. В предпочтительном исполнении композитный радиусный заполнитель 100 содержит два или более радиусных слоистых материала 142 (см. фиг. 5В). Каждый радиусный слоистый материал 142 включает слоистый материал 126 (см. фиг. 6А) из уложенных один поверх другого композитных слоев 134 (см. фиг. 5В), сформированных с заданным радиусом 98 (см. фиг. 5В), заданной радиальной ориентацией 99 (см. фиг. 5В) уложенных один поверх другого композитных слоев 134, по существу совпадающие с радиальной ориентацией 117 (см. фиг. 5В) соседних уложенных один поверх другого композитных слоев 118 (см. фиг. 5В) композитной структуры 28 (см. фиг. 5А), например, Т-образного элемента 90 жесткости (см. фиг. 5В), окружающей два или более радиусных слоистых материала 142 композитного радиусного заполнителя 100. Каждый радиусный слоистый материал 142 предпочтительно обрезать таким образом, чтобы по меньшей мере одна его сторона 144 (см. фиг. 8В) была выровнена смежно с другими с образованием композитного радиусного заполнителя 100, имеющего форму 101 (см. фиг. 5В), по существу соответствующую области 116 радиусного заполнителя (см. фиг. 5В) композитной структуры 28 (см. фиг. 5А).
В одном варианте осуществления, изображенном на фиг. 8С, два или более радиусных слоистых материала 142 включают первый радиусный слоистый материал 142а, выровненный смежно со вторым радиусным слоистым материалом 142b, с образованием композитного радиусного заполнителя 100, например, в виде композитного радиусного заполнителя 100а, имеющего форму 101, состоящую из конфигурации 103 предпочтительно по существу пирамидальной формы, и имеющего по существу треугольное сечение. В другом варианте осуществления, изображенном на фиг. 8D, два или более радиусных слоистых материала 142 включают первый радиусный слоистый материал 142а, второй радиусный слоистый материал 142b и третий радиусный слоистый материал 152, все из которых выровнены смежно друг с другом с образованием композитного радиусного заполнителя 100, например, в виде композитного радиусного заполнителя 100b, имеющего форму 101, представляющую собой предпочтительно конфигурацию 103 по существу пирамидальной формы, и имеющего по существу треугольное поперечное сечение. Третий радиусный слоистый материал 152 расположен предпочтительно в области 166 между первым радиусным слоистым материалом 142а и вторым радиусным слоистым материалом 142b.
Специалистам в данной области техники понятно, что применение нового композитного радиусного заполнителя 100, полученного согласно вариантам осуществления раскрытого способа 200, в композитных структурах 28 (см. фиг. 5А), например крыле летательного аппарата 18 (см. фиг. 1), обеспечивает ряд существенных преимуществ. Раскрытые варианты осуществления композитного радиусного заполнителя 100 (см. фиг. 5А), 100а (см. фиг. 8С), 100b (см. фиг. 8D) и 100с (см. фиг. 9) и способа 200 (см. фиг. 10) обеспечивают соответствие укладки или схемы укладки в плане радиальной ориентации уложенных один поверх другого композитных слоев 134 радиусных слоистых материалов 142 радиальной ориентации 117 (см. фиг. 5В) уложенных один поверх другого композитных слоев 118 (см. фиг. 5В) окружающей композитной структуры 28 (см. фиг. 5А) и, в свою очередь, точное соответствие механических свойств, таких как эксплуатационные качества и жесткость композитного радиусного заполнителя 100, механическим свойствам, таким как эксплуатационные качества и жесткость окружающей композитной структуры 28. Путем радиальной ориентации уложенных один поверх другого композитных слоев 134 радиусных слоистых материалов 142 термические остаточные напряжения в трех точках 106а, 106b и 106с концентрации напряжений (см. фиг. 5В) композитного радиусного заполнителя 100 могут быть сведены к минимуму. Остаточные термические напряжения, которые могут возникнуть в процессе теплового отверждения, предпочтительно свести к минимуму при использовании композитного радиусного заполнителя 100 согласно изобретению, благодаря ортотропной природе отдельных уложенных один поверх другого композитных слоев 134 и благодаря тому, что места расположения самых высоких тепловых напряжений в трех точках или пиках композитного радиусного заполнителя 100 смещены от трех точек или пиков к центру композитного радиусного заполнителя 100. В предпочтительном исполнении описанные здесь композитные радиусные заполнители 100 имеют высокий показатель теплового расширения по толщине в направлении оси z, общей для верхнего пика или точки 106с концентрации напряжений (см. фиг. 5А) композитных радиусных заполнителей, а также высокий показатель теплового расширения по толщине в направлении, общем для нижних пиков или точек 106а, 106b концентрации напряжений (см. фиг. 5А).
