Результат интеллектуальной деятельности: СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к комбинированным способам обработки деталей в машиностроении и может быть использовано для чистовой обработки зубчатых деталей с прямыми, винтовыми, арочными, паллоидными, гипоэпитрохоидными и другими формами зубьев в различных отраслях машиностроения.
Известен способ [Патент РФ 2212318, МПК7 B23H 5/06. Способ электроалмазной обработки зубьев зубчатых колес / Валиков Е.Н., Татаринов И.В., Тимофеев А.Ю.; заявитель и патентообладатель ОАО АК «Туламашзавод» - №2002103632/02; заявл. 08.02.2002; опубл. 20.09.2003, Бюл. №26 - 7 с.: 2 ил.] электроалмазной обработки зубьев зубчатых колес, заключающийся в непрерывном прокачивании электролита через межэлектродный зазор между зубчатой заготовкой (анодом) и инструментальным колесом (катодом), образованными на обрабатываемых поверхностях зубьев заготовки зубчатого колеса поверхностной пленки и последующим снятием ее инструментальным колесом.
Недостатком указанного способа является невысокая производительность. Полный цикл обработки содержит 10…50 рабочих циклов с воздействием электрического тока и 2…4 цикла выхаживания без воздействия электрического тока.
Известен способ обработки цилиндрических зубчатых колес с круговой или арочной формой зуба шевингованием-прикатыванием [Патент РФ 2369469, МПК7 B23F 19/06. Способ обработки цилиндрических зубчатых колес шевингованием-прикатыванием / Маликов А.А., Валиков Е.Н., Ямников А.В., Сидоркин А.В.; заявитель и патентообладатель Тульский государственный университет - №2008107066/02; заявл. 27.02.2008; опубл. 10.10.2009, Бюл. №28 - 7 с.: 1 ил.], включающий свободный обкат инструмента, имеющего режущие кромки, смещенные по винтовой поверхности, и обрабатываемого колеса, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, а обработку ведут с периодической радиальной подачей после каждого из 2-4 рабочих циклов, включающих поворот инструмента в прямом и обратном направлениях на количество оборотов, равное числу зубьев обрабатываемого колеса, при этом используют инструмент, число зубьев которого не имеет общих множителей с числом зубьев обрабатываемого колеса кроме единицы, инструмент и заготовку-колесо устанавливают на пересекающихся под углом 90° осях, обработку производят инструментом, линия зубьев которого имеет круговую или арочную форму, а режущие кромки круговых или арочных зубьев инструмента расположены на плоском производящем колесе.
Недостатком такого способа является низкая производительность и точность обработки, невозможность обеспечения предполюсного зацепления для зубчатых колес с угловым давления на вершине зубьев αa>28° по условиям заострения, а заполюсного зацепления из-за уменьшения коэффициента торцевого перекрытия до значений менее допустимого (1, 2). Это приводит к снижению исходной (до обработки) точности профиля.
Задачей изобретения является повышение производительности и точности чистовой обработки.
Поставленная задача достигается за счет способа комбинированной чистовой обработки зубчатых деталей, включающего свободный обкат инструмента, выполненного в виде плоского производящего колеса, образующего с обрабатываемым колесом плоскую зубчатую передачу, на боковых поверхностях которого выполнены режущие кромки, смещенные друг относительно друга, при этом зацепление инструмента с обрабатываемым колесом выполняют внеполюсным, причем обработку ведут с прерывистой подачей сближения до обеспечения номинального расстояния оси обрабатываемого колеса от производящей плоскости инструмента, при этом обрабатываемое колесо устанавливают относительно плоского производящего колеса с гипоидным смещением, осуществляют срезание припуска за счет суммирования скорости поперечного и продольного скольжения боковых поверхностей зубьев инструмента относительно боковых поверхностей зубьев обрабатываемого колеса. На боковых поверхностях зубьев инструмента выполнены режущие кромки, расположенные под углом к скорости поперечного проскальзывания боковых поверхностей зубьев инструмента и смещенными между соседними зубьями на величину  , где P - смещение режущих кромок при повороте на 360°, Z - число зубьев плоского производящего колеса (инструмента). Срезание припуска с боковых поверхностей зубьев заготовки осуществляется за счет суммирования векторов скорости поперечного
, где P - смещение режущих кромок при повороте на 360°, Z - число зубьев плоского производящего колеса (инструмента). Срезание припуска с боковых поверхностей зубьев заготовки осуществляется за счет суммирования векторов скорости поперечного  и продольного скольжения
и продольного скольжения  в заданной контактной точке, что позволяет повысить режущие свойства инструмента, производительность и точность обработки.