Кроме того, раскрытые варианты осуществления композитного радиусного заполнителя 100 (см. фиг. 5А), 100а (см. фиг. 8С), 100b (см. фиг. 8D) и 100с (см. фиг. 9) и способа 200 (см. фиг. 10) обеспечивают композитные радиусные заполнители 100, минимизирующие напряжение или растрескивание в результате усталости материала композитных радиусных заполнителей 100, которые могут возникнуть при низких температурах, таких как менее -65 (минус шестьдесят пять) градусов по Фаренгейту, а также позволяют образовывать большие по размеру области 116 радиусных заполнителей (см. фиг. 5А). Кроме того, раскрытые варианты осуществления композитного радиусного заполнителя 100 (см. фиг. 5А), 100а (см. фиг. 8С), 100b (см. фиг. 8D) и 100с (см. фиг. 9) и способа 200 (см. фиг. 10) обеспечивают композитные радиусные заполнители 100, которые повышают прочность на отрыв и более равномерно перераспределяют нагрузку на отрыв от вертикальных перегородок 92 (см. фиг. 5А) к горизонтальным фланцам 96 (см. фиг. 5А) композитной структуры 28, и это, в сочетании с меньшим приемлемым размером дефектов на пересечении стрингера и шпангоута, может обеспечить более высокую стойкость к отрыву. Это может в предпочтительном исполнении исключить необходимость в противодействующих срезному усилию соединениях 72 (см. фиг. 4А) на монолитных шпангоутах 70 (см. фиг. 4А) во всех точках, кроме участков, где высокие, расположенные вне плоскости нагрузки, передаются на крыло самолета 18 (см. фиг. 1), например, участках стыка закрылков или места крепления стойки двигателя.
Кроме того, раскрытые варианты осуществления композитного радиусного заполнителя 100 (см. фиг. 5А), 100а (см. фиг. 8С), 100b (см. фиг. 8D) и 100с (см. фиг. 9) и способа 200 (см. фиг. 10) предусматривают разрезание неотвержденных областей укладки 130 композитных слоев (см. фиг. 8В) по касательной к формирующей оснастке 120 или оправке 122 в виде четырех ортогональных разрезов. В результате этого остаются четыре, по существу имеющих форму пирамиды радиусных слоистых материала 142, имеющих по существу треугольное сечение, которые могут быть выровнены попарно смежно друг с другом с образованием композитного радиусного заполнителя 100 той же формы и геометрии, что и пустота или объем области 116 радиусного заполнителя композитной структуры 28, например, в Т-образном элементе жесткости 90 (см. фиг. 5А) или стрингере 74 (см. фиг. 4А). Уникальный композитный радиусный заполнитель 100 или «лапшевидный радиусный заполнитель» образован путем обертывания слоистого материала 126 из уложенных один поверх другого композитных слоев 134 один или более раз вокруг формирующей оснастки 120, такой как оправка 122 (см. фиг. 6А), а затем срезания лишних областей укладки 130 композитных слоев (см. фиг. 8А) с формирующей оснастки 120, таким образом, чтобы вокруг формирующей оснастки 120 остались четыре радиусных слоистых материала 142. Затем четыре радиусных слоистых материала 142 могут быть удалены и объединены попарно с образованием двух (2) композитных радиусных заполнителей 100 из двухслойного композитного радиусного заполнителя 100а (см. фиг. 8С), трехслойного композитного радиусного заполнителя 100b (см. фиг. 8D) или другого подходящего композитного радиусного заполнителя. Раскрытые варианты осуществления композитного радиусного заполнителя 100 (см. фиг. 5А), 100а (см. фиг. 8С), 100b (см. фиг. 8D) и 100с (см. фиг. 9) и способа 200 (см. фиг. 10) могут обеспечить композитный радиусный заполнитель 100, обладающий улучшенными конструкционными свойствами, выражающимися в способности выдерживать большие напряжения и отрывающие нагрузки, чем известные композитные радиусные заполнители или композитная «лапша», и могут позволить изготовить крылья или другие композитные структуры, обладающие лучшими эксплуатационными качествами.