в заданной контактной точке, что позволяет повысить режущие свойства инструмента, производительность и точность обработки.
Скорость поперечного скольжения в заданной контактной точке К может быть вычислена по зависимости
 ,
,
где db2 - диаметр основной окружности обрабатываемой заготовки,
ω1, ω2 - угловые скорости вращения шестерни и плоского производящего колеса,
αk1 - угол давления в контактной точке шестерни,
αw - угол профиля плоской производящей рейки.
Скорость продольного скольжения в заданной контактной точке может быть вычислена по зависимости

где c - гипоидное смещение.
Боковые поверхности зубьев инструмента выглаживают боковые поверхности зубьев заготовки, снижают шероховатость поверхности и создают благоприятные сжимающие напряжения в поверхностном слое.
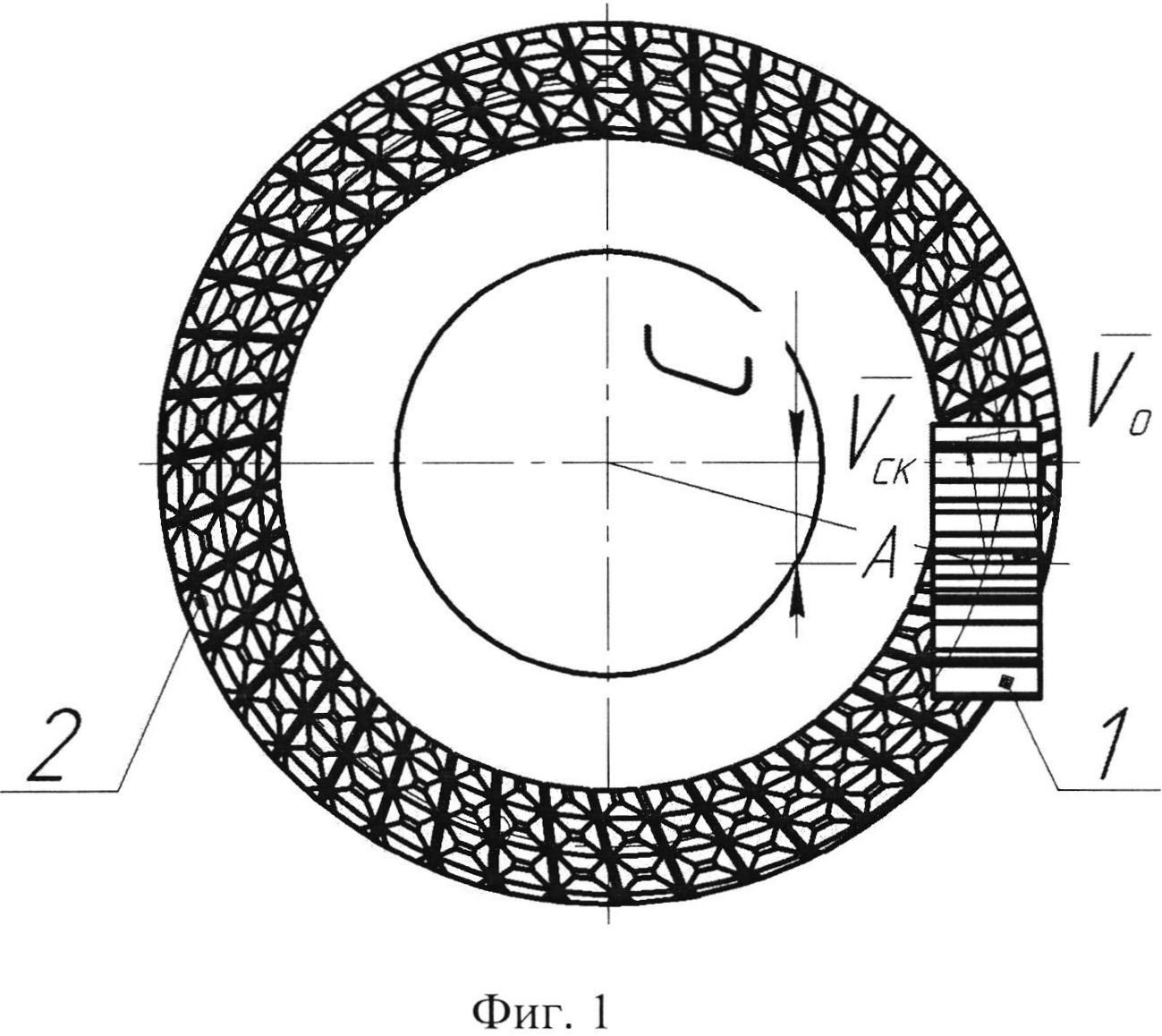
На фиг. 1 изображена гипоидная передача с плоским колесом и прямозубой цилиндрической шестерней,
где 1 - шестерня с прямым зубом;
2 - плоское колесо с прямым зубом;
C - гипоидное смещение;
 - окружная скорость в контактной точке;
- окружная скорость в контактной точке;
 - скорость скольжения боковых поверхностей зубьев плоского колеса в контактной точке.
- скорость скольжения боковых поверхностей зубьев плоского колеса в контактной точке.
На фиг. 2 изображена гипоидная передача с плоским колесом и цилиндрической шестерней с винтовым зубом,
где 3 - шестерня с винтовым зубом;
4 - плоское колесо с винтовым зубом;
С - гипоидное смещение;
 - окружная скорость в контактной точке;
- окружная скорость в контактной точке;
 - скорость скольжения боковых поверхностей зубьев плоского колеса в контактной точке.
- скорость скольжения боковых поверхностей зубьев плоского колеса в контактной точке.
На фиг. 3 изображена гипоидная передача с плоским колесом и цилиндрической шестерней с арочным зубом,
где 5 - шестерня с арочным зубом;
6 - плоское колесо с арочным зубом;
С - гипоидное смещение;
- окружная скорость в контактной точке;
- скорость скольжения боковых поверхностей зубьев плоского колеса в контактной точке.
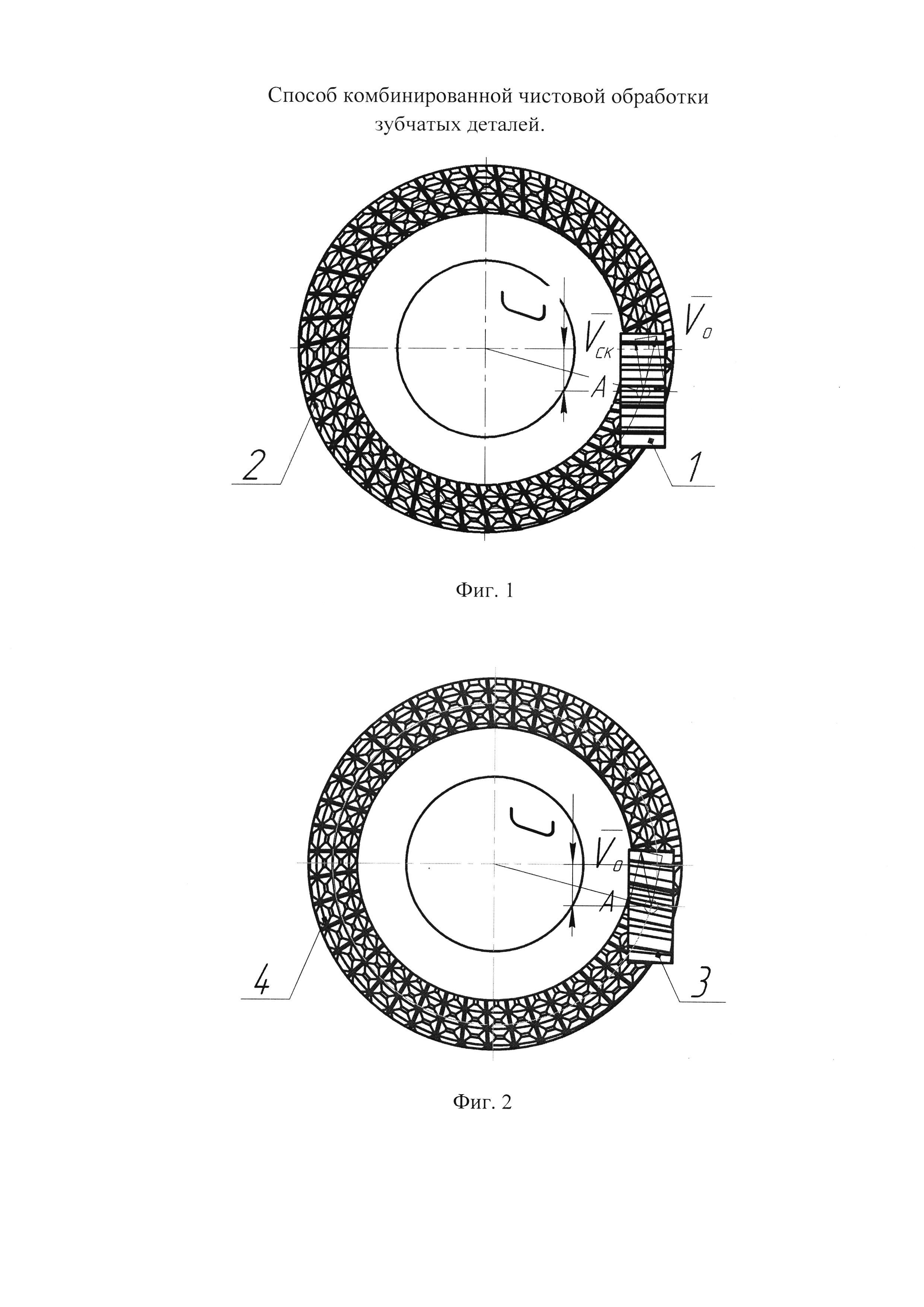
На фиг. 4 изображена схема для определения скорости скольжения,
где 7 - зуб плоского производящего колеса;
8 - режущая кромка на зубе плоского производящего колеса;
C - гипоидное смещение;