Многие модификации и другие варианты осуществления изобретения будут понятны специалистам в области техники, к которой относится данное описание, после изучения содержания приведенного здесь описания и прилагаемых чертежей. Описанные здесь варианты осуществления являются иллюстративными и не должны рассматриваться как ограничивающие или исчерпывающие. Хотя здесь употребляются конкретные термины, они используются только в общем и описательном смысле, а не в целях ограничения. В соответствии с еще одним аспектом данного изобретения предложен композитный узел летательного аппарата, включающий: композитную конструкцию, имеющую область радиусного заполнителя; композитный радиусный заполнитель, заполняющий область радиусного заполнителя. Композитный радиусный заполнитель включает: два или более радиусных слоистых материала, каждый из которых включает слоистый материал из уложенных один поверх другого композитных слоев, изготовленных с заданным радиусом, с заданной радиальной ориентацией уложенных один поверх другого композитных слоев, по существу соответствующих радиальной ориентации соседних уложенных один поверх другого композитных слоев композитной структуры, окружающей указанные два или более радиусных слоистых материала, и каждый радиусный слоистый материал обрезан таким образом, чтобы по меньшей мере одна его сторона была выровнена смежно с другими с образованием композитного радиусного заполнителя, имеющего форму по существу соответствующую форме области радиусного заполнителя композитной структуры.
Соответственно, два или более радиусных слоистых материала включают первый радиусный слоистый материал, выровненный смежно со вторым радиусным слоистым материалом с образованием композитного радиусного заполнителя, имеющего по существу форму пирамиды.
Соответственно, два или более радиусных слоистых материала включают первый радиусный слоистый материал, второй радиусный слоистый материал и третий радиусный слоистый материал, все из которых выровнены смежно друг с другом с образованием композитного радиусного заполнителя, имеющего по существу форму пирамиды, при этом третий радиусный слоистый материал расположен в области между первым радиусным слоистым материалом и вторым радиусным слоистым материалом.
В соответствии с еще одним аспектом данного изобретения предложен способ изготовления композитного радиусного заполнителя, включающий следующие этапы:
обертывание слоистого материала, состоящего из уложенных один поверх другого композитных слоев, один или более раз вокруг формирующей оснастки, имеющей заданный радиус с образованием укладки композитных слоев заданной толщины;
отжимание укладки композитных слоев для устранения пустот;
выравнивание всех стыков укладки композитных слоев в одной или более заданных областях, подлежащих удалению из укладки композитных слоев;
удаление одной или более заданных областей из укладки композитных слоев посредством одного или более разрезов, выполненных по касательной к одной или более поверхностям формирующей оснастки;
удаление с формирующей оснастки двух или более радиусных слоистых материалов укладки композитных слоев; и
выравнивание двух или более радиусных слоистых материалов друг с другом с образованием композитного радиусного заполнителя, имеющего форму, по существу соответствующую области радиусного заполнителя композитной структуры, при этом каждый радиусный слоистый материал, изготовленный с заданным радиусом, заданной радиальной ориентацией уложенных один поверх другого композитных слоев по существу соответствует радиальной ориентации соседних уложенных один поверх другого композитных слоев композитной структуры, окружающей указанный композитный радиусный заполнитель.
Соответственно, этап выравнивания двух или более радиусных слоистых материалов включает выравнивание первого радиусного слоистого материала со вторым радиусным слоистым материалом смежно друг с другом с образованием композитного радиусного заполнителя, имеющего по существу форму пирамиды.
Автоматизированная система визуального осмотра
Комплект соединения и способ сборки такового
Сравнение паноптически визуализируемых документов
Электропроводящее втулочное соединение с конструкцией для пути тока
Ромбовидное окно для композитного и/или металлического каркаса летательного аппарата
Токорассеивающее соединительное устройство транспортирования текучей среды
Система и способ моделирования мощного пироудара
Система и способ отделения диоксида углерода
Слоистые волокнистые композиты для решения баллистических задач
Контолируемая адгезия волокна к матрице в полимер-волоконных композитах
Автоматизированная система визуального осмотра
Комплект соединения и способ сборки такового
Сравнение паноптически визуализируемых документов
Электропроводящее втулочное соединение с конструкцией для пути тока
Ромбовидное окно для композитного и/или металлического каркаса летательного аппарата
Токорассеивающее соединительное устройство транспортирования текучей среды
Система и способ моделирования мощного пироудара
Система и способ отделения диоксида углерода
Слоистые волокнистые композиты для решения баллистических задач
Контолируемая адгезия волокна к матрице в полимер-волоконных композитах