K - контактная точка на режущей кромке;
rx1, rx2 - радиусы контактных точек на шестерне и плоском производящем колесе соответственно;
ω1, ω2 - угловые скорости вращения шестерни и плоского производящего колеса;
O1, X1, Y1, Z1, О2, X2, Y2, Z2 - подвижные системы координат, связанные с шестерней и плоским производящим колесом соответственно;
,
,  - скорости поперечного, продольного и суммарного скольжения боковых поверхностей зубьев плоского производящего колеса относительно боковых поверхностей зубьев шестерни.
- скорости поперечного, продольного и суммарного скольжения боковых поверхностей зубьев плоского производящего колеса относительно боковых поверхностей зубьев шестерни.
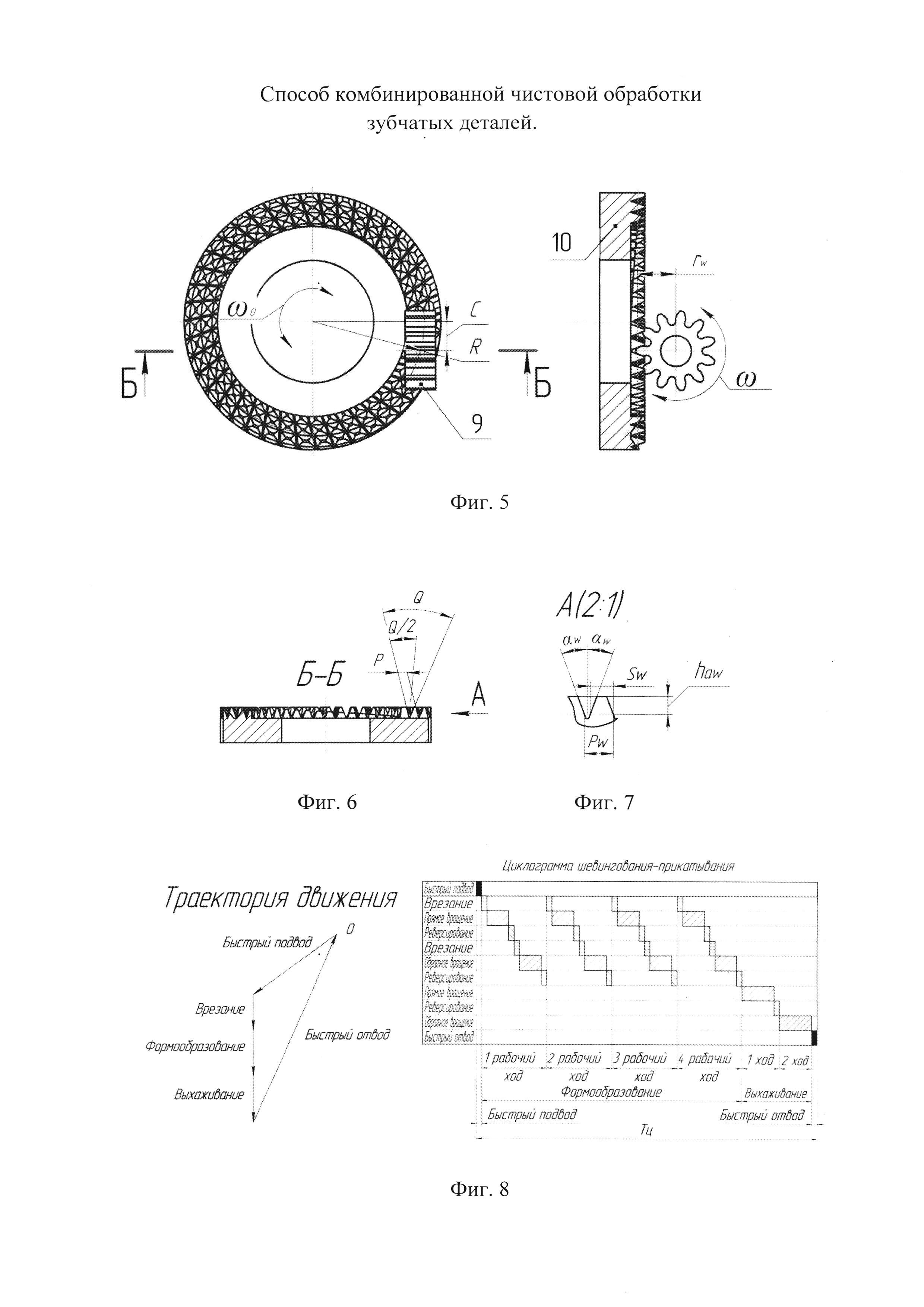
На фиг. 5 представлена схема обработки прямозубой шестерни инструментом с плоским производящим колесом и гипоидным смещением,
где 9 - заготовка, 10 - инструмент, C - гипоидное смещение; R - средний радиус зубчатого венца инструмента, rw - радиус начальной окружности заготовки, αw - угол профиля производящей рейки, Pw - шаг производящей рейки, Sw - толщина зуба производящей рейки, haw- - начальная высота головки зуба производящей рейки, θ - угол профиля стружечной канавки, P - шаг стружечной канавки, Rск - радиус округления боковых сторон профиля стружечной канавки, ω0, ω - частота вращения инструмента и заготовки соответственно.
На фиг. 6 представлен разрез Б-Б фиг. 5.
На фиг. 7 представлен вид А фиг. 6.
На фиг. 8 представлена траектория движения инструмента и циклограмма шевингования-прикатывания.
Способ комбинированной чистовой обработки зубчатых деталей осуществляется следующим образом.
Инструмент 10 выполнен в виде плоского производящего колеса, устанавливают на цилиндрическую оправку и закрепляют на шпинделе станка. Обрабатываемую заготовку 9 устанавливают свободно на цилиндрическую оправку и закрепляют в суппорте станка. Производят быстрый подвод обрабатываемой заготовки 9 до обеспечения беззазорного зацепления с зубьями инструмента, включают вращение инструмента и реализуют цикл обработки, включающий в себя формообразование, выхаживание и быстрый отвод в исходное положение.
Предложенное техническое решение позволило повысить производительность и точность обработки.
Способ комбинированной чистовой обработки зубчатых колес, включающий свободный обкат зубчатого колеса плоским производящим колесом, образующим с обрабатываемым колесом плоскую зубчатую передачу, и на боковых поверхностях которого выполнены режущие кромки, смещенные друг относительно друга, при этом зацепление плоского производящего колеса с обрабатываемым колесом выполняют внеполюсным, отличающийся тем, что обработку ведут с прерывистой подачей сближения до обеспечения номинального расстояния от оси обрабатываемого колеса до производящей плоскости производящего колеса, при этом обрабатываемое колесо устанавливают относительно плоского производящего колеса с гипоидным смещением и осуществляют срезание припуска за счет поперечного и продольного скольжения боковых поверхностей зубьев плоского производящего колеса относительно боковых поверхностей зубьев обрабатываемого колеса.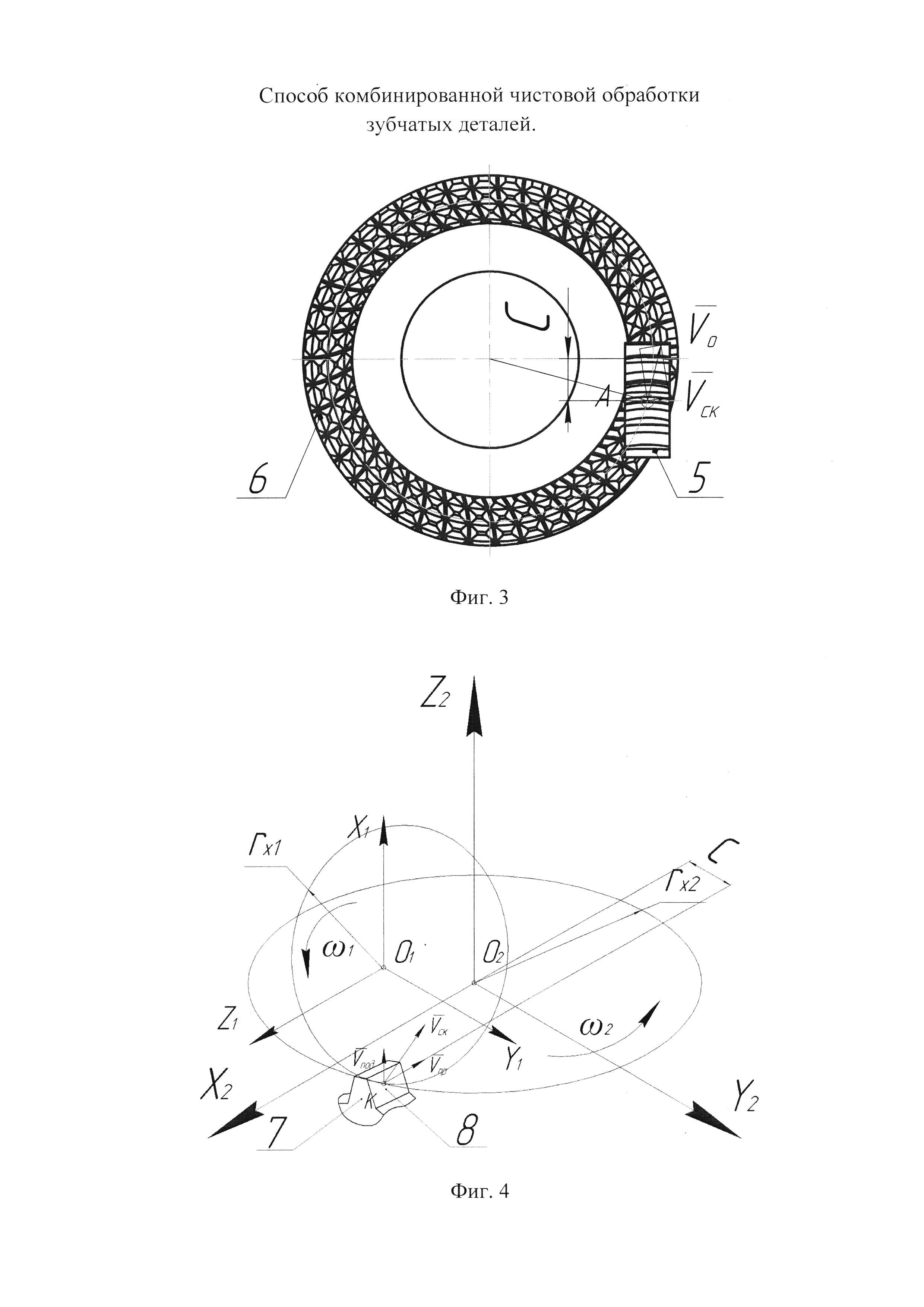
Способ выдавливания деталей типа стакан и устройство для его осуществления
Устройство для магнитно-импульсной штамповки листовых материалов
Способ и устройство для формоизменения оболочки из труднодеформируемого материала магнитно-импульсной штамповкой
Щековая дробилка
Керамическая масса
Бункер для сыпучих материалов
Бетонная смесь
Композиционная керамическая смесь
Система экологического мониторинга атмосферного воздуха промышленного региона
Система автоматизированного контроля параметров окружающей среды
Устройство для выгрузки кускового материала из бункера
Способ консервации и изоляции промышленных отвалов
Высокопрочный мелкозернистый бетон
Устройство дистанционного контроля параметров условий труда с коррекцией по температуре
Способ испытания образцов из материала при растяжении с повышенной температурой
Способ краткосрочного прогноза землетрясений
Абсолютный оптический однооборотный угловой энкодер
Способ снятия заусенцев и фасок на торцах зубьев цилиндрических зубчатых колес больших типоразмеров на универсальных токарно-карусельных станках

